Изобретение относится к электротехнологическим процессам модифицирования диэлектрических материалов, а именно к восстановительной обработке резинотехнических изделий, к герметизирующим характеристикам которых предъявляются повышенные требования, и может быть использовано при техническом обслуживании и ремонте оборудования в энергетическом и транспортном машиностроении.
В процессе длительного хранения или в процессе эксплуатации резинотехнических изделий происходит старение резины - процесс, который приводит к изменению ее физико-механических свойств: снижению пластичности (герметизирующих характеристик), уменьшению коэффициента относительного удлинения, повышению остаточной деформации, растрескиванию под нагрузкой и т.п.
Известны различные способы восстановления свойств резины.
Известен способ переработки изношенных шин и/или резинотехнических изделий и устройство для его осуществления (патент RU №2361731, МПК F23G 5/027). Способ предназначен для переработки изношенных шин и/или резинотехнических изделий, включает автоматическую их загрузку в рабочий объем устройства для проведения пиролиза, пиролиз путем сверхвысокочастотного нагрева, отвод газообразных продуктов, и автоматическую выгрузку твердого остатка.
Способ осуществляют циклично путем автоматической загрузки, пиролиза и выгрузки твердого остатка, при этом пиролиз шин и резинотехнических изделий проводят посредством переработки их в устройстве, обеспечивающем пиролиз в режиме стоячих волн с равномерным распределением СВЧ-поля в рабочем объеме камер пиролиза путем сверхвысокочастотного нагрева с частотой микроволнового излучения 2,45 ГГц в условиях подачи перегретого водяного пара, который подают при достижении температуры в камерах пиролиза 100°С, поддерживая избыточное давление в камерах пиролиза до 5 кПа путем регулирования расхода образующихся газообразных продуктов. Вариант способа отличается тем, что пиролиз изношенных шин в камерах пиролиза проводят поштучно, осуществляя их автоматическую загрузку внутрь камер пиролиза устройства, обеспечивающего режим стоячих волн. При загрузке в рабочий объем одной камеры пиролиза изношенных шин и/или резинотехнических изделий массой 100-800 кг перед началом пиролиза выбирают мощность СВЧ-излучателей из интервала 1,1-1,4 кВт, а процесс ведут в течение 3-5 мин.
Основным недостатком способа является полная деструкция резинотехнических изделий вследствие СВЧ диэлектрического нагрева, что не позволяет его использовать для восстановления их герметизирующей способности. При указанных уровнях мощности СВЧ излучения происходит интенсивный разогрев объема изделия с разрывом механических и химических связей, разложение материала с образованием газообразных продуктов и твердого остатка.
Известен также способ изготовления резиновых изделий (патент SU №1813047, МПК В29С 35/08, B29D 22/00, 31/00, опубликован 30.04.1993 г., Бюлл. №16). Способ используется при вулканизации резинотехнических изделий в процессе их изготовления. Согласно данному способу с целью повышения морозостойкости резиновых уплотнений процесс вулканизации проводят в две стадии. Сначала в течение 5-7 минут проводят предварительную вулканизацию при стандартной температуре, затем проводят вулканизацию в СВЧ электромагнитном поле в течение 2-4 минут. В процессе СВЧ обработки уплотнения устанавливают на латунном держателе коаксиального типа, после установки уплотнений торцы держателя закрывают диэлектрическими дисками и помещают его в СВЧ камеру технологической установки. В результате данного способа вулканизации остаточная деформация уплотнений после нахождения при температуре от -45°С до -50°С уменьшается почти на 30%. Недостатками способа являются следующие.
Способ осуществляется в технологическом цикле изготовления резинотехнических изделий и не предназначен для применения к уже готовым изделиям, а также к изделиям, бывшим в эксплуатации, в условиях, эксплуатирующих данные изделия предприятий.
Способ не является универсальным и не позволяет обрабатывать изделия различного размера, поскольку согласно описанию, они должны размещаться в коаксиальном держателе с натягом.
Способ не позволяет обрабатывать крупногабаритные изделия размерами 1000 мм и более, поскольку предполагает применение технологической СВЧ камеры, при больших размерах которой распределение плотности потока энергии электромагнитного поля вследствие переотражения от стенок является крайне неравномерным, что вызовет неравномерность воздействия поля и неравномерность физико-механических характеристик по объему изделия. Применение нескольких излучающих рупоров не решает проблему, поскольку потребует согласование диаграмм направленности и также не обеспечит равномерного распределения поля по объему изделия.
