Изобретение относится к области электрофизической и электрохимической обработки, в частности к электроэрозионному (электроискровому) легированию, и может применяться для обработки поверхностей вкладышей подшипников.
Известен способ электроискрового легирования (ЭИЛ) поверхности, то есть процесс переноса материала на обрабатываемую поверхность искровым электрическим разрядом [Лазаренко Н. И. Электроискровое легирование металлических поверхностей. - М.: Машиностроение, 1976].
Способ характеризуется следующими специфическими особенностями:
- материал анода (легирующий материал) может образовывать на поверхности катода (легированной поверхности) слой покрытия, чрезвычайно прочно сцепленный с поверхностью. При этом не только отсутствует граница раздела между нанесенным материалом и металлом основы, но даже происходит диффузия элементов анода в катод;
- легирование можно осуществлять только в указанных местах, не защищая при этом остальные поверхности детали.
Известен также способ обработки бронзовых вкладышей (БВ) подшипников скольжения (ПС), включающий нанесение на вкладыши методом электроискрового легирования с помощью электрода-инструмента электроискрового покрытия из серебра при энергиях импульса 0,01-0,05 Дж, затем - электроискрового покрытия из меди при энергиях импульса 0,01-0,5 Дж, после этого - электроискрового покрытия из оловянного баббита при энергиях импульса 0,01-0,06 Дж для получения комбинированного электроискрового покрытия (КЭИП) [RU №2299790 С1, МПК В23Н 1/00. Способ обработки вкладышей подшипников / B.C. Марцинковский, В.Б. Тарельник, В.А. Пчелинцев / Опубл. 27.05.2007, Бюл. №15].
Несмотря на возможность изготовления КЭИП, полученных в последовательности серебро → медь → баббит толщиной до 250 мкм, к практическому применению можно рекомендовать только покрытие толщиной до 25-30 мкм. Дальнейшее увеличение толщины слоя покрытия приводит к резкому увеличению шероховатости поверхности с Ra=0,8-1,0 мкм до Ra=11,0-12,0 мкм и снижение сплошности с 95-100% до 40-50%. Таким образом, применение бронзовых вкладышей подшипников, обработанных указанным выше способом, не всегда приводит к желаемому результату из-за малой толщины покрытия. Ввиду необходимости компенсировать погрешности установки подшипников, в тяжелых условиях эксплуатации (большое количество оборотов и высокое удельное давление) во время приработки могут произойти задиры рабочей поверхности вкладыша подшипника из-за недостаточной толщины антифрикционного слоя.
Ближайшим к заявляемому техническому решению является способ обработки вкладышей подшипников скольжения, включающий нанесение на рабочие поверхности вкладышей методом ЭИЛ комбинированных электроискровых покрытий (КЭИП) электродами-инструментами с формированием на рабочих поверхностях слоев в последовательности: серебро - мягкий металл - серебро. При этом сначала наносят слой серебра при энергии импульса Wu=0,1-0,3 Дж, далее на слой серебра наносят слой покрытия из свинца при энергии импульса Wu=0,3-0,4 Дж, после чего на слой свинца наносят еще один слой серебра при энергии импульса Wu=0,04-0,10 Дж, причем, производительность процесса составляет 0,2-2,0 см/мин, толщина слоя находится в пределах 80-120 мкм, а шероховатость (Rz), соответственно, - 18-24 мкм [UA №105965 С2, В23Н 5/00. Cnoci6 обробки вкладиппв шдшипнишв ковзання / Марцинковський B.C., В.Б. Тарельник, О.В. Дзюба / Опубл. 15.02.2014, Бюл. №13].
Следует отметить, что КЭИП, полученные в последовательности серебро → свинец → серебро, имеют шероховатость поверхности (Rz) на отдельных участках - до 24 мкм, значительную волнистость - до Wmax=70 мкм и сплошность - до 85%. Такие антифрикционные покрытия при нанесении на вкладыши бронзовых ПС требуют дальнейшей обработки для улучшения параметров качества поверхности и предотвращения схватывания контактирующих поверхностей. При этом толщины 120 мкм недостаточно для дальнейшей обработки любым известным способом: растачиванием, фрезерованием, обработкой поверхностным пластическим деформированием (ППД), безабразивной ультразвуковой финишной обработкой (БУФО) и др. Таким образом, процесс формирования приработочных покрытий на рабочих поверхностях бронзовых вкладышей подшипников скольжения требует дальнейшего совершенствования.
В основу заявляемого изобретения поставлена задача улучшения условий приработки вкладышей подшипников скольжения, повышения их надежности и долговечности в работе.
Поставленную задачу решают тем, что в способе обработки бронзовых вкладышей подшипников скольжения, включающем сульфидирование и нанесение на рабочие поверхности вкладышей методом электроискрового легирования комбинированных электроискровых покрытий электродами-инструментами с формированием слоев в последовательности: серебро - мягкий металл - серебро, согласно изобретению, слой серебра наносят при энергии импульса Wu=0,52-4,6 Дж, слой свинца наносят на слой серебра при энергии импульса Wu=0,13-4,6 Дж, на слой свинца наносят еще один слой серебра при энергии импульса Wu=0,05-0,36 Дж, при этом обрабатываемые поверхности сульфидируют перед каждым нанесением слоя серебра.
Поставленную задачу также решают тем, что в способе обработки бронзовых вкладышей подшипников скольжения, включающем сульфидирование и нанесение на рабочие поверхности вкладышей методом электроискрового легирования комбинированных электроискровых покрытий электродами-инструментами с формированием на рабочих поверхностях слоев в последовательности: серебро - мягкий металл - серебро, согласно изобретению, слой серебра наносят при энергии импульса Wu=0,52-4,6 Дж, слой олова наносят на слой серебра при энергии импульса Wu=0,36-4,6 Дж, на слой олова наносят еще один слой серебра при энергии импульса Wu=0,05-0,36 Дж, при этом обрабатываемые поверхности сульфидируют перед каждым нанесением слоя серебра.
В обоих вариантах при сульфидировании применяют серную мазь с концентрацией серы 33,3%.
Также в обоих вариантах обеспечивают толщину покрытия 0,19-1,31 мм.
Предлагаемая технология получения КЭИП позволяет обеспечить толщину покрытия 0,19-1,31 мм, что упрощает дальнейшую механическую обработку поверхностей. Решена задача улучшения условий приработки вкладышей подшипников скольжения, повышения их надежности и долговечности в работе.
Изобретение поясняется чертежами.
