Область техники, к которой относится изобретение
Настоящее изобретение в целом относится к модульному ящику и способу его изготовления, более конкретно к модульному пластмассовому ящику, изготавливаемому из пластиковых панелей, имеющих оболочку из двух частей и внутренние ребра, соединяемых с помощью угловых и соединительных элементов, имеющих внутренние ребра, таким образом, чтобы внутренние ребра располагались на одной линии, что позволяет модульному ящику приобрести превосходные конструктивные свойства, такие как прочность, конструктивная целостность и жесткость, причем ящики могут быть выполнены любого необходимого размера и с высокой экономической эффективностью.
Уровень техники
В прошлом ящики для упаковки (транспортировки) изготавливались из фанерных щитов с приклеенными к их поверхностям пластиковыми оболочками или без оных, соединенных путем крепления к металлическим краевым элементам (обычно с помощью заклепок). Такие ящики могли оснащаться ручками или другими приспособлениями путем прорезания отверстий в фанерных щитах, вставки нужной принадлежности и приклепывания приспособления на месте.
Такие ящики были очень чувствительны к различным видам повреждений, когда их роняли, неосторожно кантовали или, вообще говоря, подвергали местным ударам. Металлические краевые элементы легко гнулись, приклепанные приспособления легко отламывались или срезались, отверстия, вырезанные для приспособлений, могли становиться вытянутыми, а фанерные щиты подвергались раскалыванию и расслоению (расщеплению).
Кроме того, ящики, изготовленные из фанерных щитов, были совершенно непригодны для тех применений, в которых требовались воздухонепроницаемые или водонепроницаемые ящики. Некоторый уровень воздухо- и водонепроницаемости можно было получить с помощью герметиков и уплотняющих прокладок, но применение таких герметиков и уплотняющих прокладок было трудоемким и дорогостоящим. Более того, при неосторожном кантовании воздухо- и водонепроницаемые уплотнения сохранить было трудно.
Поскольку ящики вообще, и упаковочные ящики в частности, могут подвергаться неосторожному обращению и местным ударам, становится ясной необходимость создания ящика, обладающего отличными конструктивными качествами. Ящики, изготовленные из формованной пластмассы (литьевое формование, ротационное формование, термоформование, раздувное формование и т.п.), проявляли некоторые необходимые конструктивные качества, но не обладали конструктивной гибкостью, присущей ящикам из фанерных щитов.
А именно фанерный щит и металлические краевые элементы можно было легко резать и подбирать по размеру для широкого диапазона требуемых размеров ящика. В то же время, для изготовления ящиков другого размера из формованного пластика, обладающих необходимыми конструктивными качествами, для каждого ящика отдельно заданного размера требовалась, как правило, новая специально изготовленная форма. Поэтому изготовление ящика другого размера из формованной пластмассы было дорогостоящим и трудоемким. Вследствие этого, конструктивная гибкость ящиков из формованной пластмассы, по сравнению с ящиками из фанерных щитов, была ограниченной.
С учетом вышеизложенных проблем цель настоящего изобретения заключается в создании модульного ящика, предпочтительно пластмассового ящика, который обладает превосходными конструктивными качествами при наличии конструктивной гибкости, соответствующей конструктивной гибкости ящиков из фанерных щитов или превышающей ее.
Раскрытие изобретения
Задача настоящего изобретения заключается в создании модульного ящика, выполненного из свариваемых нагретым инструментом пластиковых панелей и пластиковых краевых элементов.
Дополнительная задача настоящего изобретения заключается в создании модульного ящика, в котором пластиковые панели имеют ребра, причем пластиковые панели сформированы из внутренней и наружной половин панели. Каждая половина панели имеет объединенные поверхности ребер, а панель образована из двух половин панели, которые свариваются вместе нагретым инструментом на противолежащих поверхностях объединенного ребра.
Следующая задача настоящего изобретения заключается в создании готового (сборного) пластикового ящика, в котором панели и краевые элементы имеют ребра, отстоящие друг от друга с одинаковым шагом. Панели и краевые элементы нарезаны и соединены так, что ребра, встречающиеся на стыках, соединяются своими торцами, обеспечивая множество, по существу, объединенных ребер, способных эффективно распределять усилия по конструкции модульного ящика.
Еще одна задача настоящего изобретения заключается в создании модульного ящика с краевыми элементами, который включает формованные выступы и/или углубления для обеспечения зацепления между крышкой и основанием или между двумя или более ящиками.
Дополнительная задача настоящего изобретения заключается в использовании преимуществ конструкции панелей и краевых элементов модульного ящика с внутренней и внешней оболочками таким образом, чтобы предусмотреть монтажные отверстия и вставки, которые позволяют прикреплять к ящику разнообразные приспособления, обеспечивая при этом максимальную прочность и конструктивную целостность ящика.
Следующая задача настоящего изобретения заключается в создании отдельно и предварительно изготавливаемых панелей и краевых элементов, которые могут отдельно нарезаться по размеру для изготовления модульных ящиков различного размера.
Еще одна задача настоящего изобретения заключается в создании панелей и краевых элементов, которые после соединения составляют друг с другом одно целое, а также в создании модульного ящика, который имеет большую, чем у известных модульных контейнерных систем, стойкость к ударным нагрузкам и водонепроницаемость.
Краткое описание чертежей
Эти и другие преимущества настоящего изобретения станут более понятными в связи с чертежами и описанием предпочтительного варианта осуществления изобретения.
Фиг.1 показывает перспективный вид ящика (без возможной оснастки) с приподнятой крышкой, чтобы можно было показать детали, в соответствии с предпочтительным вариантом осуществления настоящего изобретения.
Фиг.2 показывает разобранный вид ящика в соответствии с предпочтительным вариантом осуществления настоящего изобретения.
Фиг.3 показывает перспективный вид панели в соответствии с предпочтительным вариантом осуществления настоящего изобретения.
Фиг.4 показывает боковой вид панели, частично вырезанной, чтобы можно было показать детали, в соответствии с предпочтительным вариантом осуществления настоящего изобретения.
Фиг.5A-G показывают различные виды горизонтального краевого элемента основания в соответствии с предпочтительным вариантом осуществления настоящего изобретения.
Фиг.6A-G показывают различные виды вертикального краевого элемента основания с цельным (нераздельным) углом в соответствии с предпочтительным вариантом осуществления настоящего изобретения.
Фиг.7 показывает внутренний угол с внутренними полупанелями, отделенными, чтобы можно было показать внутреннюю конструкцию, в соответствии с предпочтительным вариантом осуществления настоящего изобретения.
Фиг.8A-G показывают различные виды краевого элемента линии разъема основания в соответствии с предпочтительным вариантом осуществления настоящего изобретения.
Фиг.9А-С показывают различные виды углового элемента линии разъема основания в соответствии с предпочтительным вариантом осуществления настоящего изобретения.
Фиг.10A-G показывают различные виды краевого элемента линии разъема крышки в соответствии с предпочтительным вариантом осуществления настоящего изобретения.
Фиг.11А-С показывают различные виды углового элемента линии разъема крышки в соответствии с предпочтительным вариантом осуществления настоящего изобретения.
