Изобретение относится к термическому оборудованию, в частности к стеновым и сводовым несущим панелям с огнеупорной футеровкой на основе многослойных легковесных систем из керамических волокон и способу их изготовления, и может быть использовано для строительства и теплоизоляции нагревательных, обжиговых, плавильных печей и других тепловых агрегатов.
Известен блок футеровки печи, преимущественно для сводов, содержащий вертикально расположенные пластины из волокнистого керамического материала и элементы формирования блока, установленные в его верхней части и скрепленные между собой соединительными элементами, при этом элементы формирования блока выполнены в виде двух угольников с неравными полками, размещенных вдоль боковых поверхностей блока, образованных торцами волокнистых керамических полос так, что меньшие из полок угольников установлены перпендикулярно боковым поверхностям блока и размещены в теле блока (см. патент РФ на изобретение №2094722, 6 МПК F27D 1/02, F27D 1/06 «Блок футеровки печи», публикация 27.10.1997 г.).
Недостатком известного блока футеровки является то, что прижатие пластин только с торцовых сторон не может обеспечить надежность их крепления в средней части, что ограничивает размеры блока по ширине и увеличивает количество блоков при монтаже, а следовательно, увеличивает стоимость монтажа.
Известный блок футеровки печи, собранный из плит, не позволяет произвести достаточное их уплотнение, в результате чего в процессе эксплуатации печи образуются щели, через которые происходит утечка тепла.
Кроме того, блок известной конструкции нецелесообразно использовать для футеровки стен, так как плиты под собственным весом могут отклоняться с образованием щелей.
Поскольку облицовываемые поверхности в конкретных случаях значительно различаются по форме, неизменно возникает необходимость в резке блоков и придании им необходимой формы.
Известен блок футеровки свода печи, содержащий вертикально расположенные пластины из волокнистого керамического материала и расположенные в верхней части блока элементы его формирования, скрепленные между собой соединительными элементами, состоящий из двух перпендикулярно расположенных друг к другу пакетов пластин, при этом торцевая поверхность одного из пакетов, образованная торцами керамических пластин, выполнена под углом к вертикали, а элементы формирования блока выполнены в виде несущих кронштейнов, расположенных вдоль боковых поверхностей блока, причем часть кронштейна выполнена в виде неравнобокого угольника, меньшая из полок которого установлена перпендикулярно торцам пластин и размещена в теле блока, а другая часть кронштейна выполнена в виде щеки с отверстиями, в которые установлены стержни (см. патент РФ на изобретение №2094723, 6 МПК F27D 1/02, F27D 1/06 «Блок футеровки свода печи», опубликованный 27.10.1997 г.).
Известный блок футеровки свода печи изготовлен с возможностью копирования облицовываемой поверхности, однако ему также присущи недостатки вышеуказанного аналога.
Наиболее близким по технической сущности и по назначению является модульная система (панель футеровки) из сложенных матов на основе керамических волокон PROMACOMB (см. рекламный проспект Promat «Легковесные модульные системы из керамических волокон для футеровки различного типа печей», с.24, представительства Promat GmbH Департамента «Высокотемпературная изоляция»), включающая основание, выполненное из металлической сетки или листа, последовательно установленные на нем сложенные и спрессованные волокнистые маты, закрепленные на основании при помощи уголков (планок) и анкеров (штырей), проходящих через спрессованные волокнистые маты и удерживающих их.
Недостаточное уплотнение предварительно спрессованных матов, которые в процессе установки на основание теряют первоначальную степень их прессования, снижает теплоизоляционную способность панели футеровки.
Кроме того, при установке известных панелей футеровки на корпус теплового агрегата необходимо производить уплотнение продольных стыков между ними. При этом в ряде случаев при копировании конкретной формы облицовываемой поверхности тепловых агрегатов приходится менять размеры панели футеровки путем ее обрезки, что является трудоемким процессом.
Изготовление тепловых агрегатов, например печи, с известными панелями футеровки является длительным и дорогостоящим процессом, так как сначала изготавливают корпус печи из кирпича или железобетона, а затем производят монтаж панелей футеровки на внутренние поверхности корпуса.