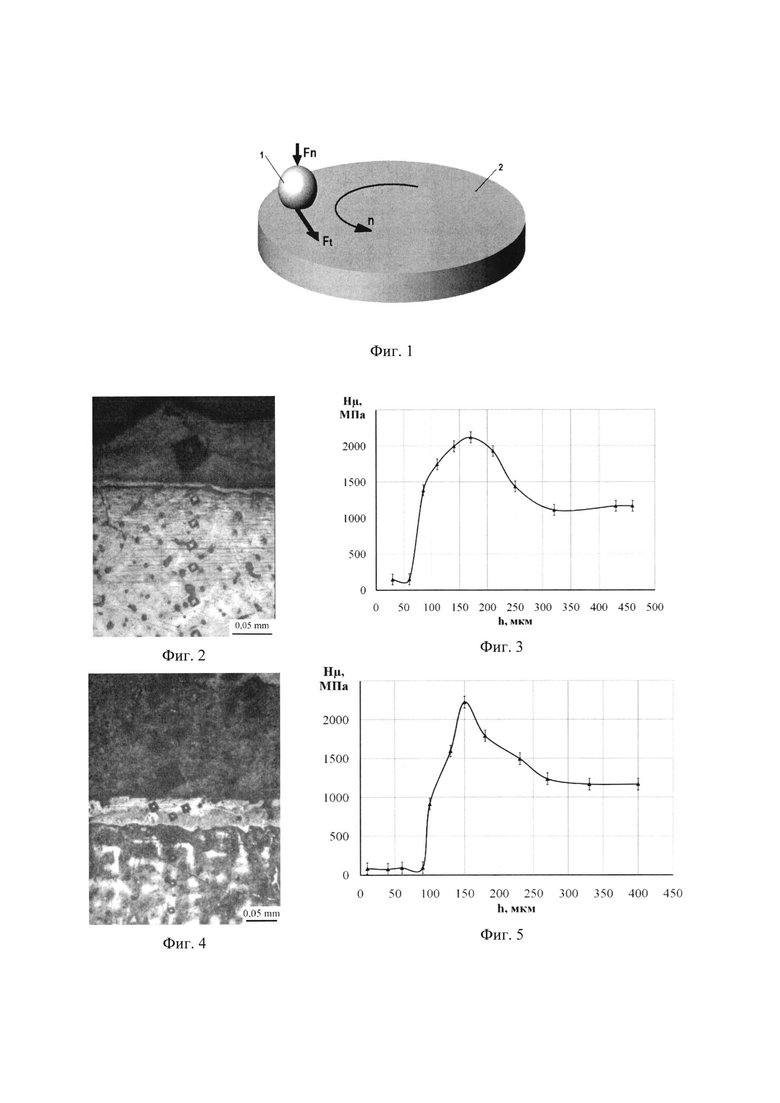
На Фиг. 1 показана схема пары трения трибологического тестера Т-01 М: 1 - шарик, 2 - диск;
на Фиг. 2 - микроструктура после травления в солянокислом растворе хлорного железа образца №1;
на Фиг. 3-распределение микротвердости поверхностного слоя после травления в солянокислом растворе хлорного железа образца №1;
на Фиг. 4 - микроструктура после травления в солянокислом растворе хлорного железа образца №2;
на Фиг. 5 - распределение микротвердости поверхностного слоя после травления в солянокислом растворе хлорного железа образца №2;
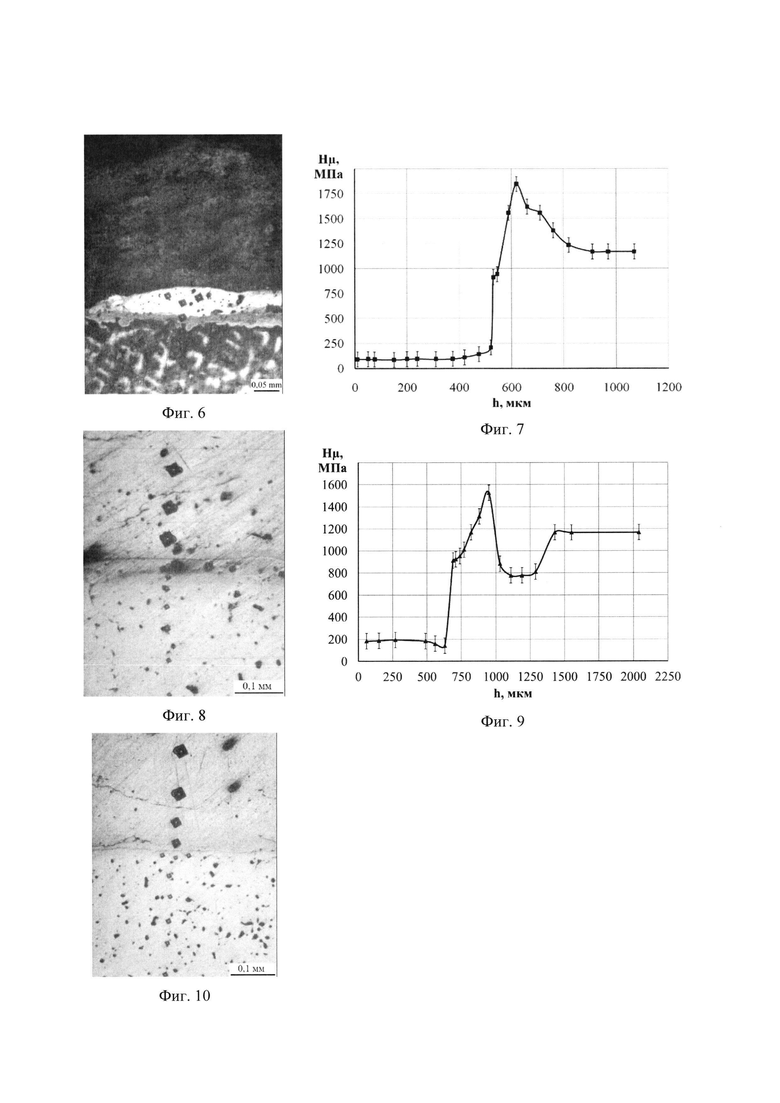
на Фиг. 6 - микроструктура после травления в солянокислом растворе хлорного железа образца №3;
на Фиг. 7 - распределение микротвердости поверхностного слоя после травления в солянокислом растворе хлорного железа образца №3;
на Фиг. 8 - микроструктура образца №4 без травления;
