Изобретение относится к электротехнологическим процессам модифицирования диэлектрических материалов, а именно к финишной и восстановительной обработке резинотехнических изделий и может быть использовано при изготовлении и ремонте трубопроводной и запорной арматуры в энергетическом и транспортном машиностроении, к герметизирующим характеристикам и долговечности которых предъявляются повышенные требования.
Известен способ переработки изношенных шин и/или резинотехнических изделий и устройство для его осуществления (патент RU №2361731, МПК F23G 5/027). Способ предназначен для переработки изношенных шин и/или резинотехнических изделий, включает автоматическую их загрузку в рабочий объем устройства для проведения пиролиза, пиролиз путем сверхвысокочастотного нагрева, отвод газообразных продуктов, и автоматическую выгрузку твердого остатка. Способ осуществляют циклично путем цикличной автоматической загрузки, пиролиза и выгрузки твердого остатка, при этом пиролиз шин и резинотехнических изделий проводят посредством переработки их в устройстве, обеспечивающем пиролиз в режиме стоячих волн с равномерным распределением СВЧ-поля в рабочем объеме камер пиролиза путем сверхвысокочастотного нагрева с частотой микроволнового излучения 2,45 ГГц в условиях подачи перегретого водяного пара, который подают при достижении температуры в камерах пиролиза 100°С, поддерживая избыточное давление в камерах пиролиза до 5 кПа путем регулирования расхода образующихся газообразных продуктов. Вариант способа отличается тем, что пиролиз изношенных шин в камерах пиролиза проводят поштучно, осуществляя их автоматическую загрузку внутрь камер пиролиза устройства, обеспечивающего режим стоячих волн. При загрузке в рабочий объем одной камеры пиролиза изношенных шин и/или резинотехнических изделий массой 100-800 кг перед началом пиролиза выбирают мощность СВЧ-излучателей из интервала 1100-14000 кВт, а процесс ведут в течение 3-5 мин.
Основным недостатком способа является полная деструкция резинотехнических изделий вследствие СВЧ диэлектрического нагрева, что не позволяет его использовать для финишной обработки изделий или восстановления их герметизирующей способности. При указанных уровнях мощности СВЧ излучения происходит интенсивный разогрев объема изделия с разрывом механических и химических связей, разложение материала с образованием газообразных продуктов и твердого остатка.
Известен также способ переработки резинотехнических и органических отходов и устройство для его реализации (патент RU №2321492, МПК C10G 1/10), согласно которому разделяют продукты разложения на твердые и газообразные, переработку резинотехнических и органических отходов осуществляют в реакторе путем прямого термического воздействия на них источником инфракрасного излучения в среде циркулирующего со скоростью 0,01-3,5 м3/мин потока водяного пара и/или газа с получением твердого технического углерода, жидкой и газообразной фракции перерабатываемых отходов. При этом водяной пар и/или газ перед подачей в реактор нагревается в конвекторе, а охлаждение твердых продуктов деструкции в первом ректоре осуществляют водяным паром, в перегретом состоянии подают во второй реактор, который осуществляет начальный разогрев отходов.
Недостатками данного способа является следующее. Способ может использоваться в химической, нефтехимической и нефтеперерабатывающей промышленности, коммунальном хозяйстве для термического разложения в парогазовой среде и разделения продуктов разложения на твердые и газообразные. В соответствии с назначением для переработки отходов и используемыми технологическими режимами, обеспечивающими разогрев объекта воздействия, и операциями способ не может быть использован для обработки изделий с целью повышения их функциональных характеристик, поскольку вызывает деструктивные изменения материала.
Наиболее близким аналогом к заявляемому изобретению является способ и устройство регулируемой непиролитической восстановительной обработки органических материалов (патент RU №2106248, МПК В29В 17/00, Н05В 6/64). Данное изобретение относится к восстановительной обработке органических материалов с использованием СВЧ-излучения, например, при извлечении нефти из нефтяных сланцев или при обработке отходов. Способ включает в себя подачу органических материалов в микроволновую камеру, в которой генерируют микроволновое излучение, обработку микроволновым излучением органического материала и удаление обработанного органического материала из камеры. При осуществлении способа микроволновое излучение генерируют в камере посредством подключенных к антенной решетке генераторов с последующей передачей генерированного излучения к отражателям, фокусирующим излучение по заданной диаграмме направленности, отражатели располагают таким образом, что они обеспечивают равномерное распределение излучения в камере, причем степень воздействия излучения на органический материал в камере регулируют, а подачу и удаление органического материала производят непрерывно. Для формирования диаграммы направленности используют параболические отражатели, причем формируют круговую диаграмму направленности. Обработку органического материала проводят в последовательно установленных микроволновых камерах. Положение антенны относительно отражателей регулируют. Способ и устройство по данному изобретению могут быть применимы для почти неограниченного диапазона органических материалов. Считается, что воздействие СВЧ-излучения приводит к разделению слабых материальных связей в длинноцепных молекулах, что способствует восстановлению этих молекул в более простые формы. По существу это процесс деполимеризации. Процесс контролируется во избежание пиролиза органического материала. Т.е. данный процесс не является процессом термического разложения или сжигания материала.