Техническим результатом изобретения является расширение функциональных возможностей панели для строительства и футеровки тепловых агрегатов за счет использования ее при панельной сборке тепловых агрегатов как в качестве несущей, так и теплоизоляционной панели, а также повышение качества и надежности теплоизоляции рабочего пространства теплового агрегата и снижение его стоимости.
Указанный технический результат достигается тем, что в панели для строительства и футеровки тепловых агрегатов, включающей основание, штыри, установленные на основании, сложенные и уплотненные маты из керамического волокна, надетые на штыри, планки, соединенные с основанием и штырями, согласно изобретению новым является то, что основание выполнено в виде несущего металлического каркаса, между поперечными стенками которого закреплены выполненные сплошными по всей длине каркаса длинномерные штыри, на которые надеты прижимные пластины с закрепленными на них планками, другие концы планок соединены с основанием, при этом высота и ширина каркаса выполнены меньше соответствующих размеров уплотненных волокнистых матов.
Каркас выполнен из проката и металлического листа, при этом планки соединены с металлическим листом. Каркас может быть выполнен из швеллеров и снабжен поперечными уголками, расположенными на его верхней плоскости, при этом планки соединены поперечными уголками.
Выполнение основания в виде несущего металлического каркаса, между поперечными стенками которого закреплены сплошные по всей длине каркаса длинномерные штыри, позволяет сделать панель более прочной и устойчивой, а именно выполняющей функцию несущей корпусной и теплоизоляционной панели, что значительно расширяет ее функциональные возможности путем использования одной и той же панели в качестве стеновой или сводовой панели тепловых агрегатов с одновременной футеровкой их рабочего пространства. Это значительно упрощает и удешевляет монтаж, теплоизоляцию и ремонт теплового агрегата.
Выполнение высоты и ширины каркаса меньше соответствующих размеров уплотненных волокнистых матов позволяет получить выступание изоляции за пределы каркаса, что исключает теплопередачу на штыри и каркас, а также исключает дополнительное уплотнение продольных стыков между панелями при монтаже тепловых агрегатов.
Выполнение длинномерных штырей сплошными по всей длине каркаса позволяет механизировать процесс укладки изоляции, повысить степень уплотнения волокнистых матов до трехкратного уплотнения по отношению к их первоначальному состоянию, а также повысить жесткость крепления волокнистых матов.
Наличие прижимных пластин с жестко закрепленными на них планками упрощает способ сборки панели, повышает степень уплотнения матов, сокращает время изготовления панели, так как все сразу штыри за одну операцию входят в отверстия прижимной пластины, а соответственно, сразу соединяются со всеми планками, приваренными к прижимной пластине.
Выполнение каркаса из проката и металлического листа, расположенного в его основании, соединение планок с металлическим листом позволяет изготовить несущую стеновую панель с надежным креплением теплоизоляции и наружной поверхностью, соответствующей современным эстетическим требованиям.
Выполнение каркаса из швеллеров с поперечными уголками для крепления планок, расположенными на его верхней плоскости, позволяет изготовить несущую сводовую панель с надежным креплением многократно уплотненной теплоизоляции в виде матов из керамического волокна.
На чертеже изображен общий вид панели для строительства и футеровки тепловых агрегатов. На фиг.1 изображен общий вид панели для строительства и футеровки тепловых агрегатов; на фиг.2 - разрез А-А фиг.1; на фиг.3 - разрез Б-Б фиг.1; на фиг.4 - узел В фиг.2.