на Фиг. 9 - распределение микротвердости поверхностного слоя образца №4 без травления;
на Фиг. 10 - микроструктура образца №5 без травления;
на Фиг. 11 - распределение микротвердости поверхностного слоя образца №5 без травления;
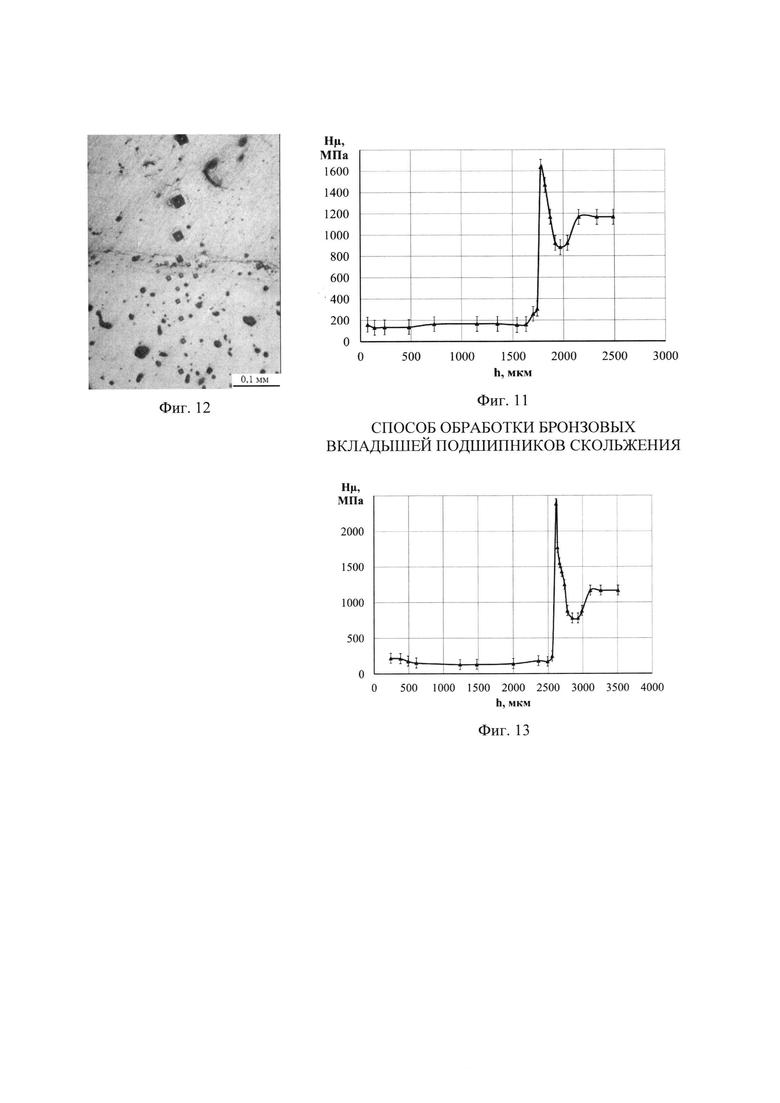
на Фиг. 12 - микроструктура образца №6 без травления;
на Фиг. 13 - распределение микротвердости поверхностного слоя образца №6 без травления;
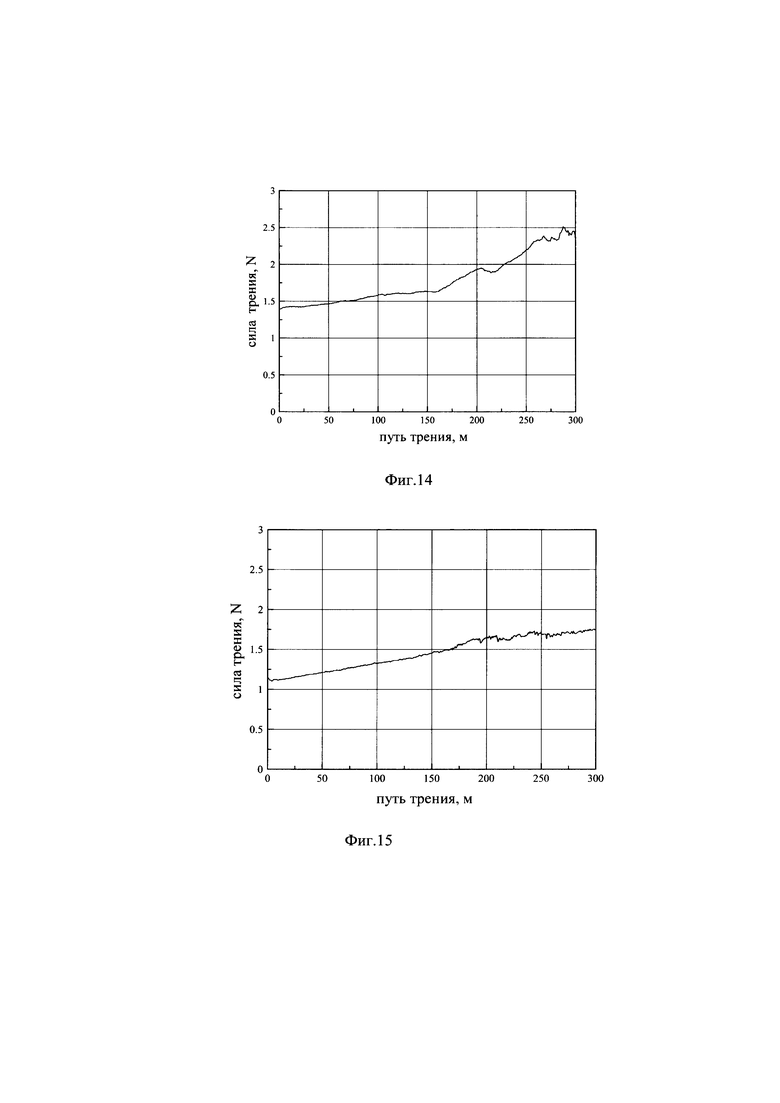
на Фиг. 14 - характер изменения силы трения Ft -на Фиг. 1 стального шарика по поверхности бронзового диска без покрытия образца №0;
на Фиг. 15 - характер изменения силы трения Ft - на Фиг. 1 стального шарика по поверхности бронзового диска с покрытием S+Ag→Pb→S+Ag образца №1;
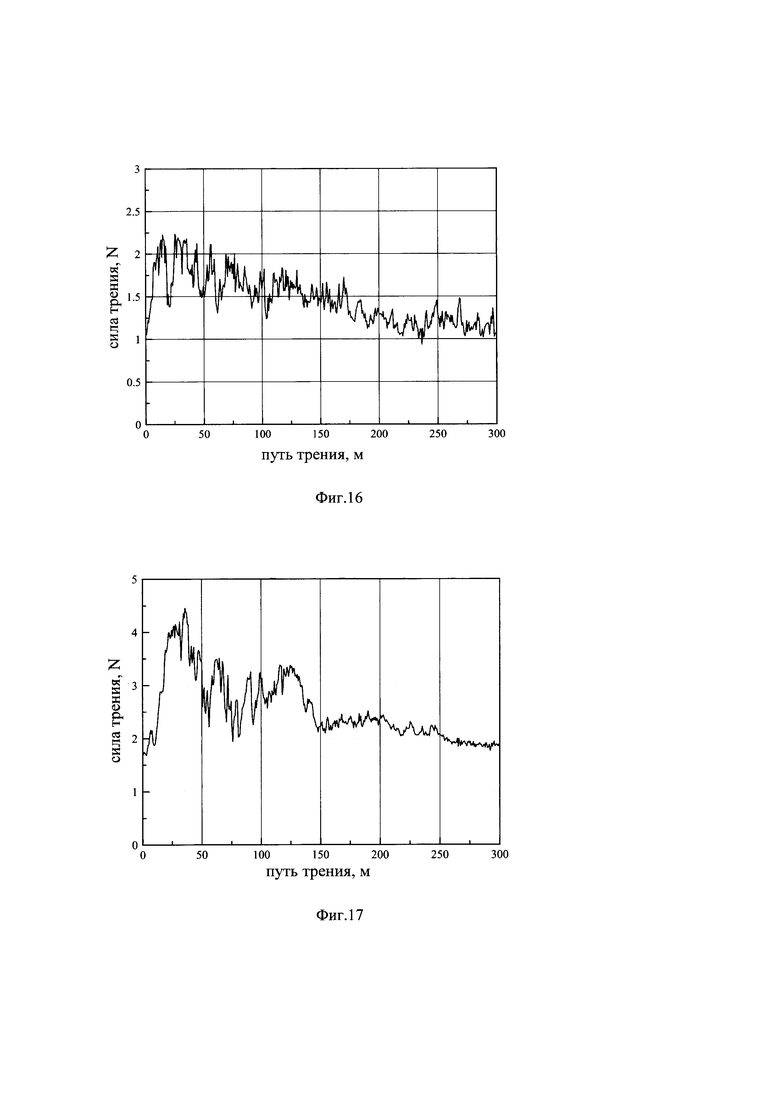
на Фиг. 16 - характер изменения силы трения Ft - на Фиг. 1 стального шарика по поверхности бронзового диска с покрытием S+Ag→Pb→S+Ag образца №2;