Недостатками способа является следующее. Установленные технологические режимы приводят к нетепловой деструкции материала с выделением из него легко утилизируемых компонентов. Процесс может быть реализован в специальной микроволновой камере, что не позволяет обрабатывать крупногабаритные изделия типа уплотнительных колец соединений магистральных трубопроводов вследствие неравномерного распределения напряженности СВЧ электромагнитного поля в камере из-за переотражения от стенок. Вследствие указанной причины отдельные зоны крупногабаритного изделия оказываются подвергнутыми воздействию различной интенсивности. Вследствие указанных причин: деструктивные изменения и неравномерность воздействия способ не может быть использован для обработки резинотехнических изделий с целью повышения их эластичности, а также для восстановления бывших в эксплуатации и потерявших требуемую эластичность изделий, особенно уплотнительных колец большого диаметра.
Техническая проблема настоящего изобретения состоит в улучшении герметизирующих свойств и увеличении долговечности элементов трубопроводной и запорной арматуры, например, в магистральных системах транспортировки природного газа, работающих в условиях градиентов температур и давлений, а также других воздействий окружающей среды, за счет повышения эластичности новых изделий путем кратковременной обработки в СВЧ электромагнитном поле. В современном машино- и агрегатостроении, а также энергетике, например, в системах транспортировки энергоносителей, значительный объем конструктивных элементов приходится на трубопроводную арматуру: переключатели, фитинги, краны, дроссели, клапаны, уплотнения и т.п. Основным требованием к этим конструкциям является обеспечение долговечности сохранения герметичности соединений или систем регулирования расхода перемещающейся среды (жидкости или газа). При этом в наиболее тяжелых условиях оказываются уплотнительные резинотехнические изделия конструкционных элементов систем магистральной транспортировки природного газа (компрессорных станций, систем регулирования, систем подогрева и охлаждения, разветвителей трубопроводов и др.), поскольку они должны обеспечить герметичность соединений при длительном влиянии внешних температурных и химических факторов, связанных как с природными воздействиями, так и с воздействиями химических элементов, присущих природному газу, усиленных высокими давлениями. В трубопроводных газораспределительных системах контрольный уровень давления среды, при котором должна обеспечиваться герметичность, составляет 150 атм. при рабочем - до 100 атм. Герметичность соединений и фланцевых стыков обеспечивается кольцевыми резиновыми уплотнениями как круглого, так и профильного поперечного сечения диаметром до 1500 мм.
Подавляющее большинство отечественных производителей трубопроводной арматуры и агрегатов управления изготавливает уплотнения из резины 2-3 группы с техническими требованиями по ГОСТ 18829-73. В соответствие с данным стандартом полный установленный срок службы данных уплотнений составляет не более 5 лет. По прошествии данного срока для надежной работы оборудования необходима замена уплотнения.
Газотурбинные газоперекачивающие агрегаты блочно-контейнерного типа оснащены многоступенчатым воздухоочистным устройством (циклонная и тонкая очистка), которое является основным элементом системы подготовки воздуха для газотурбинных двигателей, в значительной степени влияющим на долговечность двигателя и его КПД. В процессе эксплуатации вследствие воздействия внешних факторов и естественного процесса старения материала также наблюдается потеря эластичности резиновых уплотнительных колец мультициклонов воздухоочистого устройства. Потеря эластичности и растрескивание способствуют снижению герметичности стыков и ухудшению работы мультициклона, нарушению паспортных данных. В дальнейшем снижение степени очистки поступающего воздуха и уменьшение его количества из-за стравливания через уплотнения вызывает нарушение стабильной работы газоперекачивающего агрегата и износ его частей.
Резина, представляющая собой композиционный материал в виде синтетического каучука с углеродным наполнителем, обеспечивает определенное техническими условиями сочетание упругопластичных характеристик, которые при стягивании стыка формируют герметичность соединения. Под влиянием внешних факторов происходит деструкция резинового композита, проявляющаяся в снижении пластичности каучука из-за потери им текучих компонентов, что сопровождается снижением объемов каучуковой матрицы, расслоениями и местным повышением твердости. В конечном итоге уплотнение теряет герметичность, что может вызвать утечки газа и способствовать аварийной ситуации. В связи с общим ухудшением экологической ситуации подобные нарушения могут возникнуть ранее регламентного периода, когда новые уплотнительные элементы не подготовлены к замене.