Панель для строительства и футеровки тепловых агрегатов включает основание, выполненное в виде несущего металлического каркаса 1, сложенные и уплотненные маты 2 из керамического волокна, длинномерные штыри 3, выполненные сплошными по всей длине каркаса 1, на которые надеты сложенные и уплотненные маты 2 и планки 4. Каркас 1 содержит продольные стенки 5 и поперечные стенки 6, выполненные из проката толщиной 10 мм, и металлический лист 7 толщиной 4 мм, приваренный к стенкам 5 и 6. Штыри 3, выполненные из стали 12Х13 диаметром 20 мм, закреплены между поперечными стенками 6 каркаса 1. На штырях 3 надеты и соединены с ними прижимные пластины 8 с приваренными к ним планками 4, другие концы которых соединены с металлическим листом 7. Каркас 1 снабжен продольными ребрами жесткости 9 и поперечными - 10. Высота и ширина каркаса 1 выполнены меньше высоты и ширины уплотненных матов 2. Высота уплотненных матов 2 и их выступание над стенками 5 и 6 зависят от размера панели, теплопроводности материала матов 2 и температуры рабочего пространства теплового агрегата.
Известен способ изготовления блока футеровки, включающий предварительную нарезку пластин прямоугольного сечения из муллитокремнеземистого войлока, укладку пластин в формообразующий ящик в вертикальном положении, сжатие пластин до плотности слоя в блоке не менее 250 кг/см3, изготовление второго блока, установленного в формообразующий ящик перпендикулярно первому, сдавливание пакетов и установку фиксирующих элементов в виде вдавленных в торцы пластин первого блока полок углового профиля и пропущенных через пластины второго блока стержней (см. патент РФ №2094723, 6 МПК F27D 1/02, F27D 1/06 «Блок футеровки свода печи», дата публикации 27.10.1997 г.).
Недостатком изобретения является низкая производительность способа и незначительные размеры блоков.
Наиболее близким по технической сущности является способ изготовления крупногабаритных панелей из керамических волокон, включающий размещение на выполненном в виде сетки основании по определенной схеме анкеров (стержней) при помощи уголков (планок), надевание на анкеры сложенного и спрессованного волокнистого мата, поджатие мата вдоль анкеров, установку второго ряда уголков, крепление их к первым анкерам и к основанию, установку следующего сложенного и спрессованного волокнистого мата, заполняя таким образом все основание (см. рекламный проспект Promat «Легковесные модульные системы из керамических волокон для футеровки различного типа печей», с.24, представительство Promat GmbH Департамента «Высокотемпературная изоляция»).
Известный способ позволяет изготовить крупногабаритную панель, однако недостатком способа является наличие коротких анкеров, что требует последовательного соединения каждого предыдущего анкера с последующим при необходимости выдерживания при этом одинаковых расстояний концов анкеров от основания для сопряжения их с последующим рядом уголков, что увеличивает время изготовления плиты.
Кроме того, изготовленная известным способом панель предназначена только для футеровки тепловых агрегатов, корпус которых выполнен сборным или из кирпича, что требует значительных затрат на его возведение, при этом известная конструкция панели требует последующего уплотнения продольных стыков при монтаже панелей на корпусе теплового агрегата.
Техническим результатом заявляемого изобретения является механизация изготовления панели для строительства и футеровки тепловых агрегатов, расширение функциональных возможностей панели и повышение ее теплоизоляционных свойств.
Указанный технический результат достигается тем, что в способе изготовления панели для строительства и футеровки тепловых агрегатов, включающем установку на основание волокнистых матов путем надевания их на штыри и их фиксации при помощи планок, согласно изобретению уплотнение волокнистых матов производят на сплошных, расположенных вдоль выполненного разомкнутым с одной стороны каркаса длинномерных штырях при помощи возвратно-поступательного движения привода, взаимодействующего с надетыми на штыри с возможностью перемещения по ним прижимными пластинами с закрепленными на них планками, после достижения, по меньшей мере, трехкратного уплотнения матов производят крепление уплотнительных пластин к штырям, а планок к основанию, при этом ширина и высота укладываемых матов превышает ширину и высоту каркаса, после заполнения уплотненными волокнистыми матами основания устанавливают и закрепляют вторую поперечную стенку каркаса и приваривают к ней другие концы штырей.
Уплотнение волокнистых матов на сплошных длинномерных штырях, расположенных вдоль каркаса, позволяет механизировать изготовление панелей для строительства и футеровки корпусов печей, что значительно повышает производительность способа.
