Область техники, к которой относится настоящее изобретение
Настоящее изобретение относится к маркеру дорожного покрытия, который отражает и/или пропускает свет для идентификации выбранных областей поверхности проезжей части.
Описание предшествующего уровня техники
Маркеры дорожного покрытия крепят на поверхности дорожного покрытия или в поверхности дорожного покрытия для содействия направлению водителей вдоль предпочтительных полос движения. Типичные маркеры дорожного покрытия содержат множество отдельных компонентов, выбранных для выполнения специальных функций. Например, типичный маркер дорожного покрытия может включать в себя основание и, по меньшей мере, одну панель, пропускающую свет или отражающую свет в обратном направлении, смонтированную на основании для генерирования оптических сигналов, которые будут визуально очевидными для водителя, приближающегося к маркеру дорожного покрытия. Основание смонтированного на поверхности маркера дорожного покрытия, как правило, может быть образовано из термопластичного материала и может содержать нижнюю поверхность, предназначенную для крепления на поверхности дорожного покрытия. Основание может дополнительно включать в себя верхнюю часть, предназначенную для установки панели, пропускающей свет и/или отражающей свет в обратном направлении.
Пластмассовые изделия, полученные литьем под давлением, которые имеют большую толщину, требуют длительного времени для отверждения и имеют потенциальный риск исчезания маркировок или других размерных нарушений. Как результат большинство изделий, получаемых литьем под давлением, образуют с матрицей колонковых отверстий, разделенных унитарной матрицей термопластичных перегородок. Конструкция перегородок имеет по существу однородную толщину. Толщину и расположение перегородок выбирают таким образом, чтобы гарантировать адекватную прочность термопластического изделия и по существу равномерное отверждение термопластичного материала. Конструкция основания, монтируемого на поверхности маркера дорожного покрытия, как правило, имеет колонковые отверстия по вышеуказанным причинам.
Колонковые отверстия, которые проходят бок о бок или в направлении от передней части к задней части в основании маркера дорожного покрытия, могут отрицательно повлиять на прочность основания и привести к отказу под действием удара шин транспортных средств. Колонковые отверстия, которые проходят в направлении сверху вниз намного менее вероятно создают отказы, вызванные нагрузкой. Однако колонковые отверстия, которые проходят в направлении вниз в верхней поверхности основания, требуют отдельной крышки для предотвращения накапливания жидкости или грязи. Колонковые отверстия могут быть покрыты линзой или отражающей в обратном направлении панелью маркера дорожного покрытия.
Правопреемник изобретения, созданного в связи с выполнением договора с государственным органом, определил, что большая площадь нижней поверхности содействует удержанию маркера дорожного покрытия в неподвижном положении на дорожном покрытии. Колонковые отверстия, которые проходят в нижнюю поверхность маркера дорожного покрытия, обязательно уменьшают площадь поверхности и, следовательно, могут отрицательно повлиять на удерживание маркера дорожного покрытия на дорожном покрытии. В заявке №10/442336 (того же заявителя), находящейся одновременно на рассмотрении патентного ведомства, описан маркер дорожного покрытия с нижней крышкой, которая зарывает колонковые отверстия и увеличивает площадь нижней поверхности.
Вышеописанные компоненты маркера дорожного покрытия должны быть надежно соединены друг с другом. Ультразвуковая сварка предлагает много производственных преимуществ и эффективностей такого соединения. Например, ультразвуковая сварка устраняет трудности, связанные с выбором адекватного клея, который был бы совместим с обоими соединяемыми материалами. Помимо всего прочего, ультразвуковая сварка исключает дополнительные производственные этапы нанесения клея, а также проблемы, относящиеся к экологии, здоровью и безопасности, связанные с использованием некоторых клеев.
В типичном аппарате для ультразвуковой сварки используется опора для поддержания одного из объектов, которые должны быть соединены сваркой, и консоль для размещения против другого из объектов, подлежащих сварке. Консоль прикладывает высокочастотную звуковую энергию вблизи выбранного местоположения сварки. Звуковая энергия возбуждает молекулы в полимерном материале и побуждает полимерный материал плавиться вблизи приложения звуковой энергии. Полимерный материал быстро отверждается после прекращения подачи звуковой энергии, и два материала вместе образуют сварное соединение. Ультразвуковая энергия может быть использована в вышеописанном маркере дорожного покрытия путем приложения ее к местам на панели или крышке против перегородок, которые разделяют колонковые отверстия. Ультразвуковая энергия предназначена для плавления или размягчения термопластичного материала панели или крышки так, чтобы расплавленный термопластичный материал панели или крышки сплавлялся с противоположным термопластичным материалом перегородки.
Расплавленный материал, получаемый с помощью ультразвуковой сварки, склонен распространяться в поперечном направлении от центра приложения ультразвуковой энергии. Таким образом, расплавленный полимерный материал будет течь в направлении от перегородок, которые поддерживают панель или крышку на маркере дорожного покрытия. Эти широкие ванны расплавленного термопластичного материала затем отверждаются. Однако существенная часть отвержденной ванны полимерного материала будет делать небольшой или несущественный вклад в надежное соединение панели или крышки с основанием. Следовательно, энергия и время, затраченные для получения ультразвуковых сварных соединений, не всегда соизмеримы с достигаемыми выгодами. Помимо всего прочего, прочность некоторых ультразвуковых сварных соединений может оказаться не достаточной для противодействия нагрузкам, прилагаемым шинами транспортных средств.
