Изобретение относится к обработке поверхности металлов и их сплавов, работающих под нагрузкой в экстремальных условиях эксплуатации, и может быть использовано при упрочнении инструментов и деталей машин, в том числе авиационно-космического назначения.
Известен способ получения защитных нанопокрытий на металлической поверхности в две стадии (RU 2319797, опубл. 2008.03.20, C25D 11/26), включающий электрохимическую обработку в водном растворе электролита, содержащем, г/л: NaAlO2 15-30; Na2CO3 10-20; Na3PO4·12H2O 10-25; диметилглиоксим 1,0-1,5, первоначально в анодном режиме в течение 10-20 мин при напряжении формирования, изменяющемся от 0 до 180-200 В со скоростью 0,2-0,3 В/с, а затем в биполярном режиме в течение 5-10 мин при постоянном анодном напряжении формирования в интервале 180-200 В и плотности катодной составляющей тока 1,0-1,5 А/см2.
Недостатком известного способа является длительность процесса изготовления электролита (не менее суток), относительная сложность процесса из-за применения электролитических ванн, противоэлектродов в виде водоохлаждаемых змеевиков, ограниченная толщина получаемых покрытий (приблизительно 20 мкм), а также невысокая адгезия покрытия к подложке, низкая износостойкость. Следует также учитывать, что данный способ не является экологически чистым.
Известен способ получения нанопокрытия на металлической поверхности с помощью электроискровой обработки поверхности композиционным электродом (RU 2294397, опубл. 2007.02.27, C23C 26/00). Под действием энергии разряда на поверхности изделия формируют покрытие, содержащее электродный материал или материал, полученный реакцией электродного материала под действием энергии разряда.
Недостатком известного способа является применение в качестве электрода необожженных прессовок, сложность проведения процесса из-за использования диэлектрической жидкости, ограниченность в применении составов электродных материалов для получения толстослойных покрытий, потребность в использовании вакуумных печей для выжигания воска из прессовок.
Из-за применения в электродном материале кобальта больше 50 об.%, покрытия имеют низкие износо-, жаростойкость и высокий Ктр, что не позволяет их использовать на деталях, работающих под нагрузкой в экстремальных условиях эксплуатации.
Наиболее близким к предложенному способу является способ получения дисперсно-упрочненного наночастицами покрытия, который включает электроискровую обработку поверхности металлической подложки композиционным электродом (WO 2008//014801, опубл. 07.02.2008). Электроискровую обработку проводят при следующих режимах:
0,01<Pi<10
500<N<5400000
0.0185<f/N<0,1, где
Pi - энергия единичного импульсного разряда, Дж,
f - частота следования импульсов тока, Гц,
N - число рабочих импульсов тока.
Недостатком известного способа является то, что сформированные покрытия характеризуются недостаточно высокими значениями сплошности, шероховатости, износо- и жаростойкости, а также относительно высокими значениями Ктр при повышенных нагрузках на пару трения. Это не позволяет использовать такие покрытия на деталях, работающих под нагрузкой в экстремальных условиях эксплуатации.
В известном способе для повышения трибологических свойств покрытий (уменьшение Ктр и повышение износостойкости) в их состав вводят халькогениды. Однако последние удаляются с поверхности под действием высоких нагрузок.
Технический результат, достигаемый в предложенном изобретении, заключается в обеспечении получения многофункциональных покрытий с высокими эксплуатационными свойствами на металлических поверхностях, работающих под нагрузкой в экстремальных условиях эксплуатации, с повышенными сплошностью, износостойкостью и жаростойкостью и меньшей шероховатостью, а также с низким и более стабильным коэффициентом трения.
Указанный технический результат достигается следующим образом.
Способ получения дисперсно-упрочненных наночастицами покрытий включает первичную электроискровую обработку поверхности металлической подложки композиционным электродом. Образовавшееся покрытие подвергают вторичной электроискровой обработке электродом из углеродсодержащего материала.
Первичную и вторичную обработки проводят при следующих условиях:
0,01≤Pi≤10
500≤N≤5400000
0,0185≤f/N≤0,1, где
Pi - энергия единичного импульсного разряда, Дж,
f - частота следования импульсов тока, Гц,
N - число рабочих импульсов тока при электроискровой обработке.
Металлическая подложка выполнена преимущественно из титанового или никелевого сплавов или стали.