Поставленная проблема решается тем, что в способе регулируемой непиролитической обработки органических материалов, в частности, резинотехнических уплотнительных изделий кольцевой формы, включающий подачу изделий в рабочую зону, в которой генерируют СВЧ электромагнитное поле, обработку СВЧ электромагнитным полем изделия и удаление обработанного изделия из рабочей зоны, при котором СВЧ электромагнитное поле генерируют посредством излучателей в виде рупорных антенн, причем степень воздействия электромагнитного поля на изделие регулируют, дополнительно используют приемную антенну, соединенную с балластной нагрузкой, обрабатываемое изделие помещают между излучающей и приемной антеннами, при первичной обработке новых резинотехнических уплотнений в качестве финишной технологической операции устанавливают удельную мощность излучения равной 1,5 Вт/см3 и выдерживают уплотнение при данной мощности в течение 1,5-1,6 минут, при этом диаграмму направленности излучающей антенны формируют таким образом, чтобы поглощаемая мощность на всех участках кольцевого изделия была равномерной.
Технический результат заявляемого решения заключается в значимом увеличении эластичности новых резинотехнических уплотнительных элементов, что продлевает срок их надежной эксплуатации с сохранением герметичности стыков и соединений. В результате снижаются затраты на замену вышедших из строя уплотнений, сопряженные с необходимостью перекрытия соответствующего участка газопровода и стравливания газа.
В современной резинотехнической промышленности получили распространение автоматизированные установки и линии вулканизации резины в сверхвысокочастотном (СВЧ) электромагнитном поле или при совместном воздействии СВЧ и инфракрасного полей нагрева [http://elmash-micro.ru/vulkaniz., http://www.polymermachgroup.com/wave.html].