Таким образом, данный способ не может быть использован для восстановления физико-механических характеристик уплотнительных элементов после их эксплуатации.
Наиболее близким аналогом к заявляемому изобретению является способ и устройство регулируемой непиролитической восстановительной обработки органических материалов (патент RU №2106248, МПК В29В 17/00, Н05В 6/64). Данное изобретение относится к восстановительной обработке органических материалов с использованием СВЧ-излучения, например, при извлечении нефти из нефтяных сланцев или при обработке отходов. Способ включает в себя подачу органических материалов в микроволновую камеру, в которой генерируют микроволновое излучение, обработку микроволновым излучением органического материала и удаление обработанного органического материала из камеры. При осуществлении способа микроволновое излучение генерируют в камере посредством подключенных к антенной решетке генераторов с последующей передачей генерированного излучения к отражателям, фокусирующим излучение по заданной диаграмме направленности, отражатели располагают таким образом, что они обеспечивают равномерное распределение излучения в камере, причем степень воздействия излучения на органический материал в камере регулируют, а подачу и удаление органического материала производят непрерывно. Для формирования диаграммы направленности используют параболические отражатели, причем формируют круговую диаграмму направленности. Обработку органического материала проводят в последовательно установленных микроволновых камерах. Положение антенны относительно отражателей регулируют. Способ и устройство по данному изобретению могут быть применимы для почти неограниченного диапазона органических материалов. Считается, что воздействие СВЧ-излучения приводит к разделению слабых материальных связей в длинноцепных молекулах, что способствует восстановлению этих молекул в более простые формы. По существу, это процесс деполимеризации. Процесс контролируется во избежание пиролиза органического материала. Т.е. данный процесс не является процессом термического разложения или сжигания материала.
Недостатками способа является следующее. Установленные технологические режимы приводят к нетепловой деструкции материала с выделением из него легко утилизируемых компонентов. Процесс может быть реализован в установке, содержащей специальную микроволновую камеру, что не позволяет обрабатывать крупногабаритные изделия типа уплотнительных колец соединений магистральных трубопроводов и изделия сложной формы вследствие неравномерного распределения напряженности СВЧ электромагнитного поля в камере из-за переотражения излучения от ее стенок. Вследствие указанной причины отдельные зоны крупногабаритного изделия оказываются подвергнутыми воздействию излучения различной интенсивности. Вследствие указанных причин: деструктивные изменения и неравномерность воздействия способ и устройство не могут быть использованы для обработки резинотехнических изделий с целью восстановления бывших в эксплуатации и потерявших требуемые механические характеристики изделий, особенно уплотнительных колец большого диаметра и изделий сложной формы.
Технический результат настоящего изобретения выражается в повышении долговечности и износостойкости новых уплотнительных элементов оборудования, и восстановлении упругопластических свойств уплотнительных элементов оборудования после периода эксплуатации путем кратковременной обработки в СВЧ электромагнитном поле, например, резины 2-3 группы по ГОСТ 18829-73.
Поставленный технический результат достигается тем, что в известном способе регулируемой непиролитической обработки органических материалов, заключающемся в подаче изделий в рабочую зону, в которой генерируют СВЧ электромагнитное поле, обработку СВЧ электромагнитным полем изделия и удаление обработанного изделия из рабочей зоны, при котором СВЧ электромагнитное поле генерируют посредством излучателей в виде рупорных антенн, причем степень воздействия электромагнитного поля на изделие регулируют, при обработке изделий с различной высотой профиля поперечного сечения (толщиной) излучающую рупорную антенну управляемо перемещают на расстояние от внешней поверхности изделия, при котором плотность потока энергии СВЧ электромагнитного поля составляет (17-17,5)×104 мкВт/см2, выдерживают изделие под воздействием СВЧ электромагнитного поля в течение 2-2,5 минут, затем перемещают изделие, если его размеры превышают размеры излучающей рупорной антенны в плоскости раскрыва, так, чтобы в зоне воздействия СВЧ электромагнитного поля оказался следующий участок изделия, и не возникало их перекрытия.