Фиг.12А-С показывают различные виды, иллюстрирующие зацепление элементов линии разъема в соответствии с предпочтительным вариантом осуществления настоящего изобретения.
Фиг.13А-Е показывают различные виды, иллюстрирующие зацепление выступов на краевых горизонтальных элементах основания и краевых элементов линии разъема крышки для устанавливаемых в штабель ящиков в соответствии с предпочтительным вариантом осуществления настоящего изобретения.
Фиг.14A-F показывают различные виды, иллюстрирующие предпочтительное присоединение возможной оснастки в соответствии с предпочтительным вариантом осуществления настоящего изобретения.
Фиг.15 показывает боковой вид ящика, иллюстрирующий пунктирными линиями расположение на одной линии внутренних ребер в соответствии с предпочтительным вариантом осуществления настоящего изобретения.
Фиг.16-20 показывают перспективные виды панелей в соответствии с альтернативными вариантами осуществления настоящего изобретения.
Осуществление изобретения
Фиг.1 показывает перспективный вид (фиг.2 показывает разобранный вид) предпочтительного варианта осуществления модульного ящика 10 в соответствии с настоящим изобретением. Предпочтительным материалом является пластик, однако в пределах объема настоящего изобретения может быть использован и другой подходящий материал. Соответствующие материалы подбираются, исходя из расчетных критериев, таких как требуемая жесткость, вес, водонепроницаемость и стойкость к ударным нагрузкам. Ящик 10 предпочтительно состоит из основания 20 и крышки 40. Основание 20 образовано из ряда панелей 22, формирующих дно и четыре вертикальные стороны - в совокупности, панели ящика, краевых горизонтальных элементов 24 основания, краевых вертикальных элементов 26 основания, краевых элементов 28 линии разъема основания (в совокупности, краевые элементы ящика) и угловых элементов 30 линии разъема. Крышка 40 образована из панели 22 и ряда краевых элементов 42 линии разъема крышки и угловых элементов 44 линии разъема крышки. Термин "линия разъема" относится к той части ящика, в которой встречаются его основание и крышка. Как будет рассмотрено ниже, краевые элементы линии разъема основания и крышки, а также угловые элементы предпочтительно выполнены с возможностью совмещения друг с другом.
Как правило, глубокие крышки для ящиков не требуются. В случае если нужна более глубокая крышка, то крышка большей глубины (не показана) формируется так, что она содержит такие же, как в основании 20, вертикальные боковые панели 22, за исключением того, что используется модифицированная линия разъема крышки, которая способна присоединяться к нижним частям вертикальных боковых панелей крышки (не показаны). Кроме того, в тех случаях, когда требуется ящик с двойным входом (не показан), например, для вмещения смонтированной на стойке электроники, используются две крышки 40 вместе со средней частью (не показано). Средняя часть сформирована так же, как основание 20, за исключением того, что не используется нижняя панель и горизонтальные краевые элементы основания, а образующееся открытое пространство окружено второй линией разъема основания, так что средняя часть открыта на двух торцах, при этом каждый торец снабжен линией разъема для приема крышки.
Панели, краевые элементы и угловые элементы предпочтительно являются заготовками заводского изготовления. Чтобы создать ящик желаемых габаритов в направлении осей X, Y и Z, верхние и нижние панели 22, краевые горизонтальные элементы 24 основания, краевые элементы 28 линии разъема основания и краевые элементы 42 линии разъема крышки нарезают из заготовок заводского изготовления (базовых панелей и краевых элементов) по размерам, соответствующим желаемым габаритам в направлении осей Х и Y. Первые две боковые панели 22 отрезаются так, чтобы они соответствовали желаемым габаритам в направлении осей Y и Z, а вторые две боковые панели 22 отрезаются так, чтобы они соответствовали желаемым габаритам в направлении осей Х и Z. Краевые вертикальные элементы основания отрезаются так, чтобы они соответствовали желаемому габариту в направлении оси Z. При точном определении размера ящика в данном направлении необходимо учитывать толщину краевых элементов в этом направлении. Например, общая высота ящика в направлении оси Z включает не только высоту панели 22 в направлении оси Z, но и вместе взятые толщины краевого горизонтального элемента 24 основания, краевого элемента 28 линии разъема основания и элемента линии разъема крышки в направлении оси Z. Поскольку данный краевой элемент предпочтительно отрезается так, чтобы он соответствовал только одному габариту (например, краевые горизонтальные элементы основания отрезают так, чтобы они соответствовали габариту в направлении оси Х или габариту в направлении оси Y), то надлежащее установление общего габарита требует правильного установления размеров панелей 22 таким образом, чтобы включить добавляемую ширину краевых элементов.
Затем, чтобы сформировать ящик 10, отрезанные панели и краевые
элементы соединяют вместе с угловыми элементами (способ, с помощью которого предпочтительно формируются стыки, более подробно рассматривается ниже). Предпочтительно все стыки выполняются с помощью сварки нагретым инструментом, которая обеспечивает прочное и воздухо- и водонепроницаемое уплотнение по длине сварного шва. Крышка 40 обычно не приваривается к основанию 20, а является съемной, с тем чтобы упростить заполнение/опорожнение ящика 10 (различные конструктивные особенности линии разъема более подробно рассматриваются ниже). Порядок, с помощью которого отрезаются и соединяются модульные компоненты, не является нормируемым, а может изменяться в зависимости от имеющихся условий сборки.
Из вышеизложенного можно определить, что настоящее изобретение предусматривает ящик, в особенности пластмассовый ящик, который легко может быть создан в соответствии с желаемым размером путем нарезания модульных элементов из заготовок заводского изготовления (базовых панелей и краевых элементов) с последующим соединением элементов. В отличие от известных фанерных ящиков и способов их изготовления можно заметить, что настоящее изобретение предусматривает панели, краевые элементы и угловые элементы, которые после сварки посредством нагретого инструмента составляют одно целое, обеспечивая улучшение прочности и воздухо- и водонепроницаемости.
Обратившись к перспективному виду панели 22, показанному на фиг.3., можно заметить, что панель 22 предпочтительно образована наружной оболочкой 220 и внутренней оболочкой 222. Между наружной оболочкой 220 и внутренней оболочкой 222 предусмотрено множество ребер 224 (лучше видных на фиг.4). Предпочтительно панель 22 сформирована из наружной половины 226 панели и внутренней половины 228, причем каждая половина панели сформирована с встроенными полуребрами. Половины панели предпочтительно формируются в панель 22 посредством сварки половин панели нагретым инструментом на противоположных поверхностях полуребер (частичный вид панелей 22 с удаленной внутренней половиной панели, чтобы можно было показать внутренние конструктивные особенности, показан на фиг.7). Патент США № 5736221, выданный Hardigg et al., полностью включенный в настоящее описание посредством ссылки, раскрывает варианты осуществления панелей, сформированных таким способом. В соответствии с описанием, приведенным в патенте, несмотря на то что панель изготавливается из пластмассы, панель обеспечивает большее сопротивление при резком падении, нежели фанерные щиты толщиной 1/2 дюйма, даже в случае резкого удара на участке панели, имеющем минимальную обеспеченность (укрепление) ребрами. Могут использоваться половины панели, соединяемые и другими способами, а также другие виды конструкции панели, известные специалистам в данной области техники, включая листы с приклеенными ребрами и экструдированные листы с ребрами. Тип используемой панели может варьироваться в зависимости от расчетных требований, таких как жесткость, вес и стойкость к ударным нагрузкам. Несмотря на то, что предпочтительная конструкция ребра показана в патенте Hardigg '221, термин "ребро", если не указана особая конструкция, используется здесь в общем смысле для обозначения элемента жесткости.