Применение СВЧ энергии позволяет интенсифицировать процесс вулканизации и улучшить качественные показатели резинотехнических изделий, что определяется преимуществами СВЧ обработки, позволяющей осуществлять равномерный объемный прогрев объекта. Это позволяет спрогнозировать возможность регулирования характеристик резиновых уплотнений путем СВЧ воздействия на них. Однако, известные в настоящее время области применения СВЧ обработки касались в основном теплового или нетеплового модифицирующего воздействия на исходные компоненты диэлектрических материалов или на процесс синтеза или формирования материала и композиций материалов [Архангельский Ю.С. Справочная книга по СВЧ-электротермии: справочник / Ю.С. Архангельский Саратов: Научная книга, 2011. 560 с., Калганова С.Г. Электротехнология нетепловой модификации полимерных материалов в СВЧ электромагнитном поле. - Дисс. докт. технич. наук. - Саратов, 2009]. В рассматриваемом случае необходимо воздействие на окончательно сформированное изделие, или изделие с измененной в процессе эксплуатации структурой и свойствами.
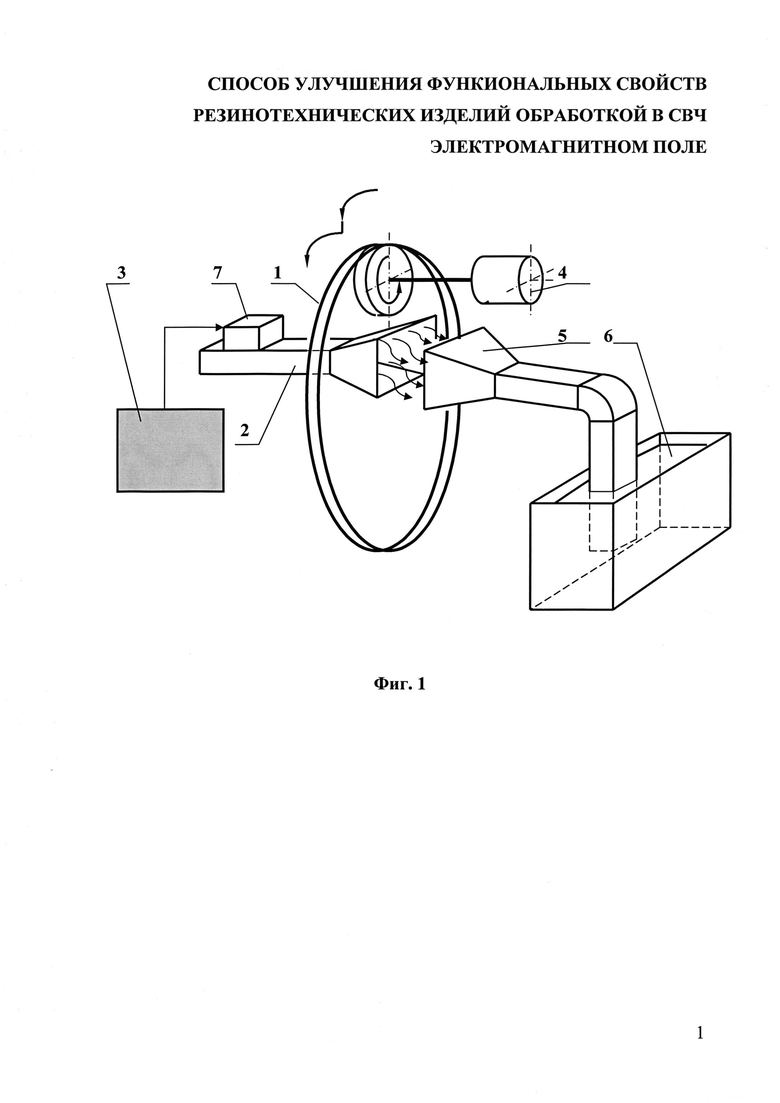
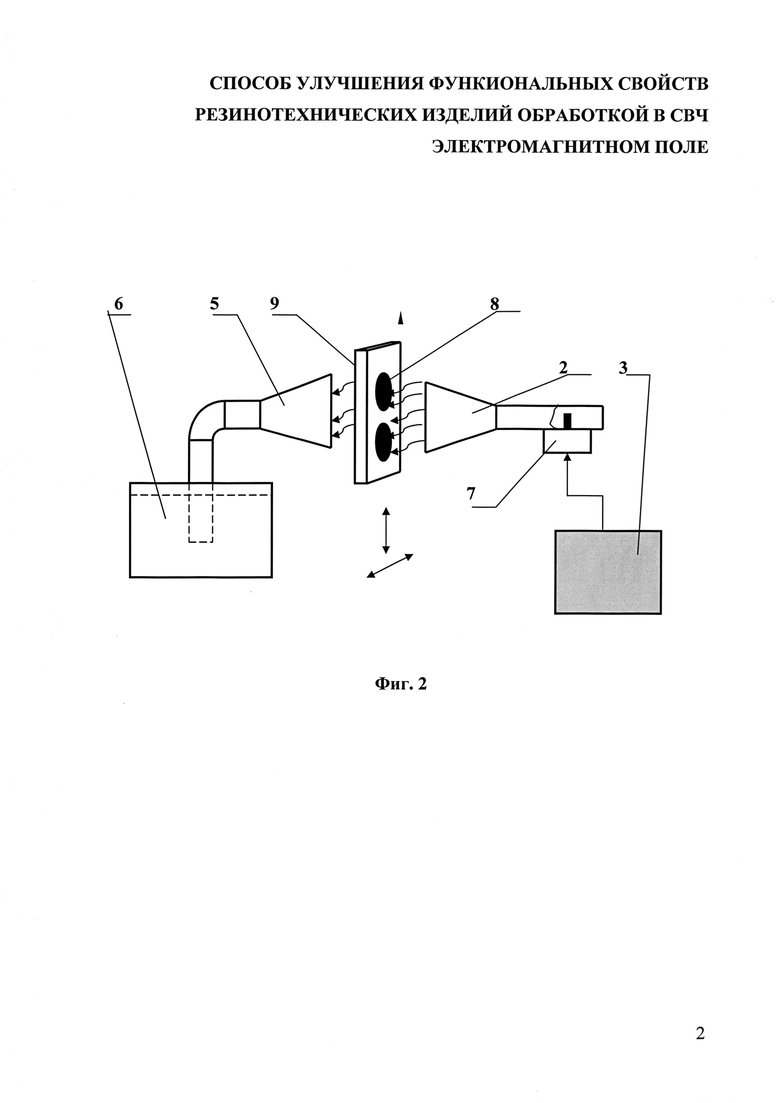
Реализация способа при обработке крупногабаритных изделий представлена на фиг. 1, изделий малого размера - на фиг. 2. На фиг. 1 обозначено: 1 - объект воздействия (уплотнительное кольцо диаметром более 200 мм), 2 - излучающая СВЧ электромагнитное поле рупорная антенна, 3 - источник питания, 4 - привод вращения объекта воздействия, 5 -приемник СВЧ излучения, 6 - балластная нагрузка, 7 - магнетрон. На фиг. 2 обозначено: 2 - излучающая СВЧ электромагнитное поле рупорная антенна, 3 - источник питания, 5 - приемник СВЧ излучения, 6 - балластная нагрузка, 7 - магнетрон, 8 - объекты воздействия (уплотнительные кольца диаметром менее 200 мм), 9 - стол для размещения объектов воздействия.
Способ осуществляют следующим образом.
Предварительно обрабатываемое изделие подают в рабочую зону, в которой генерируют СВЧ электромагнитное поле.
Обработку СВЧ электромагнитным полем осуществляют на микроволновой установке с источником излучения выходной мощностью 1000-1200 Вт и частотой 2450 МГц. Источником излучения служит, по крайней мере, одна рупорная антенна с прямоугольным профилем поперечного сечения. Расстояние от плоскости излучающей рупорной антенны до обрабатываемого изделия может регулируется в пределах 0-250 мм.
