Изобретение относится к способам изготовления армированных, в том числе и металлическими оплетками, огнестойких шлангов, применяемых в пожароопасных зонах объектов, например летательных аппаратов, транспортных средств и промышленного оборудования.
Известен способ изготовления гибкой трубки, включающий приготовление гомогенной пасты, формование из пасты методом прессования трубчатой цилиндрической заготовки, получение из заготовки методом экструзии трубки с последующей сушкой и спеканием (Горяинова А.В. Фторопласты в машиностроении; М.: Машиностроение. 1971, с. 73-74).
Однако известный способ не позволяет осуществить армирование стенок трубки, что снижает эффективность использования трубок за счет их низкой жесткости.
Известен также способ изготовления полимерного шланга в двух сетчатых оплетках из проволочных прядей, в ходе которого полимерную камеру насаживают на дорн и покрывают двумя располагаемыми друг на друге слоями сетчатых оплеток, при этом пряди каждой из оплеток направляют перекрестие, переплетают между собой и укладывают на шланг по винтовой линии (Патент РФ №2367835, МПК F16L 11/04, МПК F16L 11/08. Способ изготовления полимерного шланга в двух сетчатых оплетках. / Опубл. Бюл. №26, 2009 г.) и способ изготовления армированного огнестойкого шланга путем нанесения или надевания на его наружную поверхность коаксиального огнезащитного слоя из минерального текстиля, частично или полностью пропитанного раствором полимеризующегося резиноподобного связующего (С.А. Заварнов, В.Х. Набиуллин, Д.Е. Тук. «Огнезащита армированных металлическими оплетками фторопластовых рукавов в коммуникациях ЛА». Международная конференция «НОВЫЕ РУБЕЖИ АВИАЦИОННОЙ НАУКИ». Сборник тезисов. 19-23 августа 2007. Москва. Организатор симпозиума - ЦАГИ, стр. 61).
Наиболее близким техническим решением, выбранным в качестве прототипа, является способ изготовления огнестойкого шланга путем нанесения на него коаксиального огнезащитного слоя из кремнеземного текстиля, пропитанного раствором кремнийорганического каучука и заполимеризованного до резиноподобного состояния (Патент РФ №2350821, МПК F16L 11/00. Способ изготовления АРМИРОВАННОГО МЕТАЛЛИЧЕСКИМИ ОПЛЕТКАМИ ОГНЕСТОЙКОГО ШЛАНГА / Опубл. Бюл. №9, 2009 г.)
Однако известные способы не обеспечивают получение длинномерного огнестойкого шланга с равномерной толщиной стенки, поскольку провисание длинномерного дорна под действием собственного веса приводит к изменению зазора между поверхностью дорна и внутренней поверхностью формы, образующей внешнюю поверхность шланга.
Задачей предлагаемого изобретения является обеспечение равнотолщинности стенок длинномерного шланга.
Техническим результатом изобретения является обеспечение равнотолщинности стенок длинномерного шланга за счет обеспечения равномерного зазора между поверхностью дорна и внутренней поверхностью формы путем ликвидации провисания дорна под действием собственного веса.
Технический результат изобретения достигается за счет того, что в способе изготовления огнестойкого шланга включающем одевание на дорн оплетки из огнестойкого материала, заливку в цилиндрическую форму, соответствующую внешней поверхности шланга, пасты из кремнийорганического каучука, погружение в упомянутую форму с пастой дорна с оплеткой при совмещении продольной оси дорна с продольной осью упомянутой формы с образованием между дорном и внутренней поверхностью формы равномерного зазора, заполненного оплеткой и пастой, образующими стенки шланга, закрытие формы, полимеризацию пасты и удаление шланга из формы и дорна из внутренней полости шланга в отличие от прототипа, используют длинномерный дорн из магнитного материала, размещают заполненную оплеткой и пастой закрытую форму с дорномв магнитном поле, компенсирующем прогиб длинномерного дорна от его собственного веса, обеспечивая равномерный зазор между дорном и внутренней поверхностью цилиндрической формы.