Внутренние конструктивные особенности панели 22 показаны на фиг.4, в которой панель 22 частично вырезана. Ребра предпочтительно перпендикулярны наружной оболочке 220 и внутренней оболочке 222, хотя и другие варианты расположения на одной линии входят в объем настоящего изобретения. Как показано, ребра 224 предпочтительно включают множество параллельных первых ребер 225 и параллельных вторых ребер 227. Пересечения 230 ребер предпочтительно сформированы, по существу, перпендикулярно и могут быть выполнены в виде бобышек для захватного приема резьбового винта или подобного элемента, вставляемого через наружную оболочку 220 или внутреннюю оболочку 222 через центр бобышки 230. Промежуток между любыми двумя соседними параллельными ребрами 224 в панели 22 предпочтительно одинаковый, с тем чтобы два пересекающихся первых и вторых ребра 225, 227 между наружной оболочкой 220 и внутренней оболочкой 222 образовывали квадрат.
Теперь будет дано описание краевого горизонтального элемента 24 основания со ссылкой на фиг.5A-G, которые показывают различные виды краевого горизонтального элемента 24 основания. Краевые горизонтальные элементы 24 основания служат для того, чтобы соединять панель 22, образующую днище основания 20 с панелями 22, образующими боковые стороны основания 20. Краевой горизонтальный элемент 24 основания предпочтительно сформирован с наружной оболочкой 240 и внутренней оболочкой 242. Между наружной оболочкой 240 и внутренней оболочкой 242 предусмотрено множество угловых ребер 244 и промежуточных ребер 246. Угловые ребра 244 и промежуточные ребра 246 предпочтительно от конца к концу проходят под углом 90 градусов, но возможны и другие углы, в зависимости от того, под каким углом должны присоединяться примыкающие панели 22. Наиболее распространенной формой ящика является прямоугольный сплошной шестигранный ящик, однако, формируя любые краевые элементы и угловые элементы так, чтобы они проходили под соответствующими углами, можно собирать ящики любой формы. Между наружной оболочкой 240 и внутренней оболочкой 242 предпочтительно предусмотрено, по меньшей мере, одно продольное ребро 248 таким образом, чтобы продольное ребро 248 образовывало, по существу, перпендикулярные пересечения 250 с угловыми ребрами 244 и промежуточными ребрами 246. Наружная оболочка 240 предпочтительно формируется с множеством выступов 256. Конструкция и функция выступов 256 будут подробнее рассмотрены ниже.
Пересечения 250 предпочтительно формируются в виде бобышек 250 с участками внутренней оболочки 242, закрывающими центры бобышек 250, которые удалены, с тем чтобы образовать множество объединенных монтажных отверстий 252 в краевом горизонтальном элементе 24 основания. Поскольку наружная оболочка 240 насквозь не протыкается, монтажные отверстия 252 не ухудшают воздухо- или водонепроницаемость ящика 10, позволяя при этом крепить приспособления, в частности опорные (монтажные) рамки, полки, ярусы, амортизирующие устройства, если требуется более надежное крепление приспособлений. В этом случае через наружную оболочку 240 просверливается отверстие, позволяющее через монтажное отверстие 252 вставить болт или другую крепежную деталь, в таком случае для сохранения воздухо- или водонепроницаемости ящика 10 может использоваться герметик. Наружная оболочка 240 предпочтительно формируется плоской поверхностью 254 на участке, закрывающем бобышки 250, с тем чтобы обеспечить пространство для шайб, головок болта или поверхностей других крепежных деталей.
Вышесказанное демонстрирует еще одну преимущественную особенность настоящего изобретения. В отличие от обычных фанерных ящиков, краевые элементы формируются в виде элементов с оболочкой из двух частей и с внутренними ребрами. Сформированные таким способом краевые элементы, соответственно, легче; они обладают большей воздухо- и водонепроницаемостью и большей стойкостью к ударным нагрузкам, превосходя, таким образом, более традиционное металлическое или иное сплошное окаймление.
Описание краевого вертикального элемента 26 основания в соответствии с вариантом осуществления настоящего изобретения будет представлено с использованием фиг.6A-G. Краевые вертикальные элементы 26 основания применяются для соединения примыкающих панелей 22, которые образуют боковые стороны основания 20. Краевой вертикальный элемент 26 основания имеет наружную оболочку 260 и внутреннюю оболочку 262. Между наружной оболочкой 260 и внутренней оболочкой 262 предусмотрено множество угловых ребер 264 и промежуточных ребер 266. Угловые ребра 264 и промежуточные ребра 266 предпочтительно формируются так, чтобы они проходили под углом 90 градусов, хотя их можно формировать и таким образом, чтобы они проходили под другими углами, как это описано выше в связи с краевым горизонтальным элементом основания. Между наружной оболочкой 260 и внутренней оболочкой 262 предпочтительно предусмотрено, по меньшей мере, одно продольное ребро 268 таким образом, что оно образует множество, по существу, перпендикулярных пересечений 270 с угловыми ребрами 264 и промежуточными ребрами 266. Пересечения 270 предпочтительно формируют в виде бобышек 270. Участки внутренней оболочки 262, закрывающие центры бобышек 270, удалены, с тем чтобы образовать множество монтажных отверстий 272, которые приспособлены для такого же применения, которое обсуждалось выше в связи с монтажными отверстиями 252. На наружной оболочке 260 предусмотрена плоская поверхность 274 для ее использования в связи с оснасткой, вставляемой через монтажные отверстия 272, как это рассматривается выше в связи с плоской поверхностью 254.
Краевой вертикальный элемент 26 основания наиболее предпочтительно формируется с неотделимым угловым элементом 276. В качестве альтернативы может предусматриваться отдельный угловой элемент, или же угловой элемент может составлять одно целое с краевыми горизонтальными элементами 24 основания. При соединении краевого вертикального элемента 26 основания между двумя панелями 22 неотделимый угловой элемент 276 проходит ниже соединения и приспособлен для соединения между двумя краевыми горизонтальными элементами 24 основания.
