ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Настоящее изобретение в целом относится к активным буферам для защиты пассажира или водителя от аварий в автомобильных транспортных средствах, и в частности, к активному буферу с надуваемой камерой, образованной пластиковыми стеночными панелями, приваренными тепловой сваркой к имеющей пластиковую стенку активной пластине.
УРОВЕНЬ ТЕХНИКИ
Активный буфер является защитным устройством для пассажира или водителя транспортного средства с газонадуваемой камерой для поглощения ударов и уменьшения травмы у пассажиров или водителя при столкновении. В противоположность разворачиваемым вставкам с подушкой безопасности, сделанным из различных тканей, которые появляются из-за различных проемов при надувании, активные буферы используют саму внутреннюю поверхность отделки, чтобы расширятся в начале события столкновения для поглощения и рассеяния энергии удара благодаря действию газа для надувания. В патенте US 8,205,909 (МПК B60R21/231, B60R7/06, опубл. 26.06.2012), включенном в материалы настоящего описания посредством ссылки, раскрыт активный коленный буфер, встроенный в дверцу перчаточного ящика, которая облегчена по весу и визуально привлекательна. В патенте US 8,474,868 (МПК B29C45/14, B60R13/02, опубл. 02.07.2013), также включенном в материалы настоящего описания посредством ссылки, раскрыта типичная конструкция, в которой активный буфер включает в себя переднюю стенку или внутреннюю отделочную панель, которая обращена к пассажиру или водителю транспортного средства, прикрепленную к камерному элементу вдоль уплотненной периферии. Одна или обе из стенок являются деформируемыми для образования расширяемой надуваемой камеры. Например, камерный элемент может иметь (например, гармошкообразную) область гофрированной перегородки, которая распрямляется во время надувания. Стенки сначала могут быть разнесены на небольшую величину, когда в своем предразвернутом ненадутом состоянии. Это предоставляет возможность доступа газа для надувания некоторым образом, который добивается равномерного надувания по всей панели.
Передняя и задняя стенки типичной камеры для активного буфера содержат формованные термопласты, такой как полиэтилен, полиолефин, или ПВХ (PVC). Они типично отформованы инжекционным формованием, но также могут быть отформованы выдувным формованием. Когда формируются по отдельности, передняя и задняя стенки должны герметично соединяться по своей периферии, чтобы формировать надуваемую камеру. Соединение должно быть крепким, чтобы сопротивляться разделению, которое могло бы происходить вследствие высоких давлений надувания во время надувания, и которое происходит в результате, когда пассажир ударяется о буфер. Периферийное уплотнение, например, формируется горячей сваркой. Тепловая сварка включает в себя нагревание сопряженных поверхностей, а затем, сжатие их воедино. Примеры включают в себя сварку нагретыми пластинами, инфракрасную (ИК, IR) сварку и лазерную сварку.
Камерный элемент типично установлен на активную пластину, которая действует в качестве неподвижного основания разворачивания, так что панель отделки салона перемещается наружу в направлении пассажира, когда камерный элемент расширяется. Активная пластина также может содержать формованный термопласт, а соединение между активной пластиной и камерным элементом типично может создаваться посредством тепловой сварки. Одним из распространенных типов активной камеры является пассажирский коленный буфер, встроенный в дверцу перчаточного ящика. В этом случае, активная пластина также образует внутреннюю стенку дверцы (например, заключающую в себе дверной запор и другие признаки).
Соответствующие (то есть, комплементарные, ответные) поверхности на камерном элементе и активной пластине были предусмотрены для сварки тепловой сваркой друг с другом. Поверхности обычно являются ровными (то есть, плоскими), но также могут включать в себя выступающие вверх ребра, которые могут проникать в сопряженную поверхность. Изъяны в плоских поверхностях (например, выемки или другие деформации) могут присутствовать вследствие дефектов материала или проблем, связанных с процессом инжекционного формования (например, износом пресс-формы). Наличие деформаций может создавать карман для захвата газа (то есть, атмосферного воздуха) внутри теплового сварного шва. Захваченные пузырьки создают слабые места в сварном соединении, которые могут снижать прочность сварного шва.
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
Настоящее изобретение использует слегка изогнутую поверхность для сварки, так чтобы газ, который иначе мог бы захватываться, вытеснялся наружу (от поверхности сварного шва) во время сжатия деталей в течение сварки.
В одном из аспектов предложен активный буфер для установки на внутренней отделочной поверхности пассажирского отделения в автомобильном транспортном средстве, содержащий:
формованную из пластика отделочную стенку для разворачивания в направлении разворачивания к пассажиру в пассажирском отделении;
формованную из пластика активную пластину, установленную в качестве основания разворачивания и имеющую плоскую крепежную площадку; и
формованный из пластика камерный элемент, соединенный вокруг по существу уплотненного периметра с отделочной стенкой для образования надуваемой камеры, чтобы принимать газ для надувания при событии столкновения, при этом камерный элемент содержит по меньшей мере одну по существу круговую гофрированную перегородку вокруг центральной крепежной области, при этом центральная крепежная область содержит крепежный выступ, выступающий в направлении крепежной площадки и образующую тепловой сварной шов, при этом крепежный выступ имеет дугообразное поперечное сечение, образующее поверхность сварного шва с вершиной;
при этом поверхность сварного шва приварена тепловой сваркой к крепежной площадке, чтобы вершина создавала первый контакт с крепежной площадкой, при этом сжатие камерного элемента с активной пластиной создает контактный край, перемещаемый радиально наружу от вершины для отвода газа от теплового сварного шва.