Кроме того возможны следующие дополнительные приемы способа: в качестве огнестойкого материала используют кремнеземный текстиль, пропитанный раствором кремнийорганического каучука и заполимеризованный до резиноподобного состояния; перед полимеризацией собранную форму с пастой и дорном подвергают вибрационной нагрузке, обеспечивающей полное заполнение пастой пустот между поверхностями дорна и внутренней поверхностью формы; используют форму выполненную из двух полуцилиндров, причем, вначале располагают одну половинку формы открытой внутренней поверхностью вверх, заливают пастой, размещают в форме дорн с оплеткой, аналогичным образом заливают пасту во вторую половину формы и, переворачивая первую половинку формы с дорном с оплеткой совмещают первую и вторую половинки формы, закрывают форму, фиксируют и закрепляют ее; после снятия с дорна, огнестойкий шланг одевают на армированный металлическими оплетками шланг с металлическими штуцерами на концах, полностью покрывая его внешнюю, образованную металлическими оплетками поверхность.
Как показывает практика изготовления шлангов, при изготовлении с использованием дорна длинномерных (более одного метра) шлангов, прогиб дорна от собственного веса вызывает разнотолщинность стенок шланга, поскольку в нижней части утонение вызывается уменьшением зазора между дорном и внутренней поверхностью цилиндра, а в верхней части при этом толщина стенки увеличивается. В данном техническом решении равнотолщинность стенок шланга обеспечивается воздействием магнитного поля, компенсирующем прогиб дорна.
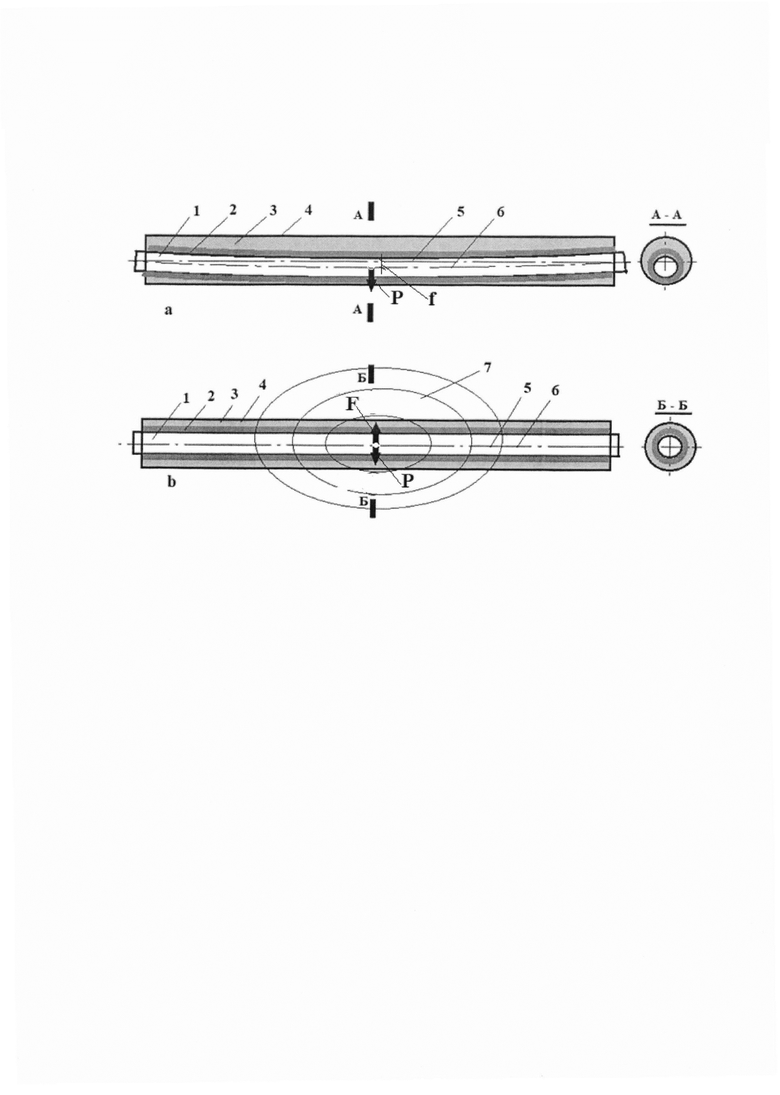
Изобретение поясняется схемой процесса формирования огнестойкого шланга (фиг.), на которой обозначено: 1 - дорн; 2 - оплетка из огнестойкого материала; 3 - паста из кремнийорганического каучука; 4 - форма; 5 - продольная ось цилиндрической формы; 6 - продольная ось дорна; 7 - магнитное поле. (Р - сила тяжести дорна, F - сила магнитного поля, действующая на дорн; f - величина прогиба дорна под действием собственного веса: А-А и Б-Б - , соответственно: поперечные сечения огнестойкого шланга до и после воздействия магнитным полем, компенсирующим вес дорна; стрелка вниз - сила тяжести дорна, стрелка вверх - компенсирующая сила магнитного поля).