В качестве углеродсодержащего материала используют, по крайней мере, один из следующих материалов: пирографит, силицированный графит, борированный графит, хромированный графит, алюминированный графит, мелкозернистый плотный графит марок МПГ, пропитанный сплавом олово-свинец углеродный графитированный материал, антифрикционный графит, графитопласт, углепласт, углерод-углеродный двумерный композит, углерод-углеродный трехмерный композит.
Вышеприведенные режимы проведения первичной электроискровой обработки композиционным электродом обеспечивают устойчивость проведения процесса, получение дисперсно-упрочненного покрытия без сквозных пор и трещин с высокими физико-механическими и эксплуатационными свойствами.
Однако относительно высокие значения шероховатости и Ктр не позволяют использовать такие покрытия на деталях, работающих под нагрузкой в экстремальных условиях эксплуатации.
Проведение вторичной электроискровой обработки образовавшегося покрытия электродом из углеродсодержащего материала при вышеуказанных режимах способствует снижению шероховатости (уменьшению Rt), повышению сплошности, уменьшению величины Ктр, снижению способности к схватыванию поверхностей при трении, повышению стабильности при повышенных нагрузках на пару трения, росту износостойкости и жаростойкости. Кроме этого происходит модифицирование зерна тугоплавкой составляющей, снижение пористости поверхностного слоя, насыщение углеродом поверхностного слоя покрытия и увеличение концентрации карбидов.
В процессе эрозии углеродсодержащего материала частицы углерода (графита) заполняют поры и межзеренные границы покрытия, тем самым обеспечивая внедрение твердой смазки в поверхностный слой. Электроискровое воздействие способствует «разглаживанию» поверхностного слоя, уменьшению его неровностей (удалению бугров).
Таким образом, в результате первичной обработки композиционным электродом на поверхности подложки формируются защитные многофункциональные покрытия (высокая твердость, износо-, жаростойкость). После вторичной электроискровой обработки углеродсодержащим электродом уменьшается шероховатость, повышается сплошность покрытия, снижается величина Ктр, увеличивается его стабильность, что позволяет использовать покрытия на деталях, работающих под нагрузкой в экстремальных условиях эксплуатации.
В качестве материала композиционного электрода при первичной обработке используется наноструктурный сплав карбид вольфрама - кобальт, в котором содержание кобальта составляет 3-25% (вес.). Размер зерна карбида вольфрама составляет от 2 до 120 нм. Остаточная пористость материала составляет 8-40%.
Наноструктурный сплав изготавливают путем спекания или горячего прессования.
Другим вариантом материала композиционного электрода является дисперсно-упрочненный наночастицами сплав на основе тугоплавкого соединения. В качестве тугоплавкого соединения используют карбид IV-VI групп и/или комплекс карбидов IV-V групп и/или комплекс карбидов V-VI групп и/или борид и/или нитрид и/или силицид, по крайней мере, одного из переходных металлов IV-VI группы Периодической системы. Материал содержит также металлическую связку. Допустимый размер наночастиц составляет от 2 до 170 нм. Содержание наночастиц в сплаве составляет 3,5-40% (об.). Содержание металлической связки в сплаве составляет 5-40% (об.).
В качестве наночастиц в сплаве используют нанодисперсный порошок, по крайней мере, одного из следующих соединений ZrO2, Al2O3, WC, NbC, TiN, TiC, MgO, Y2O3,
Si3N4, W.
В качестве металлической связки используют металлы или их сплавы или стали или интерметаллид, выбранный из группы TiAl, TiNi, NiAl, Ni3Al.
Наночастицы равномерно распределены по объему зерен тугоплавкого соединения, металлической связки и по границам зерен тугоплавкого соединения.
При вторичной обработке применяют электрод из углеродсодержащего материала, в качестве которого используют, по крайней мере, один из следующих материалов: пирографит, силицированный графит, борированный графит, хромированный графит, алюминированный графит, мелкозернистый плотный графит марок МПГ, пропитанный сплавом олово-свинец углеродный графитированный материал, антифрикционный графит, графитопласт, углепласт, углерод-углеродный двумерный композит, углерод-углеродный трехмерный композит.
При первичной обработке подложки композиционным электродом при энергии единичных импульсных разрядов меньше 0,01 Дж наблюдается неустойчивость проведения процесса электроискровой обработки, покрытия получаются с низкой толщиной и сплошностью, а значит и с низкими значениями жаростойкости и износостойкости, высоким значением шероховатости и коэффициента трения.
