Область техники, к которой относится изобретение
Настоящее изобретение относится главным образом к активному буферу для защиты пассажира транспортного средства в случае аварии, в частности, направлено на увеличение прочности соединения между расширяемой камерой и стенкой отделки салона, которые изготовлены в отдельных процессах литья под давлением.
Уровень техники
Активный буфер является устройством для защиты пассажира транспортного средства и имеет наполняемую газом камеру для поглощения ударов и уменьшения травматизма пассажиров в случае аварии. В отличие от раскрываемых воздушных подушек, которые выходят из различных отверстий при надувании, активные буферы используют саму поверхность отделки салона для расширения в начале аварии для поглощения силы удара и рассеивания энергии за счет действия наполняющего газа. В патенте США №8,205,909 от 26 июня 2012 г., описан активный коленный буфер, встраиваемый в дверцу перчаточного ящика и имеющий малый вес и привлекательный вид, данный документ включен в настоящую заявку посредством ссылки. В патенте США №8,474,868 от 2 июля 2013 г. описана типовая конструкция, в которой активный буфер имеет наружную стенку или обращенную к пассажиру декоративную панель, закрепленную на внутренней стенке или панели вдоль герметизированного контура, данный документ также включен в настоящую заявку посредством ссылки. Одна или обе стенки являются деформируемыми для создания надувной камеры. Например, внутренняя стенка может иметь складчатую область (типа гармошки), которая выпрямляется в процессе надувания. Стенки изначально удалены друг от друга на небольшое расстояние, когда находятся в нераскрытом, ненаполненном состоянии. Это позволяет нагнетаемому газу проникнуть внутрь, обеспечивая раскрытие по всей панели.
Внутренняя стенка и наружная стенка типового активного буфера состоят из литого термопластика, такого как полиэтилен, полиолефин или ПВХ. Обычно они изготовлены литьем под давлением, но также могу быть выполнены литьем с раздувом. При раздельном формировании стенки должны быть герметично соединены по контуру для образования надувной камеры. Соединение должно быть прочным для сопротивления разрыву в результате воздействия высоких давлений в процессе наполнения.
Известным способом герметизации стенок камеры является горячая сварка, при которой производится нагревание соединяемых поверхностей и их сдавливание друг с другом. В качестве примера можно привести процесс сварки горячим инструментом, инфракрасной сварки и лазерной сварки. Вокруг внешнего контура внутренней стенки (камеры) предусмотрен в целом плоский сварной бортик, который может быть состыкован с плоской поверхностью наружной стенки (отделки). Наружная стенка и/или внутренние поверхности также могут иметь выступающие вверх ребра, которые увеличивают прочность сварки за счет проплавления и проникновения в сварной бортик или другую противолежащую поверхность в процессе горячей сварки, в котором свариваемые области нагревают и затем сдавливают. Несмотря на проникновение сварных ребер, разделение сварных швов продолжает являться потенциальной причиной неисправностей активных буферов.
Раскрытие изобретения
В одном аспекте изобретения представлен активный буфер для установки на поверхности декоративно-отделочной панели салона транспортного средства. Формованная пластиковая наружная декоративная панель имеет замкнутый соединительный участок на внутренней поверхности. Формованная пластиковая надувная камера имеет центральный крепежный участок, предназначенный для крепления к каркасу транспортного средства, соединительный бортик по краевому контуру и разделительный (барьерный) участок между центральным крепежным участком и соединительным бортиком. Соединительный участок панели и/или соединительный бортик имеет множество кольцевых ребер. Соединительный участок и соединительный бортик соединяют в зоне термической сварки путем их сплавления. В соединительный участок или в соединительный фланец в процессе формования вставлен хребтовый (несущий) элемент. Хребтовый элемент выступает между смежными кольцевыми ребрами, при этом он не плавится в процессе горячей сварки соединительного участка и соединительного бортика, так что их соединение инкапсулирует выступающую часть хребтового элемента в зоне горячей сварки.
