Изобретение относится к транспортировке, очистке, переработке природного газа и нефти, содержащих в своем составе серные соединения, в частности, к производству подогревателей, конденсаторов и трубопроводов аппаратов, используемых для получения газа, конденсата, серы, бензина, дизельного или котельного топлива.
В настоящее время в составе оборудования заводов по переработке природного газа и нефти широко используются для сепарации, конденсации, очистки газа, получения серы, сероводорода аппараты типа котельных печей, теплообменников, перегревателей, конденсаторов, в которых применяются конструкции в виде труб, трубных решеток и змеевиков [1].
Агрессивность сероводородсодержащих газов требует повышения коррозионной стойкости оборудования. В противном случае под действием образующейся серной кислоты происходит быстрое разрушение трубопроводов, что создает аварийные ситуации, приводит к незапланированным остановкам производственных процессов.
На практике выход из строя змеевиков подогревателей и конденсаторов, работающих, например, в установке Клаусса на Астраханском газоперерабатывающем заводе, происходит в течение трех месяцев, после чего аппараты порой заменяются полностью [2].
Решетки, змеевики, трубопроводы конденсаторов, подогревателей отдельных аппаратов этой установки выполнены из термообработанных стальных труб различных диаметров, соединенных между собой сваркой, например змеевик серной ямы 151Т01.
Недостатком установки является малая стойкость материалов труб к общей и питтинговой коррозии, их малое сопротивление сероводородному растрескиванию под напряжением при высоких температурах.
В зарубежной практике предпринимаются попытки замены материалов теплообменников и других аппаратов химического машиностроения. Так отмечается, что по коррозионной стойкости в кислотах и водных средах цирконий занимает второе после тантала место в ряду редких металлов и по сравнению с танталом обладает меньшим удельным весом и меньшей стоимостью. Известно, что фирмой "Пфауленд" (США) были изготовлены теплообменники, пароструйные форсунки, вакуумные насосы из циркониевых сплавов, длительное время (более года) эксплуатировавшиеся в агрессивных средах. Там же проведена конструкция теплообменника в виде прямой трубы из циркониевого сплава с фланцем. Отсутствие сведений о марке и свойствах циркониевого сплава не дают возможности оценить пригодность использования данного теплообменника в оборудовании для переработки сероводородсодержащего газа, а также пригодность труб из данного сплава для изготовления змеевиков теплообменных аппаратов [3].
В одном источнике указывается на принципиальную возможность применения в газопереработке стальных труб, плакированных цирконием. Однако промышленное производство плакированных циpконием стальных труб не освоено и является делом будущего [4].
Сообщается также об изготовлении в Северодонецком ПО "Азот" крупногабаритного теплообменника. Нагревательный элемент данного теплообменника изготовлен путем приварки к трубным доскам прямолинейных пучков циркониевых труб диаметром 19х1,65 мм. Такой способ изготовления нагревательного элемента выбран за прототип [5].
Недостатком такого способа является сложность изготовления элемента, невозможность получения из труб больших диаметров (например свыше 50 мм), выполненных из данного сплава, нагревателей других видов (например змеевиков) из-за нарушения сплошности трубного материала в процессе гибки и сварки отдельных участков таких теплообменников, что, в свою очередь, приводит к невозможности их эксплуатации в агрессивной среде. Трубы данного теплообменника были подвергнуты отжигу с частичной рекристаллизацией структуры, что не позволяет провести гибку труб с диаметром гиба, близким к диаметру трубы без нарушений сплошности и потери их формы.
Целью изобретения является расширение технологических возможностей формообразования всевозможных видов нагревательных элементов из циркониевых сплавов, повышение их коррозионной стойкости, применение элементов в серийно выпускаемых теплообменниках, выполненных из стали.
Указанная цель достигается тем, что фигурные трубопроводы, например змеевики, выполнены из термообработанных до равновесного рекристаллизованого структурного состояния труб из сплавов циркония, на входе и выходе элемента приварены сталь-циркониевые переходники.
Известно, что термообработка влияет на скорость коррозии циркониевых сплавов и является эффективным способом повышения их стойкости в кислотах [5] . Однако только термообработка до равновесного рекристаллизованного структурного состояния труб из циркониевых сплавов придает нагревательному элементу свойство стабильности удержания формы без возникновения больших остаточных напряжений и несплошностей в материале труб. При этом на порядок снижается скорость общей и питтинговой коррозии, а также сероводородное растрескивание под напряжением теплообменников, выполненных из циркониевых труб. Это существенно отличает заявляемый способ от всех известных ранее.