Технический результат заявляемого решения заключается в значимом восстановлении основных механических свойств бывших в эксплуатации уплотнительных элементов до уровня, максимально приближенного к параметрам новых изделий. В результате снижаются затраты на замену вышедших из строя уплотнительных элементов, новыми.
Физической основой данного технического результата можно считать следующее. После определенного цикла наработки в процессе эксплуатации материал уплотнительных элементов становится морщинистым, поверхность - рельефной, иногда появляются многочисленные глубокие трещины, разделяющие структуру на фрагменты. Эти дефекты являются следствием высыхания и деструкции каучуковой матрицы, что с одной стороны приводит к снижению податливости (материал становится твердым и мало деформируемым), а с другой стороны приводит к снижению прочности уплотнения, и может привести к его разрушению. Материал, подвергнутый воздействию СВЧ электромагнитного поля, имеет существенно измененную структуру. Во всех случаях практически не проявляются трещины и разрывы, материал приобретает вид, сходный с исходным. То есть можно говорить о «залечивании» дефектов. Механизм данного явления может заключаться в восстановлении длинных молекул синтетического каучука, образовании новых связей и перераспределении матрицы под действием поляризации диполей молекул и их новой ориентации. В результате материал становится более эластичным.
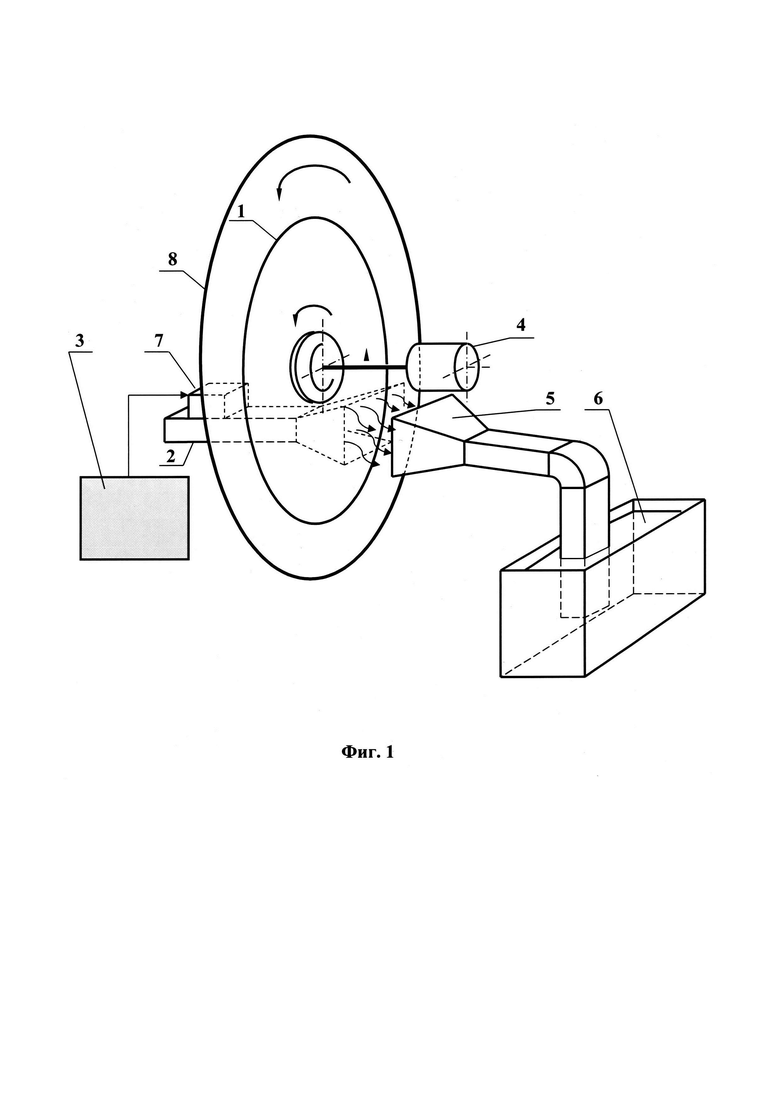
