Изобретение относится к технологии термической переработки изношенных автомобильных шин и/или резинотехнических изделий и может быть использовано на химических и других промышленных предприятиях, где требуется их утилизация с получением ценных химических продуктов. Изобретение может быть использовано для переработки любых отработанных шин без их предварительного измельчения, включая шины большегрузных автомобилей БелАЗ, а также любых резинотехнических изделий.
Известен способ переработки изношенных шин (RU 2251483, В29В 17/00, В29К 105:06, опубликован 10.05.2005), при котором их подготавливают и подают в реактор через шлюзовую камеру. Осуществляют пиролиз под давлением в среде перегретого пара, проводят последующее отделение твердой фазы, разделение жидкой и парогазообразной фаз со сжиганием последней для поддержания процесса пиролиза и удаление из реактора жидкой и твердой фаз. Пиролиз проводят в реакторе под давлением разрежения в интервале 0,01-0,1 атм в режиме непрерывной загрузки шин и выгрузки твердой фазы. Шлюзовые камеры заполняют водой с возможностью загрузки и выгрузки реактора с образованием водяного затвора. Парогазообразную фазу дополнительно подвергают каталитическому крекингу. Жидкую фазу в количестве 25-30% сжигают в реакторе для поддержания процесса пиролиза.
Общими признаками известного способа с заявляемым являются: переработка шин методом пиролиза, осуществление пиролиза в среде перегретого пара.
К недостаткам данного способа относятся: подготовка (разрезание) шин перед пиролизом, сжигание полученных газообразных и жидких продуктов для поддержания процесса пиролиза (конвекционный нагрев) с образованием дымовых газов, что в конечном итоге увеличивает энергоемкость и длительность процесса пиролиза, снижает его экологичность, а также рациональность использования конечных продуктов.
За способ-прототип принят способ переработки органического материала, преимущественно автомобильных шин и подобных резиновых структур (патент US 5330623, B01J 19/12, С10В 19/00, С10В 53/00, опубликован 19.07.1994). Способ предусматривает следующие операции:
предварительный подогрев загрузки перед процессом пиролиза до 60°С горячим газовым потоком, подача которого контролируется так, чтобы давление в камере переработки было выше атмосферного; подачу подогретого материала непосредственно в зону распространения микроволнового излучения с помощью конвейера; пиролиз в микроволновой зоне с получением твердого остатка и газообразных продуктов посредством СВЧ-нагрева при частоте микроволнового излучения 2.4 ГГц при температуре 300-500°С в течение 15-60 минут в зависимости от массы загрузки; автоматическую выгрузку твердого остатка, содержащего преимущественно углерод, и отвод газообразных продуктов. Способ-прототип представляет собой непрерывный процесс.
Общими признаками способа-прототипа с заявляемым способом являются: переработка шин и резинотехнических изделий методом пиролиза, осуществление пиролиза с помощью микроволнового нагрева, отвод газообразных продуктов пиролиза в ходе процесса и выгрузка твердого остатка по окончании процесса.
К недостаткам способа-прототипа относятся: более длительный процесс пиролиза (от 15 до 60 мин), требуется измельчение сырья перед подачей его на установку, что увеличивает энергоемкость процесса.
Известно устройство для переработки изношенных шин (RU 2251483, В29В 17/00, В29К 105:06, опубликован 10.05.2005), содержащее вертикальный реактор со шлюзовой камерой для загрузки шин, средство выгрузки твердой фазы и функционально связанные с реактором конденсатор парогазовой фазы и накопительную емкость-отстойник жидкой фазы с краном и расходомером. Устройство снабжено шлюзовой камерой выгрузки. Шлюзовые камеры загрузки и выгрузки выполнены с водяными затворами с возможностью герметизации реактора. Шлюзовая камера загрузки снабжена транспортером загрузки, который на входе и выходе водяного затвора оборудован прижимными вальцами. Реактор дополнительно снабжен патроном каталитического крекинга и оборудован печью с горелками. Корпус печи выполнен коническим в виде направляющей для нанизывания шин на вершину конуса с транспортера загрузки. В основании конуса печи смонтирован кольцевой инфракрасный излучатель из жаропрочной стали.
Общими признаками данного устройства с заявляемым являются: наличие камеры пиролиза шин (вертикального реактора), транспортера, устройства для выгрузки полученного твердого остатка и трубы для отвода газообразных продуктов процесса пиролиза.
Недостатками данного устройства являются низкая производительность и более высокая энергоемкость, обусловленные способом подогрева и необходимостью предварительной подготовки шин путем их разрезания.
За устройство-прототип принято устройство переработки органического материала, преимущественно автомобильных шин и подобных резиновых структур (патент US 5330623, B01J 19/12, С10В 19/00, С10В 53/00, опубликован 19.07.1994). Устройство состоит из следующих элементов: загрузочной воронки, в которую загружается сырье; первого очистного затвора, расположенного в основании воронки и состоящего из верхних и нижних шлюзных ворот, которые предотвращают или, по меньшей мере, сводят к минимуму подсос воздуха при загрузке сырья в камеру переработки; вибрационного распределителя, расположенного под загрузочной воронкой в камере переработки, который способствует перемещению измельченного материала и распределению его слоем определенной толщины на конвейере; зоны подогрева; микроволновой зоны, расположенной следом за зоной подогрева; источников микроволнового излучения одинаковой мощности, установленных над микроволновой зоной на камере переработки с ее наружной стороны; второго очистного затвора, из которого осуществляется сбор твердого остатка, и также состоящего из верхних и нижних шлюзных ворот; газовпускного патрубка для входа горячего циркуляционного газа, проходящего противотоком движению конвейера; газовыпускного патрубка для выхода полученных газообразных продуктов.