В одном из вариантов предложен активный буфер, в котором поверхность сварного шва вокруг вершины закруглена.
В одном из вариантов предложен активный буфер, в котором крепежный выступ состоит из по существу цилиндрической стойки.
В одном из вариантов предложен активный буфер, в котором крепежный выступ содержит форму удлиненного канала.
В одном из вариантов предложен активный буфер, в котором крепежный выступ продолжается от отделочной стенки на первую высоту, при этом гофрированная перегородка продолжается от отделочной стенки на вторую высоту, меньшую, чем первая высота.
В одном из вариантов предложен активный буфер, в котором камерный элемент включает в себя множество крепежных выступов, при этом активная пластина включает в себя соответствующее множество крепежных площадок.
В одном из вариантов предложен активный буфер, в котором активная пластина включает в себя выступающее ребро, продолжающееся от крепежной площадки.
В одном из вариантов предложен активный буфер, содержащий дверцу перчаточного ящика, при этом активная пластина образует внутреннюю стенку дверцы перчаточного ящика.
В одном из еще дополнительных вариантов предложен активный буфер для установки на внутренней отделочной поверхности пассажирского отделения в автомобильном транспортном средстве, содержащий:
активную пластину с плоскими площадками для сварки; и
камерный элемент, имеющий крепежные выступы, приваренные тепловой сваркой к площадкам;
каждый выступ имеет дугообразное поперечное сечение с вершиной, приваренной тепловой сваркой к соответствующей площадке, чтобы вершина создавала первый контакт, при этом сжатие камерного элемента с активной пластиной создает контактный край, движущийся радиально наружу от вершины для отвода газа от теплового сварного шва.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
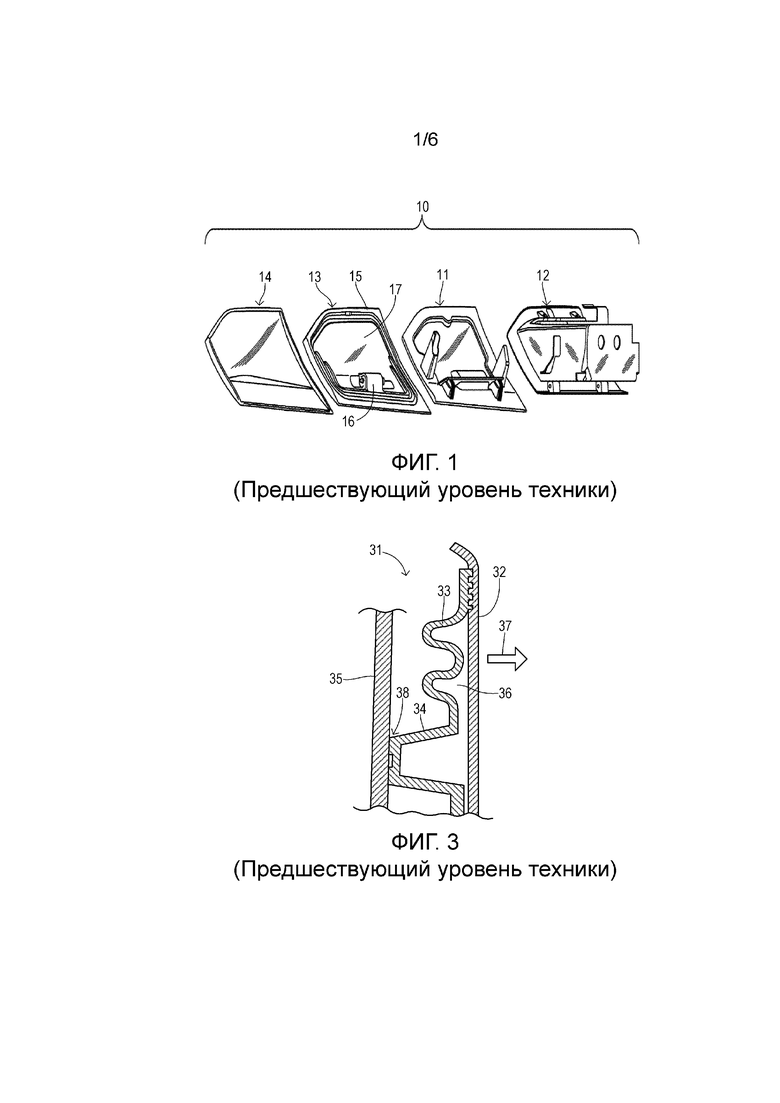
Фиг. 1 - изображение общего вида снаружи в разборе системы дверцы перчаточного ящика с активным коленным буфером типа, к которому может быть применено настоящее изобретение.