Краткое описание чертежей
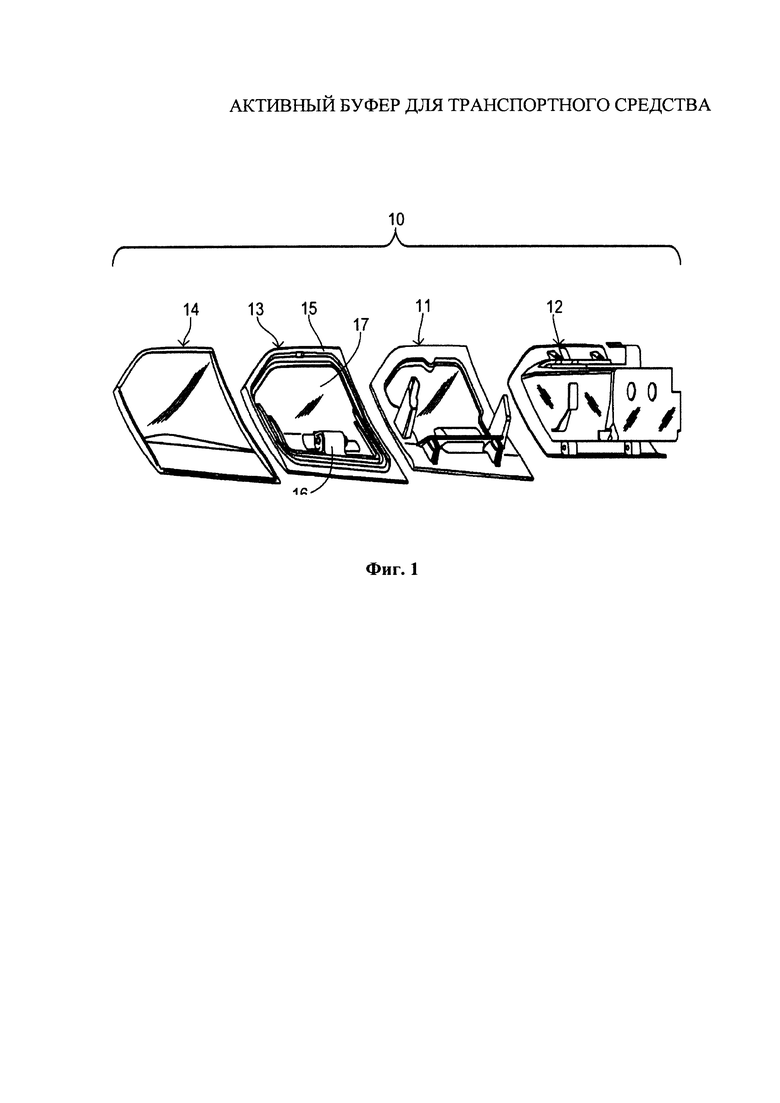
На Фиг. 1 изображен развернутый вид известной типовой системы дверцы перчаточного ящика с активным коленным буфером, к которой может быть применено настоящее изобретение.
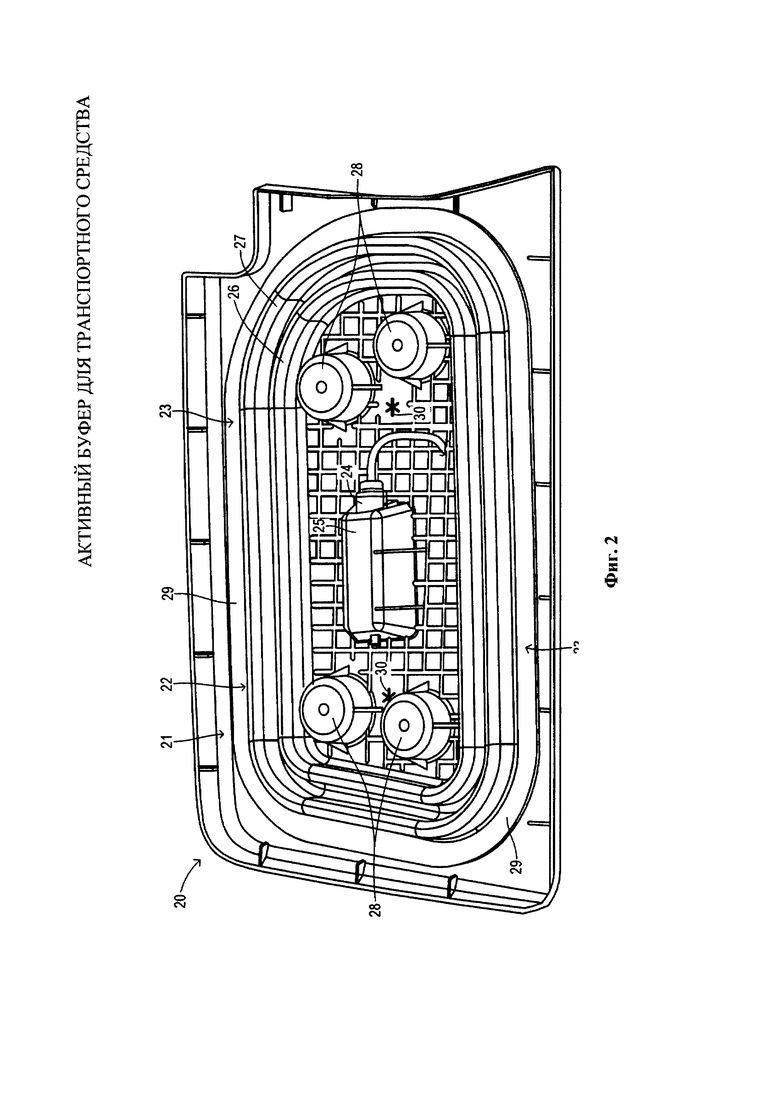
На Фиг. 2 изображен вид сзади наружной декоративной панели, соединенной со стенками камеры активного буфера, известного из уровня техники.
