Изобретение относится к теплоэнергетике, в частности к трубчатым подогревателям с промежуточным жидким теплоносителем, установленным на наружной поверхности цилиндрических горизонтальных емкостей, и может быть использовано в нефтяной, газовой, нефтеперерабатывающей, химической промышленности для подогрева или охлаждения находящихся в них жидких веществ.
Известен способ изготовления трубчатого подогревателя, включающий изготовление плоских трубчатых змеевиков с необходимыми геометрическими размерами, вальцовка по радиусу наружной поверхности емкости, размещение и закрепление трубчатых змеевиков посредством крепежных элементов на наружной поверхности емкости (патент RU № 2036122, C1, МПК B65D 88/74, от 06.11.91, опубл. 27.05.95).
Наиболее близким к заявляемому является способ изготовления подогревателя, включающий изготовление трубчатых змеевиков с необходимыми геометрическими размерами, вальцовка по радиусу емкости, размещение и закрепление змеевиков на наружной поверхности корпуса емкости (Альбом типовых конструкций «Устройства теплообменные наружные и внутренние сосудов и аппаратов», конструкция, размеры и общие технические требования, АТК 24.218.07-90, Акционерное общество «Центральное конструкторское бюро нефтеаппаратуры», от 25.12.90, с. 20-21, рис.6, лист 1, 2).
Недостатками известных способов является то, что вначале изготавливают плоские трубчатые змеевики с необходимыми геометрическими размерами, которые затем подвергают вальцовке, радиус которой примерно должен быть равен радиусу наружной поверхности емкости. При этом для обеспечения операции вальцовки уже готовых плоских трубчатых змеевиков требуются дополнительные материалы, в качестве которых используют подкладные листы с размерами, равными габаритам змеевиков, а также дополнительные приспособления, что приводит к увеличению сроков изготовления подогревателя и его стоимости. Однако за счет того, что вальцовке подвергается уже готовый змеевик, невозможно достичь требуемой точности изготовления и повторения радиуса емкости, в результате чего плотного прилегания змеевика к поверхности емкости не обеспечивается, что приводит к снижению эффективности подогревателя.
Технической задачей предлагаемого изобретения является повышение эффективности подогрева или охлаждения жидких веществ в емкостных аппаратах, исключение необходимости использования дополнительных материалов, уменьшение стоимости и сокращение сроков изготовления подогревателя.
Для решения поставленной задачи предложен способ изготовления трубчатого подогревателя для емкостных аппаратов, включающего изготовление трубчатого змеевика с необходимыми геометрическими размерами, размещение его на наружной поверхности корпуса емкости, согласно изобретению перед сборкой подогревателя производят нарезание прямых участков труб, затем концы труб отгибают, трубы закрепляют на наружной поверхности корпуса емкости, причем отогнутые участки располагают в противоположную сторону от поверхности корпуса емкости, затем отогнутые концы соседних труб последовательно соединяют U-образными коленами.
При этом концы труб отгибают на угол 3-5° для обеспечения прилегания прямых участков труб.
Нарезание прямых участков труб перед сборкой подогревателя обеспечивает плотное прилегание труб при закреплении их на наружной поверхности корпуса емкости, что способствует повышению эффективности подогрева или охлаждения жидких веществ.
Отгибание концов прямых участков труб на угол 3-5° и расположение отогнутых частей в противоположную сторону от поверхности корпуса емкости исключает необходимость использования дополнительных материалов, в качестве которых используют подкладные листы, а также приспособлений, что приводит к упрощению процесса приварки к соседним трубам U-образных колен, а следовательно, и сокращению сроков изготовления и уменьшению его стоимости.
Соединение последовательно отогнутых концов соседних труб U-образными коленами приводит к образованию трубчатого змеевика, внутри которого обеспечивается возможность протекания теплоносителя для разогрева или охлаждения веществ в емкости. Сборка подогревателя непосредственно на корпусе емкости обеспечивает плотное прилегание труб к обогреваемой поверхности, что приводит к повышению эффективности подогрева или охлаждения жидких веществ в емкостных аппаратах.