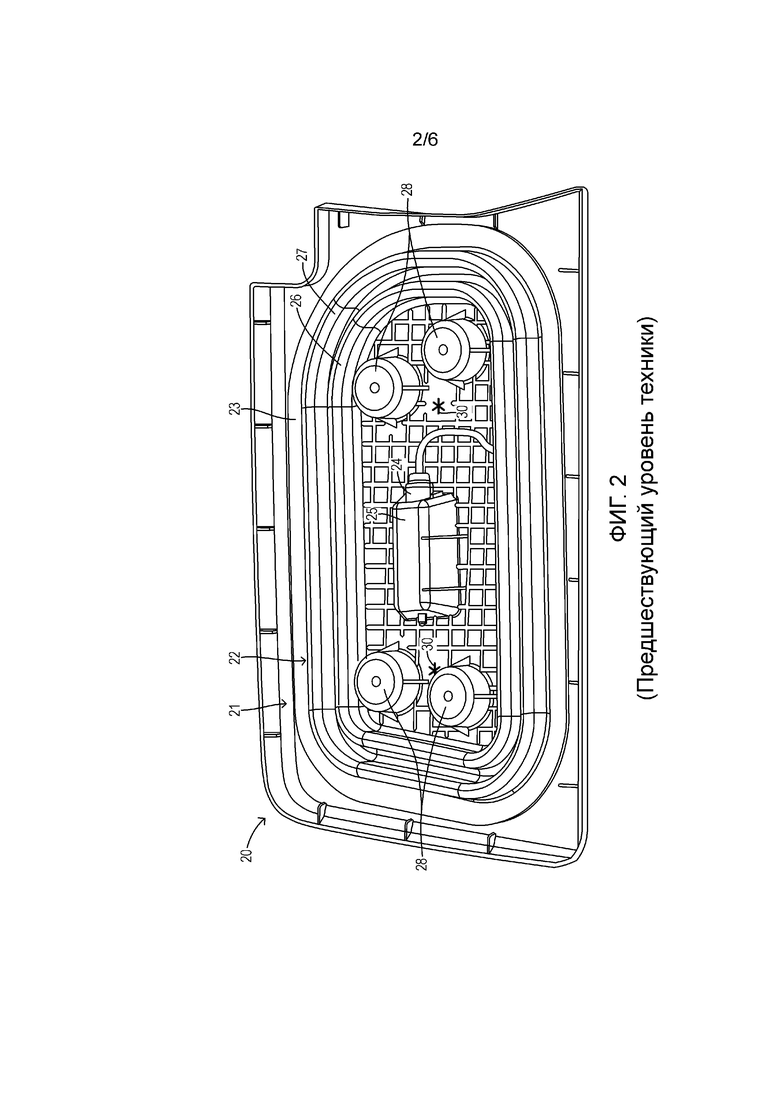
Фиг. 2 - общий вид сзади узла надуваемой камеры активного буфера.
Фиг. 3 - боковой поперечный разрез, показывающий узел активного буфера уровня техники.
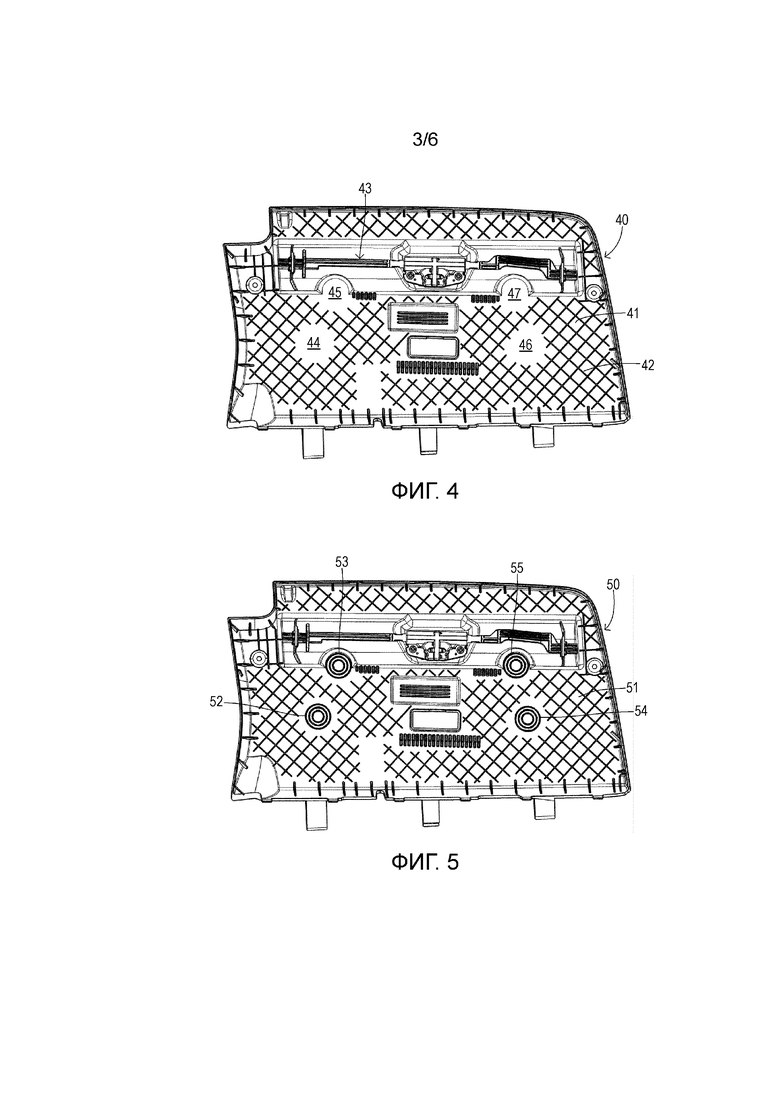
Фиг. 4 - общий вид сзади внутренней дверцы перчаточного ящика с крепежными площадками для приема камерного элемента.