При обработке крупногабаритных изделий устанавливают обрабатываемый объект (1), например, резиновое кольцо диаметром 200 -1500 мм, на опорно-ведущий шкив привода (4) так, что его сегмент оказывается между излучающей (2) и приемной (5) рупорными антеннами на расстоянии 100-150 мм от плоскости соответственно излучающей и приемной рупорных антенн. Включают источник СВЧ электромагнитного поля (3) и устанавливают время воздействия 1,5-1,6 минуты при первичной обработке, чтобы при установленной дистанции поглощаемая изделием удельная мощность, равная соответственно 1,5 Вт/см3 не приводила к разогреву более, чем до 40°С. Излишняя мощность не поглощенного изделием излучения отводится через рупор (5) в балластную нагрузку в виде емкости с водой (6). Через установленное время включают шаговый привод (4) вращения шкива, обеспечивающий поворот кольца на угол, обеспечивающий попадание в раскрыв антенны следующего сегмента в зависимости от диаметра кольца и останавливают вращение. После истечения требуемого времени цикл повторяют. Таким образом, производят обработку всей поверхности кольца. Затем осуществляют удаление обработанного изделия из рабочей зоны.
При обработке малогабаритных изделий в рабочей зоне устанавливают координатный стол (9) из диэлектрического материала, например -полипропилена, на котором закрепляют обрабатываемые изделия (8). Осуществляют одновременную обработку количества изделий, определяемого их размерами и возможностью размещения в раскрыве рупора (2). При необходимости после обработки одной части изделий стол перемещают, вводя в рабочую зону новую партию.
Пример реализации способа.
В экспериментах использовали специальную СВЧ технологическую установку с частотой генерируемого электромагнитного поля 2450 МГц, позволяющую в широких пределах (от 100 до 1000 Вт) регулировать подводимую к образцу мощность. В связи с нежелательностью перегрева готового изделия с углеродным наполнителем, что может вызвать деструкцию, обработку проводили в нетепловом режиме (при удельной мощности 1-4 Вт/см3) при времени воздействия 0,5; 1,0; 1,5; 2,0; 3,0; 4,0 минуты, что не вызывало нагрев более 40°С.