На фиг.1 представлен закрепленный на наружной поверхности емкости трубчатый подогреватель, общий вид; на фиг.2 - разрез А-А на фиг.1, показан угол отгиба U-образных колен для обеспечения прилегания прямых участков труб.
Для сборки трубчатого подогревателя нарезают прямые участки труб 1. Затем концы труб отгибают на угол в 3-5°. Далее трубы 1 прикладывают с заданным шагом снаружи к поверхности корпуса емкости 2 в нижней ее части, при этом отогнутые концы труб располагают в противоположную сторону от поверхности емкости, и закрепляют их планками 3. В качестве емкостных аппаратов используют цилиндрические горизонтальные сосуды, в которых может находиться содержимое в виде загустевающих и твердеющих при низких температурах жидкостей, например нефть, мазут. Отогнутые концы соседних труб 1 приваривают U-образными коленами 4 с образованием трубчатого змеевика. К концам трубчатого змеевика присоединяют фланцы 5. Фланцы 5 подсоединяют к трубопроводу подачи теплоносителя и слива отработанного теплоносителя (не показаны). В качестве теплоносителя используют горячую жидкость или пар, которые протекают по змеевику. Пропускаемый через подогреватель поток нагретой текучей среды обеспечивает эффективный нагрев содержимого емкости с сопутствующим уменьшением его вязкости, ускоряя при этом его слив через выпускной клапан (не показан).
Для практического осуществления способа в производственных условиях была произведена сборка подогревателя и закрепление его на цилиндрическом корпусе отбойника конденсата длиной 700 см и диаметром 280 см. Производили подогрев конденсата водяного пара. Нарезали прямые участки труб диаметром 38 мм, длиной 400 см в количестве 22 штук. Затем концы труб отогнули на угол в 5°. Трубы равномерно распределили по поверхности емкости в нижней ее части, расстояние между осями составило 180 см. Отогнутые концы труб расположили в противоположную сторону от поверхности емкости. Трубы закрепили тремя планками шириной 50 см. Отдельно изготовили U-образные колена, диаметр которых равен диаметру труб, а радиус изгиба которых равен расстоянию между осями труб. К отогнутым концам соседних труб приварили U-образные колена. К концам полученного трубчатого змеевика приварили фланцы 5. Фланцы 5 подсоединили к трубопроводу подачи горячей воды, температура которой составила 110°, и слива уже отработанной охлажденной воды. Подогрев конденсата производили начиная с температуры 4°С в течение 5 часов. При протекании через змеевик вода нагревала трубы, которые при соприкосновении с нижней частью емкости нагревали и ее корпус. По истечении 5 часов измерили температуру конденсата, она составила 15°С, т.е. повысилась на 11°С. Тепло от нагретого корпуса привело к нагреванию нижних слоев конденсата, что позволило предотвратить замерзание конденсата.
Таким образом, сборка подогревателя «по месту» обеспечивает более полное прилегание теплообменных труб к обогреваемой поверхности, что приводит к повышению эффективности подогрева жидких веществ в емкости. Кроме того, данный способ изготовления не требует использования дополнительных приспособлений и материалов, что значительно упрощает технологию процесса сборки подогревателя. Технико-экономический эффект заключается в уменьшении стоимости и сокращении сроков его изготовления.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОДОГРЕВАТЕЛЬ ЖИДКИХ И ГАЗООБРАЗНЫХ СРЕД | 2018 |