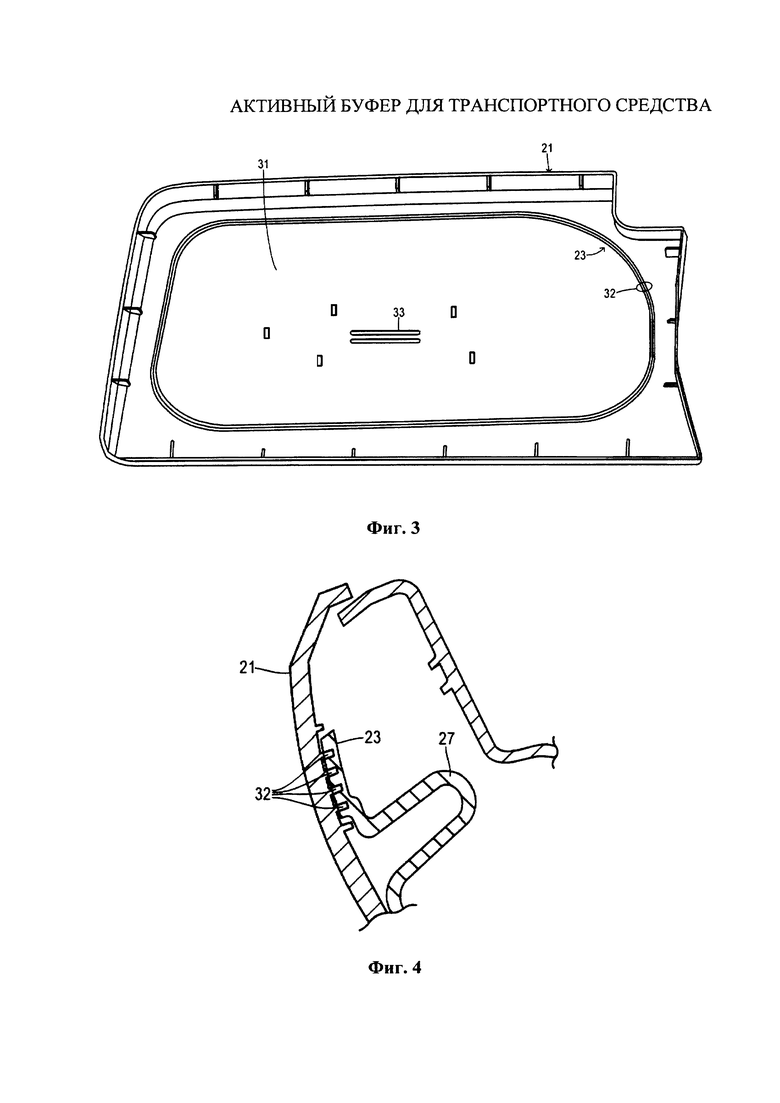
На Фиг. 3 изображен общий вид наружной декоративной панели с Фиг. 2, известной из уровня техники, с убранной стенкой камеры.
На Фиг. 4 изображен поперечный разрез известного из уровня техники сварного соединения между декоративной панелью и стенкой камеры.
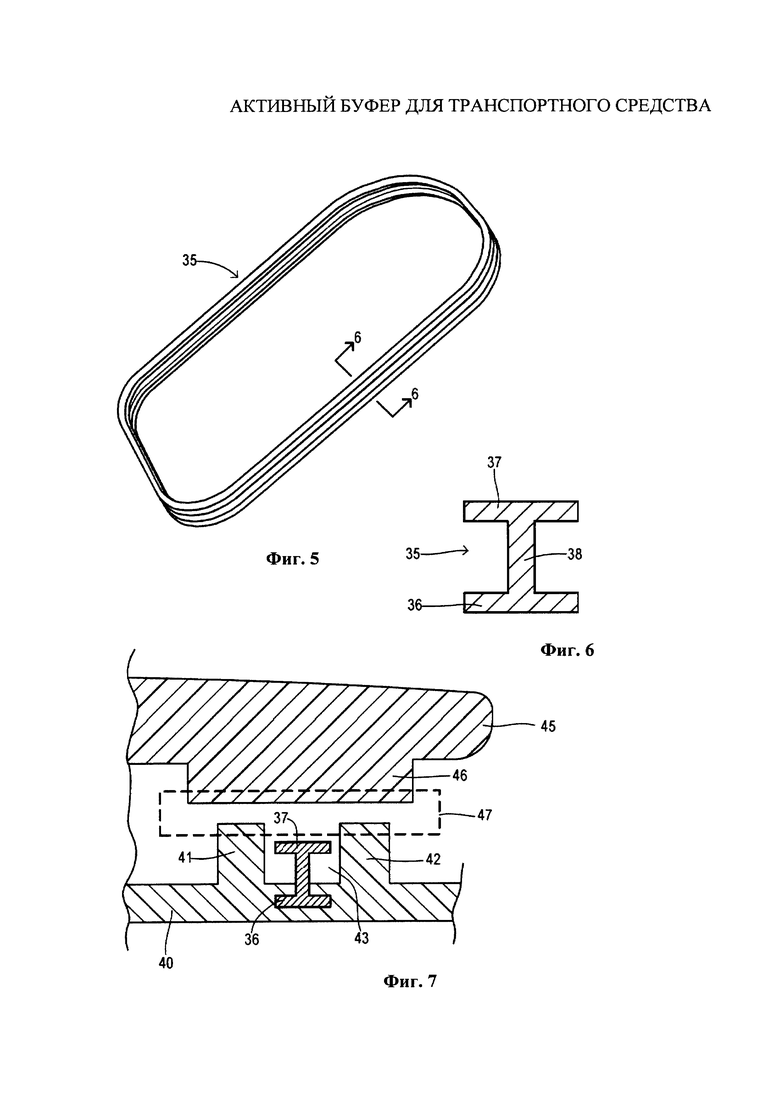
На Фиг. 5 представлен общий вид одного варианта хребтового элемента, который имеет I-образное поперечное сечение, перед формованием со вставкой в наружную декоративную панель.