Заявляемый способ изготовления огнестойкого шланга осуществляется следующим образом (фиг.). На дорн 1 одевают оплетку 2, выполненную из огнестойкого материала, например, кремнеземного текстиля, пропитанного раствором кремнийорганического каучука и заполимеризованного до резиноподобного состояния. В цилиндрическую форму 4, соответствующую внешней поверхности формируемого шланга, заливают пасту 3 из кремнийорганического каучука. В форму 4, состоящую из нижней и верхней части заливают пасту 3. Дорн 1 с одетой на него оплеткой 2 погружают в форму 4 с пастой 3 при совмещении продольной оси дорна 6 с продольной осью упомянутой формы 5 с образованием между дорном 1 и внутренней поверхностью формы 5 равномерного зазора, заполненного оплеткой 2 и пастой 3, образующими стенки шланга. Форму 4 закрывают и осуществляют полимеризацию пасты 3. Используют длинномерный дорн 1, выполненный из магнитного материала, например, углеродистой стали Размещают дорн 1 с закрытой формой 4 в магнитном поле 7, подбирая силу воздействия магнитного поля F таким образом, чтобы компенсировать прогиб f длинномерного дорна 1, возникающий от действия его собственного веса. (Для этого, например, перед изготовлением огнестойкого шланга, дорн 1 по концам закрепляют на двух опорах и определяют дистанцию от плоской пластины, служащей измерительной базой и расположенной под дорном 1 величину прогиба f, затем включают магнитное (электромагнитное)поле и регулируют его силу обеспечивая нулевой прогиб дорна 1, значение напряженности магнитного поля фиксируют, для приложения его при собранной форме 4 с дорном 1). Магнитное поле 7 (фиг. b) за счет компенсации прогиба дорна, возникающего от действия его собственного веса, обеспечивают равнотолщинность стенок шланга. Затем осуществляют полимеризацию пасты 3 и производят удаление шланга из формы 4 и дорна 1 из внутренней полости шланга.
С целью формирования однородной структуры стенок огнестойкого шланга его собранную форму 4 с дорном 1, залитой пастой 3 перед полимеризацией и компенсацией прогиба дорна 1, подвергают воздействию вибрации, например, с использованием переменного магнитного поля. Вибрационная нагрузка обеспечивает полное заполнение пастой 3 пустот между поверхностями дорна 1 и внутренней поверхностью формы 4.
