Изобретение относится к перфорированной панели на основе гипса, способу ее изготовления и способу ее укладки.
Перфорированные панели на основе гипса, в частности гипсокартонные перфорированные панели и гипсоволоконные перфорированные панели, используются среди прочего для улучшения акустики помещений. Они состоят из одной гипсовой панели, с большим количеством отверстий, которые могут иметь различную форму. Попадающие на нее звуковые волны могут проходить через отверстия, препятствуя, таким образом, отражению звука. Чаще всего к задней стороне перфорированной панели крепится поглощающий звук материал, например минеральная вата или нетканое полотно, чтобы усилить эффект поглощения.
Такие панели используются обычно как потолочный материал, но могут быть использованы и как стеновые покрытия.
Обычно для производства перфорированных панелей гипсовая пластина перфорируется, затем обрезаются кромки, чтобы обеспечить унифицированные размеры. Отклонения в расстоянии между отверстиями (перфорациями) при переходе от одной панели к другой или отклонения в направлении из-за непараллельного расположения отчетливо бросаются в глаза вследствие регулярного расположения (узора) отверстий на самой панели.
В основном, такие перфорированные панели монтируются на носителе, например на металлическом профиле или на деревянной планке, причем смежные кромки должны располагаться на определенном расстоянии друг от друга. Для этого необходимо контролировать расстояние между панелями, чтобы обеспечить определенное расстояние между отверстиями. Выравнивание при этом требует вспомогательных приспособлений, определяемых расстоянием между отверстиями (в зависимости от типа отверстий) и служащих для того, чтобы в переходной области между двумя панелями получить такое же расстояние между отверстиями. Целью при этом является достижение в пределах всей поверхности единообразного внешнего вида «без перехода».
Шов, возникающий на стыке пластин, закрывается шпаклевочным материалом, например гипсом. Потолок затем красят, чтобы ликвидировать различие в цвете и достичь однородного и единообразного внешнего вида.
Недостатком этого способа является то, что для точного выравнивания панелей необходимы, по меньшей мере, два, а лучше три человека, которые должны иметь опыт в этом деле, и, несмотря на это, выравнивание требует больших затрат времени.
EP 1369215 A2 раскрывает один способ для производства гипсокартонных перфорированных панелей, который позволяет выдерживать точность размеров. Панели, производимые согласно описанному там способу, могут без стыков быть уложены, непосредственно прилегая друг к другу, так что шов будет толщиной с волос.
Хотя таким способом достигается принципиально более легкая укладка, его недостатком является то, что из-за отсутствия шовных областей незначительные различия в поверхности стены или потолка, а также различие в высоте монтируемых панелей, не могут быть выровнены. Сверх этого небольшие повреждения на краях пластин приводят к тому, что в области тонких стыков возникают широкие нерегулярные швы, которые должны быть заделаны перед окончательной покраской.
Также в описанном в EP 1369215 A2 способе в случае необходимости швы могут быть подвергнуты заключительной обработке, например, чтобы удалить выступающие остатки клеевых веществ, используемых для заделки остаточных швов.
В US 2256761 раскрыт один усилитель швов, например, из металла, в который может быть введена гипсовая панель со ступенчатым шпунтом. В дальнейшем при оштукатуривании полученной стены из гипсовых панелей металлическая скобка будет скрыта. Такие решения для перфорированных панелей являются неприемлемыми, так как перфорированные панели обычно не штукатурятся по всей поверхности.
DE 20305974 представляет одно соединение торцевых кромок для укладки гипсокартонных плит и гипсокартонных акустических перфорированных панелей, у которых торцевая сторона имеет волновой профиль.
Представленное изобретение ставит своей задачей преодоление недостатков существующего уровня техники.
Эта задача решается с помощью перфорированной панели на основе гипса с одной передней, одной задней стороной и четырьмя боковыми поверхностями, причем, по меньшей мере, две боковые поверхности выполнены в виде ступенчатого шпунта.
В одном предпочтительном варианте осуществления, по меньшей мере, две боковые поверхности являются смежными.