На Фиг. 6 представлен поперечный разрез хребтового элемента с Фиг. 5, выполненный по линии 6-6.
На Фиг. 7 представлен вид в поперечном сечении одного варианта наружной декоративной панели, вставленного хребтового элемента и внутренней стенки камеры перед процессом горячей сварки.
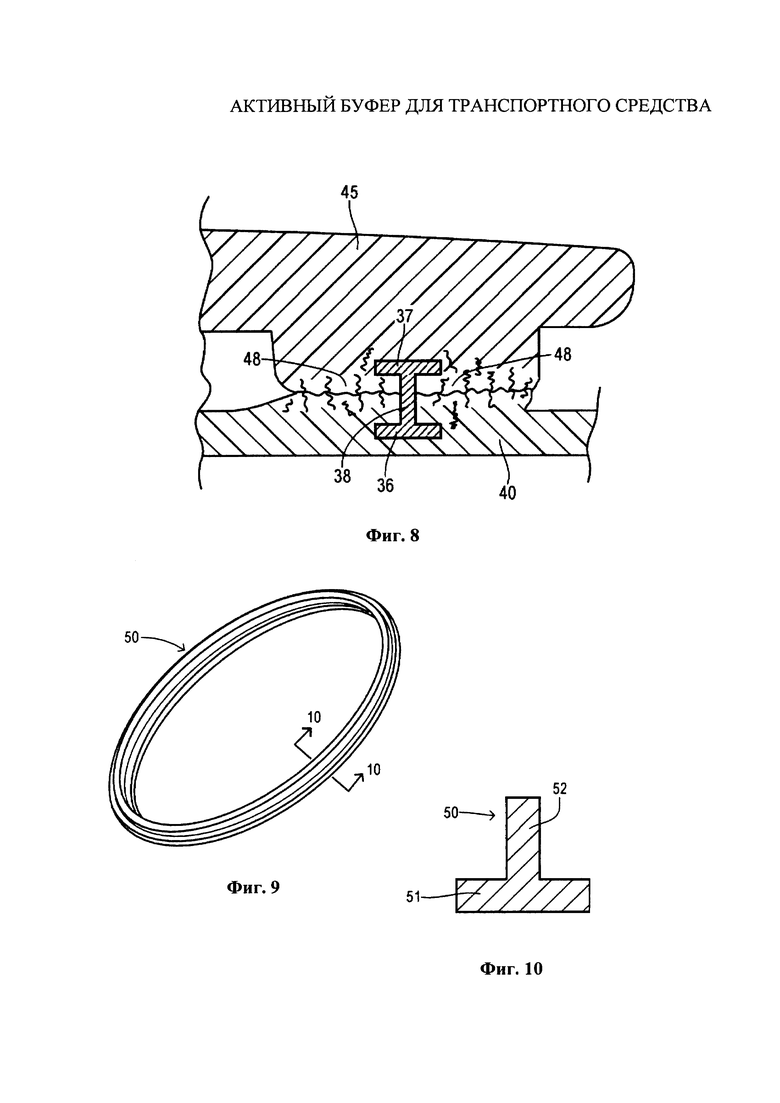
На Фиг. 8 представлен вид в поперечном сечении декоративной панели, вставленного хребтового элемента и внутренней стенки камеры с Фиг. 7 после горячей сварки.
На Фиг. 9 изображен общий вид другого варианта хребтового элемента, который имеет Т-образное поперечное сечение.
На Фиг. 10 представлен поперечный разрез хребтового элемента с Фиг. 9, выполненный по линии 10-10.