Возвратно-поступательное перемещение привода, взаимодействующего с надетыми на штыри прижимными пластинами, установленными с возможностью перемещения вдоль штырей и снабженными планками, позволяет равномерно по всей ширине панели производить не менее чем трехкратное уплотнение волокнистых матов, а также быстро и удобно производить крепление прижимных пластин и планок к штырям и основанию.
Укладка матов шириной, превышающей ширину основания панели, позволяет улучшить теплоизоляционные свойства изготавливаемых панелей, а также исключить необходимость футеровки продольных стыков между панелями при их монтаже.
Технических решений, совпадающих с совокупностью существенных признаков изобретения, не выявлено, что позволяет сделать вывод о соответствии изобретения условию патентоспособности «новизна».
Заявляемые существенные признаки изобретения, предопределяющие получение указанного технического результата, явным образом не следуют из уровня техники, что позволяет сделать вывод о соответствии изобретения условию патентоспособности «изобретательский уровень».
Условие патентоспособности «промышленная применимость» подтверждено на примере конкретного выполнения способа изготовления панели для строительства и футеровки тепловых агрегатов.
Способ изготовления панели для строительства и футеровки тепловых агрегатов включает установку на лист 7 каркаса 1 волокнистых матов 2 путем надевания их на штыри 3 и фиксации при помощи прижимных пластин 8 и планок 4, при этом уплотнение волокнистых матов 2 производят на сплошных штырях 3, расположенных вдоль разомкнутого с одной стороны каркаса 1, при помощи возвратно-поступательного движения штока пневмоцилиндра (не показан), взаимодействующего с надетыми на штыри с возможностью перемещения по ним прижимными пластинами 8. После достижения сложенными матами 2 степени трехкратного уплотнения производят крепление прижимных пластин 8 к штырям 3, а планок 4 к листу 7. Ширина укладываемых матов 2 превышает на 20-30 мм ширину каркаса 1. Высота уплотненных волокнистых матов 2 и их выступание над стенками 5 и 6 зависит от размера панели, теплопроводности материала матов 2 и температуры рабочего пространства теплового агрегата. После заполнения уплотненными волокнистыми матами 2 листа 7 устанавливают и закрепляют вторую поперечную стенку 6 каркаса 1 и приваривают к ней другие концы штырей 3.
Способ осуществляют на устройстве с продольными направляющими для перемещения под действием пневмоцилиндра каретки, взаимодействующей с прижимной пластиной 8 (не показаны).
| название | год | авторы | номер документа |