Некоторые маркеры дорожных покрытий включают в себя верхнюю люминесцентную индикаторную панель, предназначенную для генерирования краевого свечения. Более конкретно, люминесцентные фотоны эмитируются в верхней части маркера и сталкиваются с нижней и/или верхней поверхностями верхней панели. Люминесцентные фотоны, которые сталкиваются с этими верхней и нижней поверхностями под адекватными углами, будут внутренне отражаться и переориентироваться в панели. Значительная часть этих внутренне отраженных фотонов будет эмитироваться из края панели для генерации краевого свечения, которое будет визуально очевидно для водителя. Маркеры дорожного покрытия желательно конструируют для максимизации краевого свечения. Любая геометрия панели, которая отклоняется от ровной плоской поверхности, обеспечит возможность утечки фотонов и, следовательно, уменьшит эффект краевого свечения. Вышеописанная ультразвуковая сварная конфигурация эффективно образует широкую застывшую ванну полимерного материала и, следовательно, создает существенное отклонение от первоначальной планарной поверхности полимерного материала. В соответствии с этим ультразвуковая сварка может уменьшить эффект краевого свечения.
КРАТКОЕ ИЗЛОЖЕНИЕ СУЩНОСТИ НАСТОЯЩЕГО ИЗОБРЕТЕНИЯ
Предмет настоящего изобретения относится к маркеру дорожного покрытия, имеющему, по меньшей мере, первый и второй компоненты, которые соединены друг с другом посредством ультразвуковой сварки. Первый компонент образован, по меньшей мере, с одним канализирующим сварку пазом, а второй компонент образован, по меньшей мере, с одним направляющим энергию ребром, которое вставляется в паз при правильной сборке первого и второго компонентов. Первый и второй компоненты соединены друг с другом посредством ультразвуковой сварки по поверхности раздела направляющего энергию ребра и канализирующего сварку паза. Как результат получается интегральная матрица сварных элементов на взаимно пригоняющихся поверхностях, ограниченных ребром и стороной сопряжения и базовыми поверхностями паза. В соответствии с этим для ультразвуковой сварки ограничивается большая предсказуемая и более эффективная область соединения с соответствующим увеличенным потенциалом соединения и более прочным соединением.
Первый компонент предпочтительно имеет множество канализирующих сварку пазов, а второй компонент предпочтительно имеет соответствующее множество направляющих энергию ребер. Ультразвуковой сварке предпочтительно подвергается множество взаимно пригоняющихся ребер и пазов. Канализирующие сварку пазы в первом компоненте могут ограничивать углубленные области в поверхности первого компонента. В альтернативном варианте канализирующий сварку паз в первом компоненте может быть ограничен между парой ребер на первом компоненте. Таким образом, ребро второго компонента вставляют в паз между парой ребер на первом компоненте.
Направляющее энергию ребро на втором компоненте может быть вначале заострено для образования хорошо ограниченной области для приема ультразвуковой энергии, которая достигнет сварного соединения между первым и вторым компонентами. Паз на первом компоненте может ограничивать прямоугольное поперечное сечение. Площади поперечного сечения ребра и паза могут быть приблизительно равны друг другу, так что материал ребра по существу заполнит паз после ультразвуковой сварки для максимизиции потенциала соединения.
Первый и второй компоненты предпочтительно образованы из полимерного материала. Более конкретно, первый компонент может быть получен литьем под давлением из полимерного материала и может быть образован с множеством колонковых отверстий для облегчения литья и отверждения полимерного материала. Колонковые отверстия предпочтительно отделены друг от друга перегородками из полимерного материала, а в перегородках первого компонента могут быть образованы пазы.
Первый компонент маркера дорожного покрытия может ограничивать унитарное основание и быть предназначен для поверхностного монтажа на области дорожного покрытия. Второй компонент может быть нижней крышкой, предназначенной для покрывания колонковых отверстий в нижней поверхности основания. Помимо всего прочего и в альтернативном варианте осуществления второй компонент может быть оптическим компонентом, монтируемым на верхней поверхности основания и образованным из материала для направления света к приближающемуся транспортному средству.
Настоящее изобретение также относится к способу получения маркера дорожного покрытия. Способ предусматривает образование первого компонента маркера дорожного покрытия для получения, по меньшей мере, одной канализирующей сварку канавки. Способ дополнительно предусматривает образование, по меньшей мере, второго компонента маркера дорожного покрытия для получения, по меньшей мере, одного направляющего энергию ребра. Способ предусматривает сборку первого и второго компонентов так, чтобы ребро второго компонента входило в паз первого компонента. После этого способ предусматривает приложение ультразвуковой энергии к областям, по существу совпадающим с взаимно пригнанными ребром и пазом для плавления материала, по меньшей мере, второго компонента, находящегося в сварном контактном взаимодействии с областями первого компонента, ограниченного пазом.