Общими признаками устройства-прототипа с заявляемым устройством являются: наличие зоны пиролиза шин и резинотехнических изделий в камере переработки, наличие СВЧ-излучателей в зоне пиролиза, транспортера для подачи сырья в зону пиролиза, устройства разгрузки полученного твердого остатка и патрубка для выхода полученных газообразных продуктов.
К недостаткам устройства-прототипа можно отнести наличие одной общей камеры переработки, работа СВЧ-излучателей в режиме движения транспортера, что приводит к неполному и нерациональному поглощению энергии микроволнового излучения обрабатываемым материалом и неоднородности его разогрева, что снижает производительность устройства, увеличивает энергоемкость процесса, а также может снижать качество переработки обрабатываемого материала.
Задачей изобретения является создание технологии переработки резиновых отходов и устройства, позволяющих устранить отмеченные недостатки известных решений, с получением синтез-газа с объемным соотношением водорода и монооксида углерода, близким к 1:1, а также с получением твердого углеродистого остатка с хорошими сорбционными свойствами и с получением жидкого углеводородного продукта без примесей серосодержащих соединений.
Технический результат заявляемого изобретения заключается в повышении производительности и снижении энергоемкости процесса переработки изношенных шин и резинотехнических изделий за счет обеспечения более интенсивного и равномерного воздействия СВЧ-поля на перерабатываемые материалы.
Технический результат достигается тем, что способ переработки изношенных шин и/или резинотехнических изделий, включающий автоматическую их загрузку в рабочий объем устройства для проведения пиролиза, пиролиз путем сверхвысокочастного нагрева, отвод газообразных продуктов и автоматическую выгрузку твердого остатка, согласно изобретению осуществляют циклично путем цикличной автоматической загрузки, пиролиза и выгрузки твердого остатка, при этом пиролиз шин и резинотехнических изделий проводят посредством переработки их в устройстве, обеспечивающем пиролиз в режиме стоячих волн с равномерным распределением СВЧ-поля в рабочем объеме камер пиролиза путем сверхвысокочастного нагрева с частотой микроволнового излучения 2,45 ГГц в условиях подачи перегретого водяного пара, который подают при достижении температуры в камерах пиролиза 100°С, поддерживая избыточное давление в камерах пиролиза до 5 кПа путем регулирования расхода образующихся газообразных продуктов.
При этом пиролиз изношенных шин в камерах пиролиза проводят поштучно, осуществляя их автоматическую загрузку внутрь камер пиролиза устройства, обеспечивающего режим стоячих волн. Автоматическую загрузку резинотехнических изделий осуществляют внутрь камер пиролиза устройства, обеспечивающего режим стоячих волн, внавал.
При одновременной переработке изношенных шин и резинотехнических изделий сначала осуществляют автоматическую загрузку в камеры пиролиза устройства, обеспечивающего режим стоячих волн, изношенные шины, а затем осуществляют автоматическую загрузку резинотехнических изделий внутрь изношенных шин внавал.
При загрузке в рабочий объем одной камеры пиролиза изношенных шин и/или резинотехнических изделий массой 100-800 кг перед началом пиролиза выбирают мощность СВЧ-излучателей из интервала 1100-14000 кВт, а процесс ведут в течение 3-5 мин.
Технический результат достигается тем, что устройство для переработки изношенных шин и/или резинотехнических изделий, содержащее камеру пиролиза, транспортер, СВЧ-излучатели и разгрузочное устройство, согласно изобретению дополнительно содержит, по меньшей мере, одну камеру пиролиза, каждая камера пиролиза выполнена в виде корпуса, состоящего из цилиндрической и конусной части, соединенной с газоотводной сильфонной трубой, сообщенной с трубой отвода газообразных продуктов, причем, по меньшей мере, по четыре СВЧ-излучателя установлено на середине высоты цилиндрической части каждой камеры пиролиза снаружи равномерно по окружности, на конусной части каждой камеры пиролиза снаружи установлены диаметрально противоположно по две форсунки для подачи перегретого водяного пара в камеру пиролиза, при этом центральные продольные оси обеих форсунок каждой камеры пиролиза расположены под углом 90° к пересекающим их прямым линиям, лежащим диаметрально противоположно на внешней боковой конусной поверхности и проходящим через две точки, находящиеся на внешних окружностях верхнего и нижнего оснований конуса, а транспортерная лента выполнена из поперечных звеньев и снабжена микроволновыми затворами в виде сегментов, образующих два концентрично расположенных кольца.
Использование отдельных подвижных камер пиролиза округлой формы, установка четырех (или более) СВЧ-излучателей на середине высоты цилиндрической части снаружи по окружности каждой камеры на равном расстоянии друг от друга и использование режима стоячих волн с максимальным согласованием передающего тракта создает равномерное распределение СВЧ-поля внутри камер пиролиза и позволяет обрабатываемому материалу более полно и равномерно поглощать энергию СВЧ-излучения, что ускоряет процесс нагрева и соответственно снижает время переработки и энергозатраты, а также улучшает качество переработки. Благодаря этому достигается возможность переработки любых шин, включая шины большегрузных автомобилей БеЛАЗ и любые резинотехнические изделия без их предварительного измельчения, что также снижает энергоемкость процесса и удешевляет его. Конструктивное исполнение устройства для реализации способа повышает экологическую безопасность ведения процесса.