на Фиг. 17 - характер изменения силы трения Ft - на Фиг. 1 стального шарика по поверхности бронзового диска с покрытием S+Ag →Pb→S+Ag образца №3;
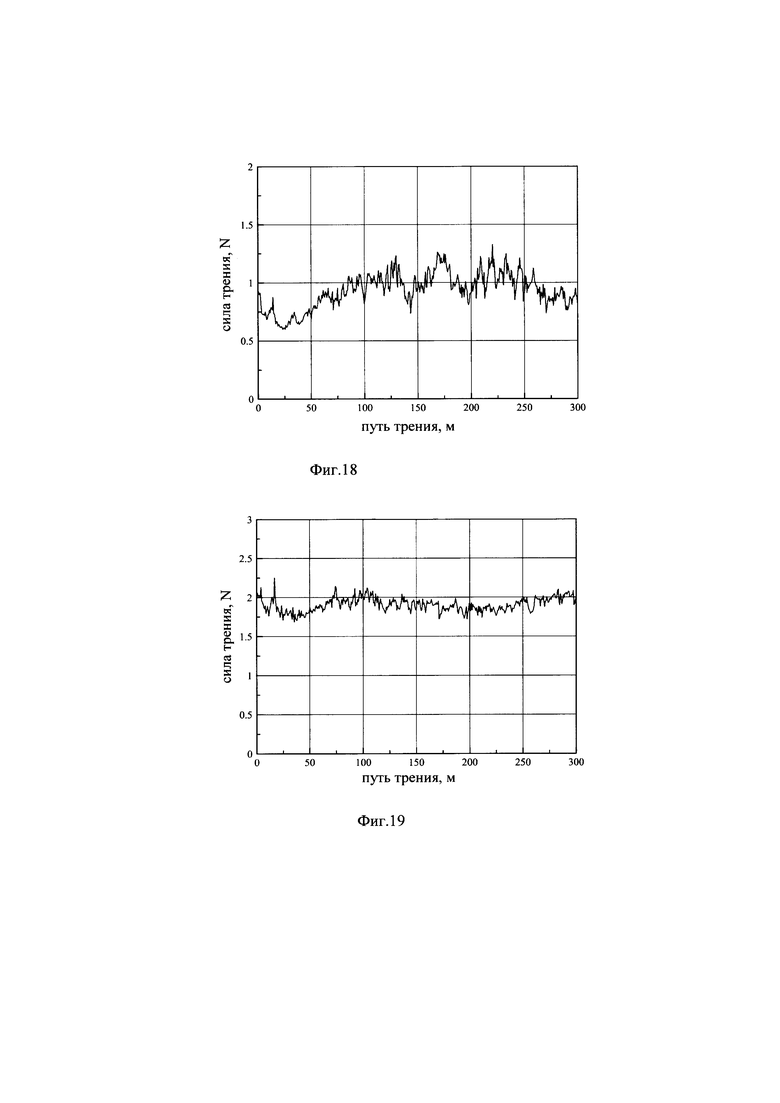
на Фиг. 18 - характер изменения силы трения Ft - на Фиг. 1 стального шарика по поверхности бронзового диска с покрытием S+Ag→Sn→S+Ag образца №4;
на Фиг. 19 - характер изменения силы трения Ft - на Фиг. 1 стального шарика по поверхности бронзового диска с покрытием S+Ag→Sn→S+Ag образца №5;
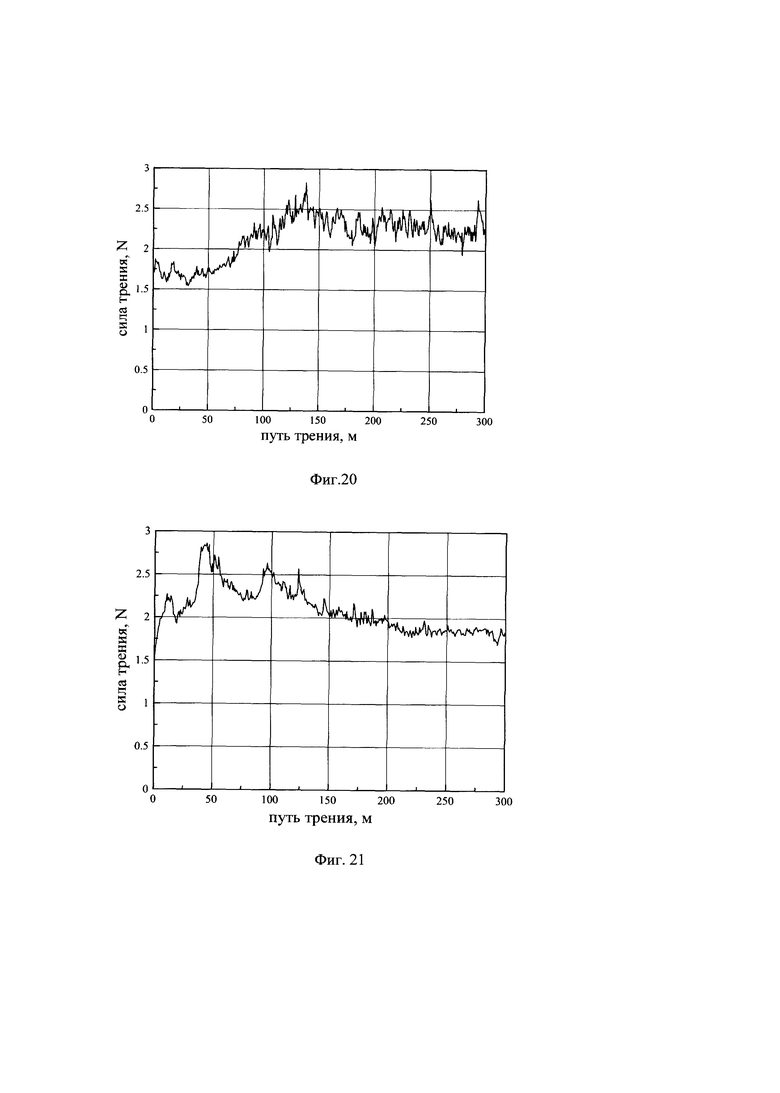
на Фиг. 20 - характер изменения силы трения Ft - на Фиг. 1 стального шарика по поверхности бронзового диска с покрытием S+Ag→Sn→S+Ag образца №6;
- на Фиг. 21 - характер изменения силы трения Ft - на Фиг. 1 стального шарика по поверхности бронзового диска с покрытием Ag→Pb→Ag образца №7;
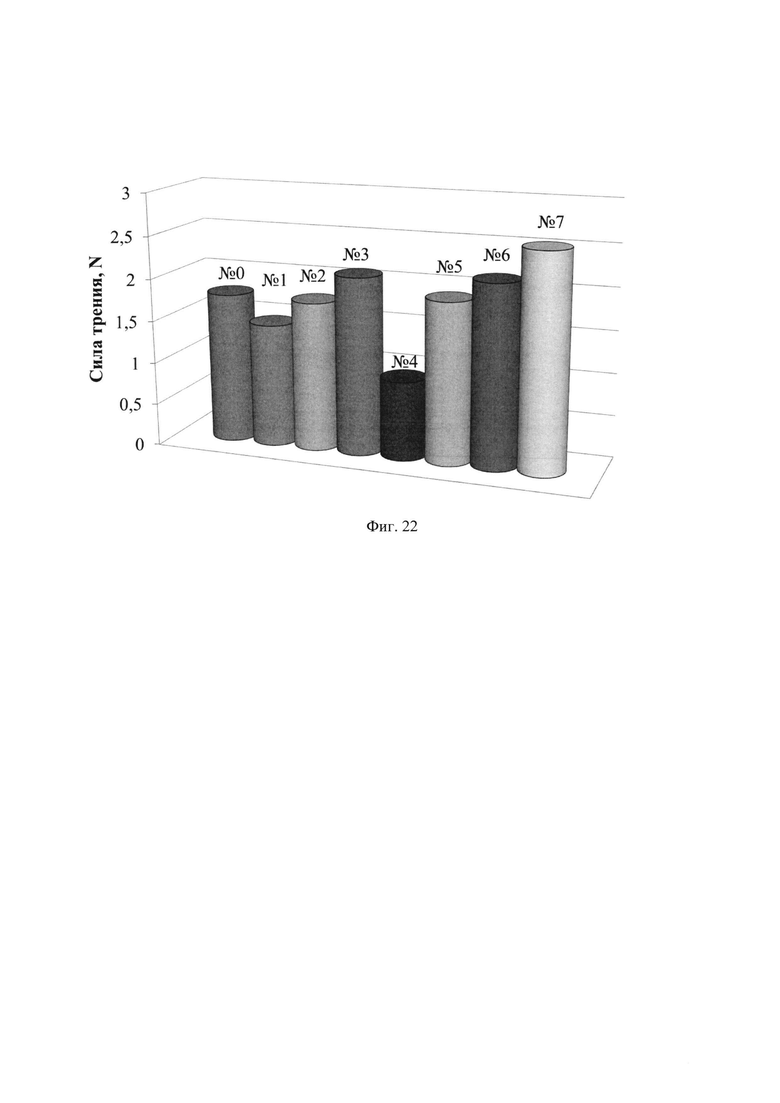
на Фиг. 22 показаны сравнительные диаграммы изменения сил трения для всех серий образцов при нагрузке 9,81 Н.