Этап способа, относящийся к образованию первого компонента, может предусматривать образование первого компонента из полимерного материала и может специально предусматривать литье под давлением полимерного материала. Литье предпочтительно осуществляют для образования множества пазов для вставления соответствующего множества направляющих энергию ребер во втором компоненте. Этап литья может выполняться для образования множества колонковых отверстий в первом компоненте, и, по меньшей мере, один из пазов может быть ограничен на перегородке, которая разделяет множество колонковых отверстий.
Этап способа, относящийся к образованию направляющего энергию ребра, может предусматривать образование ребра с заостренным краем, а этап способа образования паза может предусматривать образование паза по существу прямоугольного поперечного сечения. Образование ребра и паза предпочтительно осуществляют так, чтобы паз ограничивал площадь поперечного сечения, по меньшей мере, равную площади поперечного сечения, ограничиваемой ребром. Таким образом, этап ультразвуковой сварки будет побуждать ребро плавиться и по существу заполнять паз с образованием поверхностного соединения ребра с обращенными внутрь поверхностями паза. Однако этап ультразвуковой сварки не будет создавать избыточного сварного шва, который бы затруднял правильное размещение первого и второго компонентов относительно друг друга. Ультразвуковая сварка может быть выполнена для получения герметичного шва.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Фиг.1 - изометрическое изображение сверху с пространственным разделением деталей маркера дорожного покрытия в соответствии с первым вариантом осуществления настоящего изобретения.
Фиг.2 - изометрическое изображение снизу с пространственным разделением деталей маркера дорожного покрытия, иллюстрируемого на фиг.1.
Фиг.3 - вид снизу основания маркера дорожного покрытия.
Фиг.4 - сечение, сделанное по линии 4-4, показанной на фиг.3.
Фиг.5 - сечение, сделанное по линии 5-5, показанной на фиг.4.
Фиг.6 - изометрическое изображение нижней крышки при обзоре сверху.
Фиг.7 - вид сверху нижней крышки.
Фиг.8 - сечение, сделанное по линии 8-8, показанной на фиг.7.
Фиг.9 - вид снизу собранного маркера дорожного покрытия.
Фиг.10 - сечение, сделанное по линии 10-10, показанной на фиг.9.
Фиг.11 - сечение, иллюстрирующее вставленное ребро в паз перед сваркой.
Фиг.12 - сечение, иллюстрирующее вставленное ребро в паз после сварки.
Фиг.13 - изометрическое изображение с пространственным разделением деталей альтернативного маркера дорожного покрытия в соответствии с настоящим изобретением.
Фиг.14 - вид снизу маркера дорожного покрытия, иллюстрируемого на фиг.13.
Фиг.15 - сечение, сделанное по линии 15-15, показанной на фиг.14.
Фиг.16 - сечение, сделанное по линии 16-16, показанной на фиг.14.
Фиг.17 - вид снизу верхней крышки.
Фиг.18 - изометрическое изображение собранного маркера дорожного покрытия.
Фиг.19 - сечение, сделанное по линии 19-19, показанной на фиг.18.
ПОДРОБНОЕ ОПИСАНИЕ ПРЕДПОЧТИТЕЛЬНЫХ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ НАСТОЯЩЕГО ИЗОБРЕТЕНИЯ
Маркер дорожного покрытия, соответствующий настоящему изобретению, на фиг.1-12, в общем, указан ссылочным номером 10. Маркер 10 дорожного покрытия содержит основание 12, нижнюю крышку 14 и переднюю и заднюю линзы 16 и 18 соответственно. Основание 12 получено унитарно литьем из термопластичного материала и имеет нижнюю часть 20, показанную лучше всего на фиг.2, и противоположную верхнюю часть 22, показанную лучше всего на фиг.1. Верхняя часть 22 образована с передним и задним приемными углублениями 26 и 28, предназначенными для приема (установки) линз 16 и 18 соответственно. Линзы 16 и 18 могут быть закреплены в соответствующих углублениях 26 и 28 для линз посредством клея или механических крепежных средств. Другие аспекты формы и функции верхней части 22 основания 12 и линз 16 и 18 не являются критическими для первого варианта осуществления настоящего изобретения и дополнительно не описываются в этой заявке. Однако конструкция и функция верхней поверхности маркера дорожного покрытия является более существенной для второго варианта осуществления настоящего изобретения и более подробно описывается ниже в контексте второго варианта осуществления.
Нижняя часть 20 основания 12 имеет внешнюю периферию 30, а периферийная область 32 проходит в направлении внутрь от внешней периферии 30. Периферийная область 32 отличается, по меньшей мере, одной матрицей пазов 33, отделенных друг от друга V-образными гребнями 34. Гребни 34 ограничивают пики, которые лежат по существу в одной плоскости. Матрица пазов 33 и гребней 34 по периферийной области увеличивает площадь поверхности нижней части 20 и, следовательно, улучшает способность битума или другого адгезива удерживать маркер 10 дорожного покрытия по существу в фиксированном положении на поверхности дорожного покрытия.