Приварка на входе и выходе нагревательного элемента сталь-циркониевых переходников позволяет эксплуатировать нагревательный элемент в любых ранее изготовленных аппаратах, выполненных из стали, что также является существенной новизной заявляемого объекта.
На фиг.1 изображен змеевик паронагревателя серной ямы. Технологией изготовления этого нагревательного элемента 1 предусматривается вакуумная термообработка до равновесного рекристаллизованного структурного состояния холоднокатаных труб из циркониевого сплава, например, марки Э-125, гибка труб по спирали и аргоннодуговая сварка их между собой. На входе и выходе нагревательного элемента к циркониевым трубам привариваются сталь-циркорниевые переходники 2, которые состыковываются со стальной трубой 3 магистрального паропровода. Нагревательный элемент помещается внутри корпуса серной ванны 4.
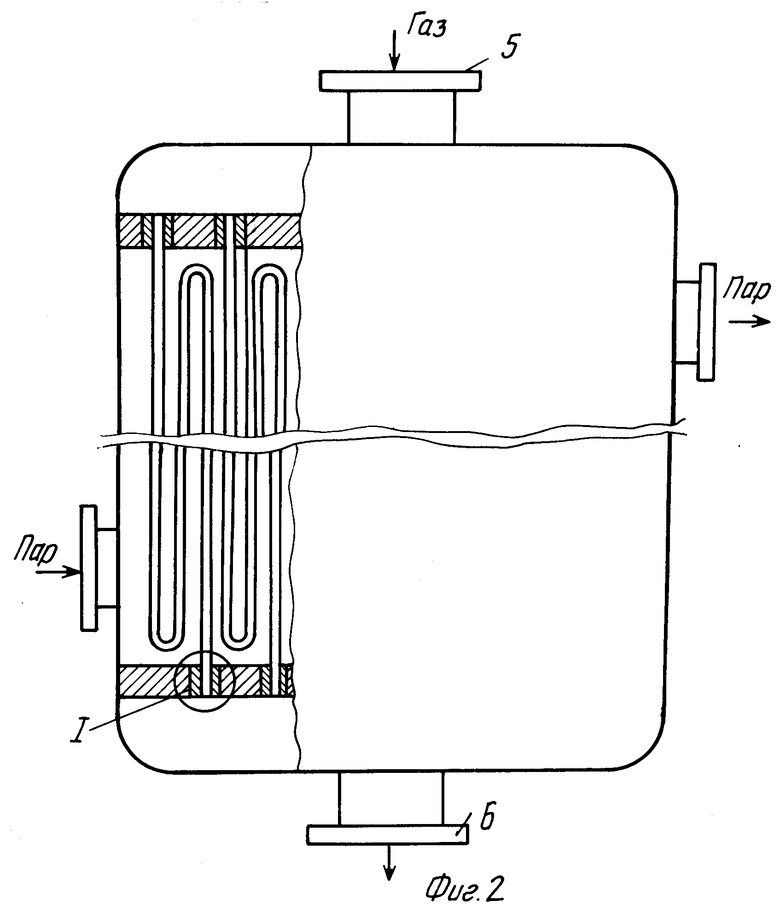
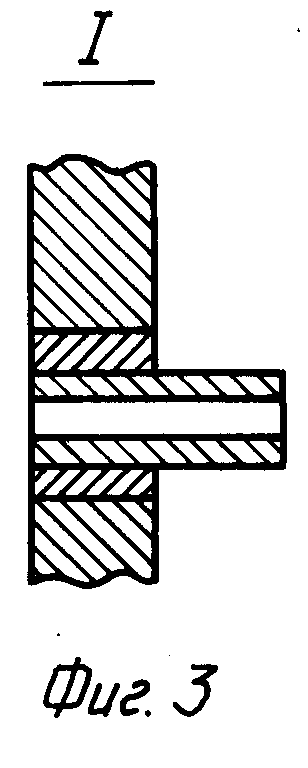
На фиг.2 изображен подогреватель газа; на фиг.3 - разрез А-А на фиг.2.