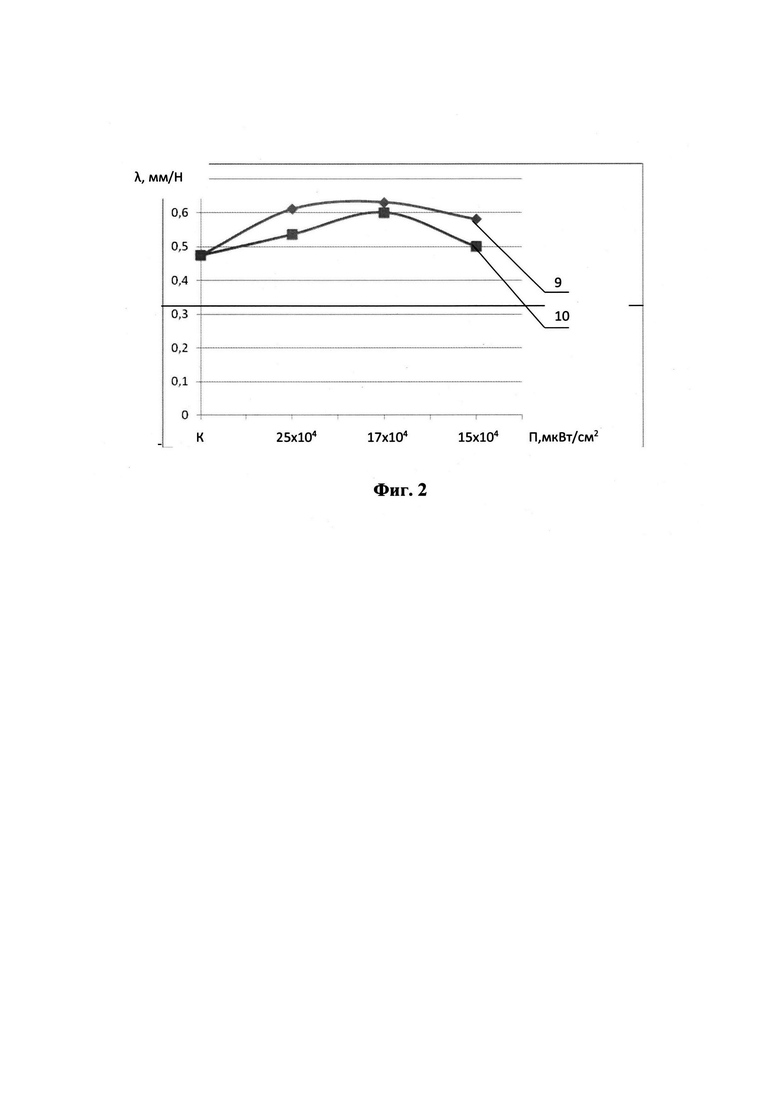
Реализация способа представлена на фиг. 1. Полученные экспериментальные результаты представлены на фиг. 2. На фиг. 2 показан график зависимости податливости образцов изделий, обработанных при различной плотности потока энергии СВЧ электромагнитного поля.
На фиг. 1 обозначено: 1 - обрабатываемое изделие, 2 - излучающая СВЧ электромагнитное поле рупорная антенна, 3 - генератор СВЧ электромагнитного поля, 4 - шаговый привод вращения изделия, 5 -приемник СВЧ электромагнитного поля, 6 - балластная нагрузка, 7 -магнетрон, 8 - планшайба привода. На фиг.2 обозначено: 9 - график изменения податливости образца обрабатываемого изделия (обработанного с вращением), 10 - график изменения податливости образца обрабатываемого изделия (обработанного с переустановкой), К - контрольный (необработанный) образец изделия, X - податливость, λ - плотность потока энергии.
Способ осуществляют следующим образом.
Обрабатываемое изделие подают в рабочую зону, в которой генерируют СВЧ электромагнитное поле.
Обработку СВЧ электромагнитным полем осуществляют на микроволновой установке с источником излучения выходной мощностью 1000-1200 Вт и частотой 2450 МГц. Источником излучения служит излучающая СВЧ электромагнитное поле рупорная антенна с прямоугольным профилем поперечного сечения. Расстояние от плоскости излучающей СВЧ электромагнитное поле рупорной антенны до внешней поверхности обрабатываемого изделия регулируется в пределах от 0 до 250 мм.