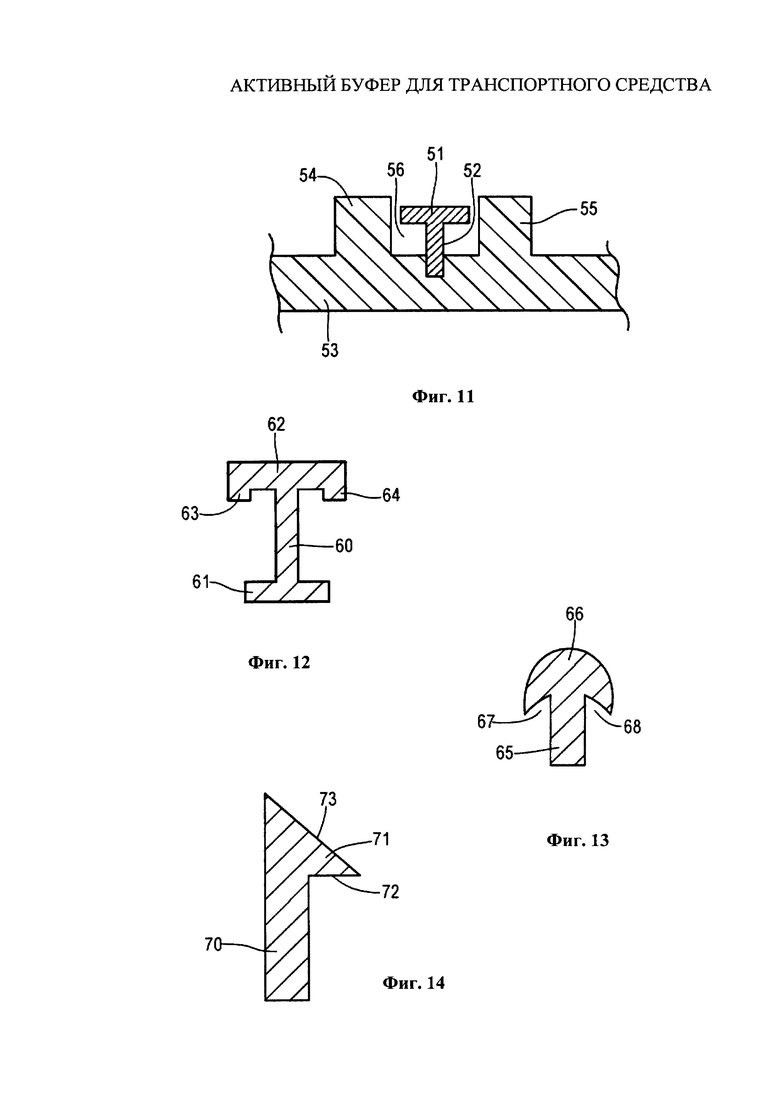
На Фиг. 11 представлен поперечный разрез хребтового элемента с Фиг. 9, вставленного при формовании в наружную декоративную панель.
На Фиг. 12-14 представлены поперечные сечения вариантов выполнения хребтового элемента других форм.
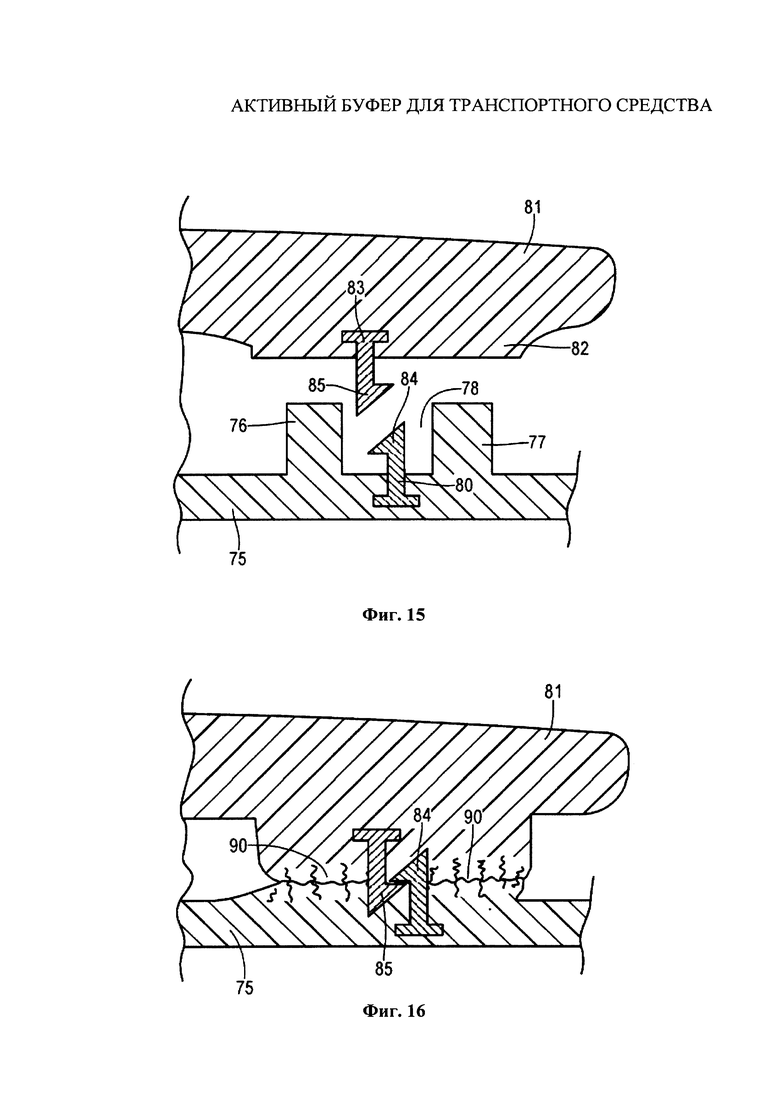
На Фиг. 15 изображен вид в разрезе другого варианта активного буфера, в котором наружная стенка декоративной панели и внутренняя стенка камеры имеют встроенный хребтовый элемент.
На Фиг. 16 представлен поперечный разрез активного буфера с Фиг. 15 со сцепленными хребтовыми элементами после горячей сварки.