Образцы из резины имели наружный и внутренний диаметры соответственно 55,0 и 37,0 мм, толщину - 3,5 мм. В течение 5 лет образцы находились в сухом помещении на воздухе и подвергались воздействию температуры от +30°С до -10°С. Один образец был установлен в системе горячего водоснабжения и находился под действием хлорированной воды при температуре +50°С.
Дополнительно проводили исследование влияния внешних факторов на изменение податливости. Часть образцов (контрольный и после СВЧ обработки) помещали в воду и выдерживали в замороженном состоянии при -25°С в течение 60 час. Другую часть образцов после размораживания помещали на Солнце на 6 часов. Температура при этом составляла 43-45°С.
Первоначально исследовали структуру поверхности образцов до обработки при помощи цифрового микроскопа при увеличении х500. Повторно образцы исследовали после СВЧ воздействия.
Эластичные характеристики образцов до и после обработки исследовали на специальной установке с компьютерной обработкой сигналов тензометрического датчика, нагружаемого рычажным механизмом. Механизм воздействовал на образец конусом с углом при вершине 90° и радиусом округления 0,1 мм. Одновременно с нагружающим моментом определяли и соответствующую деформацию образца при помощи стрелочного индикатора с ценой деления 0,01 мм. Вычисляли податливость материала по известной формуле:
λ=δ/P [мм/Н],
где λ - податливость; δ - деформация (величина внедрения конуса, принимавшаяся равной 1,5 мм); Р - нагружающая сила.
По изменению податливости Δλ, делали вывод об изменении пластичности и, следовательно, герметизирующих свойств уплотнения.
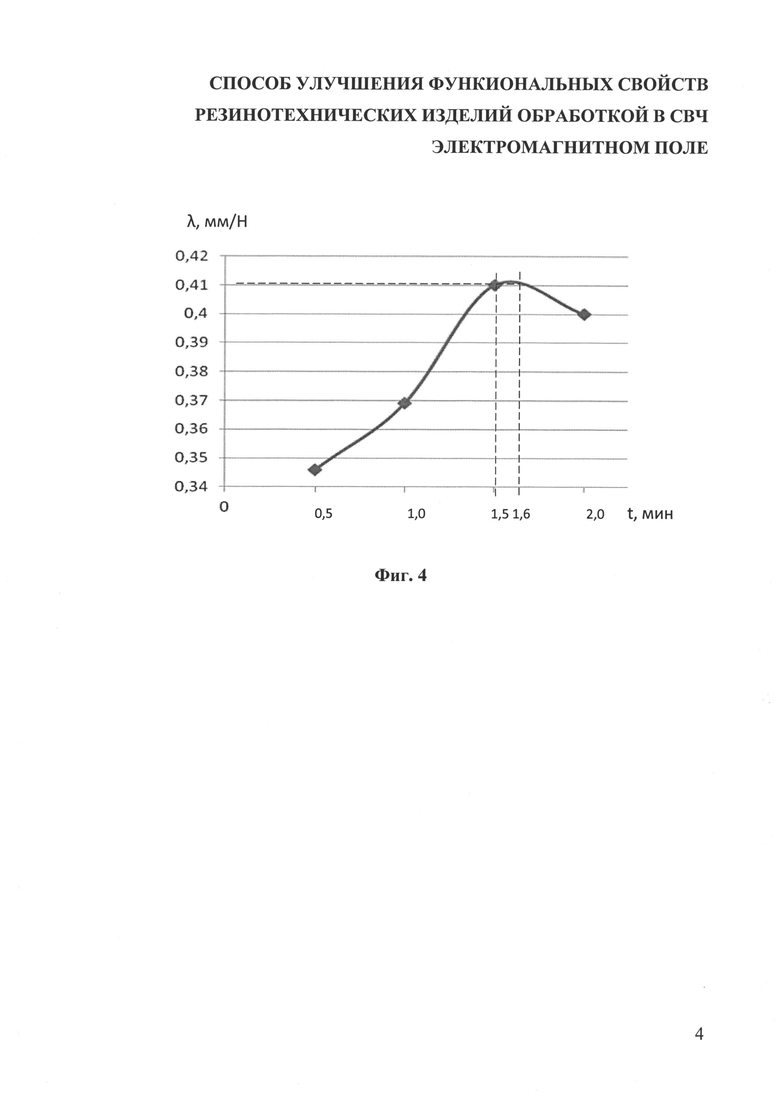
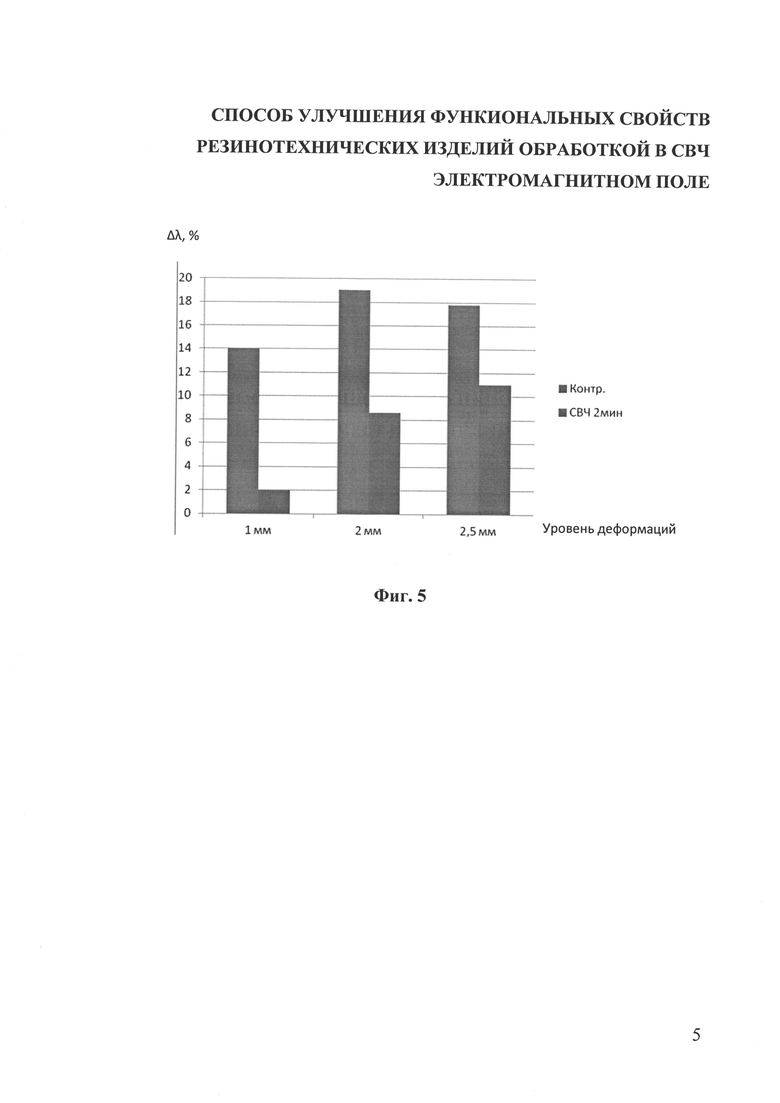
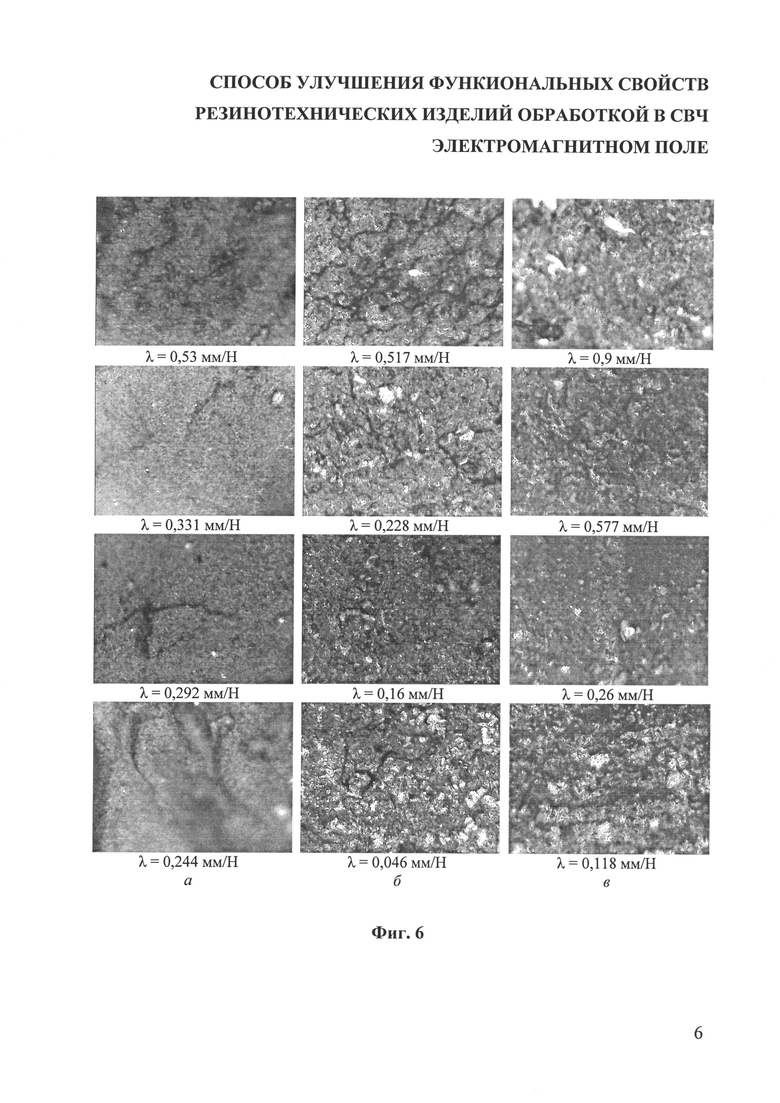
Полученные экспериментальные результаты представлены на фиг. 3-6. На фиг. 3 показано влияние удельной мощности СВЧ электромагнитного поля Р и времени обработки t на изменение податливости резиновых уплотнений Δλ. На фиг. 4 показано влияние времени воздействия на податливость λ, при удельной мощности СВЧ электромагнитного поля, равной 1,5 Вт/см3. На фиг. 5 представлено изменение податливости образца после замораживания. На фиг. 6 приведены фотографии микроструктуры в сопоставлении с податливостью образцов уплотнений: нового (а); прошедшего старение до различной степени снижения податливости (б), (в последней строке показан образец, находившийся в системе горячего водоснабжения); прошедшего старение с последующей СВЧ обработкой при удельной мощности 2,5 Вт/см3 в течение 2 минут (в).