Фиг. 5 - общий вид сзади внутренней дверцы перчаточного ящика с ребристыми крепежными площадками для приема камерного элемента.
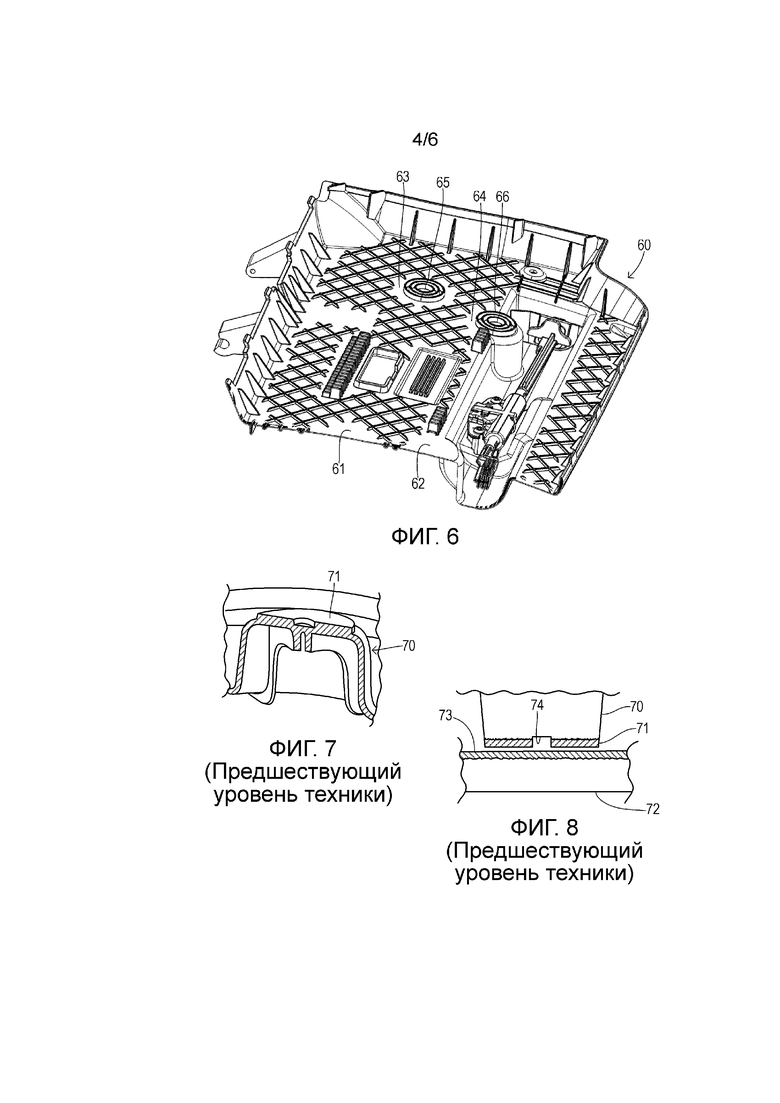
Фиг. 6 - общий вид в поперечном разрезе внутренней дверцы перчаточного ящика.
Фиг. 7 - вид в поперечном разрезе крепежного выступа камерного элемента уровня техники.
Фиг. 8 показывает ответные плоские поверхности для сварки крепежной стойки и активной пластины уровня техники во время тепловой сварки.
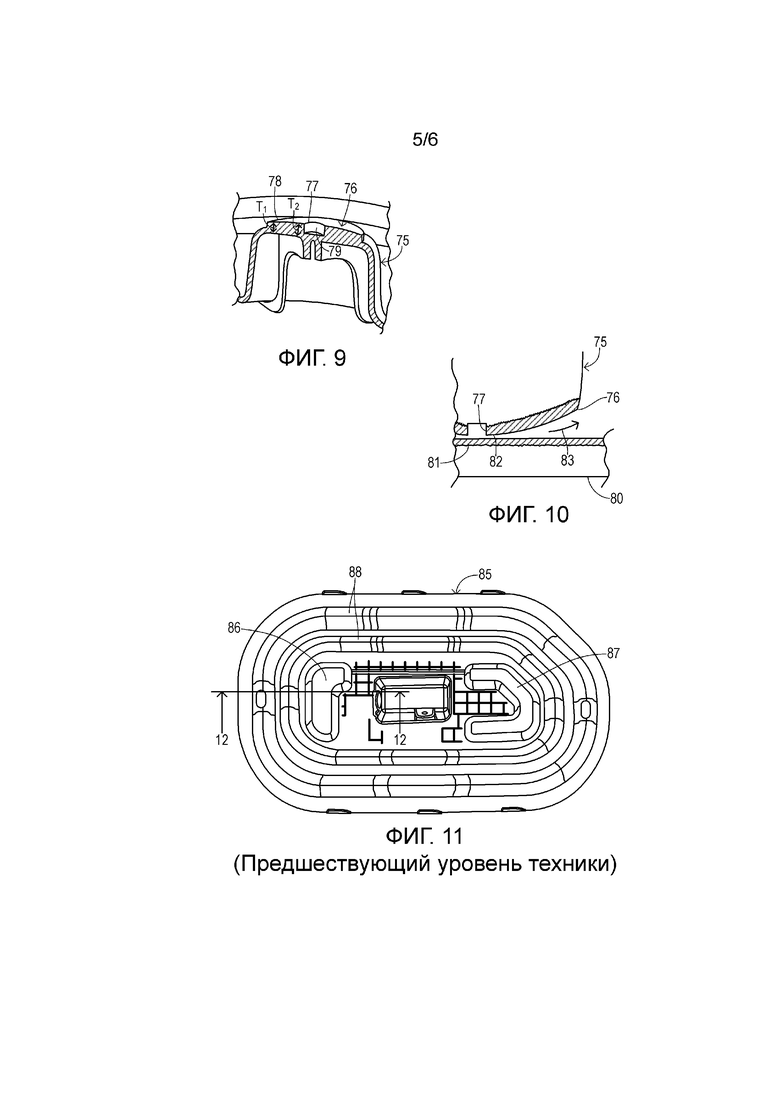
Фиг. 9 - вид в поперечном разрезе крепежного выступа по настоящему изобретению с изогнутой поверхностью для сварки для соединения с плоской активной пластиной.