При обработке крупногабаритных изделий устанавливают обрабатываемое изделие (1), на планшайбу привода (4) так, что его сегмент оказывается между излучающей СВЧ электромагнитное поле рупорной антенной (2) и приемником СВЧ электромагнитного поля (5) на расстоянии 200 мм от плоскости, соответственно излучающей СВЧ электромагнитное поле рупорной антенной и приемником СВЧ электромагнитного поля. Включают генератор СВЧ электромагнитного поля (3) и устанавливают время воздействия 2,0-2,5 минуты, чтобы при установленной дистанции поглощаемая изделием плотность потока энергии, равная (17-17,5)×104 мкВт/см2 не приводила к разогреву более, чем до (40-45)°С. Излишняя мощность не поглощенного изделием СВЧ электромагнитного поля отводится через приемник СВЧ электромагнитного поля (5) в балластную нагрузку (выполненную, например, в виде емкости с водой) (6). Через установленное время включают шаговый привод вращения изделия (4), поворачивающий его на угол, обеспечивающий попадание в плоскость раскрыва излучающей СВЧ электромагнитное поле рупорной антенны следующего сегмента в зависимости от габаритных размеров обрабатываемого изделия и останавливают вращение. Угловую точность поворота выдерживают такой, чтобы какая-либо часть предыдущего участка изделия не оказалась в зоне воздействия СВЧ электромагнитного поля повторно. В то же время необходимо обеспечить отсутствие промежутков между обработанными участками изделия, которые могут оказаться необработанными. Для выполнения этого условия определяют величину угла из известного тригонометрического соотношения:
Н=D Sin(α/2),
где Н- длина вертикальной стороны излучающей рупорной антенны, мм;
D - средний диаметр изделия, мм;
α - угол поворота изделия, град.
После истечения требуемого времени воздействия цикл повторяют. Таким образом, производят обработку всей поверхности обрабатываемого изделия. Затем осуществляют удаление обработанного изделия из рабочей зоны.
При обработке малогабаритных изделий на планшайбе закрепляют обрабатываемые изделия и осуществляют одновременную обработку количества изделий, определяемого их размерами и возможностью размещения в плоскости раскрыва излучающей СВЧ электромагнитное поле рупорной антенны. При необходимости после обработки одной части изделий планшайбу поворачивают, вводя в рабочую зону новую партию.
Пример реализации способа.
В экспериментах по отработке способа использовали микроволновую установку «Жук-2-02» (ООО «АгроЭкоТех», г. Обнинск, Калужской обл.), доработанную путем установки стола, перемещающегося в плоскости, параллельной плоскости излучающей рупорной антенны в вертикальном и горизонтальном направлении. Также стол имеет возможность приближаться и удаляться от плоскости раскрыва. На рабочей панели стола из диэлектрического материала (полипропилен РР) установлен механизм вращения образцов изделий.
В связи с нежелательностью перегрева обрабатываемого изделия с углеродным наполнителем, что может вызвать деструкцию, обработку проводили в нетепловом режиме (при плотности потока энергии от 20×104 до 15×104 мкВт/см2) при времени воздействия 1,0; 2,0; 3,0 минуты, что не вызывало нагрев более 40-45°С. Интенсивность воздействия СВЧ электромагнитного поля (плотность потока энергии) регулировали изменением дистанции (расстояния от плоскости раскрыва излучающей СВЧ электромагнитное поле рупорной антенны до поверхности обрабатываемого изделия). Использовали три дистанции - 100, 200 и 300 мм, что соответствовало плотности потока энергии в рабочей зоне 20×104, 17×104 и 15×104 мкВт/см2.
В процессе экспериментов определяли эластичность образцов обрабатываемых изделий и остаточную деформацию после выдержки их при температуре +50°С в сжатом на 25% состоянии в течение 12 часов.