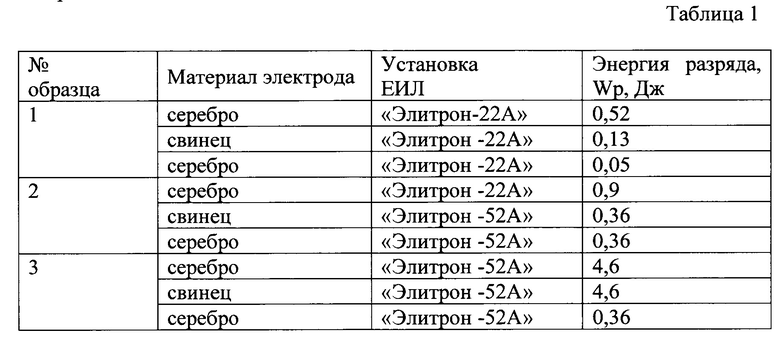
Для проведения металлографических и дюрометричних исследований приработочных покрытий, нанесенных методом ЭИЛ, из бронзы БрО10C10 твердостью 1235 МПа изготавливали образцы размером 15×15×6 мм. При этом в качестве материала электродов использовали серебро (Ср 999), свинец (C1) и олово (O1). С целью определения влияния сульфидирования на параметры качества сформированного поверхностного слоя на бронзе БрО10С10, изготавливали три серии образцов №1-6, упрочненных согласно Таблице 1:
Первая серия - без использования серы;
Вторая серия - серу в виде серной мази с концентрацией серы 33,3% наносили на обрабатываемую поверхность перед каждым нанесением серебра: S+Ag→Pb→S+Ag и S+Ag→Sn→S+Ag;
Третья серия - серу в виде серной мази наносили на обрабатываемую поверхность перед каждым этапом электроискрового легирования: S+Ag→S+Pb→S+Ag и S+Ag→S+Sn→S+Ag.
Шероховатость поверхности после ЭИЛ определяли на профилографе-профилометре мод. 201 завода «Калибр» путем снятия и обработки профилограмм. Металлографический анализ покрытий выполняли с помощью оптического микроскопа МИМ-7, дюраметрические исследования проводили на приборе ПМТ-3 по стандартным методикам.
Трибологические свойства приработочных покрытий определяли на тестере Т-01М по схеме «шарик - диск», фиг. 1. Образцами для исследований были выбраны кольца размером 42×25×6 мм, изготовленные из бронзы БрО10С10. Серную мазь с концентрацией серы 33,3%, наносили при формировании КЭИП, перед каждым легированием серебром в последовательности и при энергии разряда, согласно Таблице 1, для образцов №№1-6. Кроме того, исследовали образец №0 - без покрытия и образец №7 с КЭИП, полученным при ЭИЛ в последовательности Ag→Pb→Ag при энергиях импульса, соответственно: 0,9; 0,36 и 0,36 Дж.
Характеристики процесса формирования приработочных КЭИП на подложках из бронзы БрО10С10
При нанесении серебра на образец №1 шероховатость поверхности (Rz) составляет 8,5 мкм, а сплошность - 60%. При дальнейшем ЭИЛ свинцом шероховатость поверхности возрастает до Rz=29 мкм, а сплошность - до 70%. Последующее ЭИЛ серебром способствует снижению шероховатости поверхности до 7,5 мкм и увеличению сплошности покрытия до 100%, что, очевидно, связано с вторичным расплавлением свинца в связи с его низкой температурой плавления, растеканием его по поверхности и заполнением всех неровностей.
Микроструктурный анализ образца, легированного в последовательности Ag→Pb→Ag (образец №1), показал, что КЭИП состоит из 4-х участков, Фиг. 2, 3, а именно: внешний - темный, неравномерный, толщиной около 100-150 мкм, местами - до 170 мкм, и микротвердостью 81-91 МПа; светлый - не равномерный и не сплошный слой, толщина которого колеблется в пределах 5-10 мкм; зона термического влияния (ЗТВ) толщиной ~100 мкм и микротвердостью ~2200 МПа, а также основной металл. Микроструктура основного металла, бронзы БрО10С10, представляет собой однородные зерна а- твердого раствора олова в меди - темная составляющая, эвтектоида (α+Cu31Sn8) - светлая составляющая и включения свинца [Колачев Б.А., Елагин В.И., Ливанов В.А. Металловедение и термическая обработка цветных металлов и сплавов. Учебник для вузов. - 4-е изд., перераб. и доп. - М.: МИСИС, 2005. - 432 с.]. Микротвердость основы составляет 1235 МПа.
С увеличением энергии импульса (Таблица 1), при нанесении КЭИП на поверхность образца №2, толщина темного слоя на отдельных участках достигает 250 мкм, Фиг. 4, 5, а шероховатость находится на том же уровне. Толщина светлого слоя увеличивается до 20 мкм. Ниже светлого слоя расположена зона термического влияния (ЗТВ), толщина которой достигает 150 мкм микротвердостью до 2500 МПа.
С ростом энергии разряда (образец №3), при нанесении первого слоя (серебра) и второго слоя (свинца), соответственно, с 0,9 и 0,36 до 4,6 Дж, формируется достаточно массивный (до 830 мкм) темный слой шероховатостью до 10,0 мкм, сплошностью до 100% и микротвердостью 80-100 МПа, а в местах, прилегающих к светлому слою, - до 200 МПа. Ниже располагается светлый слой толщиной 30-40 мкм микротвердостью 1150-858 МПа, Фиг. 6, 7.