Теперь будет объяснено преимущественное расположение ребер на одной линии в панелях 22 и краевых элементах 24 и 26. Фиг.7 показывает разорванное изображение внутреннего угла основания 20 с внутренними половинами 228 панели, удаленными с тем, чтобы показать внутренние конструктивные особенности. Показанный внутренний угол сформирован путем соединения трех панелей 22 с двумя краевыми горизонтальными элементами 24 основания и краевым вертикальным элементом 26 основания. Там, где панель присоединяется к краевому элементу, образуется стык 70. Ряд ребер 222 заканчивается на стыке 70 (например, ребро 700 заканчивается на стыке 70а), а другие ребра 222 проходят параллельно стыку 70 (например, ребро 706 проходит параллельно стыку 70а). Угловые ребра 244, 264, краевые элементы 24, 26 заканчиваются на стыках 70 на двух сторонах краевого элемента (например, угловое ребро 702 заканчивается на стыках 70а и 70b). Как объяснено выше, промежутки между любыми двумя соседними параллельными ребрами 222 одинаковы. Наиболее предпочтительно, чтобы промежутки между любыми двумя соседними угловыми ребрами 244, 264 были также одинаковыми и равными промежутку между любыми двумя соседними параллельными ребрами 222.
Когда панели 22 и краевые элементы 24, 26 нарезают из заготовок так, чтобы изготовить ящик 10 желаемых габаритов, резы предпочтительно выполняются таким образом, чтобы ребра 222 и угловые ребра 244, 264, заканчивающиеся на стыках 70, были совмещены впритык друг с другом. При выполнении соединений, предпочтительно с помощью сварки нагретым инструментом, по существу, объединенные ребра будут формироваться через боковые стороны и вокруг краев и углов ящика 10. Например, ребро 700 и ребро 704 заканчиваются соответственно на стыках 70а и 70b. Угловое ребро 702 заканчивается на обоих стыках 70а и 70b. Стык 70а выполняется так, что торец ребра 700 присоединяется к торцу углового ребра 702. Стык 70b выполняется так, что торец ребра 704 присоединяется к другому торцу углового ребра 702. Будучи соединены таким способом, ребро 700, угловое ребро 702 и ребро 704 образуют объединенное ребро через стыки 70а и 70b. Аналогичным образом ребро 706, угловое ребро 708 и ребро 710 образуют объединенное ребро через стыки 70с и 70d, a ребро 712, угловое ребро 714 и ребро 716 образуют объединенное ребро через стыки 70е и 70f. Промежуточные ребра 246, 266 не присоединяются к ребрам 222 панели, но создают конструкцию краевого элемента, которая менее чувствительна к повреждениям и неправильному использованию.
Еще одним важным преимуществом настоящего изобретения является способность передавать усилия не только через панели, но и через краевые элементы и всю конструкцию ящика. Расположение на одной линии, которое создается множеством ребер по всему ящику, обеспечивает значительно большую прочность и жесткость при наличии легкого и более воздухо- и водонепроницаемого варианта ящика.
Благодаря использованию панелей 22 и краевых элементов 24, 26 с внутренними и наружными оболочками, максимально увеличен участок соединения стыка 70. Предпочтительно, чтобы промежуток между наружной оболочкой 220 панели и внутренней оболочкой 222 панели был равен промежутку между наружной оболочкой 240, 260 и внутренней оболочкой 242, 262 краевого элемента. Когда соединение осуществляется на стыке 70, то совмещены не только торцы ребер, но и края соответствующих внутренних и наружных оболочек, проходящие вдоль стыка 70. Когда соединение осуществляется при помощи сварки нагретым инструментом, то общая площадь сварного шва включает в себя как торцы ребер, так и соответствующие края внутренних и наружных оболочек. Использование панелей с оболочкой из двух частей и краевых элементов, присоединенных соответствующими краями внутренних и внешних оболочек, обеспечивает ящику гладкую и бесшовную внутреннюю часть, что является полезным для многих вариантов применения.
Как отмечалось выше, нераздельный угол 276 краевого вертикального элемента 26 основания приспособлен для соединения с краевыми горизонтальными элементами 24 основания. Геометрию такого соединения можно видеть на фиг.7. Нераздельный угол 276 проходит ниже стыков 70с и 70d. Предпочтительная внутренняя конструкция нераздельного угла 276 (наилучшим образом видная на фиг.6F) такова, что когда краевой горизонтальный элемент 24 основания присоединен так, как показано на фиг.7, продольное ребро 248 (не показанное на фиг.7, но проходящее под линией монтажных отверстий 272) находится на одной линии с угловым элементом жесткости 277 и присоединяется к нему (наилучшим образом это можно видеть на фиг.6А, В и F) в нераздельном угле 276. С помощью двух краевых горизонтальных элементов 24 основания, прикрепленных таким способом к внутреннему углу 276 через нераздельный угол 276, образуется, по существу, объединенное продольное ребро, причем, по существу, объединенное продольное ребро включается в продольное ребро 268 вертикального краевого элемента.
Из вышеуказанного ясно, каким образом настоящее изобретение предусматривает модульный ящик, по существу, с объединенными ребрами. Сосредоточенные силы, действующие на ящик 10, могут, таким образом, эффективно распределяться посредством внутренних ребер по всей конструкции ящика 10, что в результате дает чрезвычайно прочный и устойчивый к ударным нагрузкам ящик. Интегрирование ребристой конструкции через края и углы придает ящику дополнительную прочность в этих особенно восприимчивых к ударам местах. Конструкция с оболочкой из двух частей и с внутренними ребрами представляет большую, чем у хорошо известных фанерных ящиков, устойчивость к ударным нагрузкам и воздухо- и водонепроницаемость, при этом ее вес значительно меньше, чем вес фанерных ящиков для тяжелых нагрузок, спроектированных с обеспечением аналогичных параметров. Фиг.15 показывает боковой вид ящика 10 с изображенными пунктирными линиями внутренними ребрами, позволяющий понять расположение внутренних ребер на одной линии.
На фиг.8A-G показаны различные виды краевого элемента 28 линии разъема основания. Краевые элементы 28 линии разъема основания присоединяются к боковым панелям 22 основания 20 так, чтобы на основании 20 надежно помещалась крышка 40. Краевой элемент 28 линии разъема основания предпочтительно формируется с наружной оболочкой 280, внутренней оболочкой 282, множеством ребер 284 и промежуточных ребер 286. Чтобы обеспечить предпочтительное присоединение (как рассматривалось выше) к панели 22, промежуток между соседними параллельными ребрами 284 выбран равным промежутку между соседними параллельными ребрами 222 панели, а промежуток между наружной оболочкой 280 и внутренней оболочкой 282 вдоль края краевого элемента линии разъема, приспособленного для присоединения к панели 22, выбран равным промежутку между наружной оболочкой 220 панели и внутренней оболочкой 222 панели. Верхняя часть наружной оболочки 280 заглублена (утоплена) таким образом, что ребра 284 проходят за утопленной верхней частью наружной оболочки 280, образуя углубления 288.