Для экспериментов были выбраны образцы изделий из резины 2-3 группы по ГОСТ 18829-73 в виде колец диаметром 250 мм с номинальным сечением ∅ 8,6-8,7 мм. Образцы рассортировали на три группы по 3 кольца. В первой группе находились контрольные образцы, вторую группу составляли образцы, подвергаемые воздействию СВЧ электромагнитного поля с вращением с числом оборотов 95 об/мин. Схема обработки колец третьей группы была принята ступенчатой и состояла в том, что сначала воздействию СВЧ электромагнитного поля подвергалась одна часть образца в течение всего времени воздействия, затем он переставлялся и полной обработке подвергалась следующая часть образца и т.д. Из контрольных и обработанных образцов случайным образом вырезали участки длиной 50-60 мм, на которых оценивали эластичность.
Эластичность проверяли на основе вычисления их податливости при внедрении стального конуса с углом при вершине 90° и радиусом округления 0,1 мм по известной формуле:

где h - глубина внедрения конуса в поверхность образца, мм; Р - усилие, соответствующее данной глубине внедрения, Н. Изменение податливости после воздействия СВЧ электромагнитного поля вычисляется по зависимости:

где λобр - податливость обработанного образца, мм/Н;
λк - податливость контрольного образца, мм/Н.
Для проверки использовали компьютерную лабораторную установку с рычажным механизмом нагружения и специальной оснасткой для размещения образцов изделий и индикатор часового типа с ценой деления 0,01 мм, установленный на штативе. В процессе испытаний усилие Р внедрения конуса в образец изделия измеряется тензометрическим датчиком, а соответствующее ему перемещение h конуса - по отклонению стрелки индикатора.
Образцы изделий перед испытанием на остаточную деформацию выдерживали в течение не менее 3 ч при температуре (+23±2)°С. Число образцов для испытаний принято равным шести (отбиралось не менее двух отрезков от каждого кольца). Сначала измеряли высоту сечения образцов не менее чем в трех точках, записывая среднее показание измерительного прибора в миллиметрах с точностью ±0,05 мм. Измерения проводили на расстоянии не менее чем 5 мм от края образца. Помещали образцы между пластинами струбцины и подвергали деформации сжатия. Струбцины с образцами не позднее чем через 1 ч после сжатия помещали в термостат, нагретый до температуры +50°С, и выдерживали в течение 12 часов.
Струбцины с образцами по истечении указанного времени выдержки извлекали из термостата, разбирали и вынимали из них образцы. Извлеченные из струбцины образцы изделий помещали на теплоизолирующую деревянную плиту в свободном состоянии на «отдых» в течении (30±3) мин, после чего измеряли высоту их сечения.
В ходе экспериментов получены следующие результаты.
Податливость образцов после выдержки при повышенной температуре в сжатом состоянии снизилась более, чем на 26%. Таким образом, после нахождения в сжатом состоянии резиновые уплотнения становятся менее эластичными и теряют герметизирующие свойства. Воздействие СВЧ электромагнитного поля с плотностью потока энергии (17-17,5)×104 мкВт/см2 приводит к возрастанию податливости таких образцов на 41% при обработке с применением вращения изделия и на 60% при обработке с переустановкой изделия для обработки по участкам поверхности. При этом достигается повышение податливости относительно исходного материала образцов соответственно на 12% и 26,6% (Фиг. 2). Изложенное позволяет признать более эффективной схемой обработки последовательную переустановку изделия после окончательной обработки каждого единичного участка. Увеличение времени воздействия более 2 минут вызывает перегрев материала и ухудшение его характеристик. При меньшем времени воздействия эффективность влияния СВЧ излучения снижается при меньшей и большей плотности потока энергии вследствие того, что время оказывается недостаточным для формирования новых связей в матрице. Как показывает график изменения податливости (Фиг. 2), при повышении плотности потока энергии более 17×104 мкВт/см2 величина податливости возрастает в меньшей степени (при схеме обработки с переустановкой изделия) или практически не увеличивается (при вращении изделия). Это связано с увеличением степени диэлектрического нагрева материала, приводящего к деструктивным изменениям.
С целью уточнения возможности и выявления значений параметров восстановления эксплуатационных характеристик изделий, прошедших определенный цикл наработки в составе оборудования, было проведено исследование их эластичности в состоянии после снятия с оборудования и после последующего воздействия СВЧ электромагнитного поля. На основании результатов, приведенных выше, применялось воздействие «с переустановкой» образца в течение 2 минут на дистанции 200 мм.