Математическая обработка графика фиг. 3 позволила получить аппроксимирующую функцию следующего вида:

где Р - удельная СВЧ мощность; t - время.
Анализ полученных зависимостей позволяет сделать вывод, что мощность СВЧ электромагнитного поля в значительно большей степени влияет на изменение податливости, чем время, что возможно связано с формированием новых и восстановлением старых связей в каучуковой матрице. Увеличение времени вызывает прежде всего нагрев материала, который с определенного момента вызывает деструктивные эффекты: высыхание матрицы, разрывы связей, трещинообразование. Изложенное подтверждает и характер экспериментальных графиков фиг. 3 и фиг. 4. С увеличением удельной мощности при времени обработки, равном 1 минуте, влияние СВЧ обработки ослабевает (зависимость становится более пологой). Практически после увеличения мощности более 1,5 Вт/см3 заметного увеличения податливости новых уплотнений не наблюдается. При времени воздействия 2 минуты увеличение удельной мощности вызывает значительный рост податливости материала уплотнения, однако при дальнейшем увеличении мощности от 3 Вт/см3 до 4 Вт/см3 происходит снижение податливости на 2,5% и более, что делает нецелесообразным дальнейшее увеличение мощности. При удельной мощности, не превышающей 1,5 Вт/см, максимальная податливость обеспечивается (см. фиг. 4) при времени воздействия в диапазоне 1,5-1,6 минут.
Установлено, что предварительная СВЧ обработка приводит к повышению стабильности податливости уплотнения после внешнего воздействия окружающей среды: у контрольного образца изменения составили от 14 до 19%, у обработанного в СВЧ поле - от 2 до 11%. У образцов, подвергнутых после замораживания дополнительному нагреву, предварительная СВЧ обработка привела к увеличению податливости в зависимости от деформации на 13-50%. При этом изменение данного параметра по сравнению с начальным состоянием материала не превысило 8% по сравнению с 18-22% у контрольных образцов.