|
RU2696159C1 |
| ПОДОГРЕВАТЕЛЬ ЖИДКИХ И ГАЗООБРАЗНЫХ СРЕД | 2006 |
|
RU2300701C1 |
| ПОДОГРЕВАТЕЛЬ ВЫСОКОГО ДАВЛЕНИЯ СИСТЕМЫ РЕГЕНЕРАЦИИ ПАРОВОЙ ТУРБИНЫ | 2007 |
|
RU2360181C1 |
| ПОДОГРЕВАТЕЛЬ НЕФТИ | 2007 |
|
RU2380611C2 |
| ПАРОВОДЯНОЙ ПОДОГРЕВАТЕЛЬ | 2006 |
|
RU2315235C1 |
| ПОДОГРЕВАТЕЛЬ НЕФТИ | 2013 |
|
RU2505751C1 |
| ТРУБЧАТЫЙ ПОДОГРЕВАТЕЛЬ | 2017 |
|
RU2662018C1 |
| ПОДОГРЕВАТЕЛЬ ГАЗА | 2021 |
|
RU2768334C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБЧАТОГО НАГРЕВАТЕЛЬНОГО ЭЛЕМЕНТА | 1990 |
|
RU2028575C1 |
| ПОДОГРЕВАТЕЛЬ ЖИДКИХ И ГАЗООБРАЗНЫХ СРЕД | 2016 |
|
RU2640307C1 |
Изобретение относится к трубчатым подогревателям, установленным на наружной поверхности цилиндрических горизонтальных емкостей, и может быть использовано для подогрева или охлаждения находящихся в них жидких веществ. Производят нарезание прямых участков труб и отгибание концов последних. Закрепляют упомянутые трубы на наружной поверхности корпуса емкости с расположением отогнутых концов труб в противоположную сторону от поверхности корпуса емкости. Последовательно соединяют отогнутые концы соседних труб U-образными коленами с образованием плоского трубчатого змеевика. В результате повышается эффективность подогрева или охлаждения жидких веществ в емкостных аппаратах, исключается необходимость использования дополнительных материалов, уменьшается стоимость и сокращаются сроки изготовления подогревателя. 1 з.п. ф-лы, 2 ил.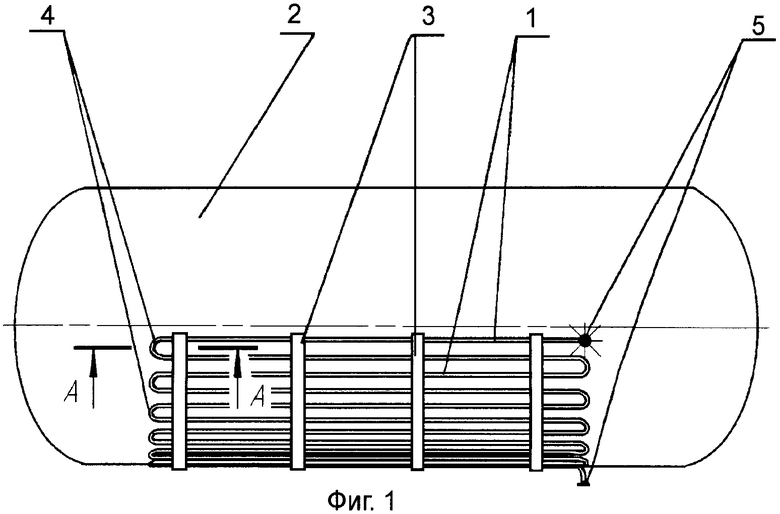
1. Способ изготовления трубчатого подогревателя на наружной поверхности цилиндрической емкости, отличающийся тем, что производят нарезание прямых участков труб и отгибание концов последних, закрепляют упомянутые трубы на наружной поверхности корпуса емкости с расположением отогнутых концов труб в противоположную сторону от поверхности корпуса емкости и последовательно соединяют отогнутые концы соседних труб U-образными коленами с образованием плоского трубчатого змеевика.
2. Способ изготовления подогревателя по п.1, отличающийся тем, что концы труб отгибают на угол 3°-5°.
| Альбом типовых конструкций «Устройства теплообменные наружные и внутренние сосудов и аппаратов», конструкция, размеры и общие технические требования | |||
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
| АО «Центральное конструкторское бюро нефтеаппаратуры», 25.12.1990, с.20-21, рис.6 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕПЛООБМЕННОГО БЛОКА ТЕПЛООБМЕННОГО АППАРАТА | 2004 |
|
RU2266186C1 |
| КОНВЕКТИВНАЯ ПОВЕРХНОСТЬ НАГРЕВА, СПОСОБ ИЗГОТОВЛЕНИЯ ЗМЕЕВИКОВ КОНВЕКТИВНОЙ ПОВЕРХНОСТИ И УСТРОЙСТВО ДЛЯ ГИБКИ ОРЕБРЕННЫХ ТРУБ | 1993 |
|
RU2061945C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕПЛООБМЕННИКА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2065351C1 |
| DE 3425382 A1, 28.02.1985. | |||