Нижняя часть 20 основания 12 дополнительно имеет множество колонковых отверстий 36, отстоящих в направлении внутрь от периферийной области 32 и отделенных друг от друга перегородками 38. Колонковые отверстия 36 предусмотрены для достижения по существу однородной толщины полимерного материала по основанию 12 для гарантии по существу однородных размеров полимерного материала после отверждения. Следовательно, перегородки 38 имеют по существу одинаковую толщину. Перегородки 38 имеют нижние торцы 40, которые ограничивают по существу общую плоскость, параллельную плоскости, ограниченной гребнями 34 на периферийной области 30. Однако плоскость, ограниченная нижними торцами 40 перегородок 38, смещена вверх относительно плоскости, ограниченной гребнями 34. Таким образом, нижняя часть 20 ограничивает углубление 42, которое охватывает колонковые отверстия 36 и перегородки 38. Нижний торец 40 каждой перегородки 38 отличается центральным пазом 44. Каждый паз 44 имеет, в общем, прямоугольное поперечное сечение и имеет верхнюю поверхность 46 и противоположные боковые поверхности 48. Эти боковые поверхности расходятся в направлении наружу и друг от друга на дополнительные расстояния от верхней поверхности для облегчения литья. Каждый паз предпочтительно имеет глубину "а", составляющую 0,01-0,03 дюйма (0,254-0,762 мм), а предпочтительнее всего - приблизительно 0,018 дюйма (0,457 мм). Пазы 44 также образованы для прохождения вокруг периметра углубления 42.
Нижняя крышка 14 является по существу планарной прямоугольной крышкой с внешней периферией, по существу соответствующей форме углубления 42 в нижней части 20 основания 12. Более конкретно, нижняя крышка 14 имеет нижнюю поверхность 50, как показано на фиг.2, и противоположную верхнюю поверхность 52, как показано на фиг.1, 6 и 7. Нижняя поверхность 50 образована с матрицей пазов 53, отделенных друг от друга гребнями 54. Пики гребней 54 ограничивают по существу общую плоскость. Комбинация пазов 53 и гребней 54 функционирует по существу для увеличения площади нижней поверхности 50 крышки 14 для увеличения удерживания нижней крышки 14 битумом или другим адгезивом, используемым для удерживания маркера 10 дорожного покрытия на поверхности дорожного покрытия.
Верхняя поверхность 52 нижней крышки 14 отличается матрицей направляющих энергию ребер 56, которая расположена так, чтобы точно совпадать с перегородками 38 на нижней части 20 основания. Каждое ребро 56 имеет пару по существу параллельных боковых поверхностей 58 и пару сходящихся поверхностей 60, которые встречаются вдоль по существу линейного края 62. Расстояние между боковыми краями 58 каждого направляющего энергию ребра 56 меньше расстояния между боковыми краями 48 каждого паза 44. Однако высота "b" каждого ребра 56 составляет приблизительно 0,3-0,4 дюйма (7,62-10,2 мм), а предпочтительно - приблизительно 0,35 дюйма (8,9 мм). Более конкретно, высота "b" каждого ребра 56 превышает глубину соответствующих пазов 44. Конические поверхности 60 и край 62 между каждой парой конических поверхностей 60 ограничивают направляющие энергию устройства, как объясняется в этой заявке.
Маркер 10 дорожного покрытия собирают путем крепления линз 16 и 18 в углублениях 26 и 28 для линз, соответственно, при использовании известной технологии, например, посредством клея или механических крепежных средств. Верхняя поверхность 52 нижней крышки 14 затем вставляется в направлении вверх в углубление 42 в нижней части 20 основания 12, как показано на фиг.9-12. Как результат ребра 56 на верхней поверхности 52 вставляются в пазы 44, образованные в нижней части 20, как показано на фиг.11. Собранный маркер 10 дорожного покрытия затем подается к аппарату для ультразвуковой сварки. Более конкретно, аппарат для ультразвуковой сварки содержит консоль, предназначенную для совмещения по существу с направляющими энергию ребрами 56. После этого давление и ультразвуковую энергию прикладывают посредством консоли так, чтобы направитель энергии, ограниченный коническими поверхностями 60 и краем 62 на каждом ребре 56, плавился и сплавлялся унитарно или интегрально с полимерным материалом, окружающим соответствующие пазы 44, как показано на фиг.12. Боковые поверхности 48 каждого паза 44 функционируют для канализации и вмещения расплавленного полимерного материала соответствующего ребра 56. Как результат обеспечивается меньшее распространение расплавленного полимерного материала и более эффективное удерживание нижней крышки 14 в углублении 42 основания 14.
Альтернативный вариант осуществления маркера дорожного покрытия, иллюстрируемый на фиг.13-19, указан, в общем, ссылочным номером 70. Маркер 70 дорожного покрытия содержит основание 72, переднюю и заднюю линзы 74 и 76 соответственно и верхнюю крышку 78.