Из анализа микрофотографий (Фиг. 6) следует, что новые резиновые уплотнения имеют в целом однородную мелкозернистую структуру углеродного наполнителя в каучуковой матрице. При этом встречаются отдельные дефекты в виде складок и микротрещин. После старения материал становится морщинистым, поверхность - рельефной, иногда появляются многочисленные глубокие трещины, разделяющие структуру на фрагменты. По видимому, эти дефекты являются следствием высыхания и деструкции каучуковой матрицы, что с одной стороны приводит к снижению податливости (материал становится твердым и мало деформируемым), а с другой стороны приводит к снижению прочности уплотнения, и может привести к его разрушению. Если исходным материал уже имеет дефекты в виде трещин то в процессе старения они развиваются дальше, количество связей «матрица-наполнитель» значительно сокращается, что проявляется в сохранении податливости (первая строка рисунка). Однако, можно считать, что это «псевдоподатливость», т.к. деформация происходит не вследствие эластичности материала и его упругих свойств, а за счет расширения трещин и разрыва связей в структуре. Материал, прошедший старение в горячей водной среде не практически не имеет трещин, более того, исходные складки и трещины мало различимы. Однако, морфология поверхности сильно развита, на ней заметны инородные включения химических отложений водной среды, возможно проникающих в поры материала и наряду с термической деструкцией матрицы способствующих ее отверждению, что проявляется в резком (на порядок) снижении податливости.
Образцы, подвергнутые СВЧ обработке, имеют существенно измененную структуру. Во всех случаях практически не проявляются трещины и разрывы, материал приобретает вид, сходный с исходным. То есть можно говорить о «залечивании» дефектов. Механизм данного явления может заключаться в восстановлении длинных молекул синтетического каучука, образовании новых связей и перераспределении матрицы под действием поляризации диполей молекул и их новой ориентации. В результате материал становится более эластичным. Таким образом, экспериментально установлено, что после обработки новых уплотнений их податливость повышается на (19-20)%, что позволяет продлить срок эксплуатации в экстремальных условиях.
Тем самым решается поставленная проблема - обеспечивается повышение эластичности резинотехнических уплотнительных элементов трубопроводной и запорной арматуры, что позволяет продлить ресурс уплотнений и повысить надежность регулировочных и стыковочных узлов трубопроводных систем различного назначения.

Изобретение относится к электротехнологическим процессам модифицирования диэлектрических материалов и может быть использовано при изготовлении уплотнительных элементов трубопроводной и запорной арматуры в энергетическом и транспортном машиностроении, к герметизирующим характеристикам и долговечности которых предъявляются повышенные требования. По данному способу осуществляют подачу изделий в рабочую зону, в которой генерируют СВЧ электромагнитное поле, обработку СВЧ электромагнитным полем изделия и удаление обработанного изделия из рабочей зоны, поле генерируют посредством излучателей в виде рупорных антенн, причем степень его воздействия изделие регулируют. При этом дополнительно используют приемную антенну, соединенную с балластной нагрузкой, обрабатываемое изделие помещают между излучающей и приемной антеннами, при первичной обработке новых резинотехнических уплотнений в качестве финишной технологической операции устанавливают удельную мощность излучения равной 1,5 Вт/см3 и выдерживают уплотнение при данной мощности в течение 1,5-1,6 минут. При этом диаграмму направленности излучающей антенны формируют таким образом, чтобы поглощаемая мощность на всех участках кольцевого изделия была равномерной. Технический результат изобретения заключается в увеличении эластичности резинотехнических изделий, приводящей к улучшению герметизирующих свойств и повышению их долговечности. 6 ил.
Способ улучшения функциональных свойств резинотехнических уплотнительных изделий кольцевой формы обработкой в СВЧ электромагнитном поле, включающий подачу изделий в рабочую зону, в которой генерируют СВЧ электромагнитное поле, обработку СВЧ электромагнитным полем изделия и удаление обработанного изделия из рабочей зоны, при котором СВЧ электромагнитное поле генерируют посредством излучателей в виде рупорных антенн, причем степень воздействия электромагнитного поля на изделие регулируют, отличающийся тем, что дополнительно используют приемную антенну, соединенную с балластной нагрузкой, обрабатываемое изделие помещают между излучающей и приемной антеннами, при первичной обработке новых резинотехнических уплотнений в качестве финишной технологической операции устанавливают удельную мощность излучения равной 1,5 Вт/см и выдерживают уплотнение при данной мощности в течение 1,5-1,6 минут, при этом диаграмму направленности излучающей антенны формируют таким образом, чтобы поглощаемая мощность на всех участках кольцевого изделия была равномерной.
| СПОСОБ И УСТРОЙСТВО РЕГУЛИРУЕМОЙ НЕПИРОЛИТИЧЕСКОЙ ВОССТАНОВИТЕЛЬНОЙ ОБРАБОТКИ МАТЕРИАЛОВ | 1994 |
|
RU2106248C1 |
| СПОСОБ ПЕРЕРАБОТКИ ИЗНОШЕННЫХ ШИН И/ИЛИ РЕЗИНОТЕХНИЧЕСКИХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2361731C1 |
| Устройство для нагрева заготовок покрышек пневматических шин | 1985 |
|
SU1248829A1 |
| Устройство для нагрева резинокордных торообразных оболочек | 1984 |
|
SU1234203A1 |
| US 5330623 A1, 19.07.1994. | |||