При проведении вторичной электроискровой обработки углеродсодержащим электродом при энергии единичных импульсных разрядов меньше 0,01 Дж наблюдается неустойчивость процесса из-за низкой эрозии материала. На данном режиме обработки в поверхностный слой переносится минимальное количество углерода (графита), не достаточное для достижения поставленной цели.
При проведении первичной электроискровой обработки с энергией единичного импульсного разряда более 10 Дж происходит сильный нагрев композиционного электродного материала, эрозия которого происходит преимущественно твердофазными частицами (фрагментами электрода). Данные фрагменты на поверхности металлической подложки (катода) слабо закрепляются (привариваются) как между собой, так и с подложкой, в этом случае сплошность покрытия невысокая.
Кроме этого при многократных проходах (прохождении электрода-анода над обрабатываемой поверхностью) часть слабо закрепленных фрагментов удаляется с поверхности подложки, толщина покрытия уменьшается, увеличивается число дефектов в покрытии (поры, трещины), что приводит к падению физико-механических и эксплуатационных свойств покрытий. Электроискровая обработка при сильно энергетическом режиме (Е>10 Дж) способствует получению неравномерных, с высокой шероховатостью покрытий, в которых возникают разрушающие внутренние напряжения.
При проведении вторичной электроискровой обработки с энергией единичного импульсного разряда более 10 Дж наблюдается сильный перегрев углеродсодержащего электродного материала, высокая его эрозия, также возможно механическое разрушение электрода. Из-за интенсивного нагрева возрастает как температурное воздействие на обрабатываемую деталь (подложку), так и происходит образование в покрытии избыточного количества оксидов. Резко возрастает шероховатость поверхностного слоя. При относительно низкой толщине первого слоя покрытия возможна диффузия углерода в материал подложки с образованием карбидов и ухудшением адгезии сформированного слоя из-за его охрупчивания.
Первичная обработка 1 см2 поверхности подложки импульсными разрядами количеством меньше 500 не позволяет получить покрытия с требуемой удовлетворительной сплошностью и толщиной, что приводит к снижению свойств формируемых покрытий при применении композиционного электрода.
При первичной обработке 1 см2 поверхности подложки импульсными разрядами больше 5400000 происходит разогрев композиционных электродов, увеличивается эрозия материала анода твердофазными частицами (фрагментами), что приводит к увеличению разрушающих напряжений в покрытии и росту в покрытии дефектов в виде трещин. Продолжительная обработка способствует возрастанию внутренних напряжений, шероховатости и коэффициента трения покрытия, а также снижению толщины, сплошности, износостойкости и жаростойкости покрытий.
При применении углеродсодержащего материала обработка 1 см2 поверхности подложки импульсными разрядами количеством меньше 500 не приводит к равномерной проработке поверхности покрытия, а при обработке 1 см2 поверхности подложки импульсными разрядами количеством больше 5400000 происходит интенсивный нагрев детали (подложки) и электрода, наблюдаются высокий расход электрода-анода, возрастает пористость и шероховатость поверхностного слоя из-за образования эрозионных лунок.
Проведение первичной электроискровой обработки композиционным электродом при f/N>0,1 не позволяет получать покрытия с достаточной сплошностью и толщиной.
При первичной обработке поверхности подложки импульсными разрядами, характеризующимися величиной параметра f/N<0,0185, формируются несплошные покрытия с низкой адгезией к подложке.
Вторичная обработка электродом из углеродсодержащего материала при f/N>0,1 приводит к неравномерной обработке поверхности покрытия, а при f/N<0,0185 образуется науглероженный слой с низкой толщиной, при этом в порах и трещинах покрытия находится недостаточное количество свободного углерода для их заполнения.
Присутствие в поверхностном слое свободного углерода (в виде графита) способствует снижению коэффициента трения, уменьшению шероховатости, а также повышению сплошности, износо- и жаростойкости покрытий.
Пример осуществления изобретения.
Различные варианты осуществления изобретения приведены в таблицах 1, 2 и 3.
В таблице 1 приведены варианты осуществления изобретения при различных режимах проведения первичной электроискровой обработки поверхности металлических подложек из никелевого сплава марки NiMo16Cr16Ti (DIN 17444) композиционным электродом, выполненным из материала, состоящего из наноструктурного сплава карбид вольфрама - кобальт и вторичной обработке полученного дисперсно-упрочненного наночастицами покрытия углеродсодержащим материалом - пирографитом.