Верхние торцы наружной оболочки 280 и внутренней оболочки 282 соединяются поверхностью 290 линии разъема. Поверхность 290 линии разъема проходит за утопленной верхней частью наружной оболочки 280, частично нависая над углублениями 288. Множество выступов, предпочтительно лепестков (лапок) 292, сформировано на части поверхности 290 линии разъема, нависая над углублениями 288. В направлении внутренней стороны поверхности 290 линии разъема предпочтительно предусмотрен вытянутый продольный гребень, или пенетратор 294 прокладки, проходящий на некотором удалении параллельно лепесткам 292. Лепестки 292 и пенетратор 294 прокладки приспособлены для зацепления с соответствующими деталями краевого элемента 42 линии разъема крышки, что будет описано ниже. Кроме того, предпочтительно, чтобы краевой элемент линии разъема основания был сформирован так, чтобы он включал в себя множество розеток 296. Розетки 296 предпочтительно сформированы в виде бобышек, проходящих между наружной оболочкой 280 и внутренней оболочкой 282 с доступом через отверстия, выполненные во внутренней оболочке 282. Розетки 296 предпочтительно размещены в розеточных парах и выполнены с возможностью монтажа оснастки, что будет подробно объяснено ниже.
Угловые элементы 30 линии разъема основания, показанные в различных видах на фиг.9А-С, присоединяются к верхним частям краевых вертикальных элементов 26 основания и соединяются между краевыми элементами 28 линии разъема основания. Угловой элемент 30 линии разъема основания предпочтительно сформирован с наружной оболочкой 300 и внутренней оболочкой 302. Верхняя часть наружной оболочки 300 утоплена на краях углового элемента 30 линии разъема основания, приспособленного для соединения с краевым элементом 28 линии разъема основания, так чтобы соответствовать профилю наружной оболочки 280. На нижнем краю углового элемента 30 линии разъема основания промежуток между наружной оболочкой 280 и внутренней оболочкой 282 соответствует промежутку между наружной оболочкой 260 и внутренней оболочкой 262 краевого вертикального элемента основания.
Предусматривается множество ребер 304, по меньшей мере, одно из которых продолжает линию продольного ребра 268 краевого вертикального элемента основания. Верхние торцы 300 наружной оболочки и верхние торцы 302 внутренней оболочки соединяются поверхностью 310 линии разъема, соответствующей поверхности 290 линии разъема. Линия пенетратора 294 прокладки продолжена поперек поверхности 310 линии разъема посредством криволинейного гребня или пенетратора 314 прокладки.
Теперь будет рассмотрена конструкция крышки 40. Панель 22, образующая верх крышки 40, предпочтительно формируется идентично панелям 22, которые образуют боковые стороны и днище основания 20. Фиг.10A-G показывают различные виды краевого элемента 42 линии разъема крышки. Краевой элемент 42 линии разъема крышки приспособлен для присоединения к панели 22 и формируется таким образом, чтобы надежно приниматься краевым элементом 28 линии разъема основания. Краевой элемент 42 линии разъема крышки имеет наружную оболочку 420 и внутреннюю оболочку 422. Внутренняя оболочка 422 предпочтительно закрывает не все внутренние поверхности краевого элемента 42 линии разъема крышки, но лишь внутреннюю поверхность вдоль края, приспособленного для соединения с панелью 22. Наличие внутренней оболочки 422 вдоль этого края увеличивает площадь сварного шва при приварке с помощью нагретого инструмента панели 22 к краевому элементу 42 линии разъема крышки. Краевой элемент 42 линии разъема крышки имеет также множество ребер 424 и промежуточных ребер 426. Ребра 424 и промежуточные ребра 426 предпочтительно проходят под углом 90 градусов, так что краевой элемент линии разъема крышки обеспечивает как край для присоединения к панели 22, образующей верх крышки 40, так и поверхность 430 линии разъема для приема краевым элементом 28 линии разъема основания. Предпочтительно предусмотрено продольное ребро 427, формирующее множество пересечений, по существу, перпендикулярных ребрам 424 и промежуточным ребрам 426.
Наружная оболочка 420 утоплена на вертикальной части краевого элемента 42 линии разъема крышки, так что ребра 424 выступают за наружную оболочку 420 на вертикальной части, образуя множество углублений 428, которые соответствуют углублениям 288 на краевом элементе 28 линии разъема основания. Краевой элемент 42 линии разъема крышки предпочтительно имеет множество выступов 429, сформированных на наружной оболочке 420, и множество розеток 436, расположенных вдоль продольного ребра 427. Розетки 436 предпочтительно сформированы в виде бобышек, проходящих внутрь от наружной оболочки 420 и выполненных в виде розеточных пар. Поверхность 430 разъема предпочтительно включает множество углублений 432 поверхности разъема для приема лепестков 292 поверхности 290 линии разъема основания. На расстоянии от углублений 432 на поверхности 430 линии разъема находится непрерывный паз, предпочтительно паз 434 прокладки. Паз 434 и пенетратор 294 прокладки работают совместно, как указано ниже.
Угловые элементы 44 линии разъема крышки, показанные в различных видах на фиг.11А-С, соединяют торцы соседних краевых элементов 42 линии разъема крышки и принимаются угловыми элементами 30 линии разъема основания. Угловые элементы 44 линии разъема крышки включают наружную оболочку 440. Внутренняя оболочка 442 предпочтительно предусмотрена только для соответствия с внутренней оболочкой 422 краевого элемента 42 линии разъема крышки. Предусматривается множество вертикальных ребер 444, а также угловое ребро 447. Угловое ребро 447 предпочтительно проходит под углом 90 градусов и при присоединении к краевому элементу 42 линии разъема крышки располагается на одной линии с продольным ребром 427, формируя, как отмечалось выше, объединенное ребро. На одной линии с поверхностью 430 линии разъема предусмотрена поверхность 450 линии разъема, так что при присоединении углового элемента 44 линии разъема к краевому элементу 42 линии разъема линия паза 434 прокладки продолжается через криволинейный паз 454.
Объяснение совместной работы поверхности 430 линии разъема крышки и поверхности 290 линии разъема основания будет дано со ссылкой на фиг.12А-С. Фиг.12А-С показывают различные виды краевого элемента 42 линии разъема крышки, расположенного над краевым элементом 28 линии разъема основания, так что поверхности 430 и 290 линии разъема находятся на одной линии. Линия разъема обычно включает четыре пары противолежащих краевых элементов и четыре пары противолежащих угловых элементов, но поскольку зацепление предпочтительно аналогичное, то для простоты показана только одна пара противолежащих краевых элементов. Если краевые элементы 42 и 28 притягиваются друг к другу с помощью стяжек или других средств крепления крышки, известных специалистам в данной области техники, лепестки 292 вставляются в углубления 432. Понятно, что эти многократно взаимосвязанные поверхности значительно снижают вероятность того, что сдвигающие усилия, например, такие, которые образуются, когда ящик 10 роняют на угловой элемент или краевой элемент крышки, приведут к отделению крышки 40 от основания 20.
Паз 434, который проходит непрерывно вдоль линии разъема крышки, приспособлен для приема сжимаемой прокладки (не показана). При стягивании крышки 40 с основанием 20 пенетратор 294 прокладки сжимает прокладку в пазу 434 вдоль всего периметра линии разъема, создавая воздухо- и водонепроницаемое уплотнение.