Установка по две форсунки снаружи конусной части камер пиролиза диаметрально противоположно позволяет осуществлять подачу перегретого водяного пара в камеры пиролиза в ходе процесса, при этом центральные продольные оси обеих форсунок каждой камеры пиролиза расположены под углом 90° к пересекающим их прямым линиям, лежащим диаметрально противоположно на внешней боковой конусной поверхности и проходящим через две точки, находящиеся на внешних окружностях верхнего и нижнего оснований конуса. Подача перегретого водяного пара в камеры пиролиза позволяет создать окислительно-восстановительную среду в зоне пиролиза и стабилизировать температуру процесса, а также снизить вероятность протекания побочных реакций между образующимися газообразными продуктами.
Выполнение транспортерной ленты из отдельных звеньев из жаропрочной стали и установка на них сегментов микроволновых затворов из жаропрочной стали соответственно под размер шин большегрузных автомобилей БеЛАЗ позволяет образовать замок между транспортерной лентой и камерами пиролиза, при их опускании на нее, для защиты от СВЧ-поля и от выхода образующихся газообразных продуктов и перегретого водяного пара наружу, а также обеспечить фиксацию обрабатываемых шин (резинотехнических изделий) и твердого остатка при перемещении транспортерной ленты.
Отличия заявляемого способа от способа-прототипа и заявляемого устройства от устройства-прототипа доказывают их соответствие условию патентоспособности «новизна».
Известно проведение пиролиза под давлением в среде перегретого водяного пара, например, в способе переработки изношенных шин (RU 2251483, В29В 17/00, В29К 105:06, опубликован 10.05.2005), при котором проводят предварительную подготовку (разрезание) шин перед пиролизом.
В заявляемом способе проведение пиролиза в среде перегретого водяного пара, а также с использованием микроволнового нагрева в режиме стоячих волн с максимальным согласованием передающего тракта, при поддержании избыточного давления до 5 кПа в камерах пиролиза, позволяет достичь иного технического результата - за более короткий период времени переработать изношенные шины без их предварительного разрезания, что достигается благодаря более интенсивному и равномерному воздействию СВЧ-поля на перерабатываемые материалы в камерах пиролиза заявляемого устройства, что доказывает соответствие заявляемого изобретения «изобретательский уровень».
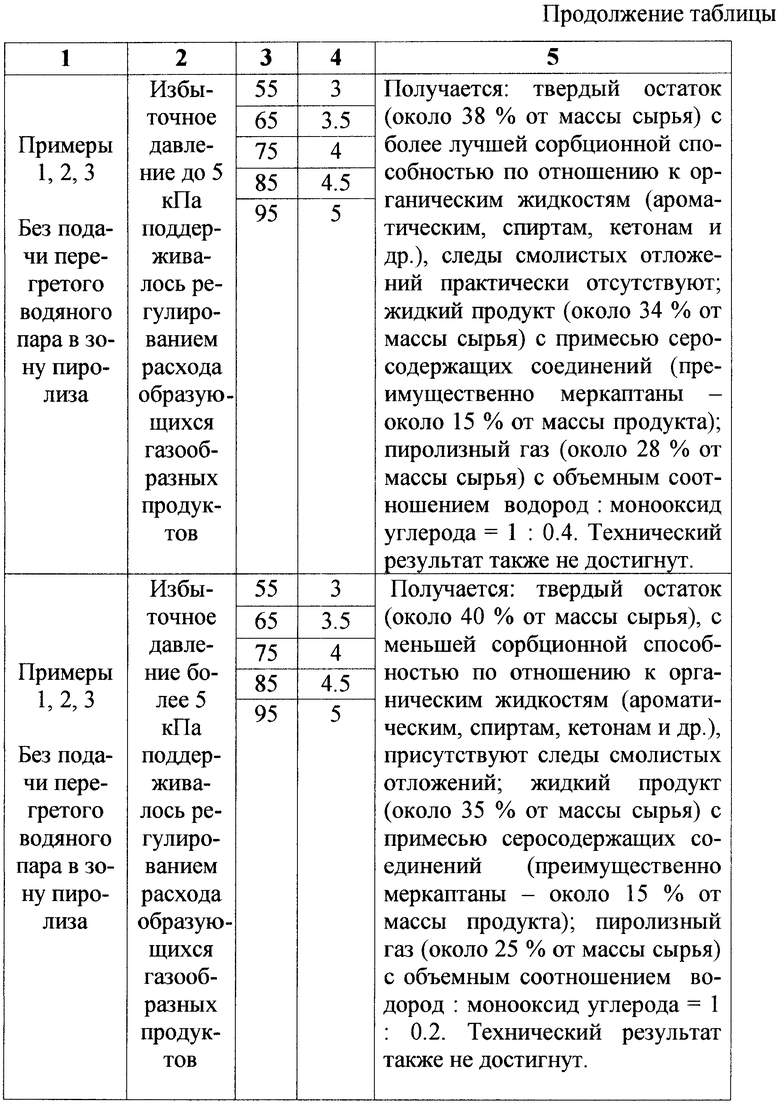
Изобретение поясняется чертежами, где на фиг.1 приведено схематично устройство для осуществления способа с видом А, который показывает вырез части камеры пиролиза; стрелкой, указано направление движения транспортерной ленты. На фиг.2 показан вид части транспортерной ленты сверху в увеличенном масштабе по отношению к изображению устройства на фиг.1.