«Смежные» означает, что две боковых поверхности сходятся друг с другом на одном углу панели.
«Шов» означает подлежащее заполнению отверстие, по меньшей мере, 2 мм шириной. Варианты осуществления, в которых две кромки панелей непосредственно примыкают друг к другу и не должно возникать практически никакого шва, в дальнейшем будут обозначаться как шов толщиной с волос.
«Ступенчатый шпунт» означает, что боковая область выполнена в форме ступени. При этом ступень может иметь различную высоту или соответственно ширину. Кроме того, кромки панели не должны быть прямоугольными, а могут быть скошены (срезаны) или иметь скругленную форму. Скругленные или скошенные кромки в одних областях могут иметь ступенчатый шпунт, а в другой области могут быть без него. Также возможно, что на лицевой стороне останутся «видимые швы», которые не будут зашпаклеваны. У видимого шва одна часть шва заделывается, в то время как на лицевой стороне шов остается.
Также возможно, что скос может идти не по всей длине кромки. Могут существовать также области, в которых ступенчатый шпунт выполнен полностью или частично, т.е. ступенчатый шпунт имеется только в отдельных областях боковых поверхностей, а в других областях частично или полностью отсутствует.
В одном варианте осуществления перфорированная панель согласно изобретению имеет только две смежные боковые поверхности в форме ступенчатого шпунта. При монтаже подобных панелей монтаж осуществляется так, что одна перфорированная панель с боковой поверхностью в виде ступенчатого шпунта примыкает к выполненной без ступенчатого шпунта боковой поверхности так, что остается обращенный в помещение шов. Так как при таком способе монтажа перфорированные панели примыкают непосредственно одна к другой, то в отличие от стандартной технологии такой монтаж является существенно более легким, так как не требует юстировки или требует лишь незначительной рихтовки в зависимости от узора (расположения) отверстий. Также исключается перекос, при котором перфорированные панели больше не располагаются параллельно друг относительно друга. Возникающий при этом шов может быть заполнен обычным путем с помощью наполнительного или соответственно шпаклевочного материала, например строительного клея, акрилового материала, дисперсионных или минерально связанных материалов или смесей из них, или, что особенно предпочтительно, связанным с гипсом материалом.
Далее представляются другие преимущества изобретения. При классической технологии монтажа швы на задней стороне, то есть обращенные к стене и потолку, в общем открыты, так как перфорированные панели монтируются на деревянном или металлическом каркасе. Поэтому укладываемый наполняющий материал может выходить практически неограниченно на обратной стороне шва, так что заполнение шва не может происходить под давлением. Однако даже небольшое давление способствует хорошему прилипанию наполняющего материала к боковым поверхностям перфорированной панели.
За счет того, что согласно изобретению панели на задней стороне примыкают друг к другу или соответственно имеют между собой лишь зазор с незначительной шириной, наполнительный материал не может больше выступать на задней стороне из шва, так что заделка шва может производиться более легко. За счет этого достигается существенно лучшее боковое сцепление наполняющего или соответственно шпаклевочного материала и клеевого материала.
С другой стороны, поскольку в дальнейшем производится заделка швов, то в рамках этой заделки швов могут выравниваться незначительные повреждения на кромках (как на передней, так и на задней сторонах) или различия в высоте между монтируемыми панелями.
В другом варианте осуществления изобретения перфорированные панели имеют на всех четырех боковых поверхностях ступенчатый шпунт. В этом варианте могут быть реализованы три случая укладки.
В первом случае оба ступенчатых шпунта расположены на задней стороне и укладываются встык. Образовавшийся шов заполняется наполнительным материалом или даже может оставаться открытым. При этом нужно обратить внимание на то, что ширина образовавшегося шва и тем самым величина ступенчатого шпунта выбирается так, что готовая стена или потолок имеет одинаковое расстояние между отверстиями и соответственно формируется единообразный остающийся видимым шов (рисунок шва).
В одном подобном случае укладка существенно упрощается, так как выравнивание панелей осуществляется более легко.