Осуществление изобретения
На Фиг. 1 изображена система 10 активного коленного буфера, известного из уровня техники, которая имеет компонент 11 панели основания, формирующий опорную конструкцию или основание для буфера. Основание 11 может являться частью дверцы перчаточного ящика, которая прикреплена к транспортному средству с помощью шарнирного соединения на перчаточном ящике 12, как изображено на Фиг. 1. В качестве альтернативы активный буфер может быть установлен на другую опорную конструкцию, например, на опору панели инструментов под рулевой колонкой. Такое расположение находится в зоне досягаемости колен человека, сидящего в соответствующем месте внутри транспортного средства. Буфер также может быть размещен так, чтобы защищать другие части тела, как, например, буфер, установленный на дверь пассажирского салона для защиты туловища.
Основание 11 действует в качестве реакционной поверхности для опоры надувной камеры, сформированной внутренней стенкой 13 (элемента камеры) и наружной стенкой 14 (декоративной панели), соединенными по контуру 15. Стенки 13 и 14 предпочтительно выполнены из литого пластика (такого как термопластичный полиолефин (ТРО)) и соединены сваркой (например, сваркой нагретым инструментом) для создания контурного сварного шва вокруг центральной области 17 для формирования камеры. Источник 16 нагнетаемого газа (например, наполняющий блок) имеет электронное управление для активации в случае аварии для высвобождения газа и наполнения буфера. Наружная стенка 14 может иметь поверхность внутренней отделки класса А, такую как наружная поверхность дверцы перчаточного ящика, либо на ее наружную поверхность может быть нанесено дополнительное покрытие (не показано).
На Фиг. 2 представлен вид сзади другого варианта надувной камеры 20, известной из уровня техники. Наружная стенка 21 декоративной панели из литого пластика расположена поверх расширяемой внутренней стенки 22 камеры, также выполненной из литого пластика. Стенки 21 и 22 соединены по замкнутому контуру 23 для формирования надувной камеры с открытым центральным пространством между стенками 21 и 22 для вмещения в случае аварии нагнетаемого газа из наполняющего блока 24, установленного в углублении 25 стенки 25 камеры. Стенка 22 камеры имеет множество складок (26 и 27) для обеспечения расширения задней стенки 22 при расширении буфера. Несколько выпуклостей 28 используют для установки стенки 22 камеры на опорную конструкцию транспортного средства, выступающей в роли опорной поверхности. Сварной бортик 29 расположен вокруг стенки 22 камеры. Для вентиляции центрального объема до и во время расширения могут быть предусмотрены воздушные отверстия 30, выполненные в виде звездообразных вырезов в стенке 22 камеры. Также могут быть использованы системы вентиляции других видов, например, принудительная вентиляция.
На Фиг. 3 изображена наружная стенка 21 без внутренней стенки камеры для демонстрации поверхности 31 камеры, в собранном состоянии обращенной к внутренней стенке. Направленные вверх ребра 32 расположены по замкнутому контуру 23 и соединяются с бортиком 29 внутренней стенки 22 камеры (Фиг. 2) с помощью горячей сварки для создания герметичного уплотнения надувной камеры. Ребра 33 служат для опоры блока наполнения.
На Фиг. 4 более детально изображено сварное соединение между бортиком 29 и ребрами 32. Из-за воздействия температуры и давления ребра 32 предпочтительно проплавляются и соединяются с фланцем 23. При подаче газа наружная стенка 21 перемещается наружу, при этом складки 27 распрямляются. Расширение камеры приводит к приложению к шву сил, стремящихся его разорвать.
Чтобы избежать этих недостатков существующих сварных соединений, в настоящем изобретении используют хребтовый (несущий) элемент, который вставлен при формовании в одну из стенок, которые будут сварены, чтобы этот хребтовый элемент внедрился в зону горячей сварки, укрепляя получаемый шов.
На Фиг. 5 и 6 представлен первый вариант хребтового элемента 35, сформированного в виде замкнутого кольца с I-образным поперечным сечением (в виде двутаврового профиля). Хребтовый элемент 35 предпочтительно выполнен из металла, такого как нержавеющая сталь или алюминий, либо из неметаллического материала, который не подвергается плавлению при температурах, применяемых при горячей сварке пластиковой камеры и стенок декоративной панели. Как изображено на Фиг. 6, I-образный профиль включает в себя нижнюю пластину 36, верхнюю пластину 37 и центральную ленту 38, расположенную между пластинами 36 и 37. Хребтовый элемент 35 имеет контур в виде кольца, совпадающий с формой сварной дорожки, образуемой кольцевыми ребрами на одной из стенок активного буфера.