Основание 72 унитарно отлито из жесткого полимерного материала и содержит противоположные передний и задний края 80 и 82 соответственно и противоположные первый и второй боковые края 84 и 86 соответственно. Основание 72 дополнительно содержит нижнюю часть 88, отличающуюся множеством матриц пазов 90 и V-образных гребней 92. Пазы 90 и гребни 92 функционируют для увеличения площади поверхности нижней части 88 основания 72. Не все пазы 90 и гребни 92 параллельны друг другу. В иллюстрируемом варианте осуществления нижняя часть 88 разделена на четыре квадранта. Пазы 90 и гребни 92 в каждом квадранте параллельны друг другу, но по существу перпендикулярны пазам 90 и гребням 92 в смежном ему квадранте. Таким образом, невероятно, чтобы маркер 70 дорожного покрытия скользил в поперечном направлении в битуме или другом адгезиве под действием сил, прикладываемых к маркеру 70 дорожного покрытия посредством удара шин транспортных средств.
Нижняя часть 88 основания 72 имеет множество колонковых отверстий 94, но число их намного меньше, чем в нижней части 20 основания 12 первого варианта осуществления. Помимо всего прочего, в нижней части 88 основания 72 отсутствует углубление. Следовательно, маркер 70 дорожного покрытия не требует нижней крышки, описанной и иллюстрированной выше со ссылкой на первый вариант осуществления настоящего изобретения.
Основание 72 дополнительно содержит верхнюю область, которая существенно отличается от верхней части основания 12, иллюстрируемого со ссылкой на первый вариант осуществления. Более конкретно, основание 72 имеет переднюю поверхность 100, которая имеет наклон вверх и внутрь от переднего края 80, и заднюю поверхности 102, которая имеет наклон вверх и назад от заднего края 82. Первая и вторая боковые поверхности 104 и 106 изогнуты вверх и вперед от соответствующих первого и второго боковых краев 84 и 86 и проходят между передней и задней поверхностями 100 и 102. Боковые поверхности 104 и 106 отличаются вогнутыми захватами 108 и 110 для пальцев соответственно для облегчения манипулирования и размещения маркера 70 дорожного покрытия.
Передняя поверхность 100 отличается передним углублением 112 для линзы с множеством проходящих вниз передних колонковых отверстий 114, отделенных друг от друга множеством передних перегородок 116, как показано на фиг.13 и 16. Передние перегородки 116 имеют верхние края, которые лежат по существу в общей плоскости. Переднее углубление 112 для линзы имеет размеры и конфигурацию для плотной установки передней линзы 74 так, чтобы части передней линзы 74, обращенные в направлении наружу, были по существу заподлицо с частями передней поверхности 100, смежной переднему углублению 112 для линзы. Передняя линза 74 может быть закреплена в переднем углублении 112 для линзы посредством клея или механических крепежных средств. Ввиду такого крепления колонковые отверстия 114 в переднем углублении 112 для линзы покрыты передней линзой 74.
Задняя поверхность 102 образована для содержания заднего углубления 118 для линзы с множеством задних колонковых отверстий 120, отделенных друг от друга множеством задних перегородок 122, как показано на фиг.13 и фиг.16. Задние перегородки 122 имеют верхние торцы 122, которые лежат в общей плоскости. Задние углубления для линзы имеют размер для установки задней линзы 76 так, чтобы верхняя и внешняя поверхность задней линзы 76 была по существу заподлицо с частями задней поверхности 102, смежной заднему углублению 118 для линзы. Задняя линза 76 может быть закреплена в заднем углублении 118 для линзы подобным образом, что и крепление передней линзы 74 в заднем углублении 112 для линзы.
Основание 72 дополнительно содержит верхнее углубление 124 для крышки, которое проходит в направлении от передней стороны к задней стороне между передним углублением 112 для линзы и задним углублением 118 для линзы, как показано на фиг.13 и фиг.15. Помимо всего прочего, верхнее углубление 124 для крышки проходит в боковом направлении между первой и второй боковыми поверхностями 104 и 106. Области основания 72, соответствующие верхнему углублению 124 для крышки, включают в себя множество проходящих в направлении вниз колонковых отверстий 126, отделенных друг от друга унитарной матрицей перегородок 128. Помимо всего прочего, колонковые отверстия 128 отстоят внутрь периферийными выступами 130, которые проходят вокруг всего периметра верхнего углубления 124 для крышки. Перегородки 128 и периферийные выступы 130 имеют верхние торцы 132, которые лежат по существу в общей плоскости, параллельной нижней части 88 основания 72. Углубление 124 для крышки предназначено для установки верхней крышки 78, как объясняется в этой заявке.
Каждая перегородка 128 имеет обращенный вверх паз 134 перегородки. Помимо всего прочего, периферийные выступы 130 имеют непрерывный периферийный паз 136, проходящий полностью вокруг верхнего углубления 124 для крышки. Пазы 134 и 136 имеют по существу идентичную форму поперечного сечения и по существу идентичны форме поперечного сечения пазов 44 в углублении 32 основания 12, описанных со ссылкой на первый вариант осуществления настоящего изобретения. Более конкретно, каждый паз 134 и 136 имеет существенно расширяющееся прямоугольное поперечное сечение с нижней поверхностью и боковыми поверхностями, которые немного расходятся в направлении друг от друга. Каждый паз 134 и 136 имеет по существу одну глубину, что и пазы 44, описанные со ссылкой на первый вариант осуществления настоящего изобретения.