При замене материала электрода (свинца оловом), при получении КЭИП (образцы 4-6) во всех случаях первый слой (серебро) наносили при Wp=4,6 Дж. При нанесении второго слоя (олова) энергия импульса для образцов №4, 5 и увеличивалась и составляла, соответственно: 0,36; 0,9 и 4,6 Дж. Третий слой (серебро) наносили при Wp=4,6 Дж, его применяли для увеличения сплошности покрытия и снижения шероховатости поверхности. Проведенный металлографический анализ показал, что для всех образцов характерны 4 участка - внешний слой, светлый подслой, ниже - диффузионная зона (зона ЗТВ) и основной металл. По мере роста энергии разряда (0,36; 0,9 и 4,6 Дж), при нанесении олова методом ЭИЛ, фиг. 8-13,
- микротвердость светлого подслоя увеличивается и составляет, соответственно, 1525; 1636 и 2383 МПа;
- толщина темного слоя со сниженной микротвердостью увеличивается до 0,67; 1,75 и 2,74 мм соответственно;
- в ЗТВ, глубина которой достигает, соответственно, 1400, 2100 и 3100 мкм, располагается слой, микротвердость которого ниже микротвердости основы и составляет: 800, 900 и 750 МПа.
Шероховатость поверхности для всех образцов практически не меняется и находится в пределах 8,5-10,0 мкм. Проведенный металлографический анализ образцов 2-й серии, на обрабатываемую поверхность которых перед нанесением серебра наносили серу (S+Ag→Pb→S+Ag и S+Ag→Sn→S+Ag), не показал существенных отличий в структуре сформировавшихся КЭИП. Отличием является снижение толщины покрытия, как при нанесении второго слоя свинца или олова, так и всего КЭИП, а также снижение шероховатости до Rz=5,5-7,5 мкм. Результаты параметров качества КЭИП 1-й и 2-й серий показаны в Таблице 2.
Сводная таблица параметров качества КЭИП образцов 1 и 2-й серий
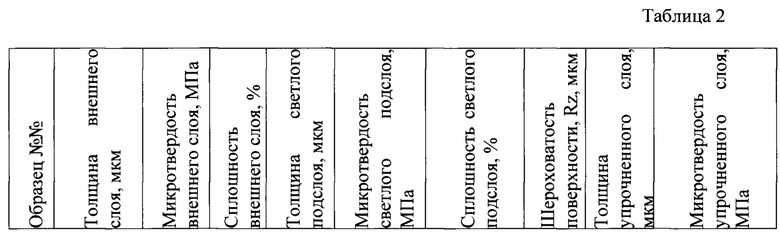
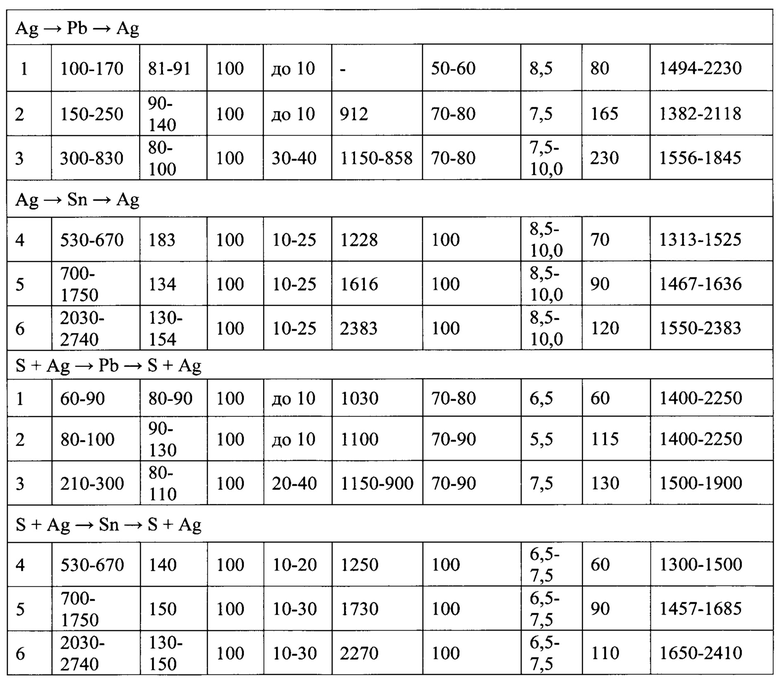
В результате анализа таблицы установлено, что у образцов без сульфидирования с увеличением энергии разряда увеличивается толщина слоя, сплошность составляет 100%, а микротвердость находится в пределах 80-140 и 130-183 МПа, соответственно, для КЭИП со свинцом и оловом. Толщина светлого подслоя меняется незначительно и находится в пределах 10-40 и 10-25 мкм, а микротвердость составляет 912-1150 и 1228-2383 МПа, соответственно, для КЭИП со свинцом и оловом. Толщина упрочненного слоя с увеличением энергии импульса растет и находится в пределах 80-230 и 70-120 мкм, соответственно, для КЭИП со свинцом и оловом. Микротвердость упрочненного слоя КЭИП для всех образцов изменяется незначительно и находится в пределах 1313-2383 МПа.
В образцах 2-й серии с увеличением Wp увеличивается толщина слоя, сплошность составляет 100%, а микротвердость находится в пределах 80-130 и 130-150 МПа, соответственно, для КЭИП со свинцом и оловом. Толщина светлого подслоя меняется незначительно и находится в пределах 10-40 и 10-30, а микротвердость составляет 900-1150 и 1150-2270, соответственно, для КЭИП со свинцом и оловом. Толщина упрочненного слоя с увеличением энергии разряда возрастает и находится в пределах 60-130 и 60-110 мкм, соответственно, для КЭИП со свинцом и оловом. Микротвердость упрочненного слоя КЭИП для всех образцов изменяется незначительно и находится в пределах 1300-2410 МПа.
При нанесении покрытий на образцы 3-й серии на всех этапах формирования КЭИП происходит разрушение слоя вплоть до основания, например, образец 1 ** (Таблица 3).
В Таблице 3 приведены результаты измерения толщины слоев из мягких антифрикционных металлов: серебра, свинца и олова, наносимых на всех стадиях формирования КЭИП для всех серий образцов.
Сводная таблица параметров качества КЭИП образцов 1-й; 2-й i 3-й серий
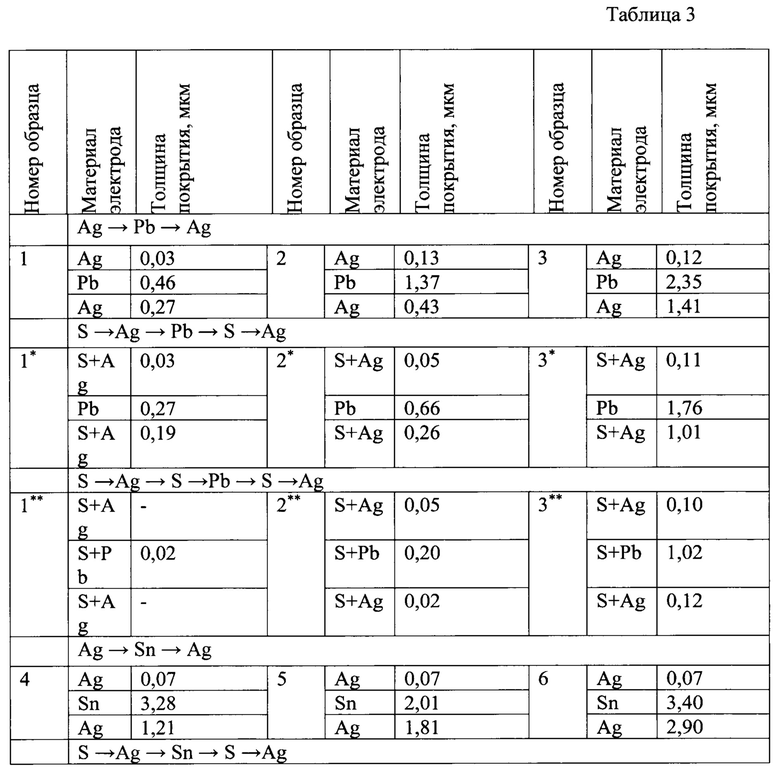

Анализ Таблицы 3 показал, что при формировании КЭИП на образцах БрО10С10 без сульфидирования с увеличением режимов легирования увеличивается толщина сформированного покрытия. Нанесение серы (сульфидирование) перед нанесением серебра замедляет прирост толщины КЭИП, а применение сульфидирования на всех этапах формирования, практически, полностью его разрушает.