При использовании формы 4 выполненной из двух полуцилиндров, вначале располагают одну половинку формы 4 открытой внутренней поверхностью вверх, заливают пастой 3, размещают в форме 4 дорн 1 с оплеткой 2, аналогичным образом заливают пасту 3 во вторую половину формы 4 и, переворачивая первую половинку формы 4 с дорном 1 с оплеткой 2 совмещают первую и вторую половинки формы 4, закрывают форму 4, фиксируют и закрепляют ее.
При изготовлении огнестойких рукавов с металлической оплеткой, после снятия с дорна 1, огнестойкий шланг одевают на армированный металлическими оплетками шланг с металлическими штуцерами на концах полностью покрывая его внешнюю, образованную металлическими оплетками поверхность.
Можно использовать оплетку сетчатого типа, изготавливленных из кремнеземных, кварцевых, керамических волокон. В качестве пасты применяли герметик Виксинт У-1-18 (ТУ 38.303-04-04-90).
Пример 1. Оплетку из сплетенных кремнеземных нитей одевали на дорн (Ду 8 мм и Ду 20 мм), выполненный из углеродистой стали. Поверх оплетки наносили слой пасты толщиной 3,2 мм. Пропитывание слоя сплетенных кремнеземных нитей раствором пасты каучука в бензине в частях по массе: паста каучука - 100 Катализатор - (0,2-0,3) Бензин - 10 с последующей полимеризацией при воздействии магнитного поля на дорн. Длина дорна (Ду 8 мм) 2000 мм, длина дорна (Ду 20 мм) 3000 мм. Разнотолщинность без воздействия магнитного поля: дорн (Ду 8 мм) 1,1 мм, дорн (Ду 20 мм) 0,8 мм, с воздействием магнитного поля: дорн (Ду 8 мм) 0,2 мм, дорн (Ду 20 мм) 0,3 мм.
Пример 2. Оплетку из сплетенных кремнеземных нитей одевали на дорн (Ду 8 мм и Ду 20 мм), выполненный из углеродистой стали. Поверх оплетки наносили слой пасты толщиной 3,0 мм. В качестве пасты применяли герметик Виксинт У-1-18 (ТУ 38.303-04-04-90) с катализатором №18 ТУ 6-02-805-78. Дорн с оплеткой в устанавливали в пресс-форму из двух половинок. Половинки пресс-формы соединяли друг сдругом без смещения кромок. Пресс-формы закрепляли хомутами. Последующая полимеризация при воздействии магнитного поля на дорн. Длина дорна (Ду 8 мм) 2000 мм, длина дорна (Ду 20 мм) 3000 мм. Разнотолщинность без воздействия магнитного поля: дорн (Ду 8 мм) 0,9 мм, дорн (Ду 20 мм) 0,8 мм, с воздействием магнитного поля - дорна (Ду 8 мм) 0,2 мм, дорна (Ду 20 мм) 0,3 мм.