Во втором случае панели могут быть установлены таким образом, что ступенчатые шпунты могут чередоваться на передней и на задней стороне и таким образом входить друг в друга. В этом случае может быть достигнута практически бесшовная укладка, при этом вновь укладываемая панель предпочтительным образом может быть зацеплена за уже установленную панель с помощью ступенчатого шпунта так, что вес панели частично переносится на уже установленную панель.
При этом панели могут быть выполнены таким образом, что противоположные стороны имеют более длинные участки ступенчатых шпунтов, чередующиеся на верхней и на нижней сторонах. Альтернативно, более длинные участки ступенчатого шпунта могут попеременно прилегать соответственно к одной и той же стороне, причем затем вторая панель вставляется с поворотом, чтобы способствовать вхождению панелей друг в друга.
Такая укладка может осуществляться как «всухую» (то есть без клея и подобных материалов), так и, как описано, приклеиванием или соответственно шпаклеванием.
В третьем случае ступенчатые шпунты выполнены на различных боковых поверхностях по разному, так что, с одной стороны, возможна вставка в уже установленную панель, а, с другой стороны, еще остается шов, который затем может быть закрыт наполнительным материалом.
Все варианты осуществления изобретения, которые включают закрывание шва наполнительным материалом, имеют то преимущество, что незначительное различие в высоте между монтируемыми панелями может быть выровнено и повреждения на кромках могут быть отремонтированы в ходе работ с помощью наполнительного или шпаклевочного материалов, таких как строительный клей, акриловая шпаклевка, дисперсионные или минерально связанные материалы или их смеси, и особенно предпочтительно связанный с гипсом материал, и возможные смещения отверстий могут быть выровнены путем незначительной доработки.
Перфорированные панели согласно изобретению могут быть получены простым способом, при котором одна панель в ходе одной рабочей операции перфорируется и затем режется. Ступенчатый шпунт может быть получен различными способами. В одном варианте это осуществляется посредством двухразового резания, то есть сначала режется вся панель и затем заново режется с уменьшенной глубиной, чтобы получить ступенчатый шпунт. При одном проходе может быть осуществлено предварительное надрезание, отрезание и формирование шпунта. Альтернативно этому после первого резания для получения ступенчатого шпунта может быть применено фрезерование. В одном предпочтительном варианте осуществления может быть использован ступенчатый инструмент, с помощью которого можно осуществлять процесс резания на двух различных высотах. Такой инструмент при установке на различную глубину может быть использован как для нарезания ступенчатых шпунтов, так и для обрезания ровных боковых поверхностей.
Предметом изобретения является также система («соединение») панелей согласно изобретению.
Изобретение поясняется следующими чертежами.
Фиг.1 показывает схематичный вид перфорированной панели согласно изобретению, у которой, по меньшей мере, показанная боковая поверхность 3 выполнена как ступенчатый шпунт. Ступенчатый шпунт может быть симметричным, как изображено на фиг.1.
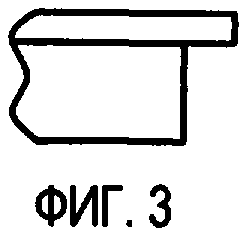
Фиг.2 и 3 показывают варианты осуществления, в которых боковые поверхности выполнены с различной высотой ступенчатого шпунта.
Фиг.4 показывает боковые поверхности, у которых в области ступенчатого шпунта выполнено скашивание.
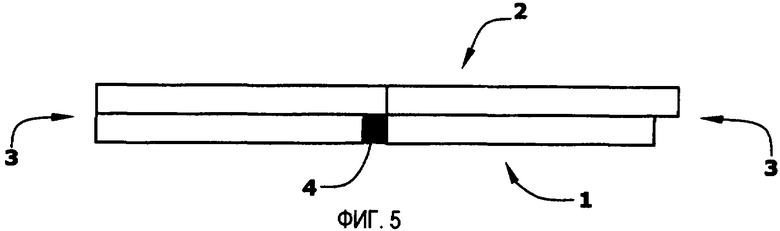
Фиг.5 показывает вид укладки перфорированных панелей согласно изобретению. При этом панель со ступенчатым шпунтом примыкает к панели без ступенчатого шпунта, при этом панели в области задней стороны 2 состыкованы бесшовно или соответственно лишь с незначительным швом (с толщиной волоса). Возникающий шов на передней стороне (на видимой стороне) затем заполняется наполнительным материалом.