В образцах 2-й серии, на обрабатываемую поверхность которых перед нанесением серебра наносили серную мазь, с увеличением режимов легирования толщина сформированного покрытия увеличивается с 0,19 до 1,3 мм. В образцах 3-й серии, на обрабатываемую поверхность которых серная мазь наносилась перед каждым этапом легирования, сера способствует разрушению КЭИП, а его окончательная толщина не превышает 0,12 и 0,11 мм, соответственно, при ЭИЛ свинцом и оловом.
Покрытия 3-й серии образцов разрушаются и не рекомендуются к применению.
Трибологические свойства полученных покрытий определяли на тестере Т-01М, изготовленном Институтом технологии Радом (Польша) в соответствии со стандартом DIN-50324: 1992-07 Tribology по схеме «шарик - диск», фиг. 1.
Шарик диаметром 6,3 мм, изготовленный из материала 100Cr6 (Таблица 4), менялся после каждого испытания.
Состав материала шарика

Испытывались следующие серии образцов (Таблица 5).
Режимы и последовательность легирования образцов с КЭИП для трибологических испытаний
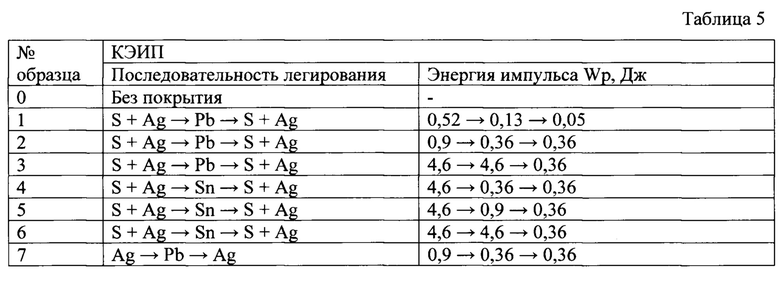
С целью обеспечения сульфидирования поверхности, на обрабатываемые участки наносили серную мазь с концентрацией серы 33,3% перед каждым нанесением слоя серебра (Таблица 2). Кроме того, испытывали образец №0 - без покрытия и образец №7 с КЭИП Ag→Pb→Ag.
Образцы перед каждым испытанием смазывали каплей парафинового масла. В процессе испытаний регистрировали силу трения Ft.
В процессе исследований использовали следующие рабочие параметры тестера: скорость вращения ω=353 об./мин.; линейная скорость v=0,67 м/с; расстояние скольжения (путь трения) S=300 м; нагрузки Fn=1,0 кг (9,81 Н); тип трения - сухое трение (без смазки).
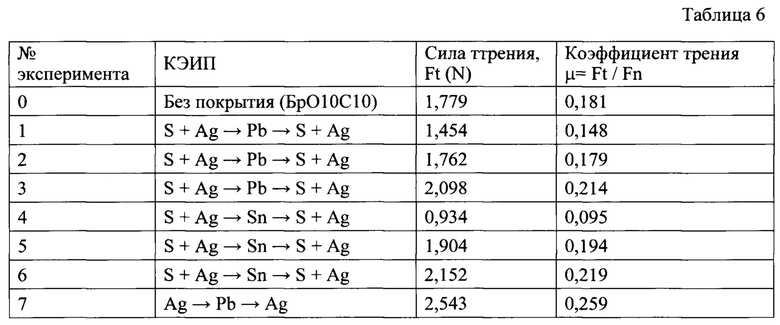
на Фиг. 14-21 показано характер изменения силы трения для всех образцов с КЭИП при прохождении стальным шариком пути трения S=300 м при нагрузке Fn=9,81 Н. Для данных пар трения в Таблице 6 представлены средние значения силы трения Ft и коэффициенты трения μ.
Сила трения i коэффициент трения стального шарика по поверхности бронзового диска с КЭИП
Анализируя Фиг. 14-21 и данные Таблицы 6, можно отметить следующее:
- для образца без покрытия (№0), сила трения с момента начала пути трения до его завершения плавно возрастает;
- для образца №1 с толщиной КЭИП 0,19 мм и шероховатостью Rz=7,5 мкм, сила трения сначала плавно растет, а затем, после прохождения пути трения ~ 200 м, стабилизируется на одном уровне;
- увеличение толщины КЭИП в образцах №2 и №3 до 0,26 и 1,01 мм, соответственно, и шероховатости (Rz), до 8,5 и 10,0 мкм, соответственно, сопровождается не только ростом силы трения, но и появлением вибрации, что отображается на рисунке кривой зависимости силы трения от пути в виде колебаний. Сила трения, как и амплитуда колебаний, с момента начала пути трения до его завершения снижаются, что свидетельствует о периоде приработки;
- для образцов №4 и №6 характерно незначительное увеличение силы трения в начале испытаний, затем ее снижение и стабилизация, соответственно, на уровне 0,9 и 2,2 Н. Для образца №5 сила трения на всем пути трения находится на уровне ~ 2,0 Н;
- наименьшие коэффициенты трения составляют 0,095 и 0,148, соответственно, для образцов №4 и №1, а наибольшие - 0,259 и 0,219, соответственно, для образцов №3 и №6;
- сила трения образцов с КЭИП, в состав которых входит сера, ниже, чем без нее (Образец №2 и №7).
На Фиг. 22 представлена диаграмма, позволяющая сравнить значения силы трения всех серий образцов при нагрузке 9,81 Н.
В результате экспериментальных исследований установлено:
При формировании КЭИП на образцах БрО10С10 без сульфидирования, с увеличением режимов легирования увеличивается толщина сформированного покрытия с 0,27 до 2,9 мм, микротвердость при этом находится в пределах 80-140 и 130-183 МПа, соответственно, для покрытий со свинцом и оловом, а шероховатость Rz=8,5-10,0 мкм. Сплошность КЭИП для всех образцов составляет 100%.
В образцах, на обрабатываемую поверхность которых перед нанесением серебра наносили серную мазь (S+Ag→Pb→S+Ag и S+Ag→Sn→S+Ag), с увеличением режимов легирования толщина сформированного покрытия увеличивается с 0,19 до 1,3 мм, микротвердость находится в пределах 80-180 МПа, причем меньшее значение ближе к поверхности, а шероховатость Rz=5,5-7,5 мкм. Сплошность для всех образцов составляет 100%.
В образцах 3-й серии, на обрабатываемую поверхность которых серная мазь наносилась перед каждым этапом легирования, сера способствует разрушению КЭИП, а его окончательная толщина не превышает 0,12 и 0,11 мм, соответственно, при ЭИЛ свинцом и оловом.