Устройство для переработки изношенных шин и/или резинотехнических изделий содержит, по меньшей мере, две камеры пиролиза 1 с СВЧ-излучателями 2 и форсунками 3 для подачи перегретого водяного пара; газоотводные сильфонные трубы 4 и трубу отвода газообразных продуктов 5 в технологическую линию (не показана), пневмоподъемники 6 с крепежными опорами 7; транспортер 8 с транспортерной лентой 9 с микроволновыми затворами 10 из жаропрочной стали, с направляющей звездочкой 11, с натяжным 12 и опорными роликами 13; разгрузочное устройство 14 - передвижной ссыпной бункер для складирования твердого остатка. Камеры пиролиза 1 функционально связаны с транспортером 8 с транспортерной лентой 9, на которой расположены микроволновые затворы 10, а также с СВЧ-излучателями 2, форсунками 3, газоотводными сильфонными трубами 4 и пневмоподъемниками 6.
Камеры пиролиза 1 выполнены полыми из жаропрочной стали и состоят из цилиндрической и конусной части, которая соединена с газоотводной сильфонной трубой 4. На середине высоты цилиндрической части камер пиролиза 1 равномерно по ее окружности снаружи установлены, по меньшей мере, четыре СВЧ-излучателя 2 (излучатели сверхвысокой частоты - магнетроны) для обеспечения равномерного распределения СВЧ-поля внутри камер пиролиза 1. На конусной части камер пиролиза 1 снаружи диаметрально противоположно вмонтированы по две форсунки 3 для подачи перегретого водяного пара в камеры пиролиза, при этом центральные продольные оси обеих форсунок 3 каждой камеры пиролиза расположены под углом 90° к пересекающим их прямым линиям, лежащим диаметрально противоположно на внешней боковой конусной поверхности и проходящим через две точки, находящиеся на внешних окружностях верхнего и нижнего оснований конуса.
Транспортер 8 выполнен с цепным приводом (не показан) и имеет подвижную транспортерную ленту 9, состоящую из отдельных звеньев 15 из жаропрочной стали. Транспортерная лента 9 снабжена микроволновыми затворами 10, выполненными из жаропрочной стали в виде сегментов, образующих два концентрично расположенных кольца. Диаметр внутреннего кольца микроволнового затвора 10 должен быть не менее наружного диаметра шин большегрузных автомобилей БеЛАЗ.
На фиг.2 на транспортерной ленте 8 схематично показаны звенья 15, на которых расположены микроволновые затворы 10.
Способ осуществляется следующим образом.
Шины (резинотехнические изделия) 16 загружаются на транспортер 8 загрузчиком (на схеме не показан). Далее шины (резинотехнические изделия) 16 перемещаются транспортерной лентой 9 в сторону камер пиролиза 1, находящихся в поднятом положении, и точно встают под камеры пиролиза 1. Затем камеры пиролиза 1 с помощью пневмоподъемников 6 одновременно опускаются на транспортерную ленту 9 и встают в пазы микроволновых затворов 10. Далее автоматически включаются все СВЧ-излучатели 2 и ведется нагрев. По достижении в камерах пиролиза 100°С на форсунки 3 автоматически подается перегретый водяной пар. И далее ведется нагрев до температуры пиролиза 400-500°С, которая поддерживается до конца процесса. Температура процесса измеряется бесконтактным способом с помощью инфракрасных пирометров Кельвин ЛЦМ и регулируется программируемыми контроллерами ОВЕН ТРМ 501 (на схеме не показаны). Пиролиз шин (резинотехнических изделий) 16 ведется при избыточном давлении до 5 кПа в камерах пиролиза, которое поддерживается путем регулирования расхода образующихся газообразных продуктов. В ходе процесса происходит непрерывный отвод газообразных продуктов пиролиза через газоотводные сильфонные трубы 4 и далее по трубе отвода газообразных продуктов 5 в технологическую линию. По окончании процесса одновременно автоматически отключаются все СВЧ-излучатели 2 и прекращается подача пара в форсунки 3. Далее с помощью пневмоподъемников 6 автоматически поднимаются камеры пиролиза 1 и происходит перемещение транспортерной ленты 9 в сторону разгрузочного устройства 14 для выгрузки твердого остатка (что не показано). При этом под камеры пиролиза 1 одновременно перемещается и очередная партия шин (резинотехнических изделий) 16, загруженная на транспортерную ленту 9 во время пиролиза предыдущей партии шин (резинотехнических изделий) 16. И далее процесс повторяется. Таким образом, процесс пиролиза ведется автоматически в режиме цикличной загрузки шин (резинотехнических изделий) 16 и цикличной выгрузки твердого остатка.
Заявляемый способ опробован в лабораторных условиях, для чего был изготовлен опытный образец установки и проведена серия экспериментов с установлением наиболее подходящих параметров и условий для ведения процесса пиролиза изношенных автомобильных шин и резинотехнических изделий с последующим анализом полученных продуктов.