Фиг. 10 показывает образование теплового сварного шва между изогнутой поверхностью для сварки и плоской поверхностью, дающее в результате удаление газа из сварного шва.
Фиг. 11 - вид сзади в плане камерного элемента согласно еще одному варианту уровня техники.
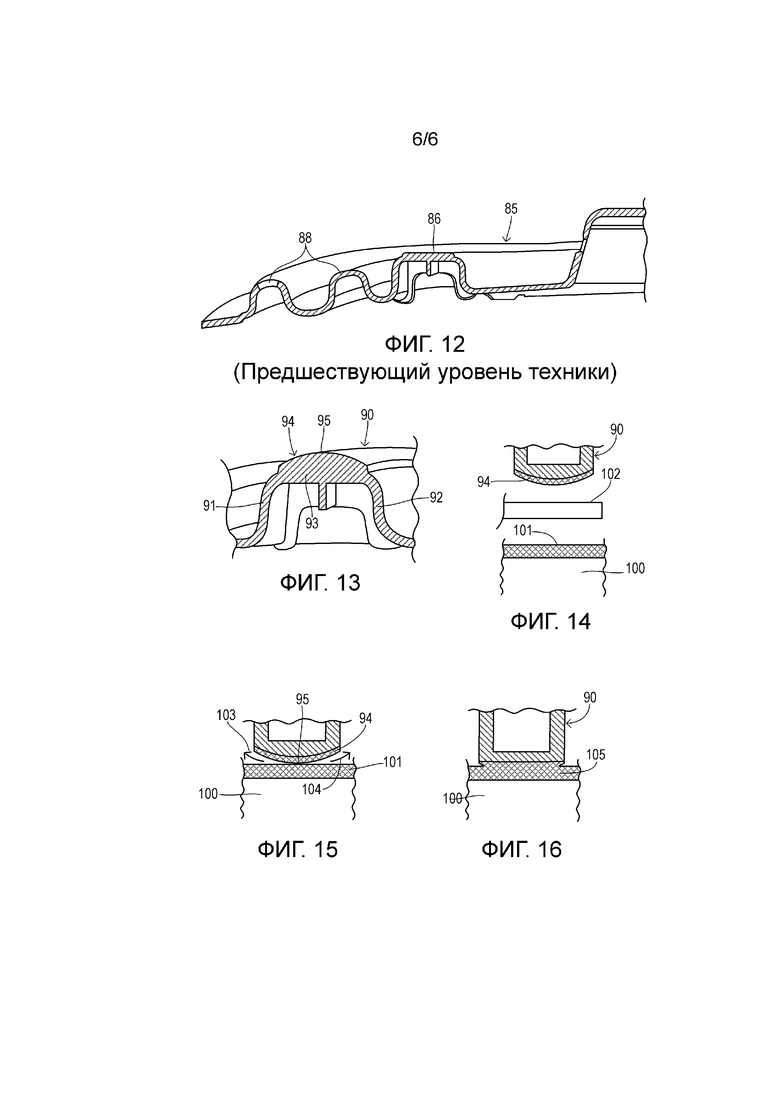
Фиг. 12 - вид в поперечном разрезе через одну из крепежных выступов по фиг. 11.
Фиг. 13 - поперечное сечение улучшенной крепежного выступа в качестве модификации камерного элемента по фиг. 11.
Фиг. 14-16 представляют следующие один за другим этапы сборки во время тепловой сварки крепежного выступа по фиг. 13.
ОПИСАНИЕ ПРЕДПОЧТИТЕЛЬНЫХ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
Далее, со ссылкой на фиг. 1, система 10 активного коленного буфера уровня техники имеет компонент 11 панели основания, который образует основание для буфера. Основание 11 может быть прикреплено к транспортному средству посредством навешивания на шарнирах из контейнера для хранения или перчаточного ящика 12, как показано на фиг. 1, или установлено на другую конструкцию, например, такую как держатель приборной панели, расположенный под рулевой колонкой. Такие местоположения доступны для коленей человека, едущего в соответствующем положении посадки внутри транспортного средства.