Таким образом, предложенный способ изготовления огнестойкого шланга позволяют обеспечить требуемую равнотолщинность стенок длинномерного шланга за счет обеспечения равномерного зазора между поверхностью дорна и внутренней поверхностью формы путем ликвидации провисания дорна под действием собственного веса.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ АРМИРОВАННОГО МЕТАЛЛИЧЕСКИМИ ОПЛЕТКАМИ ОГНЕСТОЙКОГО ШЛАНГА | 2007 |
|
RU2350821C1 |
| ОГНЕЗАЩИТНЫЙ ВСПУЧИВАЮЩИЙСЯ МАТЕРИАЛ ДЛЯ ЗАЩИТЫ МЕТАЛЛИЧЕСКИХ И НЕМЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 2003 |
|
RU2260029C2 |
| ГИБКИЙ ТРУБОПРОВОД, СПОСОБ ИЗГОТОВЛЕНИЯ ГИБКОЙ ФТОРОПЛАСТОВОЙ ТРУБКИ И УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 1992 |
|
RU2026507C1 |
| ГИБКИЙ ТРУБОПРОВОД, СПОСОБ ИЗГОТОВЛЕНИЯ ФТОРОПЛАСТОВОЙ ТРУБКИ И УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 1992 |
|
RU2026508C1 |
| ОПТИЧЕСКОЕ ВОЛОКНО В ПЛОТНОМ БУФЕРНОМ ПОКРЫТИИ, ВОЛОКОННО-ОПТИЧЕСКИЕ КАБЕЛИ И СПОСОБЫ НАЛОЖЕНИЯ ПЛОТНОГО БУФЕРНОГО ПОКРЫТИЯ НА ОПТИЧЕСКОЕ ВОЛОКНО (ВАРИАНТЫ) | 2021 |
|
RU2782677C1 |
| Огнестойкий провод и огнестойкий кабель для пожарной сигнализации (варианты) | 2018 |
|
RU2696769C1 |
| ОГНЕСТОЙКОЕ МНОГОСЛОЙНОЕ ИЗДЕЛИЕ ДЛЯ ОГНЕЗАЩИТЫ СТРОИТЕЛЬНЫХ КОНСТРУКЦИЙ | 2020 |
|
RU2725720C1 |
| ВИБРОСТОЙКИЙ КАБЕЛЬ С ИЗОЛЯЦИЕЙ ИЗ ОГНЕСТОЙКОЙ КРЕМНИЙОРГАНИЧЕСКОЙ РЕЗИНЫ | 2014 |
|
RU2577519C1 |
| КЕРАМООБРАЗУЮЩАЯ РЕЗИНОВАЯ СМЕСЬ (ВАРИАНТЫ) | 2012 |
|
RU2519379C2 |
| СПОСОБ ПОЛУЧЕНИЯ ТЕПЛОИЗОЛЯЦИОННОГО И ОГНЕСТОЙКОГО МНОГОСЛОЙНОГО КОМБИНИРОВАННОГО ПОЛИМЕРНОГО ПОКРЫТИЯ | 2007 |
|
RU2352601C2 |
Изобретение относится к изготовлению огнестойкого шланга. Осуществляют одевание на дорн оплетки из огнестойкого материала, заливку в цилиндрическую форму, соответствующую внешней поверхности шланга, пасты из кремнийорганического каучука. Осуществляют погружение в упомянутую форму с пастой дорна с оплеткой при совмещении продольной оси дорна с продольной осью упомянутой формы с образованием между дорном и внутренней поверхностью формы равномерного зазора, заполненного оплеткой и пастой, образующими стенки шланга. Обеспечивают закрытие формы, полимеризацию пасты и удаление шланга из формы и дорна из внутренней полости шланга. Используют длинномерный дорн из магнитного материала, размещают заполненную оплеткой и пастой закрытую форму с дорном в магнитном поле, компенсирующем прогиб длинномерного дорна от его собственного веса. Обеспечивают между дорном и внутренней поверхностью цилиндрической формы равномерный зазор. В результате обеспечивается разнотолщинность стенок длинномерного шланга. 7 з.п. ф-лы, 1 ил.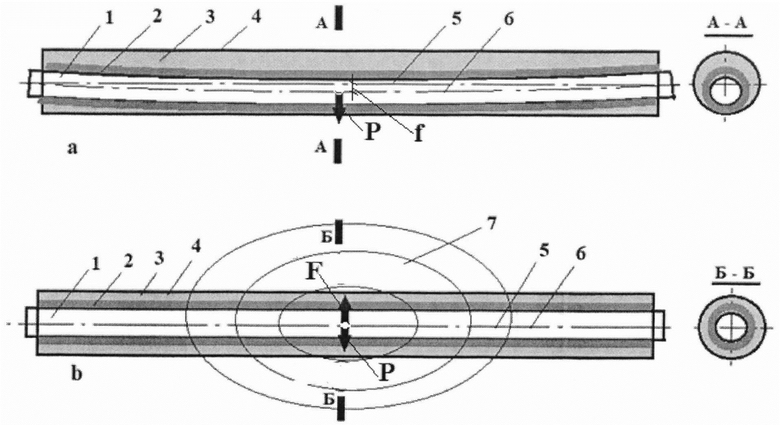