Как видно из таблицы 1, в результате проведения первичной электроискровой обработки при заявленных условиях (0,01≤Pi≤10; 500≤N≤5400000; 0,0185≤f/N≤0,1) на подложке из никелевого сплава марки NiMo16Cr16Ti (DIN 17444) формируются покрытия с высокими физико-механическими и эксплуатационными свойствами.
Вторичная электроискровая обработка, проведенная при заявленных условиях (0,01≤Pi≤10; 500≤N≤5400000; 0,0185≤f/N≤0,1), способствует повышению сплошности, износостойкости, жаростойкости, снижению Ктр и шероховатости.
В то же время проведение первичной или вторичной обработки на режимах обработки вне заявленного диапазона не способствует формированию высококачественных покрытий.
В таблице 2 приведены варианты осуществления изобретения при следующих значениях режимов проведения электроискровой обработки:
- Р=0,15 Дж;
- f=3000 Гц;
- N=30000;
- f/N=0,1.
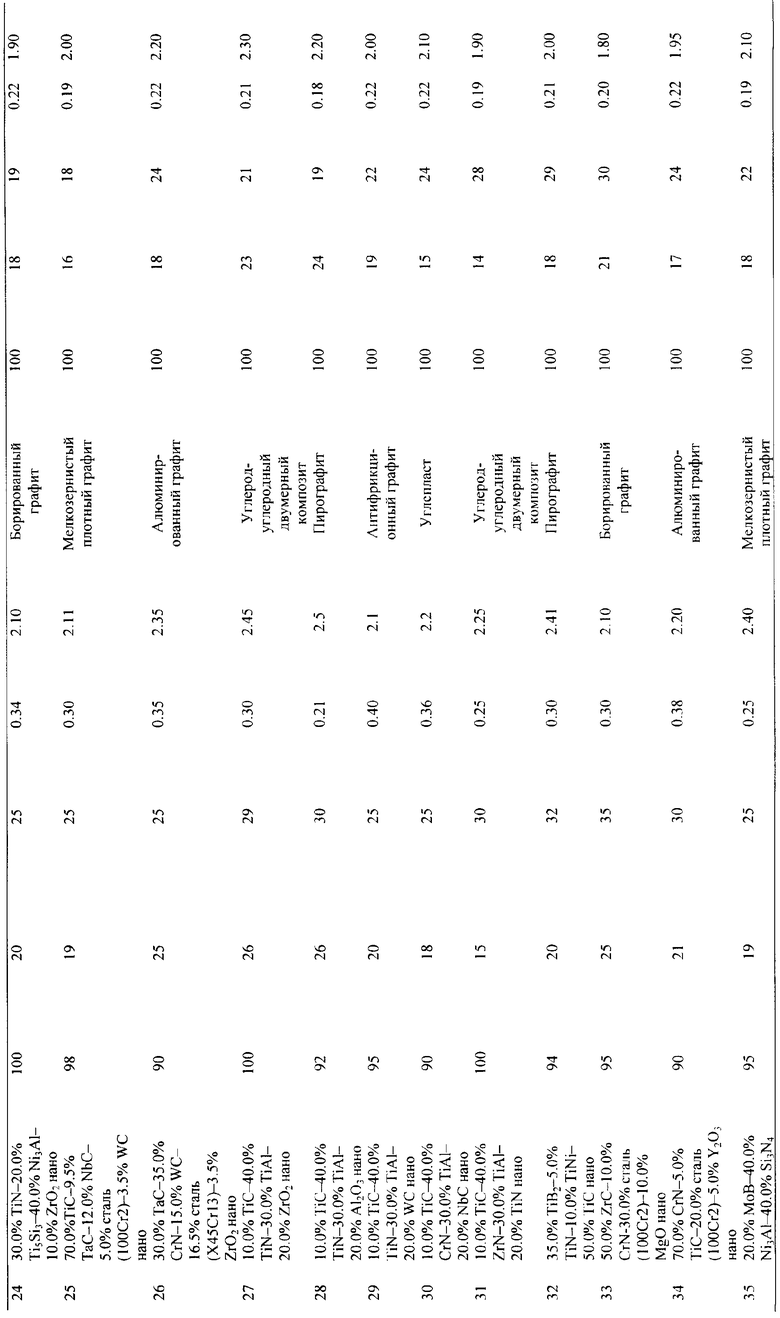
Металлические подложки, на которых были получены дисперсно-упрочненные наночастицами покрытия, выполнены из титанового сплава марки TiA16V4 (DIN 17851). В приведенных в таблице 2 вариантах при первичной обработке применялся композиционный электрод, выполненный из материала, состоящего из дисперсно-упрочненного наночастицами сплава на основе тугоплавкого соединения, при вторичной обработке сформированных дисперсно-упрочненных наночастицами покрытий использовались различные углеродсодержащие материалы.