Теперь, со ссылкой на фиг.13А-Е, будет приведено объяснение преимущественного взаимодействия между выступами 256 на краевом горизонтальном элементе 24 основания и выступами 429 на краевом элементе 42 линии разъема крышки. Фиг.13А показывает перспективный вид краевого горизонтального элемента 24 основания, расположенного над элементом 42 линии разъема крышки, повернутый в целях лучшей иллюстрации. Фиг.13В-Е показывают различные виды тех же элементов перед зацеплением и после зацепления. Выступы 256 и 429 предпочтительно сформированы в виде крестиков и лепестков таким образом, что четыре лепестка зацепляют противоположный крестик. Когда два ящика укладываются в штабель, взаимодействующие лепестки и крестики, сформированные на краевом горизонтальном элементе 24 основания одного ящика, и краевой элемент 42 линии разъема крышки второго ящика зацепляются, предотвращая поперечное проскальзывание между ящиками во всех направлениях. Когда размеры двух ящиков в направлении осей Х и Y одинаковы, ящики могут быть уложены в штабель так, что лепестки и крестики взаимодействуют вдоль всех противолежащих пар краевых элементов. Если размеры двух ящиков в направлении осей Х и Y неодинаковы, то выравнивание, по меньшей мере, одного угла позволяет лепесткам и крестикам взаимодействовать вдоль, по меньшей мере, двух пар противолежащих краевых элементов.
Из вышеизложенного становится понятным, каким образом формованные выступы и/или углубления на краевых горизонтальных элементах 24 основания, краевых элементах 28 линии разъема основания и краевых элементах 42 линии разъема крышки, которые предусмотрены на модульном ящике 10, обеспечивают взаимодействие противоположных верхней и нижней поверхностей двух или более штабелированных ящиков, а также противоположных поверхностей линии разъема на данном ящике.
Фиг.14А-В показывают вид спереди и вид сзади боковой стороны ящика 10 в соответствии с предпочтительным вариантом осуществления настоящего изобретения, к которому надежно прикреплена оснастка. В частности, показаны две рукоятки 800 в сборе, присоединенные к панели 22, образующей боковую сторону ящика 10, а также показаны три стяжки 900 в сборе, которые прикреплены к краевому элементу 28 линии разъема основания и к краевому элементу 42 линии разъема крышки и стягивают вместе эти краевые элементы. Разумеется, при необходимости можно прикрепить иное количество рукояток, стяжек и другой оснастки, известной специалистам в данной области техники. Как можно видеть на фиг.14В, никакие элементы рукояток 800 в сборе или стяжек 900 в сборе не выдаются за внутреннюю поверхность боковой стороны ящика 10.
Лучше всего крепление рукояток 800 в сборе можно видеть на фиг.14С, на которой рукоятки 800 в сборе показаны удаленными в целях лучшей иллюстрации. Рукоятка 800 в сборе включает в себя рукоятку 802, смонтированную с возможностью поворота внутри монтажного гнезда 804, причем монтажное гнездо ограничено четырьмя сторонами 805 (частично можно видеть две из них). Перпендикулярно наружным краям боковых сторон 805 предусматривается монтажный фланец 806. На фланце 806 предусмотрено множество монтажных отверстий 807. Известны и другие конструкции рукояток, которые также можно использовать. Изображенная конструкция рукоятки 800 в сборе является предпочтительной, поскольку она обеспечивает рукоятки достаточного размера и при этом не дает существенного увеличения общих габаритов ящика 10.
Рукоятка 800 в сборе помещается в панели 22 путем удаления части наружной оболочки 220 и ребер 224, с тем чтобы образовать углубление 808 для рукоятки, соответствующее размерам монтажного гнезда 804. Внутреннюю оболочку 222 предпочтительно оставлять нетронутой. Когда монтажное гнездо 804 вставляется во впадину 808 рукоятки, монтажный фланец 806 примыкает к наружной оболочке 220 вокруг впадины 804 рукоятки. Рукоятка в сборе прикрепляется к ящику 10 с помощью винтов или других крепежных деталей, вставляемых через монтажные отверстия 807 и множество отверстий 810 на участке наружной оболочки 220, к которой примыкает монтажный фланец 806, однако предпочтительно не через внутреннюю оболочку 222. Рукоятка 800 в сборе предпочтительно размещается так, что монтажные отверстия 807 и отверстия 810 расположены на одной линии с бобышками 230 (см. фиг.4), так что винты или другие крепежные детали надежно зацепляют внутреннюю часть бобышек 230. Силы, действующие на прикрепленную таким образом рукоятку 800, распределяются через стенки 805 к ребрам 222 и, следовательно, эффективно распределяются по широкой области ящика 10.
Крепление стяжек 900 в сборе можно легко понять из фиг.14E-F, где в целях иллюстрации стяжки 900 в сборе показаны удаленными. Стяжка 900 в сборе имеет стяжку 902 и запор 904 стяжки и предпочтительно присоединяется в соответствующих углублениях 428 и 288 на краевых элементах 42 линии разъема крышки и краевых элементах 28 линии разъема основания, соответственно, с закреплением заклепками 906 или другими крепежными деталями, вставляемыми через множество отверстий 908 в наружных оболочках 420 и 280. Другие типы стяжек в сборе известны специалистам в данной области техники и также могут применяться. Использование показанных узлов в сборе, смонтированных в углублениях 428 и 288, предоставляет возможность крепления стяжек в сборе без увеличения общих габаритов ящика 10, снижая при этом вероятность того, что стяжки 900 в сборе будут повреждены или подвергнутся удару во время транспортировки груза.
Участок поверхности 290 линии разъема, нависающий над углублением 288, и соответствующий участок поверхности 430 линии разъема предпочтительно удалены, с тем чтобы стяжка 902 и запор 904 стяжки могли лежать в одной плоскости. Такое частичное удаление поверхностей линий разъема на воздухо- и/или водонепроницаемости не сказывается, поскольку паз 434 прокладки и пенетратор 294 прокладки совершенно не затронуты. Отверстия 908 предпочтительно выполняют в наружных оболочках 420 и 280 так, чтобы соответствовать парам розеток 436 и 296, с тем чтобы каждая заклепка 906 проходила в соответствующую розетку 436 или 296 через отверстие 908.
Монтажные вставки 910 (видимые в увеличенном масштабе на фиг.14F) взаимодействуют с розетками 436 и 296, с тем чтобы распределить силы, действующие от заклепок 906 на наружные оболочки 420 и 280, и сохранить воздухо- и водонепроницаемость ящика 10. Монтажные вставки 910 имеют корпус 912, по существу, соответствующий объему розетки 436 или 296, наружную поверхность 914 и внутреннюю поверхность 916. Корпус 912 сформирован с компенсационным зазором 918. Корпус 912 снабжен также кольцевой прокладкой 919, размещенной в пазу рядом с внутренней поверхностью 916. На наружной поверхности 914 предпочтительно предусматривается носик 920. Канал 922 начинается на носике 920 и проходит через наружную поверхность 914 в корпус 912. Канал 922 имеет размер, при котором он плотно принимает заклепку 906. Предпочтительно канал 922 не проходит через внутреннюю поверхность 916. Если канал 922 проходит через внутреннюю поверхность 916, то для сохранения воздухо- и водонепроницаемости можно использовать какой-либо дополнительный герметик.