|---|---|---|---|
| ТЕПЛОТЕХНИЧЕСКИЙ АГРЕГАТ | 2008 |
|
RU2380634C1 |
| ТЕПЛОТЕХНИЧЕСКИЙ АГРЕГАТ | 2021 |
|
RU2779009C1 |
| ЗАЩИТНОЕ ОБРАМЛЕНИЕ ПОДВИЖНОЙ ПОДИНЫ | 2005 |
|
RU2300065C2 |
| СПОСОБ МОНТАЖА ТЕПЛОИЗОЛЯЦИИ ПРОМЫШЛЕННОГО ЭНЕРГООБОРУДОВАНИЯ | 1999 |
|
RU2157493C1 |
| КАМЕРНАЯ ПЕЧЬ СОПРОТИВЛЕНИЯ ИЗ ФОСФАТНЫХ БЕТОНОВ | 2011 |
|
RU2478176C2 |
| Устройство для крепления футеровки тепловых агрегатов | 1980 |
|
SU881504A1 |
| ПАНЕЛЬ ИЗ ЖАРОСТОЙКОГО БЕТОНА ДЛЯ ФУТЕРОВКИ ТЕПЛОТЕХНИЧЕСКИХ АГРЕГАТОВ | 2002 |
|
RU2218531C1 |
| УСТРОЙСТВО ДЛЯ СКЛАДИРОВАНИЯ ШЛАКА | 2023 |
|
RU2815230C1 |
| ОБМУРОВКА ТЕПЛОВОГО АГРЕГАТА (ВАРИАНТЫ) | 2009 |
|
RU2413138C1 |
| Сборная многослойная панель | 1980 |
|
SU968566A1 |
Изобретение относится к термическому оборудованию, в частности к стеновым и сводовым несущим панелям, и может быть использовано для строительства и теплоизоляции нагревательных, обжиговых, плавильных печей и других тепловых агрегатов. Для расширения функциональных возможностей, повышения теплоизоляционных свойств, качества и надежности теплоизоляции панель содержит основание со штырями, надетые на них сложенные и уплотненные маты из керамического волокна и планки, соединенные со штырями, при этом основание выполнено в виде несущего металлического каркаса, между поперечными стенками которого закреплены сплошные длинномерные штыри, на которых надеты прижимные пластины с закрепленными на них планками, другие концы планок соединены с каркасом, при этом высота и ширина каркаса выполнена меньше соответствующих размеров уплотненных волокнистых матов. Каркас снабжен продольными и поперечными ребрами жесткости. Высота и ширина каркаса меньше соответствующих размеров уплотненных волокнистых матов. При изготовлении панели осуществляют установку на основание волокнистых матов путем надевания их на штыри и их фиксации при помощи планок, при этом уплотнение волокнистых матов производят на сплошных длинномерных штырях, расположенных вдоль выполненного разомкнутым с одной стороны каркаса, при помощи возвратно-поступательного движения привода, взаимодействующего с надетыми на штыри с возможностью перемещения прижимными пластинами с закрепленными на них планками, после достижения, по меньшей мере, трехкратного уплотнения матов производят крепление прижимных пластин к штырям и планок к основанию, при этом высота и ширина уплотненных волокнистых матов превышает соответствующие размеры основания, после заполнения уплотненными волокнистыми матами основания устанавливают вторую поперечную стенку каркаса и крепят к ней другие концы штырей. 2 н. и 4 з.п. ф-лы, 4 ил.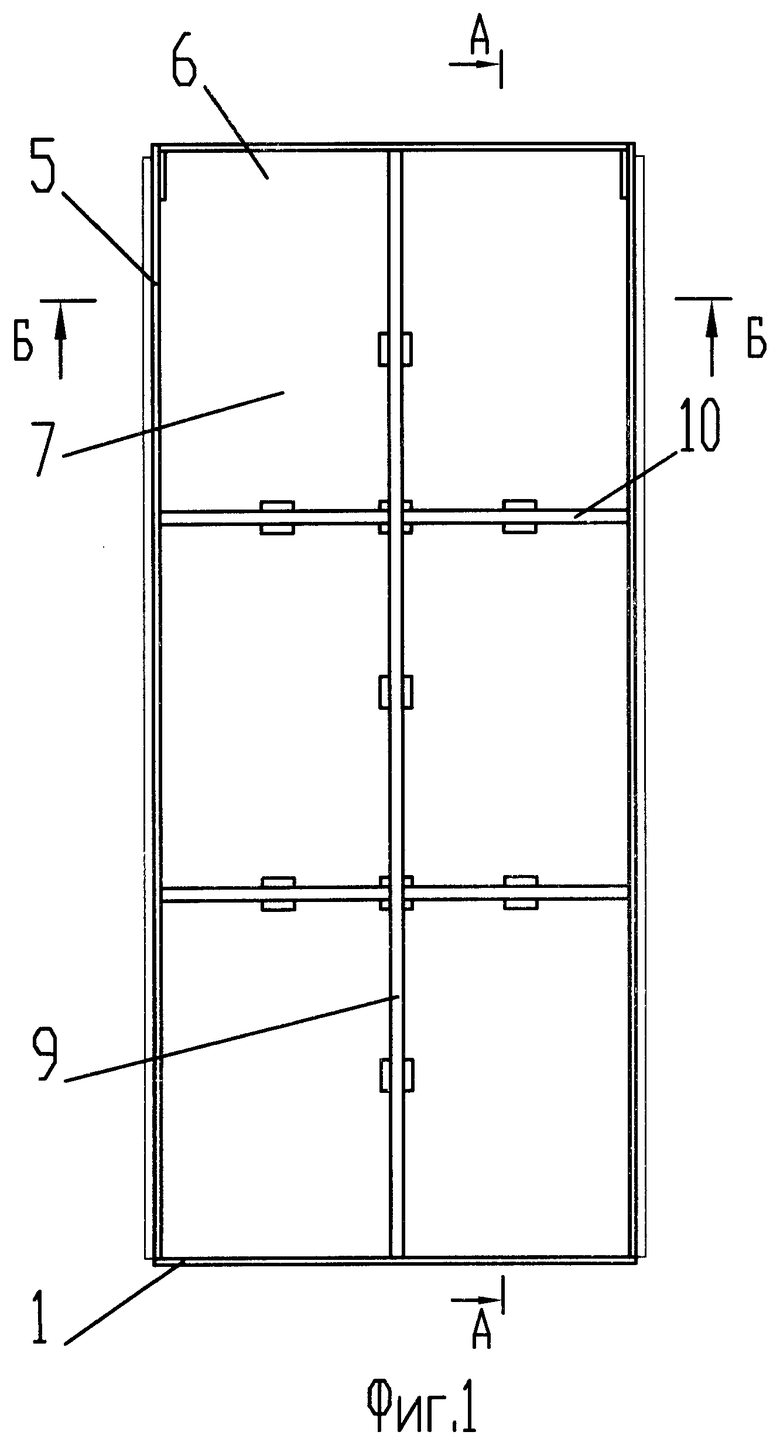