Опытный образец установки для переработки изношенных автомобильных шин и резинотехнических изделий содержал одну полую камеру пиролиза, выполненную из жаропрочной стали и состоящую из цилиндрической и конусной части, которая соединена с газоотводной трубой. На середине высоты цилиндрической части камеры пиролиза равномерно по ее окружности снаружи было установлено четыре СВЧ-излучателя (магнетрона) типа OM75P(31) с постоянной мощностью 1 кВт каждый со стандартной промышленной частотой микроволнового излучения 2.45 ГГц в режиме стоячих волн с равномерным распределением СВЧ-поля внутри камеры пиролиза и максимальным согласованием передающего тракта, а на конусной части камеры пиролиза, снаружи диаметрально противоположно, были вмонтированы две форсунки для подачи перегретого водяного пара в камеру пиролиза, при этом центральные продольные оси обеих форсунок расположены под углом 90° к пересекающим их прямым линиям, лежащим диаметрально противоположно на внешней боковой конусной поверхности и проходящим через две точки, находящиеся на внешних окружностях верхнего и нижнего оснований конуса.
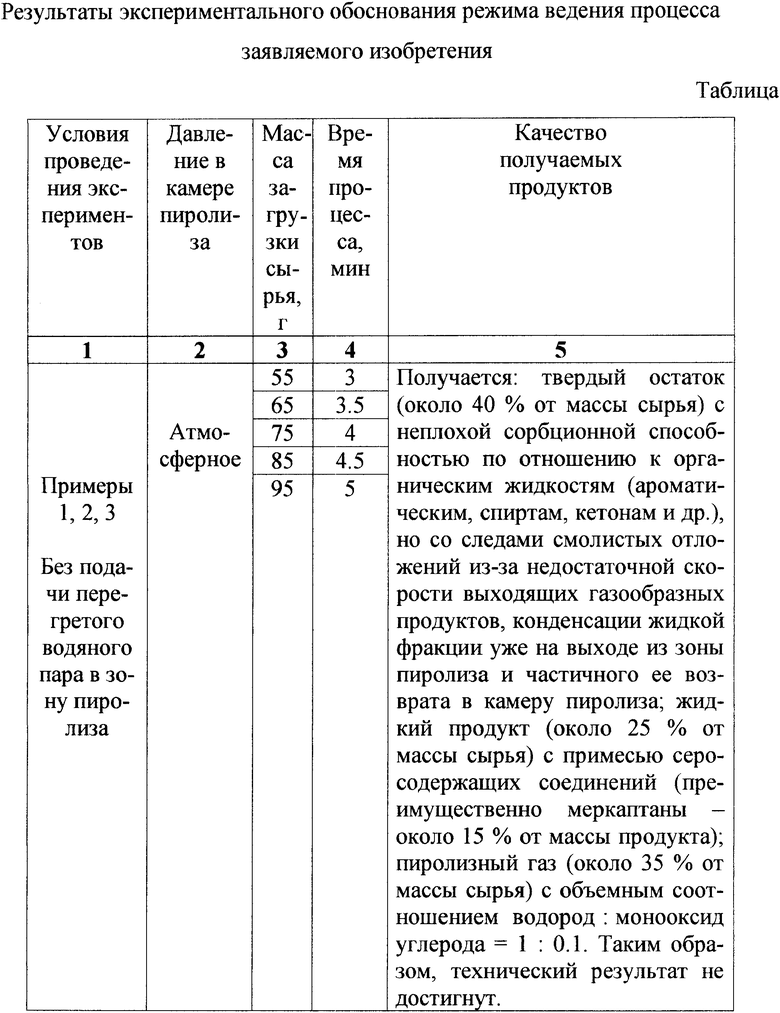
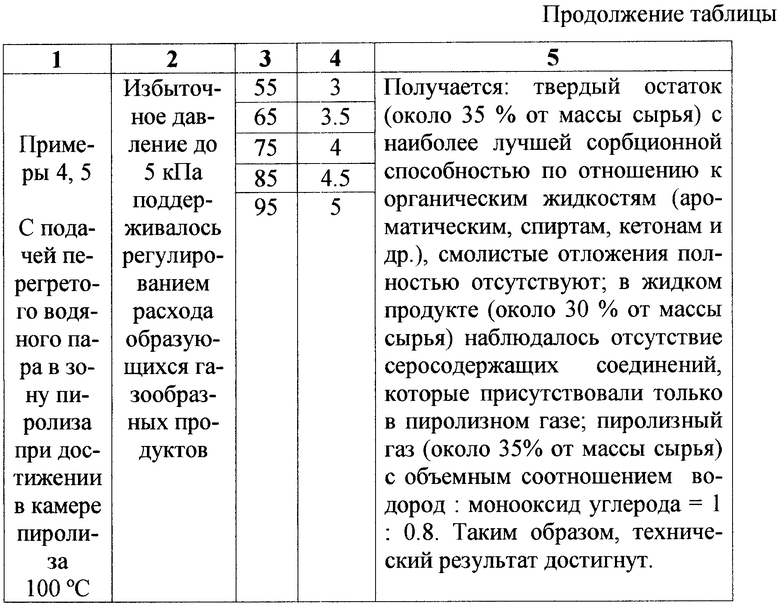
На опытном образце установки была проведена переработка сырья (шин большегрузных автомобилей БелАЗ и резинотехнических изделий) с подачей и без подачи перегретого водяного пара в зону пиролиза. Было испытано сырье с массой загрузки - 55, 65, 75, 85 и 95 г, причем минимальная масса загрузки сырья (55 г) была взята произвольно и подвергалась переработке в течение 3 мин до полной деструкции сырья, а максимальная масса (95 г) - соответствовала полному заполнению реакционной зоны камеры пиролиза и перерабатывалась в течение 5 мин до полной деструкции сырья.