Отверстия 908 в наружной оболочке 420 и 280 имеют такие размеры, при которых при введении монтажной вставки 910 в розетку 436 или 296 они плотно облегают носики 922 монтажных вставок. При таком введении кольцевая прокладка 919 уплотнительным образом захватывает стенки розетки 436 или 296, предотвращая сообщение через отверстия 908 с внутренней частью ящика 10. Когда стяжка 900 в сборе крепится заклепкой 906, заклепка 906 входит в канал 922 (компенсационный зазор 918 позволяет корпусу 912 при приеме заклепки 906 расширяться), так что силы, действующие на заклепку 906, передаются не непосредственно на стенки отверстия 908, а распределяются, вместо этого, по большей площади.
Из вышеизложенного можно видеть, как особенности настоящего изобретения, такие как панели с оболочкой из двух частей и краевые элементы, розетки, бобышки и монтажные вставки обеспечивают возможность надежного прикрепления оснастки, сохраняя при этом воздухо- и водонепроницаемость ящика 10. Силы, действующие на прикрепляемую таким образом оснастку, эффективно распределяются по большим, нежели у обычных ящиков, площадям, минимизируя вероятность отделения оснастки, вытягивания заклепочных отверстий и сопутствующих проблем.
Несмотря на то что многие преимущества настоящего изобретения становятся очевидными из приведенного описания предпочтительного варианта осуществления изобретения, следует понимать, что настоящее изобретение не ограничивается таким вариантом его осуществления. Специалистам в данной области техники ясно, что в объеме настоящего изобретения возможны многие изменения и варианты.
Кроме того, в объеме настоящего изобретения могут быть использованы конструкции панелей, не относящиеся к панелям 22 с оболочкой из двух частей. Например, несмотря на то что панель 22 с оболочкой из двух частей обеспечивает исключительную прочность и предусматривает высокую воздухо- и/или водонепроницаемость, даже если к ящику 10 прикреплена различная оснастка, в тех вариантах применения, в которых желателен более легкий ящик или же воздухо- и/или водонепроницаемость не является определяющим фактором конструкции, можно применять конструкции панелей, таким образом, чтобы сохранить многие из достоинств двухпанельной конструкции, добившись существенного снижения веса.
Другие варианты осуществления панелей будут описаны со ссылкой на фиг.16-20. На фиг.16 панель 1022 включает пересекающиеся ребра 1024, сформированные на оболочке 1026 панели. Пересекающиеся ребра 1024 пересекаются с формированием бобышек 1030. Бобышки 1030 могут с захватом принимать резьбовой винт или подобный элемент. Панель 1122, показанная на фиг.17, аналогична панели 1022, за исключением того, что пересекающиеся ребра 1124 на оболочке панели 1126 не образуют бобышки на пересечениях 1130.
На фиг.18 панель 1222 имеет замкнутые ребра 1224, сформированные на оболочке 1226 панели. Каждое из замкнутых ребер 1224 имеет оболочку 1228 ребра. Замкнутые ребра 1224 не пересекаются, но, тем не менее, позволяют, чтобы крепления осуществлялись на участке между оболочкой 1226 панели и оболочкой 1228 ребра без создания риска для воздухо- и/или водонепроницаемость панели 1222. Панель 1322, как это показано на фиг.19, имеет ребра 1324, сформированные на оболочке 1326 панели. Ребра 1324 проходят параллельно и не пересекаются, что делает панель 1322 очень легкой по сравнению с другими вариантами осуществления панелей.
Как видно на фиг.20, панель 1422 сформирована противолежащими оболочками 1424, 1426 панели на поверхностях соответствующих пересекающихся полуребер 1428 способом, аналогичным панели 22, как это было описано выше. Чтобы уменьшить общий вес панели 1422, сформировано множество участков 1430 углублений путем удаления оболочки 1426 панели и полуребер 1428 на участках 1430 углублений, как правило, с использованием механической обработки или подобной операции. На участках, где оболочка 1426 панели остается нетронутой, проходы через только одну из оболочек 1424, 1426 панели не будут подвергать риску воздухо- и/или водонепроницаемость панели 1422.
Панели по фиг.16-20 для формирования модульного ящика могут соединяться с использованием уже описанных краевых элементов ящика и угловых элементов. В качестве варианта в целях дальнейшего уменьшения общего веса модульного ящика может быть модифицирована конструкция краевых элементов и/или угловых элементов совершенно аналогично альтернативным вариантам осуществления панели.
Несмотря на то что из описанных вариантов осуществления становятся очевидными многие преимущества настоящего изобретения, ясно, что настоящее изобретение не ограничивается такими вариантами осуществления. Специалистам в данной области техники ясно, что в объеме настоящего изобретения может быть много изменений и вариантов.
| название | год | авторы | номер документа |
|---|---|---|---|
| ИНТЕГРАЛЬНАЯ ИНТЕЛЛЕКТУАЛЬНАЯ ШАХТНАЯ ЛАМПА | 2021 |
|
RU2788946C1 |
| МОДУЛЬНАЯ МНОГОСЛОЙНАЯ НАВЕСНАЯ ФАСАДНАЯ СИСТЕМА И СПОСОБ ЕЁ МОНТАЖА | 2021 |
|
RU2777232C1 |
| СБОРОЧНЫЕ УЗЛЫ ИГЛЫ С ШАРНИРНЫМ КОЛПАЧКОМ И СВЯЗАННЫЕ СПОСОБЫ | 2015 |
|
RU2676563C2 |
| ЗАЩИТНАЯ КРЫШКА И БОРТОВОЕ УСТРОЙСТВО | 2019 |
|
RU2761972C1 |
| МОДУЛЬНЫЕ СОЕДИНИТЕЛИ ДЛЯ ОСВЕТИТЕЛЬНОГО УСТРОЙСТВА В СБОРЕ | 2017 |
|
RU2719338C2 |
| ЗАЩИТНЫЙ КОЖУХ | 1999 |
|
RU2216059C2 |
| АКТИВНЫЙ БУФЕР ДЛЯ ТРАНСПОРТНОГО СРЕДСТВА (ВАРИАНТЫ) | 2015 |
|
RU2683717C2 |