В этом варианте осуществления, основание 11 является внутренней стенкой или обшивкой дверцы, которая действует в качестве активной поверхности для поддержки надуваемой камеры, образованной задней стенкой 13 (камеры) и передней стенкой 14 (внутренней отделки), которые соединены по своей периферии 15. Стенки 13 и 14 предпочтительно сдержат формованные пластики (такие как термопластичный полиолефин (TPO)) и соединены пластической горячей сваркой, такой как горячая обкладочная или вибрационная сварка, для образования периферийного уплотнения вокруг центральной области 17 для образования надуваемой камеры. Источник 16 газа для надувания управляется электронным образом для ввода в действие при столкновении, чтобы выпускать газ для надувания буфера. Передняя стенка 14 может содержать внутреннюю отделочную поверхность класса A, такую как наружная сторона дверцы перчаточного ящика, или дополнительные обшивка или покрытие (не показаны) могут быть наложены на ее внешнюю поверхность.
Фиг. 2 - вид сзади одного из типов известной надуваемой камеры 20 для активного буфера. Формованная из пластика передняя отделочная стенка 21 перекрывает формованный из пластика расширяемый камерный элемент 22. Стенка 21 и камерный элемент 22 соединены вокруг замкнутой периметровой области 33 для образования надуваемой камеры, имеющего незанятую центральную камеру между стенкой 21 и камерным элементом 22, чтобы принимать газ для надувания из нагнетательного насоса 24, установленного в выемке 25 задней стенки 22, при событии столкновения. Камерный элемент 22 включает в себя множество складок, таких как 26 и 27, чтобы обеспечивать расширение камерного элемента 22 во время надувания. Множество крепежных опор 28 (то есть, выступов) выступают из центральной области камерного элемента 22, расположенной в пределах гофр 26 и 27 перегородки. Выступы 28 используются для установки камерного элемента 22 на активную поверхность (не показана). Вентиляционные отверстия 30 содержат звездообразную конфигурацию, прорезанную через стенку 22 камеры, чтобы вентилировать камеру камеры.
Фиг. 3 показывает поперечное сечение буфера 31, включающего в себя переднюю внутреннюю отделочную стенку 32, уплотненную по периферии с камерным элементом 33. Камерный элемент 33 включает в себя выступ 34, приваренную к активной стенке 35, например, которая может содержать внутреннюю обшивку дверцы перчаточного ящика. Во время разворачивания, в результате подачи газа для надувания в полость 36 камеры, передняя внутренняя отделочная стенка 32 разворачивается в направлении 37 разворачивания к пассажиру в пассажирском отделении транспортного средства. Тепловой сварной шов 38 удерживает камерный элемент 33 на активной стенке 35 до, во время и после разворачивания буфера. Удерживание камерного элемента 33 является критически важным в течение всех трех фаз.
Фиг. 4 показывает вид в плане внутренней стенки 40 для дверцы перчаточного ящика, которая функционирует в качестве активной пластины для разворачивания активного буфера. Внутренняя поверхность 41 обращена к камерному элементу и может быть образована в качестве формованного инжекционным формованием пластикового компонента. Множество приподнятых ребер 42 может быть предусмотрено на поверхности 41 для упрочнения стенки 40. В качестве части функционирования в качестве дверцы перчаточного ящика, запор 43 установлен в соответствующем гнезде в стенке 40. Множество крепежных площадок 44-47 выполнены с возможностью принимать соответствующие крепежные выступы на камерном элементе. Каждая крепежная площадка 44-47 имеет ровную плоскую форму, приспособленную привариваться тепловой сваркой к соответствующим крепежным выступам. Фиг. 5 показывает альтернативный вариант осуществления, в котором ровные плоские крепежные площадки включают в себя ребра для сварки. В частности, активная пластина 50 имеет внутреннюю поверхность 51, при этом множество крепежных площадок 52-55 каждая включает в себя множество концентрических выступающих вверх ребер, выступающих из ровной плоской поверхности крепежных площадок. Ребра увеличивают проникновение теплового сварного шва в поверхность соответствующей крепежного выступа.
Фиг. 6 - общий вид еще одной внутренней стенки/активной пластины 60 дверцы, имеющей крепежные площадки с ребрами и без ребер. Пластина 60 подвергнута поперечному сечению через плоские крепежные площадки 61 и 62 без ребер. Также показаны крепежные площадки 63 и 64, в которых используются последовательности ребер 65 и 66. Настоящее изобретение применимо к крепежным площадкам с ребрами и без ребер.
Фиг. 7 показывает поперечное сечение через крепежный выступ или стойку 70 уровня техники, в котором по существу ровная плоская поверхность 71 соответствует ровной плоской поверхности соответствующей крепежной площадки на активной пластине, к которой она должна быть приварена тепловой сваркой.
Фиг. 8 изображает крепежный выступ 70, свариваемую тепловой сваркой с активной пластиной 72, при этом плоская поверхность 71 крепежного выступа 70 стала оплавленной в результате прикладывания тепла. Подобным образом, плоская поверхность 73 активной пластины 72 оплавляется, и компоненты собираются сжиматься, чтобы получать взаимное смешивание расплавленных слоев, тем самым, связывая компоненты тепловым сварным швом. Выемка 74 может быть предусмотрена в торцевой стенке крепежного выступа 70 для приема избыточного расплавленного материала и для образования дополнительного механического сцепления. Вследствие ответного плоского характера поверхностей 71 и 73, который побуждает все части поверхностей сходиться одновременно во время сжатия, пузырьки воздуха могут становиться захваченными в стыке тепловой сварки, как описано выше.