Фиг.6 показывает вариант, в котором перфорированные панели примыкают друг к другу, и в обеих стыкующихся областях имеются ступенчатые шпунты, которые в области задней стороны состыкованы друг с другом. Образовавшийся шов заполняется наполнительным материалом 4.
В другом варианте осуществления согласно фиг.7 ступенчатый шпунт используется, чтобы зацепить панели друг за друга так, что практически не образуется никакого шва или лишь шов толщиной с волос. Этот вариант реализует не все преимущества, которые показывают другие варианты осуществления.
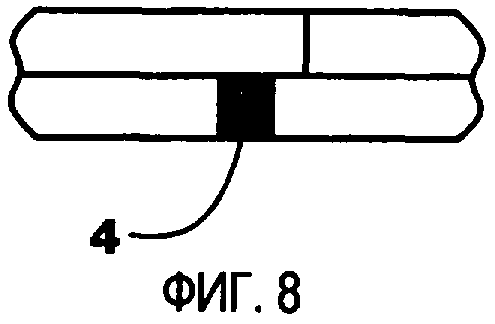
В другом варианте осуществления - фиг.8 - показывается, как одновременно могут быть использованы преимущества взаимного зацепления с заполнением шва при соответственно различных формах ступенчатых шпунтов на боковых поверхностях.
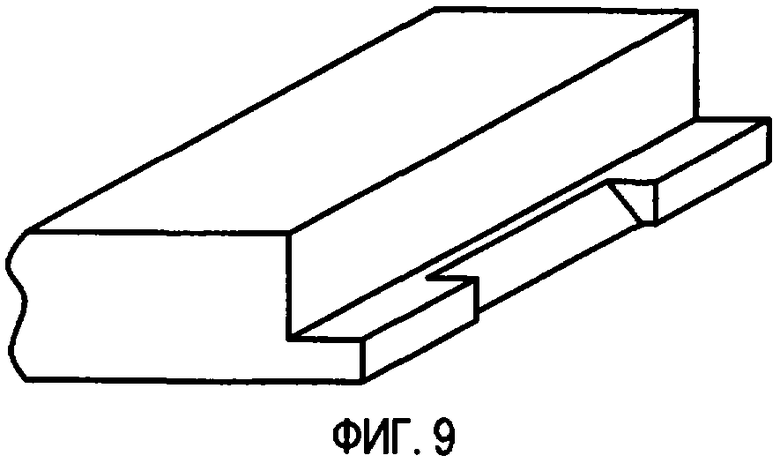
Фиг.9 показывает вариант осуществления перфорированной панели, в котором кромка скошена в одной отдельной области. Это приводит к тому, что наполнительный материал лучше сцепляется в образовавшемся шве. С другой стороны, имеющиеся участки без скосов позволяют осуществлять легкую юстировку панели.