1. Панель для строительства и футеровки тепловых агрегатов, содержащая основание со штырями, надетые на них сложенные и уплотненные маты из керамического волокна и планки, соединенные со штырями, отличающаяся тем, что основание выполнено в виде несущего металлического каркаса, между поперечными стенками которого закреплены сплошные длинномерные штыри, на которые надеты прижимные пластины с закрепленными на них планками, другие концы планок соединены с каркасом, при этом высота и ширина каркаса выполнены меньше соответствующих размеров уплотненных волокнистых матов.
2. Панель по п.1, отличающаяся тем, что каркас выполнен со стенками из проката и металлического листа, при этом другие концы планок соединены с металлическим листом.
3. Панель по п.1, отличающаяся тем, что каркас выполнен из швеллеров и снабжен поперечными уголками, расположенными на его верхней плоскости, при этом другие концы планок соединены с поперечными уголками каркаса.
4. Способ изготовления панели для строительства и футеровки тепловых агрегатов, включающий размещение волокнистых матов путем надевания их на штыри и фиксации при помощи планок, отличающийся тем, что уплотнение волокнистых матов производят на сплошных длинномерных штырях, расположенных вдоль выполненного разомкнутым с одной стороны каркаса, при помощи возвратно-поступательного движения привода, взаимодействующего с надетыми на штыри с возможностью перемещения по ним прижимными пластинами с закрепленными на них планками, после достижения, по меньшей мере, трехкратного уплотнения матов производят крепление прижимных пластин к штырям, а других концов планок к основанию каркаса, при этом высота и ширина уплотненных волокнистых матов превышает соответствующие размеры каркаса, после заполнения уплотненными волокнистыми матами основания каркаса устанавливают вторую поперечную стенку каркаса, и крепят к ней другие концы штырей.
5. Способ по п.4, отличающийся тем, что используют привод, выполненный в виде пневмоцилиндра.
6. Способ по п.4, отличающийся тем, что используют привод, выполненный в виде гидроцилиндра.
| Каталог «Promat» | |||
| Легковесные модульные системы из керамических волокон для футеровки различного типа печей, 2004 г | |||
| БЛОК ФУТЕРОВКИ СВОДА ПЕЧИ | 1996 |
|
RU2094723C1 |
| БЛОК ФУТЕРОВКИ СВОДА ПЕЧИ | 1996 |
|
RU2094723C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗНОСОСТОЙКОГО ПОКРЫТИЯ ДЛЯ РЕЖУЩЕГО ИНСТРУМЕНТА | 2004 |
|
RU2267559C2 |
| DE 19849861 C1, 23.03.2000 | |||
| DE 3723869 C1, 26.01.1989 | |||
| US 4698948 A, 13.10.1987. | |||