Технологией изготовления подогревателя предусматривается вакуумная термообработка до равновесного состояния холоднокатаных труб из циркониевого сплава, гибка труб в секции, приварка к их концам сталь-циркониевых переходников, посредством которых трубы соединяются с распределительными плитами. Нагревательная сборка размещается внутри сосуда. Природный газ через штуцер 5 подается по трубам, нагревается за счет пара, подаваемого в межтрубное пространство, затем выходит на дальнейшую обработку через штуцер 6.
Примером конкретного выполнения заявляемого объекта является следующее. Для серной ванны 151ТО установки У-161 Астраханского газоперерабатывающего завода, куда поступает после перегонки расплавления сера при 120оС, был изготовлен змеевик из термообработанных до равновесного рекристаллизованного состояния труб диаметром 88 мм, толщиной стенки 4 мм из циркониевого сплава марки Э-125. Наружный диаметр змеевика около 1 м, длина 5 м, количество сборок 5 штук. Змеевик установлен в ванну для подогрева серы. Каждая сборка из циркониевого сплава была с помощью сталь-циркониевых переходников (труба диаметром 89х8 мм, сталь марки 08Х18Н10Т) соединена посредством сварки с последующей сборкой.
Указанный змеевик был испытан в промышленных условиях в течение 1,5 месяцев, после чего он был извлечен из серной ванны и осмотрен. По результатам осмотра составлен акт. После осмотра змеевик вновь был помещен в серную ванну и находится в эксплуатации по настоящее время (т.к. более 9 месяцев).
Используемые для этих целей змеевики из стальных труб толщиной стенки 4 мм выходят из строя в течение 3 месяцев, в результате чего происходит застывание серы в яме. Это приводит к остановке установки, замене насосов, выгрузке серы.
В связи с положительными результатами испытаний принято решение об изготовлении и пуске в эксплуатацию в 1990 году змеевика из циркониевых сплавов.
Таким образом, изготовление и применение в конструкциях теплообменных аппаратов транспортных или нагревательных элементов из циркониевых сплавов обеспечивает значительное увеличение срока службы аппаратов при работе их в агрессивных, например сероводородсодержащих средах, что позволит дать народному хозяйству большую экономию несмотря на значительную стоимость циркониевых труб.
Кроме того, повышение надежности работы теплообменных аппаратов положительно скажется на экологической обстановке из-за сокращения выбросов вредных веществ в окружающую среду.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ ТРУБ ИЗ ЦИРКОНИЕВЫХ СПЛАВОВ | 1992 |
|
RU2037555C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ЦИРКОНИЯ И ЕГО СПЛАВОВ | 1992 |
|
RU2043890C1 |
| ТЕПЛООБМЕННАЯ ТРУБА ДЛЯ ХИМИЧЕСКИХ АППАРАТОВ | 1992 |
|
RU2027139C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБЧАТОГО ПЕРЕХОДНИКА ИЗ ЦИРКОНИЕВОГО СПЛАВА И СТАЛИ | 1995 |
|
RU2085349C1 |
| ИЗДЕЛИЕ КУЛЬТУРНО-БЫТОВОГО НАЗНАЧЕНИЯ | 1993 |
|
RU2077858C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ИЗ ЦИРКОНИЕВЫХ СПЛАВОВ | 1996 |
|
RU2110600C1 |
| Устройство и способ работы путевого подогревателя нефти | 2015 |
|
RU2613008C2 |
| Способ изготовления сварных соединений из циркониевых сплавов | 2021 |
|
RU2759091C1 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЙ | 1992 |
|
RU2027552C1 |
| СПОСОБ УПРАВЛЕНИЯ ТЕМПЕРАТУРНЫМ РЕЖИМОМ ПРОЦЕССА ИОДИДНОГО РАФИНИРОВАНИЯ ЦИРКОНИЯ | 1991 |
|
RU2016107C1 |

Использование: в производстве теплообменных элементов устройств для получения газа, конденсата, серы, бензина, дизельного или котельного топлива. Сущность изобретения: при изготовлении трубчатого нагревательного элемента из циркониевого сплава производят его предварительную термообработку до достижения равновесного рекристаллизованного структурного состояния, после чего элемент деформируют до достижения заданной формы. К торцам элемента приваривают сталь-циркониевые переходники. 1 з.п. ф-лы, 3 ил.
| Кипятильник для воды | 1921 |
|
SU5A1 |
| "Сварка тугоплавких металлов и сплавов" | |||
| Сборник научных трудов ИЭС им.Е.О | |||
| Патона | |||
| Киев: изд-во ИЭС, 1989. | |||