Предпочтительно хребтовый элемент 35 имеет размеры, адаптированные для размещения между соседними кольцевыми ребрами, как изображено на Фиг. 7. Таким образом, наружная стенка 40 декоративной панели имеет соединительный участок, состоящий из ребер 41 и 42, которые разделены промежутком 43. Нижнюю пластину 36 хребтового элемента 35 вставляют при формировании стенки 40 так, что хребтовый элемент 35 выступает между ребрами 41 и 42 с открытой верхней пластиной 37 (предпочтительно остающейся в пределах промежутка 43). Внутренняя стенка 45 камеры имеет соединительный бортик 46, который сплавляется с ребрами 41 и 42 при нагревании стыкуемых областей 47 в процессе горячей сварки. Специалистам в данной области техники известно, что сварочную пластину или другой источник тепла помещают между соединительным участком (ребрами 41 и 42) и соединительным бортиком 46 для расплавления соответствующего пластикового материала. После расплавления или размягчения горячую пластину извлекают, после чего стенки 40 и 45 сдавливают для соединения расплавленного пластика. Как изображено на Фиг. 8, стенки сплавляются вместе, перемешиваясь в области 48 горячей сварки. Хребтовый элемент 35 остается не расплавленным, так что сплавление пластикового материала стенок 40 и 45 инкапсулирует часть хребтового элемента 35, которая изначально выступала между кольцевыми ребрами. Таким образом, верхняя пластина 37 оказывается инкапсулированной сплавленным материалом из стенок 40 и 45, а нижняя пластина 36 остается встроенной в участок стенки 40, которая не подвергалась расплавлению. Промежуток между соседними ребрами, в который выступает хребтовый элемент, обеспечивает пространство для сплавления пластикового материала из обеих стенок, формируя сварной шов со значительно увеличенной прочностью, благодаря усилению хребтовым элементом.
На Фиг. 9 и 10 представлен другой вариант хребтового элемента 50, который имеет Т-образное поперечное сечение. Центральная ножка 52 соединена с верхней пластиной 51. Как изображено на Фиг. 11, центральную ножку 52 встраивают в процессе формования в наружную стенку 53 декоративной панели между соседними кольцевыми ребрами 54 и 55, чтобы она выдавалась в промежуток 56 так, чтобы верхняя пластина 51 была ориентирована в сторону второй стенки (не показано), которая сплавляется с ребрами 54 и 55.
На Фиг. 12 представлен вариант поперечного сечения хребтового элемента, в котором центральная лента 60 соединяет нижнюю пластину 61 и верхнюю пластину 62. Верхняя пластина 62 имеет пару выступов 63 и 64, которые предназначены, например, для проникновения и захвата в область сплавления расплавляемого пластика, который затекает под верхнюю пластину 62. Аналогичным образом, на Фиг. 13 представлен альтернативный вариант, в котором центральная ножка 65 соединена с изогнутой верхней пластиной 66 с угловыми выступами 67 и 68 для захвата расплавляемого пластика сварного шва для еще большего увеличения прочности сварного шва.
На Фиг. 14 представлен другой вариант хребтового элемента с ножкой 70, объединенной с захватывающим концом 71. Конец 71 имеет отклоняющую кромку 73 и уступ 72, который может быть особенно полезным в вариантах, представленных на Фиг. 15 и 16, где хребтовые элементы используют и на наружной стенке декоративной панели, и на внутренней стенке камеры, соединяемых в процессе сварки с замковым зацеплением. Таким образом, на Фиг. 15 представлена наружная стенка 75 декоративной панели с кольцевыми ребрами 76 и 77, а также промежуток 78 для формирования соединительного участка. Хребтовый элемент 80 вставляют при формовании так, что захватывающий конец 84 выдается в промежуток 78. Внутренняя стенка 82 камеры имеет соединительный бортик 82, в который при формовании вставляют хребтовый элемент 83 так, что захватывающий конец 85 выступает в направлении промежутка 78. В процессе горячей сварки соединительный бортик 82 и ребра 76 и 77 нагревают до температуры плавления, и сжимают стенки 75 и 81 так, что концы 84 и 85 хребтовых элементов скользят вдоль их наклонных поверхностей, пока не зацепятся друг за друга, как показано на Фиг. 16. Сплавление пластикового материала соединительного бортика и соединительного участка кольцевых ребер стенок 81 и 75, соответственно, приводит к внедрению зацепленных в замок хребтовых элементов. Таким образом, прочность соединения сварного шва становится еще больше.
Также может быть использовано множество других сечений хребтовых элементов, например, в форме стрелки или с шипами. Хребтовый элемент предпочтительно формирует кольцо по периметру камеры активного буфера для усиления всей дорожки сварного шва. Однако хребтовый элемент также можно использовать для меньшего дугообразного участка кольцевой области соединения для усиления лишь тех участков, в которых сконцентрированы силы, способные увеличить вероятность разрыва шва.