В результате проведенных экспериментальных исследований, усовершенствована технология нанесения на бронзу БрО10С10 приработочных КЭИП, полученных в последовательности S+Ag→Pb→S+Ag и S+Ag→Sn→S+Ag. Показано, что наличие серы в покрытии способствует снижению схватывания контактирующих поверхностей. Предлагаемая технология получения КЭИП позволяет обеспечить толщину покрытия 0,19-1,31 мм, что упрощает дальнейшую механическую обработку поверхностей.
Трибологические исследованиями на тестере Т-01М по схеме «шарик-диск» установлено, что с увеличением толщины КЭИП возрастает сила трения. В образцах S+Ag→Pb→S+Ag и S+Ag→Sn→S+Ag, толщина которых, в зависимости от энергии разряда, равна, соответственно, 0,19; 0,26; 1,01 мм и 0,89; 1,05; 1,31 мм, сила трения составляет, соответственно, 1,454; 1,762; 2,098 Н и 0,934; 1,904 и 2,152 Н.
Сера в КЭИП (образец №2) снижает силу трения стального шарика по поверхности бронзовых образцов (образец №7) в 1,44 раза. К практическому применению можно рекомендовать КЭИП: S+Ag→Pb→S+Ag и S+Ag→Sn→S+Ag, полученные при энергии импульса, соответственно 0,52→0,13→0,05 и 4,6→0,36→0,36 Дж, обеспечивающие снижение силы трения по сравнению с образцами без покрытия, соответственно, в 1,22 и 1,90 раза.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ ВКЛАДЫШЕЙ ПОДШИПНИКОВ СКОЛЬЖЕНИЯ | 2013 |
|
RU2524467C1 |
| СПОСОБ УЛУЧШЕНИЯ ПРИРАБАТЫВАЕМОСТИ ПАРЫ ТРЕНИЯ "ВКЛАДЫШ ПОДШИПНИКА - ШЕЙКА ВАЛА" | 2012 |
|
RU2528070C2 |
| СПОСОБ СБОРКИ ПОДШИПНИКА СКОЛЬЖЕНИЯ | 2009 |
|
RU2422690C1 |
| СПОСОБ ОБРАБОТКИ ВКЛАДЫШЕЙ ПОДШИПНИКОВ СКОЛЬЖЕНИЯ | 2009 |
|
RU2404378C1 |
| СПОСОБ ОБРАБОТКИ ВКЛАДЫШЕЙ ПОДШИПНИКОВ СКОЛЬЖЕНИЯ | 2014 |
|
RU2598737C2 |
| СПОСОБ ЭЛЕКТРОЭРОЗИОННОГО ЛЕГИРОВАНИЯ ПОВЕРХНОСТЕЙ СТАЛЬНЫХ ДЕТАЛЕЙ | 2012 |
|
RU2524471C2 |
| СПОСОБ ОБРАБОТКИ СОПРЯГАЕМЫХ ПОВЕРХНОСТЕЙ СТАЛЬНЫХ И/ИЛИ ЧУГУННЫХ ДЕТАЛЕЙ | 2009 |
|
RU2410212C2 |
| СПОСОБ АЛИТИРОВАНИЯ СТАЛЬНЫХ ДЕТАЛЕЙ | 2018 |
|
RU2696616C1 |
| СПОСОБ ПОВЫШЕНИЯ ИЗНОСОСТОЙКОСТИ РАБОЧИХ ПОВЕРХНОСТЕЙ СТАЛЬНЫХ КОЛЕЦ ИМПУЛЬСНЫХ ТОРЦЕВЫХ УПЛОТНЕНИЙ | 2015 |
|
RU2631439C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НЕПОДВИЖНОГО СОЕДИНЕНИЯ ТИПА ВАЛ-СТУПИЦА СТАЛЬНЫХ ДЕТАЛЕЙ (ВАРИАНТЫ) | 2012 |
|
RU2501986C2 |
Изобретение относится к области электрофизической и электрохимической обработки, в частности к электроискровому легированию, и может применяться для обработки поверхностей бронзовых вкладышей подшипников скольжения. Способ включает сульфидирование и нанесение на рабочие поверхности вкладышей методом электроискрового легирования комбинированных электроискровых покрытий (КЭИП) электродами-инструментами с формированием последовательности слоев: серебро - мягкий металл в виде свинца или олово - серебро. При этом обрабатываемые поверхности сульфидируют перед каждым нанесением слоя серебра. Слой серебра наносят при энергии импульса Wu=0,52-4,6 Дж, слой свинца или олова наносят на слой серебра при энергии импульса Wu=0,13-4,6 Дж или Wu=0,36-4,6 Дж соответственно, на слой свинца или олова наносят еще один слой серебра при энергии импульса Wu=0,05-0,36 Дж. Изобретение позволяет получить КЭИП толщиной 0,19-1,31 мм, обеспечивающие упрощение дальнейшей механической обработки поверхностей бронзовых вкладышей подшипников скольжения за счет улучшения условий приработки вкладышей подшипников скольжения, повышения их надежности и долговечности в работе. 2 н. и 4 з.п. ф-лы, 22 ил., 6 табл.
1. Способ обработки бронзовых вкладышей подшипника скольжения, включающий сульфидирование и нанесение на рабочие поверхности вкладышей методом электроискрового легирования комбинированных электроискровых покрытий электродами-инструментами с формированием последовательности слоев: серебро - мягкий металл - серебро, отличающийся тем, что слой серебра наносят при энергии импульса Wu=0,52-4,6 Дж, слой свинца наносят на слой серебра при энергии импульса Wu=0,13-4,6 Дж, на слой свинца наносят еще один слой серебра при энергии импульса Wu=0,05-0,36 Дж, при этом обрабатываемые поверхности сульфидируют перед каждым нанесением слоя серебра.
2. Способ по п. 1, отличающийся тем, что при сульфидировании применяют серную мазь с концентрацией серы 33,3%.
3. Способ по п. 1 или 2, отличающийся тем, что обеспечивают толщину покрытия 0,19-1,31 мм.
4. Способ обработки бронзовых вкладышей подшипника скольжения, включающий сульфидирование и нанесение на рабочие поверхности вкладышей методом электроискрового легирования комбинированных электроискровых покрытий электродами-инструментами с формированием на рабочих поверхностях последовательности слоев: серебро - мягкий металл - серебро, отличающийся тем, что слой серебра наносят при энергии импульса Wu=0,52-4,6 Дж, слой олова наносят на слой серебра при энергии импульса Wu=0,36-4,6 Дж, на слой олова наносят еще один слой серебра при энергии импульса Wu=0,05-0,36 Дж, при этом обрабатываемые поверхности сульфидируют перед каждым нанесением слоя серебра.
5. Способ по п. 4, отличающийся тем, что при сульфидировании применяют серную мазь с концентрацией серы 33,3%.
6. Способ по п. 4 или 5, отличающийся тем, что обеспечивают толщину покрытия 0,19-1,31 мм.
| 0 |
|
SU105965A1 | |
| СПОСОБ ОБРАБОТКИ ВКЛАДЫШЕЙ ПОДШИПНИКОВ СКОЛЬЖЕНИЯ | 2005 |
|
RU2299790C1 |
| СПОСОБ СУЛЬФОЦЕМЕНТАЦИИ СТАЛЬНЫХ ДЕТАЛЕЙ | 2018 |
|
RU2707776C1 |
| СПОСОБ СБОРКИ ПОДШИПНИКА СКОЛЬЖЕНИЯ | 2009 |
|
RU2422690C1 |
| US 6357917 B1, 19.03.2002 | |||
| JP 2016027281 A, 18.02.2016. | |||