Для исследований были выбраны следующие образцы изделий:
1. Уплотнительная прокладка из армированной резины, имеющая в среднем сечении тканевую структуру, после эксплуатации в течение 2 лет в температурном диапазоне от -30° до +30°С;
2. Уплотнительная прокладка из резины 2 группы по ГОСТ 18829-73 после эксплуатации в течение 1 года в температурном диапазоне от -20° до +90°С.
Результаты экспериментов представлены - в таблице. Таблица 1 Повышение податливости путем воздействия СВЧ электромагнитного поля на образцы изделий из резины после цикла наработки в процессе эксплуатации
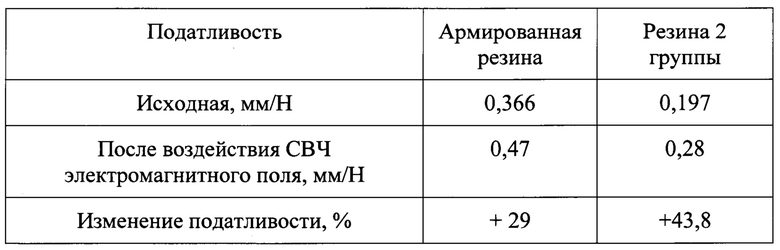
Таким образом, экспериментально установлено, что после обработки в течение 2,0-2,5 минут в СВЧ электромагнитном поле частотой 2450 МГц при плотности потока энергии (17-17,5)×104 мкВт/см2 образцов изделий, прошедших модельное старение путем выдержки при повышенной температуре в сжатом на 25% состоянии, и прошедших реальную эксплуатацию в агрегатах, обеспечивается приближение механических характеристик к новому материалу, выраженное в возрастании податливости на (26-43)%, что позволяет повторно использовать уплотнения без замены их новыми ввиду восстановления уплотнительных свойств материала.
Тем самым достигается поставленный технический результат - обеспечивается продление ресурса и повторное использование уплотнительных элементов трубопроводной арматуры из технической резины за счет стабильного восстановления их эластичности в результате модифицирования структуры путем воздействия СВЧ электромагнитного поля.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ улучшения функциональных свойств резинотехнических изделий обработкой в СВЧ электромагнитном поле | 2018 |
|
RU2687937C1 |
| СПОСОБ УПРОЧНЕНИЯ ИЗДЕЛИЙ ИЗ АРМИРОВАННЫХ УГЛЕРОДНЫМ ВОЛОКНОМ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2024 |
|
RU2840295C1 |
| СПОСОБ УПРОЧНЕНИЯ АРМИРОВАННЫХ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2021 |
|
RU2787880C1 |
| СПОСОБ ПОВЫШЕНИЯ ЭФФЕКТИВНОСТИ УПРОЧНЕНИЯ АРМИРОВАННЫХ УГЛЕРОДНЫМ ВОЛОКНОМ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ СОВМЕСТНЫМ ВОЗДЕЙСТВИЕМ МИКРОВОЛНОВОГО ИЗЛУЧЕНИЯ И УЛЬТРАЗВУКА | 2018 |
|
RU2684378C1 |
| СПОСОБ УПРОЧНЕНИЯ АРМИРОВАННЫХ УГЛЕРОДНЫМ ВОЛОКНОМ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2018 |
|
RU2687939C1 |
| СПОСОБ УПРОЧНЕНИЯ В СВЧ ЭЛЕКТРОМАГНИТНОМ ПОЛЕ КРУПНОГАБАРИТНЫХ ИЗДЕЛИЙ СЛОЖНОЙ ФОРМЫ ИЗ АРМИРОВАННЫХ УГЛЕРОДНЫМ ВОЛОКНОМ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2018 |
|
RU2694462C1 |
| СПОСОБ ТЕРАПЕВТИЧЕСКОГО ВОЗДЕЙСТВИЯ НА БИОЛОГИЧЕСКИЕ ОБЪЕКТЫ ЭЛЕКТРОМАГНИТНЫМИ ВОЛНАМИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2445134C1 |
| СПОСОБ СВЧ-ДЕЗИНСЕКЦИИ МАТЕРИАЛОВ И/ИЛИ ИЗДЕЛИЙ ИЗ ШЕРСТИ | 2011 |
|
RU2477147C1 |
| МИКРОВОЛНОВАЯ ПЕЧЬ | 2008 |
|
RU2393650C2 |
| СВЧ ТОМОГРАФ | 2021 |
|
RU2777207C1 |
Изобретение относится к электротехнологическим процессам модифицирования диэлектрических материалов, а именно к восстановительной обработке резинотехнических изделий, к герметизирующим характеристикам которых предъявляются повышенные требования, и может быть использовано при техническом обслуживании и ремонте трубопроводной, регулировочной и запорной арматуры в энергетическом и транспортном машиностроении. По данному способу осуществляют подачу изделий в рабочую зону, в которой генерируют СВЧ электромагнитное поле, обработку СВЧ электромагнитным полем изделия