Верхняя крышка 78 образована унитарно из люминесцентного полимерного материала, например поликарбоната, продаваемого компанией General Electric под торговым названием LEXAN®. Верхняя крышка 78 имеет по существу планарную верхнюю поверхность 140, как показано на фиг.13, и противоположную нижнюю поверхность 142, как показано на фиг.17. Нижняя поверхность 142 отличается матрицей проходящих в направлении вниз направляющих энергию ребер 144, которые имеют размер и конструкцию для вставления в пазы 134 в перегородках 128, образованных в основании 72. Помимо всего прочего, нижняя поверхность 142 верхней крышки 78 имеет непрерывное периферийное направляющее энергию ребро 146, проходящее полностью вокруг периферии нижней поверхности 142 верхней крышки 78 для вставления в периферийный паз 136. Направляющие энергию ребра 144 и 146 имеют формы и размеры поперечного сечения, существенно согласующиеся с формами и размерами поперечного сечения направляющих энергию ребер 56, образованных на нижней крышке 14 первого варианта осуществления настоящего изобретения.
Маркер 70 дорожного покрытия собирают путем крепления передней и задней линз 74 и 76 в переднем и заднем углублениях 112 и 118 для линзы с помощью стандартных средств крепления, например посредством склеивания, сварки или механических крепежных средств. После этого верхнюю крышку 78 вставляют в верхнее углубление 124 для крышки. Как результат, направляющие энергию ребра 144 свободно вставляются в пазы 134 перегородок. Одновременно с этим периферийные направляющие энергию ребра 146 вставляются в периферийный паз 136 непрерывно вокруг периферии верхней крышки 78. Затем собранный маркер 70 для дорожного покрытия подают к аппарату для ультразвуковой сварки. Аппарат имеет консоль, которая по существу точно совмещается с направляющими энергию ребрами 144 и 146. После этого к верхней крышке 78 прикладывают механическое давление и звуковую энергию. Как результат полимерный материал направляющих энергию ребер 144 и 146 плавится и заполняет соответствующие пазы 134 и 136. В соответствии с этим между направляющими энергию ребрами 144 и 146 и частями основания 72, смежными пазам 134 и 136, обеспечивается получение интегрального или унитарного соединения. Эта сварная область ограничивает герметичный шов, непрерывно проходящий по периферии верхней крышки 78 для предотвращения затекания влаги в колонковые отверстия 126 в основании 72. Такая влага может отрицательно повлиять на оптические характеристики и краевое свечение люминесцентного материала, из которого образована верхняя крышка 78. То, что направляющие энергию ребра 144 и 146 вставлены в пазы 132 и 134, уменьшает распространение расплавленного материала и канализирует расплавленный материал в небольшой поперечной области. Как результат будет существенно уменьшаться любое отрицательное влияние ультразвуковой сварки на оптические характеристики люминесцентного материала, из которого образована верхняя крышка 78.
Хотя настоящее изобретение было описано со ссылкой на некоторые предпочтительные варианты осуществления, очевидно, что без отклонения от объема настоящего изобретения, ограниченного прилагаемой формулой изобретения, могут быть сделаны различные изменения. Например, взаимное контактное взаимодействие пазов с направителями энергии может быть приложено к углублениям для линз и линзам либо в первом, либо во втором варианте осуществления настоящего изобретения. Помимо всего прочего, могут быть предусмотрены другие рельефы пазов и направителей энергии и другие конфигурации пазов и направителей энергии.