Пример 1. Пиролиз без подачи перегретого водяного пара в зону пиролиза.
При пиролизе сырья выделялись газообразные продукты и образовывался твердый остаток пиролиза, при этом из газообразных продуктов путем конденсации получали жидкий продукт и пиролизный газ. В процессе переработки в камере пиролиза поддерживалось избыточное давление до 5 кПа путем регулирования расхода образующихся газообразных продуктов. По завершении пиролиза температура в зоне пиролиза достигала 400-500°С. Полная деструкция указанных масс сырья при необходимом времени переработки без подачи перегретого пара в зону пиролиза соответствовала прекращению выделения газообразных продуктов и получению твердого остатка в виде порошка углеродистой структуры без следов взятого на пиролиз сырья, при этом масса твердого остатка составляла около 38-40% от массы сырья, а газообразных продуктов - около 60%. Пиролизный газ от начала до конца пиролиза содержал преимущественно водород (около 50-60%), монооксид углерода 5-24%, сероводород, а также смесь различных предельных и непредельных углеводородов (от метана до С2-C5) примерно в равном соотношении (около 4%). Жидкий продукт пиролиза представлял смесь предельных и непредельных углеводородов от С6 до С12 (около 35-38%), а также различных ароматических углеводородов (около 45-50%) и серосодержащих соединений (преимущественно меркаптанов - около 15%). Твердый остаток пиролиза представлял собой углеродистый порошок с содержанием в нем углерода около 80%, металлических включений в виде легированного стального лома и следов смолистых отложений и обладал достаточно неплохой сорбционной способностью по отношению к различным органическим жидкостям (ароматическим углеводородам, спиртам, кетонам и другим).
Пример 2. Обоснование времени пиролиза.
Также проводился пиролиз при тех же самых условиях с минимальной массой загрузки сырья (55 г) и времени его переработки менее 3 мин, и с максимальной массой загрузки сырья (95 г) и времени его переработки менее 5 мин. При этом деструкция сырья проходила не полностью, о чем свидетельствовало продолжение выделения газообразных продуктов и наличие в твердом остатке пиролиза включений непрореагировавшей резины. Пиролиз минимальной (55 г) и максимальной массы сырья (95 г) при времени более 3 и 5 мин соответственно не имел смысла, так как по достижении 5 мин уже получался твердый остаток без наличия в нем следов сырья и прекращалось выделение газообразных продуктов. Дальнейший нагрев приводил только к излишнему расходу энергии.
Пример 3. Обоснование давления в камере пиролиза.
Для тех те же масс загрузки сырья (55-95 г) и том же времени его переработки (3-5 мин) было определено, что при атмосферном давлении в камере пиролиза происходит очень слабый отвод газообразных продуктов из камеры пиролиза естественным потоком, который приводит к частичной их конденсации уже на выходе из камеры пиролиза на газоотводной трубе, и жидкий продукт перетекает обратно в камеру пиролиза. Минимальное же избыточное давление в камере пиролиза до 5 кПа уже начинало обеспечивать хороший отвод газообразных продуктов естественным потоком, устраняя тем самым этот недостаток, с описанным выше составом получаемых продуктов. Дальнейшее увеличение давления в камере пиролиза (выше 5 кПа) приводило только к уменьшению образования пиролизного газа и уменьшению в нем содержания монооксида углерода, а также увеличению доли смолистых отложений в твердом продукте.
По результатам данных опытов был произведен расчет и было определено, что для нагрева 1 г загрузки требуется передача примерно 2.8 Вт микроволновой энергии.
Пример 4. Условия заявляемого способа - пиролиз с подачей перегретого водяного пара в зону пиролиза.
Также проводились опыты с подачей перегретого водяного пара в зону пиролиза при тех те же массах загрузки сырья (55-95 г) и том же времени его переработки (3-5 мин) при избыточном давлении в камере пиролиза до 5 кПа. Расход пара, подаваемого в зону пиролиза при достижении 100°С, составлял примерно 20% от массы загрузки сырья и был необходим для создания окислительно-восстановительной среды, стабилизации температуры в зоне пиролиза и увеличения скорости движения газового потока образующихся газообразных продуктов. Подача перегретого водяного пара приводила к отсутствию смолистых отложений в твердом остатке пиролиза и отсутствию серосодержащих соединений в жидком продукте пиролиза, а все серосодержащие соединения (преимущественно сероводород и оксиды серы) содержались только в пиролизном газе. Подача перегретого водяного пара в зону пиролиза также способствовала частичной газификации образующегося углерода в твердом остатке, на что указывало уменьшение массы твердого остатка (около 35% от массы сырья), увеличение выхода пиролизного газа (до 35% от массы сырья) и увеличение содержания в нем монооксида углерода и водорода, при этом соотношение водород:монооксид углерода доходило до 1:0,8. Твердый остаток при этом обладал наилучшими сорбционными свойствами к органическим жидкостям (описанным выше) по сравнению твердым остатком, полученным в режимах без подачи перегретого водяного пара, а содержание углерода в нем достигало 90%. Таким образом, при данных условиях ведения процесса желаемый результат по качеству конечных продуктов был достигнут.