Чтобы уменьшать вероятность образования пузырьков, настоящее изобретение применяет поверхность для сварки на крепежном выступе 75, которая имеет дугообразное поперечное сечение, как показано на фиг. 9. Таким образом, выступ 75 имеет поперечное сечение с по существу прямыми сторонами, продолжающимися в направлении активной пластины и имеющими поверхность 76 сварного шва с изогнутым профилем, включающим в себя вершину 77 в центральной части поверхности 76. В предпочтительном варианте осуществления, поверхность 76 сварного шва закруглена или изогнута между вершиной 77 и наружным краем 78. Чтобы обеспечивать дугообразное поперечное сечение, толщина торцевой стенки, образующей крепежный выступ 75, может возрастать от толщины T1 на краю 78 до большей толщины T2 на вершине 77. Крепежный выступ 75 по выбору может включать в себя центральное углубление 79. На фиг. 9, крепежный выступ 75 как правило является цилиндрической стойкой, при этом каждое продольное сечение демонстрирует идентичный дугообразный профиль поперечного сечения. В качестве альтернативы закругленной форме от вершины 77 до края 78, мог бы использоваться прямой склон. Более того, вершина 77 может быть слегка вне центра или может содержать гребень, когда крепежный выступ имеет вытянутую форму вместо стойки, как описано в более позднем варианте осуществления.
Фиг. 10 показывает образование теплового сварного шва между крепежным выступом 75 для сварки и активной пластиной 80, при этом расположенные напротив поверхности 76 и 81 находятся в расплавленном состоянии от нагрева. Вследствие дугообразного поперечного сечения выступа 76, образующего изогнутую поверхность 76 сварного шва, вершина 77 осуществляет первый контакт с поверхностью 81 крепежной площадки, и последующее сжатие создает контактный край 82, который перемещается радиально наружу от вершины 77 во время образования теплового сварного шва для отвода газа от между приближающимися поверхностями, как указано стрелкой 83. В случае, если крепежная площадка включает в себя выступающие вверх ребра, контактный край, перемещающаяся радиально наружу, может включать в себя дальний край каждого ребра, где формируется тепловой сварной шов.
Вместо имеющих цилиндрическую форму крепежных стоек, выступа могут включать в себя формы удлиненных каналов, как показано на фиг. 11 и 12. Камерный элемент 85 включает в себя крепежные выступы 86 и 87 в центральной крепежной области, определенной в пределах множества гофрированных перегородок 88. Как показано на фиг. 12, крепежный выступ 86 продолжается на первую высоту от стороны отделочной стенки камерного элемента 85 наряду с тем, что гофрированные перегородки 88 продолжаются на вторую высоту, которая меньше, чем первая высота. Увеличенная высота крепежного выступа 86 дает возможность крепления к активной пластине без мешающего действия от перегородок 88.
Фиг. 13 показывает модификацию для формы поперечного сечения крепежного выступа 86 для предотвращения образования захваченных пузырьков, которое может происходить с использованием ответных плоских поверхностей, показанных на фиг. 11 и 12. Таким образом, крепежный выступ 90 имеет профиль поперечного сечения с дугообразной формой. Дугообразная форма включает в себя боковые стороны 91 и 92 поперечного сечения, соединенные верхней стенкой 93, образующей поверхность 94 сварного шва, которая выступает в направлении плоской крепежной площадки активной пластины (не показана). Поверхность 94 сварного шва, которая продолжается в качестве центрального гребня вдоль удлиненного крепежного выступа 90. С вершиной 95, образующей гребень, прижимание камерного элемента вплотную к активной пластине создает контактный край, которая подобным образом перемещается радиально наружу от гребня 95 вершины для отвода газа от теплового сварного шва.
Образование теплового сварного шва с использованием крепежного выступа с удлиненным каналом подробнее показано на фиг. 14-16. Активная пластина 100 подогнана к положению смежно камерному элементу, так чтобы крепежный выступ 90 была выровнен с крепежной площадкой 101. Источник нагрева, такой как нагретая пластина 102, размещается между поверхностью 94 сварного шва и крепежной площадкой 101, чтобы оплавлять соответствующие поверхности. После плавления, нагретая пластина 102 извлекается, и компоненты сдвигаются воедино, как показано на фиг. 15 Гребень 95 вершины осуществляет первый контакт, как показано на фиг. 15, так что, по мере того как расплавленные слои 94 и 101 сводятся вместе, газ, который иначе мог бы становиться захваченным, выгоняется из теплового сварного шва, как указано стрелками 103 и 104. Как показано на фиг. 16, тепловой сварной шов 105 формируется после сжатия и последующего охлаждения расплавленных ранее слоев, чтобы удерживать камерный элемент на активной пластине без слабых областей, вызванных захваченными пузырьками газа.