| название | год | авторы | номер документа |
|---|---|---|---|
| МАРКЕР ДОРОЖНОГО ПОКРЫТИЯ С УСИЛЕННЫМ СИГНАЛОМ ДНЕВНОГО ВРЕМЕНИ СУТОК | 2004 |
|
RU2382845C2 |
| МАРКЕР ДОРОЖНОГО ПОКРЫТИЯ | 2004 |
|
RU2358060C2 |
| РЕЛЬЕФНЫЙ СВЕТОВОЗВРАЩАЮЩИЙ РАЗМЕТОЧНЫЙ ЭЛЕМЕНТ ДОРОЖНОГО ПОКРЫТИЯ | 1996 |
|
RU2164978C2 |
| УПАКОВКА КОНТАКТНЫХ ЛИНЗ С ОДНИМ КАСАНИЕМ | 2021 |
|
RU2837604C1 |
| УСОВЕРШЕНСТВОВАННЫЙ УЗЕЛ ЕМКОСТИ И КРЫШКИ | 2005 |
|
RU2351405C2 |
| КОНТЕЙНЕР, ИМЕЮЩИЙ ПРЯМОУГОЛЬНОЕ ДНО, И ЕГО ИЗГОТОВЛЕНИЕ | 1995 |
|
RU2194659C2 |
| КОНТЕЙНЕР ДЛЯ ВЛАЖНЫХ САЛФЕТОК С УЛУЧШЕННЫМ ЗАПИРАЮЩИМ УСТРОЙСТВОМ | 2000 |
|
RU2243931C2 |
| АКТИВНЫЙ БУФЕР (ВАРИАНТЫ) | 2016 |
|
RU2707853C2 |
| НАПОЛЬНАЯ ЭЛЕКТРОРАСПРЕДЕЛИТЕЛЬНАЯ КОРОБКА, ВКЛЮЧАЮЩАЯ В СЕБЯ СОЕДИНИТЕЛЬНЫЕ МОДУЛИ, ПРЕДНАЗНАЧЕННЫЕ ДЛЯ АДАПТАЦИИ ЭЛЕКТРИЧЕСКИХ, РАДИОТЕЛЕФОННЫХ, ИНФОРМАЦИОННЫХ И МУЛЬТИМЕДИЙНЫХ УСТРОЙСТВ ИЛИ ДРУГИХ ТИПОВ АППАРАТУРЫ В ЕЕ ВНУТРЕННЕЙ ЧАСТИ | 2010 |
|
RU2560719C2 |
| ИНЖЕКТОР, СИСТЕМА ИНТРАОКУЛЯРНОЙ ЛИНЗЫ И СООТВЕТСТВУЮЩИЕ СПОСОБЫ | 2018 |
|
RU2741246C1 |
Изобретение относится к строительству, а в частности к маркерам дорожного покрытия, устанавливаемым на поверхности проезжей части. Маркер дорожного покрытия включает основание с нижней поверхностью для размещения на поверхности дорожного покрытия и с верхней поверхностью. Основание образовано с углублением и множеством колонковых отверстий, образованных в углублении, отделенных друг от друга посредством перегородок, и крышку, предназначенную для сопряжения с перегородками и покрывающую колонковые отверстия. Крышка соединена с перегородками посредством ультразвуковой сварки. При этом пазы образованы поверхностями перегородок, обращенными к крышке. Основание дополнительно содержит периферийный паз, проходящий по периферии углубления, и каждый периферийный паз и паз в перегородках имеет пару противоположных боковых поверхностей и поверхность, проходящую между боковыми поверхностями. Крышка имеет направляющие энергию ребра, вставленные в пазы. Направляющие энергию ребра достаточно плавятся при ультразвуковой сварке, чтобы обеспечивать герметичное уплотнение крышки к основанию. Размеры пазов и направляющих энергию ребер выбраны так, чтобы по существу канализировать и вмещать расплавленный материал направляющих энергию ребер в пазах. Технический результат состоит в повышении безопасности дорожного движения и надежности маркера, снижении материалоемкости возведения и трудозатрат. 2 н. и 9 з.п. ф-лы, 19 ил.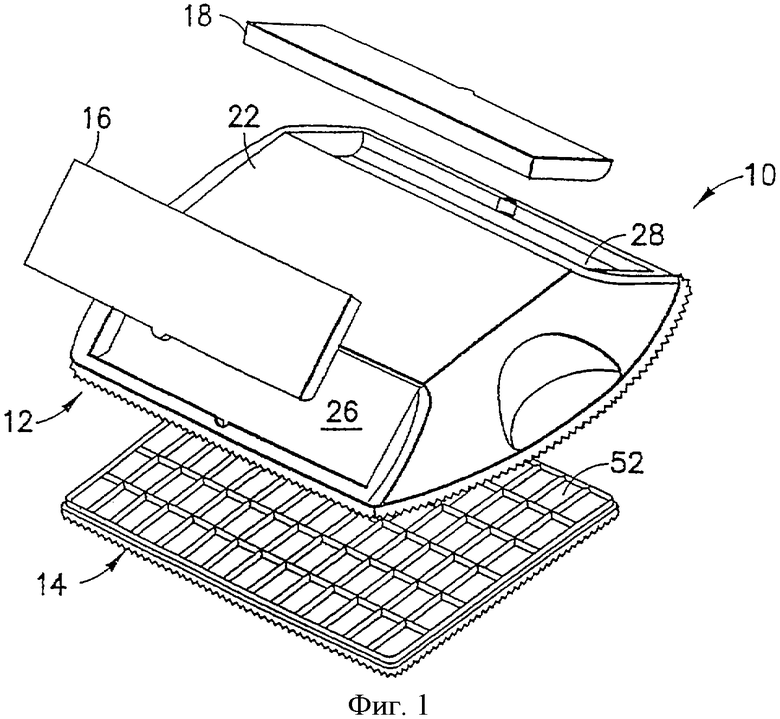
1. Маркер (10; 70) дорожного покрытия, имеющий основание (12; 72) с нижней поверхностью (20; 88) для размещения на поверхности дорожного покрытия и с верхней поверхностью (22; 124), причем основание (12; 72) образовано с углублением (42; 124), множеством колонковых отверстий (36; 126), образованных в углублении (42; 124) и отделенных друг от друга посредством перегородок (38; 128), и крышку (14; 78), предназначенную для сопряжения с перегородками (38; 128) и покрывающую колонковые отверстия (36 126), причем крышка (14; 78) соединена с перегородками (38; 128) посредством ультразвуковой сварки, в котором пазы (44; 134) образованы поверхностями перегородок (38; 128), обращенными к крышке (14; 78), основание дополнительно содержит периферийный паз (44; 136), проходящий по периферии углубления (42; 124), каждый периферийный паз (44; 136) и паз (44; 134) в перегородках (38; 128) имеет пару противоположных боковых поверхностей (48) и поверхность (46), проходящую между боковыми поверхностями (48), крышка (14; 78) имеет направляющие энергию ребра (56; 144, 146), вставленные в пазы (44; 134, 136), причем направляющие энергию ребра (56; 144, 146) достаточно плавятся при ультразвуковой сварке, чтобы обеспечивать герметичное уплотнение крышки (14; 78) к основанию (12; 72), а размеры пазов (44; 136) и направляющих энергию ребер (56; 144, 146) выбраны так, чтобы, по существу, канализировать и вмещать расплавленный материал направляющих энергию ребер (56; 144, 146) в пазах (44; 134, 136).