Как видно из таблицы 2, в результате проведения первичной и вторичной электроискровой обработки при заявленных условиях (0,01≤Pi≤10; 500≤N≤5400000; 0,0185≤f/N≤0,1) на подложках из титанового сплава марки TiA16V4 (DIN 17851) формируются высококачественные многофункциональные покрытия с высокими сплошностью, износостойкостью, жаростойкостью, а также низкими Ктр и шероховатостью.
В таблице 3 приведены варианты осуществления изобретения при проведении электроискровой обработки поверхности металлических подложек из стали марки 100 Cr2 (DIN EN ISO 683-17) композиционным (первичная обработка) и углеродсодержащим (вторичная обработка) электродами для получения дисперсно-упрочненного наночастицами покрытия.
В приведенных в таблице 3 вариантах при первичной обработке использовались композиционные электроды, выполненные из материалов, состоящих как из наноструктурного сплава карбид вольфрама - кобальт, так и из дисперсно-упрочненного наночастицами сплава на основе тугоплавкого соединения. При вторичной обработке полученных дисперсно-упрочненных наночастицами покрытий использовались различные углеродсодержащие материалы.
Как видно из таблицы 3, в результате проведения первичной и вторичной электроискровой обработки при заявленных режимах (0,01≤Pi≤10; 500≤N≤5400000; 0,0185≤f/N≤0,1) на подложках из стали марки 100 Cr2 (DIN EN ISO 683-17) формируются многофункциональные покрытия с высокими эксплуатационными свойствами, способные работать под нагрузкой в экстремальных условиях эксплуатации.
В то же время проведение первичной и вторичной обработки на режимах обработки вне заявленного диапазона не способствует формированию высококачественных покрытий.
Нанесение покрытий осуществлялось на оборудовании для электроискровой обработки Alier-Metal.
Физико-механические и трибологические свойства покрытий, нанесенных композиционным электродом, определялись при использовании следующих прецизионных приборов: полевого эмиссионного растрового микроскопа JSM-6700F с приставкой для энергодисперсионной спектрометрии (ЭДС) JED-2300F фирмы JEOL; трибометра фирмы «CSM Instruments»; оптических микроскопов "Neophot-32" и "Axiovert 25 СА (Zeiss)"; машины трения СМЦ-1 (Россия) (схема проведения эксперимента вал-колодка) [(пару трения составляли алмазсодержащая боковая поверхность ролика (размер ⌀ 40×12 мм; алмаз - 40/60 мкм, объемное содержание - 50%, связка бронза M1) и ЭИЛ-покрытие); скорость скольжения 1 м/с; нагрузка на пару трения 1 кг)], электропечи СШОЛ 1.1,6/12-М3 (Т=750°С; время 35 ч), оптического профилометра WYKO NT 1100 (Veeco) (определяли параметр Rt - наибольшую высоту профиля).