Группа изобретений относится к вариантам активного буфера для автомобильного транспортного средства. Активный буфер содержит формованную из пластика отделочную стенку, которая разворачивается наружу при столкновении. Формованная из пластика активная пластина установлена в качестве основания разворачивания. Формованный из пластика камерный элемент соединен вокруг по существу уплотненного периметра с отделочной стенкой для образования надуваемой камеры. Камерный элемент включает в себя по меньшей мере одну по существу круговую гофрированную перегородку вокруг центральной крепежной области. Центральная крепежная область включает в себя крепежный выступ, выступающий в направлении крепежной площадки на активной пластине для образования теплового сварного шва. Крепежный выступ имеет дугообразное поперечное сечение, образующее поверхность сварного шва с вершиной. Поверхность сварного шва приварена тепловой сваркой к крепежной площадке, чтобы вершина создавала первый контакт с крепежной площадкой, при этом сжатие камерного элемента с активной пластиной создает контактный край, движущийся радиально наружу от вершины для отвода газа от теплового сварного шва. Обеспечивается повышение безопасности за счет повышения прочности сварочного шва при изготовлении. 2 н. и 7 з.п. ф-лы, 16 ил.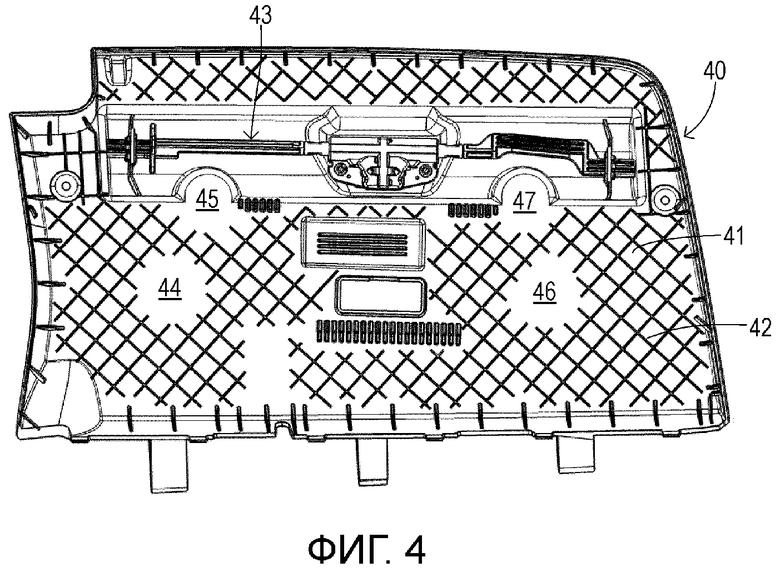
1. Активный буфер для установки на внутренней отделочной поверхности пассажирского отделения в автомобильном транспортном средстве, содержащий:
формованную из пластика отделочную стенку для разворачивания в направлении разворачивания к пассажиру в пассажирском отделении;
формованную из пластика активную пластину, установленную в качестве основания разворачивания и имеющую плоскую крепежную площадку; и
формованный из пластика камерный элемент, соединенный вокруг, по существу, уплотненного периметра с отделочной стенкой с образованием надуваемой камеры для приема газа для надувания при событии столкновения, при этом камерный элемент содержит по меньшей мере одну, по существу, круговую гофрированную перегородку вокруг центральной крепежной области, при этом центральная крепежная область содержит крепежный выступ, выступающий в направлении крепежной площадки и образующую тепловой сварной шов, при этом крепежный выступ имеет дугообразное поперечное сечение, образующее поверхность сварного шва с вершиной;
при этом поверхность сварного шва приварена тепловой сваркой к крепежной площадке, чтобы вершина создавала первый контакт с крепежной площадкой, причем сжатие камерного элемента с активной пластиной создает контактный край, перемещаемый радиально наружу от вершины для отвода газа от теплового сварного шва.
2. Активный буфер по п. 1, в котором поверхность сварного шва вокруг вершины закруглена.
3. Активный буфер по п. 1, в котором крепежный выступ состоит из, по существу, цилиндрической стойки.
4. Активный буфер по п. 1, в котором крепежный выступ имеет форму удлиненного канала.
5. Активный буфер по п. 1, в котором крепежный выступ продолжается от отделочной стенки на первую высоту, при этом гофрированная перегородка продолжается от отделочной стенки на вторую высоту, меньшую, чем первая высота.
6. Активный буфер по п. 1, в котором камерный элемент включает в себя множество крепежных выступов, при этом активная пластина включает в себя соответствующее множество крепежных площадок.
7. Активный буфер по п. 1, в котором активная пластина включает в себя выступающее ребро, продолжающееся от крепежной площадки.
8. Активный буфер по п. 1, содержащий дверцу перчаточного ящика, при этом активная пластина образует внутреннюю стенку дверцы перчаточного ящика.
9. Активный буфер для установки на внутренней отделочной поверхности пассажирского отделения в автомобильном транспортном средстве, содержащий:
активную пластину с плоскими площадками для сварки; и
камерный элемент, имеющий крепежные выступы, приваренные тепловой сваркой к площадкам;
каждый выступ имеет дугообразное поперечное сечение с вершиной, приваренной тепловой сваркой к соответствующей площадке, чтобы вершина создавала первый контакт, при этом сжатие камерного элемента с активной пластиной создает контактный край, перемещаемый радиально наружу от вершины для отвода газа от теплового сварного шва.
| US 2012112439 A1, 10.05.2012 | |||
| US 2011272926 A1, 10.11.2011 | |||
| US 2009250915 A1, 08.10.2009 | |||
| US 2005253369 A1, 17.11.2005. |