2. Маркер дорожного покрытия по п.1, в котором основание (12; 72) и крышка (14; 78) унитарно образованы из полимерного материала.
3. Маркер дорожного покрытия по п.1, в котором каждый указанный паз (44; 134, 136) имеет, по существу, прямоугольное поперечное сечение.
4. Маркер дорожного покрытия по п.1, в котором крышка (14; 78) является верхней крышкой (78), образованной унитарно из люминесцентного материала и расположенной в верхнем углублении (124) на основании (72).
5. Маркер дорожного покрытия по п.4, в котором основание (72) имеет переднюю поверхность (100), заднюю поверхность (102) и противоположные боковые поверхности (104, 106), проходящие между верхней частью (124) и нижней частью (88) основания (72), причем передняя поверхность (100) образована с передним углублением (112) для линзы, а передняя линза (74) закреплена в отверстии 112 для линзы в передней поверхности (100) основания (72).
6. Маркер дорожного покрытия по п.5, в котором передняя линза (74) закреплена посредством клея в переднем углублении (112) для линзы на передней поверхности (100) основания.
7. Маркер дорожного покрытия по п.5, в котором передняя линза (74) закреплена посредством механических крепежных средств в переднем углублении (112) для линзы на передней поверхности (100) основания.
8. Маркер дорожного покрытия по п.5, в котором задняя поверхность (102) основания (72) образована с задним отверстием 118 для линзы, причем маркер (10) дорожного покрытия дополнительно содержит заднюю линзу (76), закрепленную в заднем углублении (118) для линзы на задней поверхности (102) основания (72).
9. Маркер дорожного покрытия по п.5, в котором передняя и задняя линзы (74, 76) закреплены посредством клея в соответствующих углублениях (112, 118) для линз.
10. Маркер дорожного покрытия по п.5, в котором передняя и задняя линзы (74, 76) закреплены посредством механических крепежных средств в соответствующих углублениях (112, 118) для линз.
11. Способ получения маркера дорожного покрытия, предусматривающий образование основания (72) с нижней поверхностью (88) для размещения на дорожном покрытии и противоположной верхней поверхностью, причем образование основания (72) ограничивает углубление (124) в верхней поверхности, колонковые отверстия (126), проходящие в верхнее углубление (124) и отделенные друг от друга перегородками (128), образование крышки (78) для покрытия колонковых отверстий (126) в основании (72), позиционирование крышки (78) на основании (72) так, чтобы крышка (78) входила в углубление (124) в верхней поверхности основания (72), приложение ультразвуковой энергии к указанной крышке (78) для приваривания крышки (78) к перегородкам (128), в котором этап образования основания (72) предусматривает образование периферийного выступа (130) по периметру углубления (124), образование пазов (134) в перегородках (128) и периферийного паза (136), проходящего по периферийному выступу (130), этап образования крышки (78) предусматривает образование крышки (78) из материала для генерации оптического сигнала, имеющей направляющие энергию ребра (144) для вставления в пазы (134, 136), а этап приложения ультразвуковой энергии выполняют для герметического уплотнения крышки (78) в углублении (124) и, по существу, для канализации и вмещения расплавленного материала направляющих энергию ребер (144) в пазах (134, 136) для существенного уменьшения отрицательного влияния ультразвуковой сварки на оптические характеристики крышки (78).
Приоритет: 09.06.2003.
| Способ получения окрашенных виниловых полимеров | 1948 |
|
SU73590A1 |
| DE 19950512 A1, 17.05.2001 | |||
| РЕЛЬЕФНЫЙ СВЕТОВОЗВРАЩАЮЩИЙ РАЗМЕТОЧНЫЙ ЭЛЕМЕНТ ДОРОЖНОГО ПОКРЫТИЯ | 1996 |
|
RU2164978C2 |
| Приспособление для загрузки топлива в топку | 1927 |
|
SU8977A1 |
| ОБОДОК С УШКАМИ | 2023 |
|
RU2819006C1 |
| US 6079899 A, 27.06.2000 | |||
| US 4815890 A, 28.03.1989. | |||