и удаление обработанного изделия из рабочей зоны, при котором СВЧ электромагнитное поле генерируют посредством излучателей в виде рупорных антенн, причем степень воздействия электромагнитного поля на изделие регулируют. При этом при обработке изделий с различной высотой профиля поперечного сечения излучающую рупорную антенну управляемо перемещают на расстояние от внешней поверхности изделия, при котором плотность потока энергии СВЧ электромагнитного поля составляет (17-17,5)×104 мкВт/см2, выдерживают изделие под воздействием СВЧ электромагнитного поля в течение 2-2,5 минут, затем перемещают изделие, если его размеры превышают размеры излучающей рупорной антенны в плоскости раскрыва, так, чтобы в зоне воздействия СВЧ электромагнитного поля оказался следующий участок изделия и не возникало перекрытия обработанных участков изделия. В случае воздействия СВЧ электромагнитного поля на изделия кольцевой формы угол поворота изделия определяют из соотношения: α=2arcSin(H/D), где Н - длина вертикальной стороны излучающей рупорной антенны, мм; D - средний диаметр изделия, мм; α - угол поворота изделия, град. Технический результат изобретения заключается в продлении ресурса и повторном использовании уплотнительных элементов трубопроводной арматуры из технической резины за счет стабильного восстановления их эластичности в результате модифицирования структуры путем воздействия СВЧ электромагнитного поля. 1 з.п. ф-лы, 2 ил., 1 табл.
1. Способ восстановления упругопластических свойств резинотехнических изделий обработкой в СВЧ электромагнитном поле, включающий подачу изделий в рабочую зону, в которой генерируют СВЧ электромагнитное поле, обработку СВЧ электромагнитным полем изделия и удаление обработанного изделия из рабочей зоны, при котором СВЧ электромагнитное поле генерируют посредством излучателей в виде рупорных антенн, причем степень воздействия электромагнитного поля на изделие регулируют, отличающийся тем, что при обработке изделий с различной высотой профиля поперечного сечения излучающую рупорную антенну управляемо перемещают на расстояние от внешней поверхности изделия, при котором плотность потока энергии СВЧ электромагнитного поля составляет (17-17,5)×104 мкВт/см2, выдерживают изделие под воздействием СВЧ электромагнитного поля в течение 2-2,5 минут, затем перемещают изделие, если его размеры превышают размеры излучающей рупорной антенны в плоскости раскрыва, так, чтобы в зоне воздействия СВЧ электромагнитного поля оказался следующий участок изделия и не возникало перекрытия обработанных участков изделия.
2. Способ по п. 1, отличающийся тем, что в случае воздействия СВЧ электромагнитного поля на изделия кольцевой формы его перемещают путём поворота, причём угол поворота изделия определяют из соотношения:
α=2 arc Sin (H/D),
где Н - длина вертикальной стороны излучающей рупорной антенны, мм; D - средний диаметр изделия, мм; α - угол поворота изделия, град.
| Способ улучшения функциональных свойств резинотехнических изделий обработкой в СВЧ электромагнитном поле | 2018 |
|
RU2687937C1 |
| Способ упрочнения армированных углеродным волокном полимерных композиционных материалов | 2017 |
|
RU2687930C1 |
| СПОСОБ УПРОЧНЕНИЯ АРМИРОВАННЫХ УГЛЕРОДНЫМ ВОЛОКНОМ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2018 |
|
RU2687939C1 |
| US 6133500 A, 17.10.2000 | |||
| Устройство для нагрева резинокордных торообразных оболочек | 1984 |
|
SU1234203A1 |