Представлен активный буфер для внутренней отделки салона транспортного средства, имеющий формованную пластиковую наружную панель отделки с замкнутым соединительным участком на внутренней поверхности. Формованный пластиковый элемент надувной камеры имеет центральный крепежный участок, предназначенный для прикрепления к опорной конструкции транспортного средства, соединительный бортик по контуру и разделительный участок между центральным крепежным участком и соединительным бортиком. Замкнутая соединительная часть и соединительный бортик выполнены с возможностью образования, по существу, замкнутой тороидальной области между ними. Крепление вплавлено в конструкцию в процессе формования с заполнением тороидальной области. В результате внедрения вплавления крепления в тороидальную область панель отделки и элемент камеры оказываются связаны этим креплением, что приводит к получению высокой надежности соединения. 2 н. и 8 з.п. ф-лы, 16 ил.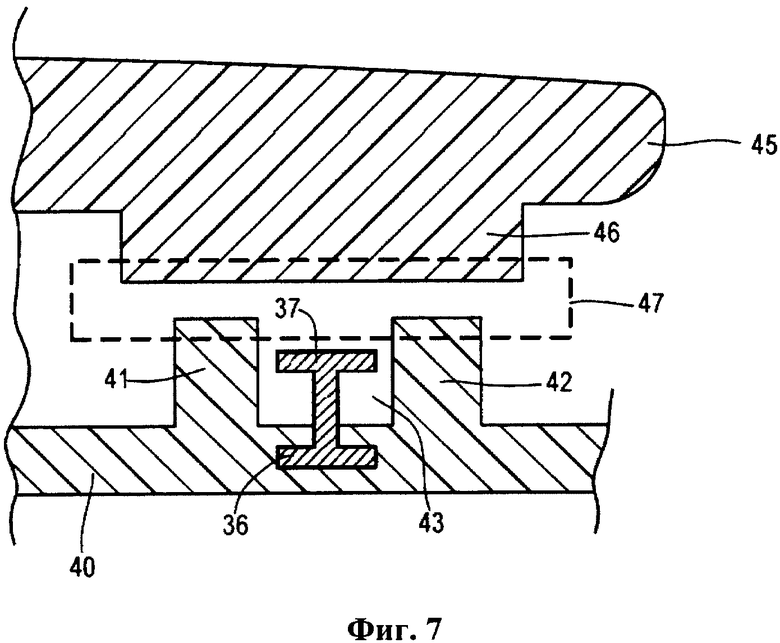
1. Активный буфер для транспортного средства, имеющего поверхность внутренней отделки, содержащий:
формованную пластиковую наружную панель отделки, имеющую замкнутый соединительный участок на внутренней поверхности;
формованную пластиковую расширяемую камеру, имеющую центральный крепежный участок, предназначенный для прикрепления к опорной конструкции транспортного средства, соединительный бортик по периферийному краю и разделительный участок между центральным крепежным участком и соединительным бортиком, причем соединительный участок и/или соединительный бортик содержит/содержат множество окружных ребер, причем соединительный участок и соединительный бортик соединены в зоне горячей сварки путем их сплавления; и
хребтовый элемент, встроенный при формовании в соединительный участок или соединительный бортик с выступанием между соседними окружными ребрами, причем хребтовый элемент остается нерасплавленным в процессе горячей сварки соединительного участка и соединительного бортика, так что при сплавлении соединительного участка и соединительного бортика выступающая часть хребтового элемента инкапсулируется в зоне горячей сварки.
2. Активный буфер по п.1, в котором хребтовый элемент имеет форму окружного кольца.
3. Активный буфер по п.1, в котором хребтовый элемент выполнен из металла.
4. Активный буфер по п.1, в котором хребтовый элемент имеет двутавровое поперечное сечение, где нижняя пластина соединена с верхней пластиной центральным ребром, причем нижняя пластина встроена в процессе формования, а верхняя пластина инкапсулируется в зоне горячей сварки.
5. Активный буфер по п.1, в котором хребтовый элемент имеет T-образное сечение с центральной ножкой и верхней пластиной, причем центральная ножка встроена в процессе формования, а верхняя пластина инкапсулируется в зоне горячей сварки.
6. Активный буфер по п.1, в котором хребтовый элемент является первым хребтовым элементом, встроенным в процессе литья под давлением в наружную панель отделки, причем активный буфер дополнительно содержит второй хребтовый элемент, встроенный в процессе литья под давлением в камеру, причем первый и второй хребтовые элементы инкапсулируются при сплавлении соединительного участка и соединительного бортика.
7. Активный буфер по п.6, в котором первый и второй хребтовые элементы имеют соединяемые захватные элементы, которые зацепляются в замок при горячей сварке соединительного участка и соединительного бортика.
8. Активный буфер для транспортного средства, содержащий:
панель отделки, имеющую замкнутый соединительный участок;
камеру, выполненную с возможностью прикрепления к транспортному средству и имеющую соединительный бортик по периферийному краю и разделительный участок, направленный радиально внутрь соединительного бортика; и
хребтовый элемент, встроенный при формовании в панель отделки или в камеру и имеющий выступающую часть, которая инкапсулируется при соединении соединительного участка и соединительного бортика в зоне горячей сварки.
9. Активный буфер по п.8, в котором замкнутый соединительный участок имеет окружные ребра, выступающие на наружной поверхности панели отделки, причем хребтовый элемент встроен при формовании в панель отделки с выступанием между кольцевыми ребрами.
10. Активный буфер по п.8, дополнительно содержащий наполняющий блок для подачи газа между панелью отделки и камерой для наполнения активного буфера.
| US 8454054 B1, 04.06.2013 | |||
| US 2012267878 A1, 25.10.2012 | |||
| US 2011272926 A1, 10.11.2011 | |||
| US 2008061537 A1, 13.03.2008. |

