Изобретение относится к способам изготовления армированных металлическими оплетками полимерных, например фторопластовых, шлангов для летательных аппаратов, транспортных средств и промышленного оборудования.
Известен способ-прототип изготовления шланга в двух сетчатых оплетках из проволочных прядей (К.Эванс. Технология рукавов. Перевод с англ. Москва. Издательство «Химия», 1978, стр.15; стр.47; стр.93), в ходе которого резиновую камеру насаживают на дорн и покрывают двумя располагаемыми друг на друге слоями сетчатых оплеток, при этом пряди каждой из оплеток направляют перекрестно, переплетают между собой и укладывают на шланг по винтовым линиям с равновесными углами наклона к его продольной оси: θ1=θ2=54°44'.
Однако гидростатическая прочность полимерного шланга в двух сетчатых оплетках, изготовленного с применением способа-прототипа, минимальна по причинам:
- равенства равновесных углов в оплетках первого и второго слоев θ1=θ2=54°44';
- отсутствия оптимальных соотношений для диаметров проволок и модулей упругости их материалов между оплетками первого и второго слоев.
Предложенный способ изготовления полимерного шланга в двух сетчатых оплетках направлен на повышение его гидростатической прочности.
Поставленная задача достигается способом изготовления полимерного шланга в двух сетчатых оплетках из проволочных прядей, в ходе которого полимерную камеру насаживают на дорн и покрывают двумя располагаемыми друг на друге слоями сетчатых оплеток, при этом пряди каждой из оплеток направляют перекрестно, переплетают между собой и укладывают на шланг по винтовым линиям. В отличие от существующего способа пряди первого и второго слоев укладывают на шланг по винтовым линиям с углами наклона к его продольной оси, значения которых устанавливают из соотношений:
0<θ1<54°44'

где: θ1 и θ2 - значения углов наклона винтовых линий к продольной оси шланга при укладке прядей в оплетках первого и второго слоев соответственно;
m1 и m2 - плотности укладки проволок в оплетках первого и второго слоев соответственно, %;
d1 и d2 - диаметры проволок в оплетках первого и второго слоев соответственно, мм;
E1 и Е2 - модули упругости материала проволок в оплетках первого и второго слоев соответственно, кгс/мм2;
t - толщина стенки полимерной камеры, мм;
Dд - диаметр дорна, мм.
Предлагаемый способ имеет также другие отличия, заключающиеся в том, что:
- пряди в оплетках первого и второго слоев составляют из проволок, диаметры которых соотносятся между собой как:

- пряди в оплетках первого и второго слоев составляют из проволок, модули упругости материалов которых соотносятся между собой как:

Повышение гидростатической прочности полимерного шланга в двух сетчатых оплетках достигается:
1. Новым соотношением между значениями углов наклона винтовых линий к продольной оси шланга при укладке прядей в оплетках первого и второго слоев. При этом угол наклона θ1 при укладке прядей первого слоя назначают в пределах 0<θ1<54°44', а соответствующий ему угол наклона θ2 при укладке прядей второго слоя устанавливают из условия равновесия оплеток в целом по формуле:

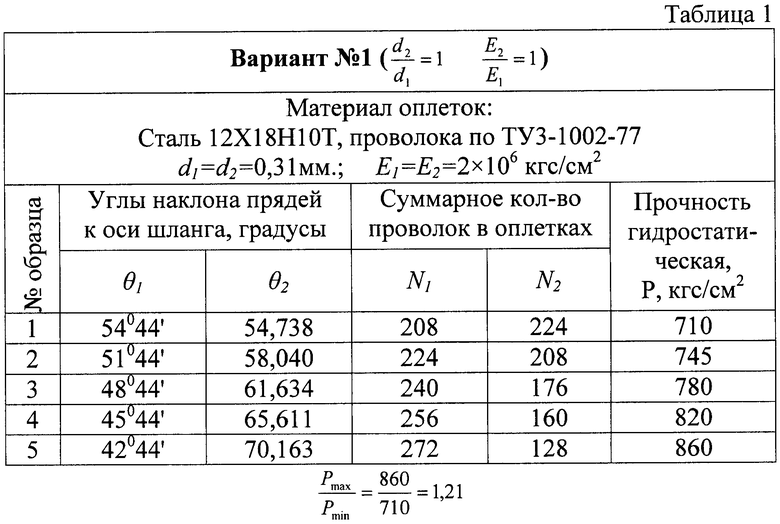
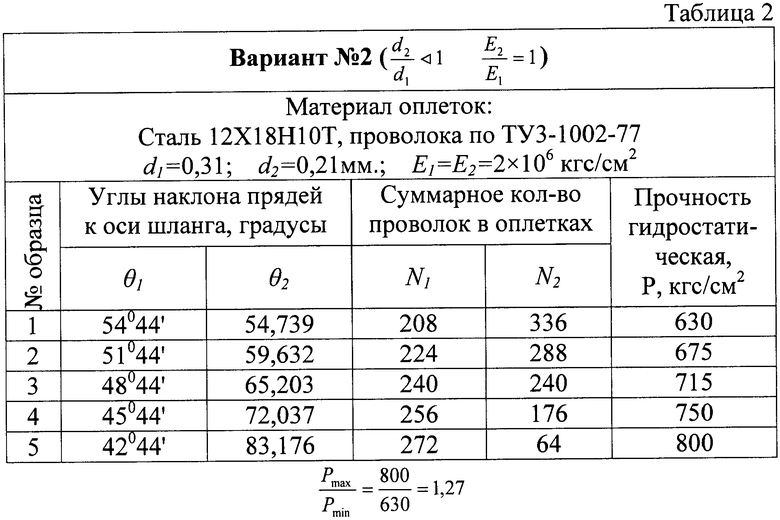
2. Оптимальным соотношением между диаметрами проволок в прядях оплеток первого и второго слоев, усиливающим положительный эффект (d2/d1≤1).
3. Оптимальным соотношением между модулями упругости материалов оплеток первого и второго слоев, усиливающим положительный эффект (E2/E1≥l).
Перечень графических изображений:
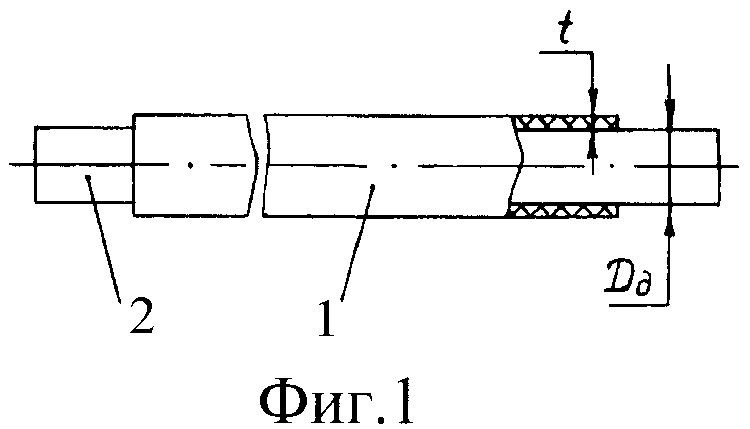
Фиг.1. Операция №1. Насаживание полимерной камеры на дорн.
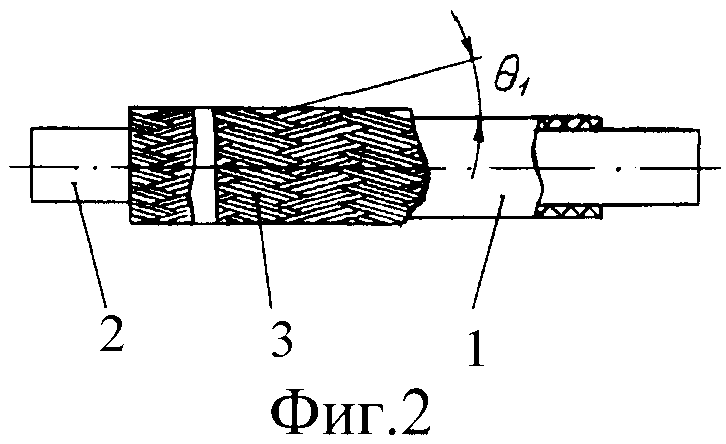
Фиг.2. Операция №2. Покрытие полимерной камеры первым слоем сетчатой оплетки.
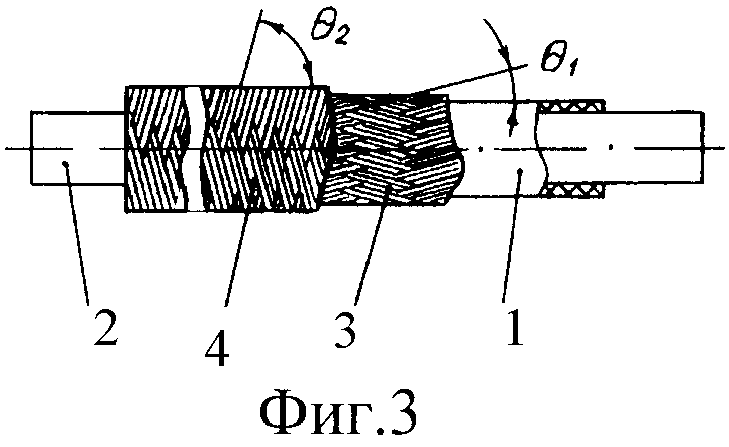
Фиг.3. Операция №3. Покрытие полимерной камеры вторым слоем сетчатой оплетки.
Реализация предлагаемого способа изготовления полимерного шланга в двух сетчатых оплетках из проволочных прядей осуществляется последовательным выполнением следующих операций.
Операция №1 (фиг.1). Насаживание полимерной камеры 1 (трубки с размерами Dд×t) на оплеточный дорн 2 диаметром Dд; подача дорна с камерой в оплеточную машину.
Операция №2 (фиг.2). Покрытие полимерной камеры 1 первым слоем сетчатой оплетки 3. Пряди оплетки составляют из проволок диаметром d1 и модулем упругости материала E1. Значение угла наклона θ1 прядей оплетки устанавливают в пределах
0<θ1<54°44' и обеспечивают настройкой оплеточной машины.
Операция №3 (фиг.3). Покрытие полимерной камеры 1 вторым слоем сетчатой оплетки 4. Значение угла наклона θ2 прядей оплетки устанавливают в зависимости от значения угла наклона θ1 (см. операцию №2) по формуле:

и обеспечивают настройкой оплеточной машины. При этом пряди оплетки составляют из проволок, обеспечивая выполнение следующих соотношений:
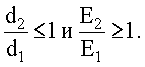
Операция №4. Съем готового шланга с оплеточного дорна. В качестве примеров представлены три варианта реализации предлагаемого способа изготовления шланга Dy=Dд=18 мм с полимерной камерой в виде фторопластовой трубки с размерами Dy×t=18 мм×1,35 мм (см. табл.1-3).
Плотность оплеток первого и второго слоев принята одинаковой (m1=m2=85%).
Оборудование, использованное при реализации способа: машина оплеточная «Унидра-32» (на 32 пряди); дорн оплеточный Dд=18 мм.
Последовательность реализации способа показана выше.
Из показанных вариантов реализации предлагаемого способа изготовления полимерного шланга в двух сетчатых оплетках видно, что:
1. Гидростатическая прочность шланга минимальна при равновесных углах наклона прядей в обеих оплетках, т.е. при θ1,=θ2=54°44'.
2. Гидростатическая прочность шланга отчетливо возрастает с уменьшением угла θ1 при условии выполнения соотношений:
θ<θ1<54°44'

При этом положительный эффект (Рmax/Рmin), достигнутый в показанных примерах, усиливается, если для проволок оплеток выполняются соотношения:
Предлагаемый способ изготовления полимерного шланга в двух сетчатых оплетках обеспечивает заметное повышение его гидростатической прочности.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ОГНЕСТОЙКОГО ШЛАНГА | 2019 |
|
RU2701235C1 |
| СПОСОБ ПЛЕТЕНИЯ УСИЛИТЕЛЬНЫХ ВОЛОКОН С ИЗМЕНЕНИЕМ НАКЛОНА СПЛЕТАЕМЫХ ВОЛОКОН | 2011 |
|
RU2522052C1 |
| РУКАВ ВЫСОКОГО ДАВЛЕНИЯ С КОМПОЗИЦИОННОЙ ОПЛЕТКОЙ | 2008 |
|
RU2381406C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОФИЛЬНЫХ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2133670C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АРМИРОВАННОГО МЕТАЛЛИЧЕСКИМИ ОПЛЕТКАМИ ОГНЕСТОЙКОГО ШЛАНГА | 2007 |
|
RU2350821C1 |
| ГИБКИЙ РУКАВ ВЫСОКОГО ДАВЛЕНИЯ | 1991 |
|
RU2027096C1 |
| Пневматический рукав высокого давления | 1990 |
|
SU1787230A3 |
| МЕТАЛЛОКОРД С УЛУЧШЕННОЙ ФИКСАЦИЕЙ ПРОВОЛОК СЕРДЕЧНИКА | 2003 |
|
RU2237766C1 |
| Гибкий трубопровод | 1980 |
|
SU896307A1 |
| ОПЛЕТОЧНОЕ ЗАКУПОРИВАЮЩЕЕ УСТРОЙСТВО, ИМЕЮЩЕЕ ПОВТОРЯЮЩИЕСЯ УЧАСТКИ УВЕЛИЧЕННОГО ОБЪЕМА, РАЗДЕЛЕННЫЕ УЧАСТКАМИ СОЧЛЕНЕНИЯ | 2007 |
|
RU2447908C2 |
Изобретение относится к способам изготовления армированных металлическими оплетками полимерных шлангов. Технический результат изобретения - повышение гидростатической прочности шланга. Полимерную камеру насаживают на дорн и покрывают двумя располагаемыми друг на друге слоями сетчатых оплеток, при этом пряди каждой из оплеток направляют перекрестно, переплетают между собой и укладывают на шланг по винтовой линии, при этом соотношение между значениями углов наклона винтовых линий к продольной оси шланга при укладке прядей в оплетках первого и второго слоев, угол наклона θ, θ1 при укладке прядей первого слоя назначают в пределах 0<θ1<55°44, а соответствующий ему угол наклона θ2 при укладке прядей второго слоя устанавливают из условия равновесия оплеток по формуле:
 где
где
m1 и m2 - плотности укладки проволок в оплетках первого и второго слоев;
d1 и d2 - диаметры проволок в оплетках первого и второго слоев соответственно;
E1 и Е2 - модули упругости материала в оплетках первого и второго слоев соответственно;
t - толщина стенки полимерной камеры;
Dg - диаметр дорна. 2 з.п. ф-лы, 3 ил., 3 табл.
1. Способ изготовления полимерного шланга в двух сетчатых оплетках из проволочных прядей, в ходе которого полимерную камеру насаживают на дорн и покрывают двумя располагаемыми друг на друге слоями сетчатых оплеток, при этом пряди каждой из оплеток направляют перекрестие, переплетают между собой и укладывают на шланг по винтовой линии, отличающийся тем, что пряди первого и второго слоев укладывают на шланг по винтовым линиям с углами наклона к его продольной оси, значения которых устанавливают из соотношений:
0<θ1<54°44'

где θ1 и θ2 - значения углов наклона винтовых линий к продольной оси шланга при укладке прядей в оплетках первого и второго слоев соответственно;
m1 и m2 - плотности укладки проволок в оплетках первого и второго слоев соответственно, %;
d1 и d2 - диаметры проволок в оплетках первого и второго слоев соответственно, мм;
E1 и Е2 - модули упругости материала проволок в оплетках первого и второго слоев соответственно, кгс/мм;
t - толщина стенки полимерной камеры, мм;
Dd - диаметр дорна, мм.
2. Способ по п.1, отличающийся тем, что пряди в оплетках первого и второго слоев составляют из проволок, диаметры которых соотносятся между собой, как:

3. Способ по п.1, отличающийся тем, что пряди в оплетках первого и второго слоев составляют из проволок, модули упругости материалов которых соотносятся между собой, как:

| ЭВАНС К | |||
| Технология рукавов, перевод с англ., Химия, 1978, с.15, 47, 93 | |||
| АРМИРОВАННЫЙ ГИБКИЙ ШЛАНГ | 1997 |
|
RU2172444C2 |
| Измеритель жидкости | 1937 |
|
SU53749A1 |
| ЭЛЕКТРИЧЕСКИ ЗАЗЕМЛЕННЫЙ ГИБКИЙ ШЛАНГ И СПОСОБ ЕГО ВЫПОЛНЕНИЯ | 1995 |
|
RU2095677C1 |
| Буй для сбора данных | 1977 |
|
SU623776A1 |