1. Способ изготовления огнестойкого шланга, включающий одевание на дорн оплетки из огнестойкого материала, заливку в цилиндрическую форму, соответствующую внешней поверхности шланга, пасты из кремнийорганического каучука, погружение в упомянутую форму с пастой дорна с оплеткой при совмещении продольной оси дорна с продольной осью упомянутой формы с образованием между дорном и внутренней поверхностью формы равномерного зазора, заполненного оплеткой и пастой, образующими стенки шланга, закрытие формы, полимеризацию пасты и удаление шланга из формы и дорна из внутренней полости шланга, отличающийся тем, что используют длинномерный дорн из магнитного материала, размещают заполненную оплеткой и пастой закрытую форму с дорном в магнитном поле, компенсирующем прогиб длинномерного дорна от его собственного веса, при этом обеспечивают между дорном и внутренней поверхностью цилиндрической формы равномерный зазор.
2. Способ по п. 1, отличающийся тем, что в качестве огнестойкого материала используют кремнеземный текстиль, пропитанный раствором кремнийорганического каучука и заполимеризованный до резиноподобного состояния.
3. Способ по п. 1 или 2, отличающийся тем, что перед полимеризацией собранную форму с пастой и дорном подвергают вибрационной нагрузке, обеспечивающей полное заполнение пастой пустот между поверхностями дорна и внутренней поверхностью формы.
4. Способ по п. 1 или 2, отличающийся тем, что используют форму, выполненную из двух полуцилиндров, причем вначале располагают одну половинку формы открытой внутренней поверхностью вверх, заливают пастой, размещают в форме дорн с оплеткой, аналогичным образом заливают пасту во вторую половину формы и, переворачивая первую половинку формы с дорном с оплеткой, совмещают первую и вторую половинки формы, закрывают форму, фиксируют и закрепляют ее.
5. Способ по п. 3, отличающийся тем, что используют форму, выполненную из двух полуцилиндров, причем вначале располагают одну половинку формы открытой внутренней поверхностью вверх, заливают пастой, размещают в форме дорн с оплеткой, аналогичным образом заливают пасту во вторую половину формы и, переворачивая первую половинку формы с дорном с оплеткой, совмещают первую и вторую половинки формы, закрывают форму, фиксируют и закрепляют ее.
6. Способ по любому из пп. 1, 2, 5, отличающийся тем, что после снятия с дорна огнестойкий шланг одевают на армированный металлическими оплетками шланг с металлическими штуцерами на концах, полностью покрывая его внешнюю образованную металлическими оплетками поверхность.
7. Способ по п. 3, отличающийся тем, что после снятия с дорна огнестойкий шланг одевают на армированный металлическими оплетками шланг с металлическими штуцерами на концах, полностью покрывая его внешнюю образованную металлическими оплетками поверхность.
8. Способ по п. 4, отличающийся тем, что после снятия с дорна огнестойкий шланг одевают на армированный металлическими оплетками шланг с металлическими штуцерами на концах, полностью покрывая его внешнюю образованную металлическими оплетками поверхность.
| СПОСОБ ИЗГОТОВЛЕНИЯ АРМИРОВАННОГО МЕТАЛЛИЧЕСКИМИ ОПЛЕТКАМИ ОГНЕСТОЙКОГО ШЛАНГА | 2007 |
|
RU2350821C1 |
| Прибор для получения волокон из небольших количеств высокоплавких полимеров | 1960 |
|
SU131447A1 |
| RU 2007124455 A, 10.01.2009 | |||
| Контактное гнездо | 1987 |
|
SU1520675A1 |