Повышение расхода пара, подаваемого в зону пиролиза, более 20% от массы сырья начинало приводить к появлению влаги в жидком продукте пиролиза, что свидетельствовало о том, вода не полностью прореагировала в процессе газификации и, следовательно, это приводило к излишнему перерасходу пара.
Пример 5. Обоснование момента подачи пара в камеру пиролиза.
Было определено, что подача перегретого водяного пара необходима только по достижении в зоне пиролиза температуры 100°С, так как при этой температуре начинают выделяться газообразные продукты. При температуре в камере пиролиза до 100°С (например, 85-95°С) еще практически не наблюдалось выделения газообразных продуктов, а подача пара при этом приводила лишь к частичной конденсации его на стенках камеры пиролиза, что приводило лишь к излишнему расходу пара в начальный момент процесса. По достижении температуры в камере пиролиза более 100°С (например, 105-110°С) уже происходило очень интенсивное выделение газообразных продуктов, а подача пара необходима именно в начальный момент выделения газа, чтобы именно в этот момент создать окислительно-восстановительную среду в зоне пиролиза и увеличить долю процесса газификации углеродсодержащего материала шин, чтобы увеличить выход пиролизного газа и увеличить содержание в нем водорода и монооксида углерода.
Результаты испытаний приведены в таблице.
По результатам экспериментов был произведен расчет по мощности СВЧ-излучателей, времени переработки и производительности по сырью для промышленной переработки на заявляемом устройстве. Для этого заявляемое устройство предполагает применение промышленных СВЧ-излучателей (магнетронов) с переменной мощностью 1100-14000 кВт, генерирующих микроволновое излучение частотой 2.45 ГГц, при переработке от 100 до 800 кг изношенных автомобильных шин и/или резинотехнических изделий в одной камере пиролиза. При этом время переработки изношенных шин и резинотехнических изделий составит 3-5 мин в зависимости от подводимой мощности СВЧ-излучателями к требуемой массе загрузки. Производительность по перерабатываемому сырью составит до 9.6 т/час, исходя из максимальной массы загрузки сырья в обеих камерах пиролиза и времени, необходимого для его переработки и механических операций заявляемого устройства.
Осуществление данного способа переработки шин и резинотехнических изделий и устройства для его осуществления по сравнению с прототипом позволяет снизить удельные энергозатраты и повысить производительность процесса.
Результаты экспериментального обоснования режима ведения процесса заявляемого изобретения
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПЕРЕРАБОТКИ ПОЛИМЕРНЫХ СОСТАВЛЯЮЩИХ ИЗНОШЕННЫХ АВТОМОБИЛЬНЫХ ШИН | 2009 |
|
RU2402591C1 |
| Способ улучшения функциональных свойств резинотехнических изделий обработкой в СВЧ электромагнитном поле | 2018 |
|
RU2687937C1 |
| УСТРОЙСТВО ДЛЯ УТИЛИЗАЦИИ ОТХОДОВ | 2021 |
|
RU2760246C1 |
| СПОСОБ ПЕРЕРАБОТКИ ИЗНОШЕННЫХ ШИН И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2003 |
|
RU2251483C2 |
| Способ восстановления упругопластических свойств резинотехнических изделий обработкой в СВЧ электромагнитном поле | 2019 |
|
RU2721511C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ПЕРЕРАБОТКИ ИЗНОШЕННЫХ ШИН И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2269415C2 |
| СПОСОБ ТЕРМОХИМИЧЕСКОЙ ПЕРЕРАБОТКИ ОРГАНИЧЕСКОГО СЫРЬЯ В ТОПЛИВНЫЕ КОМПОНЕНТЫ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2275416C1 |
| СПОСОБ ПЕРЕРАБОТКИ ИЗНОШЕННЫХ ШИН | 2003 |
|
RU2248880C1 |
| Способ получения синтетического топлива из изношенных шин и установка для его осуществления | 2016 |
|
RU2624202C1 |
| УСТРОЙСТВО ДЛЯ ПЕРЕРАБОТКИ РЕЗИНОВЫХ ОТХОДОВ | 2013 |
|
RU2543619C1 |
Изобретение относится к технологии термической переработки изношенных автомобильных шин и резинотехнических изделий и может быть использовано для переработки любых отработанных шин без их предварительного измельчения, включая шины большегрузных автомобилей БелАЗ, а также любых резинотехнических изделий. В способе термической переработки изношенных шин и резинотехнических изделий их подают в камеры пиролиза и осуществляют пиролиз путем сверхвысокочастотного нагрева с частотой микроволнового излучения 2,45 ГГц в течение 3-5 минут при температуре 400-500°С в условиях подачи перегретого водяного пара, который подают при достижении температуры в камерах пиролиза 100°С. В ходе процесса в камерах пиролиза