| название | год | авторы | номер документа |
|---|---|---|---|
| КОМПОЗИЦИОННЫЕ ЭЛЕКТРОДНЫЕ МАТЕРИАЛЫ ДЛЯ ПОЛУЧЕНИЯ ДИСПЕРСНО-УПРОЧНЕННЫХ НАНОЧАСТИЦАМИ ПОКРЫТИЙ | 2008 |
|
RU2371520C1 |
| СПОСОБ СУЛЬФОЦЕМЕНТАЦИИ СТАЛЬНЫХ ДЕТАЛЕЙ | 2018 |
|
RU2707776C1 |
| СПОСОБ ПОВЫШЕНИЯ ИЗНОСОСТОЙКОСТИ РАБОЧИХ ПОВЕРХНОСТЕЙ СТАЛЬНЫХ КОЛЕЦ ИМПУЛЬСНЫХ ТОРЦЕВЫХ УПЛОТНЕНИЙ | 2015 |
|
RU2631439C2 |
| СПОСОБ НАНЕСЕНИЯ ИЗНОСОСТОЙКОГО КОМПОЗИЦИОННОГО ПОКРЫТИЯ НА ИЗНАШИВАЕМЫЕ ПОВЕРХНОСТИ СТАЛЬНЫХ ИЗДЕЛИЙ | 2014 |
|
RU2598738C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ МАШИН ИЗ НЕРЖАВЕЮЩЕЙ СТАЛИ | 2018 |
|
RU2698001C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ПОВЕРХНОСТЕЙ МЕТАЛЛИЧЕСКИХ ДЕТАЛЕЙ | 2016 |
|
RU2657670C2 |
| СПОСОБ ПОВЫШЕНИЯ ИЗНОСОСТОЙКОСТИ СТАЛЬНЫХ ДЕТАЛЕЙ | 2019 |
|
RU2711074C1 |
| СПОСОБ ОБРАБОТКИ БРОНЗОВЫХ ВКЛАДЫШЕЙ ПОДШИПНИКОВ СКОЛЬЖЕНИЯ (ВАРИАНТЫ) | 2021 |
|
RU2765925C1 |
| СПОСОБ АЛИТИРОВАНИЯ СТАЛЬНЫХ ДЕТАЛЕЙ | 2018 |
|
RU2696616C1 |
| СПОСОБ НАНЕСЕНИЯ УПРОЧНЯЮЩЕГО ПОКРЫТИЯ | 2013 |
|
RU2545858C1 |
Изобретение относится к способу получения дисперсно-упрочненных наночастицами покрытий и может быть использовано при упрочнении инструментов и деталей машин, в том числе авиационно-космического назначения. Технический результат заключается в обеспечении получения многофункциональных покрытий с высокими эксплуатационными свойствами на металлических поверхностях, работающих под нагрузкой в экстремальных условиях эксплуатации, с повышенными сплошностью, износостойкостью и жаростойкостью и меньшей шероховатостью, а также меньшим и более стабильным коэффициентом трения. Способ включает первичную электроискровую обработку поверхности металлической подложки композиционным электродом. Образовавшееся покрытие подвергают вторичной обработке электродом из углеродсодержащего материала. Первичную и вторичную обработки проводят при следующих условиях: 0,01≤Pi≤10, 500≤N≤5400000, 0,0185≤f/N≤0,1, где Pi - энергия единичного импульсного разряда, Дж, f - частота следования импульсов тока, Гц, N - число рабочих импульсов тока при электроискровой обработке. 2 з.п. ф-лы, 3 табл.
1. Способ получения дисперсно-упрочненных наночастицами покрытий, включающий первичную электроискровую обработку поверхности металлической подложки композиционным электродом и вторичную электроискровую обработку образовавшегося покрытия электродом из углеродсодержащего материала, при этом первичную и вторичную обработки проводят при следующих условиях:
0,01≤Pi≤10;
500≤N≤5400000;
0,0185≤f/N≤0,1,
где Pi - энергия единичного импульсного разряда, Дж;
f - частота следования импульсов тока, Гц;
N - число рабочих импульсов тока при электроискровой обработке.
2. Способ по п.1, в котором металлическая подложка выполнена из титанового или никелевого сплавов или стали.
3. Способ по п.1, в котором в качестве углеродсодержащего материала для электрода используют, по крайней мере, один из следующих материалов: пирографит, силицированный графит, борированный графит, хромированный графит, алюминированный графит, мелкозернистый плотный графит марок МПГ, пропитанный сплавом олово-свинец углеродный графитированный материал, антифрикционный графит, графитопласт, углепласт, углерод-углеродный двумерный композит, углерод-углеродный трехмерный композит.
| WO 2008014801 A1, 07.02.2008 | |||
| ВСТАВКА, СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ И СМЕСЬ ДЛЯ ИЗГОТОВЛЕНИЯ УКАЗАННОЙ ВСТАВКИ | 2002 |
|
RU2299781C2 |
| СПОСОБ НАНЕСЕНИЯ УПРОЧНЯЮЩЕГО ПОКРЫТИЯ С АРМИРУЮЩИМ ЭФФЕКТОМ | 2005 |
|
RU2304185C1 |
| US 3268705 A, 23.08.1966 | |||
| 0 |
|
SU192880A1 | |
| DE 1970170 A1, 24.07.1997. | |||