| ФУНДАМЕНТ ДЛЯ ВЕТРОЭНЕРГЕТИЧЕСКОЙ УСТАНОВКИ | 2019 |
|
RU2782228C2 |
| МОДУЛЬНОЕ ЗДАНИЕ | 2013 |
|
RU2678341C2 |
| ЯЩИК | 2006 |
|
RU2402252C2 |
Модульный ящик содержит панели ящика, имеющие ребра панелей, краевые элементы ящика, имеющие ребра краевого элемента. При этом краевые элементы ящика соединены с панелями ящика, а угловые элементы имеют ребра углового элемента. Причем угловые элементы присоединены между краевыми элементами ящика. При этом панели ящика и краевые элементы ящика соединены с совмещением между собой ребер краевых элементов и ребер панелей. А краевые элементы ящика и угловые элементы соединены с совмещением между собой ребер краевого элемента и ребер углового элемента для формирования, по существу, объединенных ребер, распределяющих действующее на модульный ящик усилие. Заявленная группа изобретений также относится к способу изготовления модульного ящика. Предложенная группа изобретений обеспечивает создание модульного ящика, который обеспечивает получение ящика, имеющего максимальную прочность и стойкость к ударным нагрузкам, конструктивную целостность и водонепроницаемость, причем панели ящика могут отдельно нарезаться по размеру для изготовления модульных ящиков различного размера. 2 н. и 9 з.п. ф-лы, 59 ил.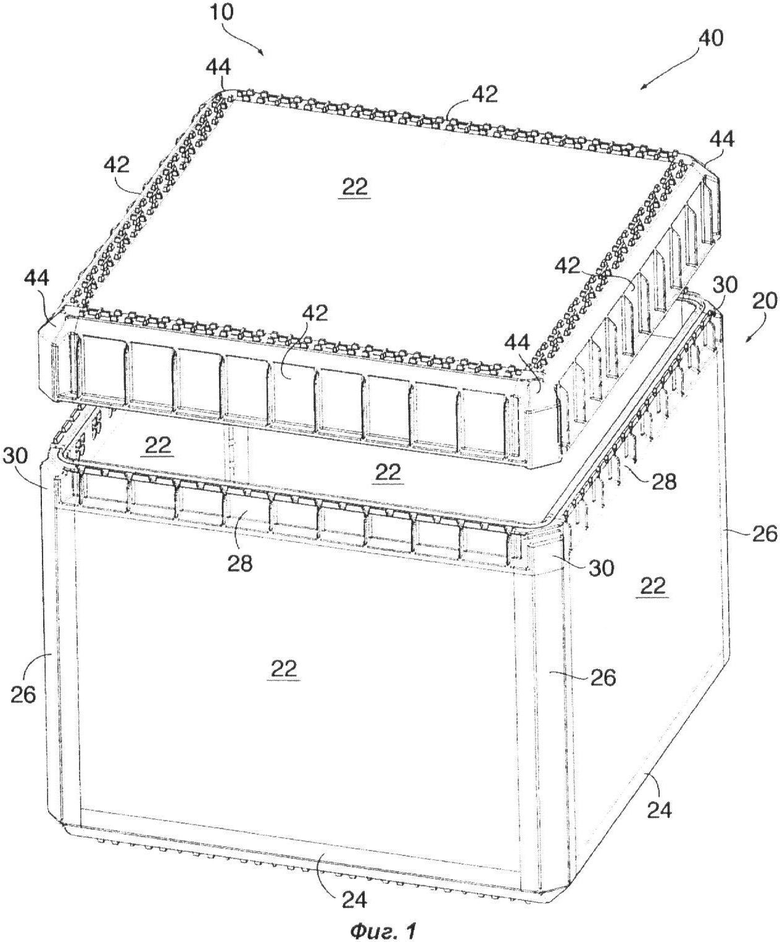
1. Способ изготовления модульного ящика, включающий следующие этапы: изготовление базовой панели, имеющей оболочку и ребра жесткости панели, выходящие из нее в наружном направлении; изготовление базового краевого элемента, имеющего оболочку и ребра жесткости краевого элемента, выходящие из него в наружном направлении; нарезка базовой панели на панели ящика в соответствии с предварительно заданным размером модульного ящика; нарезка базового краевого элемента на краевые элементы ящика в соответствии с предварительно заданным размером модульного ящика; и сопряжение между собой панелей ящика и краевых элементов ящика для формирования модульного ящика, при этом ребра жесткости панели совмещают впритык с ребрами жесткости краевого элемента для формирования, по существу, объединенных ребер, распределяющих действующее на модульный ящик усилие.
2. Способ по п.1, отличающийся тем, что при сопряжении между собой панелей ящика и краевых элементов ящика для формирования модульного ящика приваривают нагретым инструментом панели ящика к краевым элементам ящика.
3. Способ по п.1, отличающийся тем, что при изготовлении базовой панели, имеющей оболочку и ребра жесткости панели, выходящие из нее в наружном направлении, изготавливают базовую панель, имеющую оболочку из двух частей с ребрами жесткости панели, проходящими между частями оболочки.
4. Способ по п.3, отличающийся тем, что дополнительно включает следующие этапы: удаление секции одной части оболочки одной из панелей ящика, при этом размеры секции задают в соответствии с размером оснастки в сборе; и закрепление оснастки в сборе в указанной секции, при этом оснастка в сборе не проникает через другую часть оболочки одной из панелей ящика.
5. Способ по п.1, отличающийся тем, что при изготовлении базового краевого элемента, имеющего оболочку и ребра жесткости краевого элемента, выходящие из него в наружном направлении, изготавливают базовый краевой элемент, имеющий оболочку из двух частей с ребрами жесткости краевого элемента, проходящими между частями оболочки.
6. Способ по п.1, отличающийся тем, что дополнительно включает следующие этапы: изготовление угловых элементов, имеющих оболочку и ребра жесткости углового элемента, выходящие из него в наружном направлении; и сопряжение угловых элементов с краевыми элементами ящика, при этом ребра жесткости углового элемента совмещают впритык с ребрами жесткости панели для формирования, по существу, объединенных ребер, распределяющих действующее на модульный ящик усилие.
7. Модульный ящик, содержащий панели ящика, имеющие ребра панелей; краевые элементы ящика, имеющие ребра краевого элемента, причем краевые элементы ящика соединены с панелями ящика; и угловые элементы, имеющие ребра углового элемента, причем угловые элементы присоединены между краевыми элементами ящика, при этом панели ящика и краевые элементы ящика соединены с совмещением между собой ребер краевых элементов и ребер панелей, а краевые элементы ящика и угловые элементы соединены с совмещением между собой ребер краевого элемента и ребер углового элемента для формирования, по существу, объединенных ребер, распределяющих действующее на модульный ящик усилие.
8. Модульный ящик по п.7, отличающийся тем, что краевые элементы ящика включают краевые элементы линии разъема, а угловые элементы включают угловые элементы линии разъема, при этом краевые элементы линии разъема и угловые элементы линии разъема соединены с образованием основания и крышки, причем основание и крышка соединены по линии разъема.
9. Модульный ящик по п.7, отличающийся тем, что имеет внутреннюю и наружную оболочку.
10. Модульный ящик по п.9, отличающийся тем, что имеет монтажное отверстие в одной из наружной и внутренней оболочек, причем монтажное отверстие не проходит в другую из указанных оболочек.
11. Модульный ящик по п.10, отличающийся тем, что монтажное отверстие выполнено в виде углубления для ручки.
| DE 202005014932 U1, 24.11.2005 | |||
| US 5555980 А, 17.09.1996 | |||
| US 2004124191 A1, 01.07.2004 | |||
| СПОСОБ ОЧИСТКИ СТОЧНОЙ ЖИДКОСТИ | 1995 |
|
RU2092443C1 |
| 0 |
|
SU286590A1 | |