поддерживается избыточное давление до 5 кПа, которое поддерживается регулированием расхода образующихся газообразных продуктов; в рабочем объеме камер пиролиза обеспечивается режим стоячих волн с равномерным распределением СВЧ-поля внутри камер; процесс пиролиза ведется в режиме цикличной загрузки шин и резинотехнических изделий и цикличной выгрузки твердого остатка, в ходе процесса пиролиза происходит непрерывный отвод газообразных продуктов пиролиза. Способ позволяет снизить удельные энергозатраты, упростить процесс переработки изношенных шин и резинотехнических изделий, повысить производительность процесса с получением кондиционных газообразных продуктов пиролиза, высококачественного сорбента, а также легированного стального лома. 2 н. и 4 з.п. ф-лы, 2 ил., 1 табл.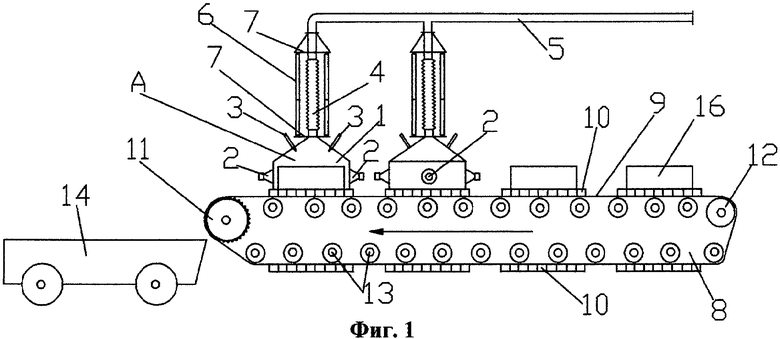
1. Способ переработки изношенных шин и/или резинотехнических изделий, включающий автоматическую их загрузку в рабочий объем устройства для проведения пиролиза, пиролиз путем сверхвысокочастотного нагрева, отвод газообразных продуктов, и автоматическую выгрузку твердого остатка, отличающийся тем, что способ осуществляют циклично путем цикличной автоматической загрузки, пиролиза и выгрузки твердого остатка, при этом пиролиз шин и резинотехнических изделий проводят посредством переработки их в устройстве, обеспечивающем пиролиз в режиме стоячих волн с равномерным распределением СВЧ-поля в рабочем объеме камер пиролиза путем сверхвысокочастотного нагрева с частотой микроволнового излучения 2,45 ГГц в условиях подачи перегретого водяного пара, который подают при достижении температуры в камерах пиролиза 100°С, поддерживая избыточное давление в камерах пиролиза до 5 кПа путем регулирования расхода образующихся газообразных продуктов.
2. Способ по п.1, отличающийся тем, что пиролиз изношенных шин в камерах пиролиза проводят поштучно, осуществляя их автоматическую загрузку внутрь камер пиролиза устройства, обеспечивающего режим стоячих волн.
3. Способ по п.1, отличающийся тем, что автоматическую загрузку резинотехнических изделий осуществляют внутрь камер пиролиза устройства, обеспечивающего режим стоячих волн, внавал.
4. Способ по п.1, отличающийся тем, что при одновременной переработке изношенных шин и резинотехнических изделий сначала осуществляют автоматическую загрузку в камеры пиролиза устройства, обеспечивающего режим стоячих волн, изношенных шин, а затем осуществляют автоматическую загрузку резинотехнических изделий внутрь изношенных шин внавал.
5. Способ по п.1, отличающийся тем, что при загрузке в рабочий объем одной камеры пиролиза изношенных шин и/или резинотехнических изделий массой 100-800 кг перед началом пиролиза выбирают мощность СВЧ-излучателей из интервала 1100-14000 кВт, а процесс ведут в течение 3-5 мин.
6. Устройство для переработки изношенных шин и/или резинотехнических изделий, содержащее камеру пиролиза, транспортер, СВЧ-излучатели и разгрузочное устройство, отличающееся тем, что оно содержит дополнительно, по меньшей мере, одну камеру пиролиза, каждая камера пиролиза выполнена в виде корпуса, состоящего из цилиндрической и конусной части, соединенной с газоотводной сильфонной трубой, сообщенной с трубой отвода газообразных продуктов, причем, по меньшей мере, по четыре СВЧ-излучателя установлено на середине высоты цилиндрической части каждой камеры пиролиза снаружи равномерно по окружности, а на конусной части каждой камеры пиролиза снаружи установлены диаметрально противоположно по две форсунки для подачи перегретого водяного пара, центральные продольные оси обеих форсунок каждой камеры пиролиза расположены под углом 90° к пересекающим их прямым линиям, лежащим диаметрально противоположно на внешней боковой конусной поверхности и проходящим через две точки, находящиеся на внешних окружностях верхнего и нижнего оснований конуса, при этом транспортерная лента выполнена из поперечных звеньев и снабжена микроволновыми затворами в виде сегментов, образующих два концентрично расположенных кольца.
| US 5330623 A, 19.07.1994 | |||
| СПОСОБ ПЕРЕРАБОТКИ ИЗНОШЕННЫХ ШИН И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2003 |
|
RU2251483C2 |
| СПОСОБ И УСТРОЙСТВО РЕГУЛИРУЕМОЙ НЕПИРОЛИТИЧЕСКОЙ ВОССТАНОВИТЕЛЬНОЙ ОБРАБОТКИ МАТЕРИАЛОВ | 1994 |
|
RU2106248C1 |
| СПОСОБ ПЕРЕРАБОТКИ ИЗНОШЕННЫХ ШИН | 1996 |
|
RU2128196C1 |
| УСТРОЙСТВО ДЛЯ ПЕРЕРАБОТКИ РЕЗИНОТЕХНИЧЕСКИХ ИЗДЕЛИЙ | 2000 |
|
RU2191692C2 |