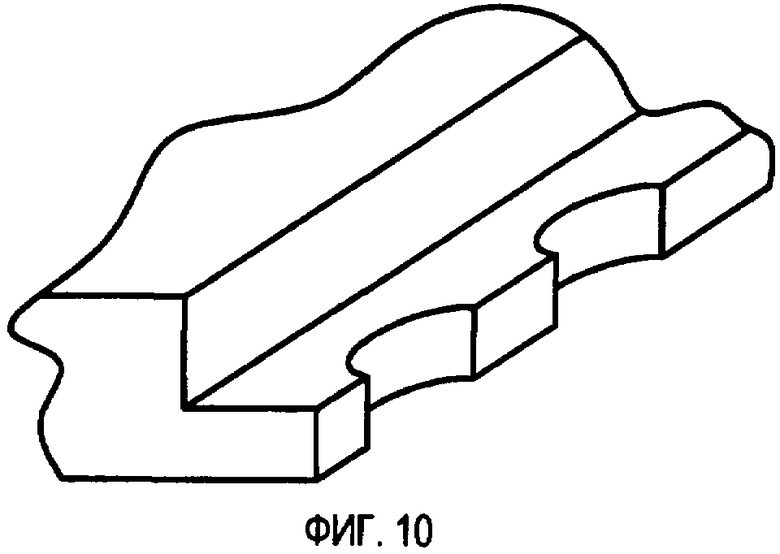
Фиг.10 показывает вариант осуществления перфорированных панелей согласно изобретению, в котором ступенчатый шпунт прерван в отдельных областях. При этом ступенчатый шпунт, как и в предыдущих вариантах, может прерываться частично или полностью. При этом прерывание ступенчатого шпунта может быть угловым, наклонным и т.д. Посредством оставшихся областей ступенчатого шпунта достигается согласно изобретению более упрощенное выравнивание панелей. На одной боковой поверхности в некоторых вариантах осуществления может быть отменено до 90% ступенчатого шпунта. Оставшихся 10% ступенчатого шпунта достаточно для облегчения выравнивания панели.
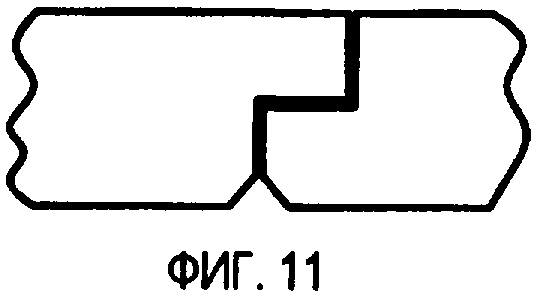
Фиг.11 показывает вариант со ссылкой на фиг.7, в котором на лицевой стороне остается видимый скос, который предпочтительно не шпаклюется. Таким образом, при укладке получаются видимые линии, расположенные на одинаковом расстоянии друг от друга.
Фиг.12 показывает вариант, в котором ступенчатые шпунты выполнены в противолежащих областях панели. Это способствует зацеплению панелей при их укладке.
Панели согласно изобретению имеют обычно размеры 200×120 см. Однако согласно изобретению также предусматривается, что панели могут быть больше или меньше этого размера. В частности, для выполнения работы мастером особенно рекомендуются панели несколько меньшего размера, так как во время работы ими легче манипулировать над головой.






Изобретение относится к перфорированной панели на основе гипса, способу ее изготовления и способу ее укладки. Перфорированная панель на основе гипса с передней и задней сторонами и четырьмя боковыми поверхностями. Две боковые поверхности выполнены в виде ступенчатого шпунта, который выполнен таким образом, что при укладке перфорированной панели стороной, выполненной в виде ступенчатого шпунта, в контакт со второй перфорированной панелью получается одинаковое расстояние между отверстиями. Охарактеризована система, по меньшей мере, с двумя перфорированными панелями на основе гипса. Охарактеризован способ изготовления перфорированной панели. Охарактеризованы способы укладки перфорированной панели. Технический результат: улучшение соединения панели. 7 н. и 10 з.п. ф-лы, 12 ил.
1. Перфорированная панель на основе гипса с передней (1) и задней (2) сторонами и четырьмя боковыми поверхностями (3), причем, по меньшей мере, две боковые поверхности выполнены в виде ступенчатого шпунта, который выполнен таким образом, что при укладке перфорированной панели стороной, выполненной в виде ступенчатого шпунта, в контакт со второй перфорированной панелью получается одинаковое расстояние между отверстиями.
2. Панель по п.1, отличающаяся тем, что представляет собой гипсокартонную панель или гипсоволоконную панель.
3. Панель по п.1 или 2, отличающаяся тем, что, по меньшей мере, две боковые поверхности расположены смежно.
4. Панель по п.1, отличающаяся тем, что, по меньшей мере, одна боковая поверхность, по меньшей мере, на одной кромке является скошенной.
5. Панель по п.4, отличающаяся тем, что, по меньшей мере, одна боковая поверхность, выполненная как ступенчатый шпунт, является скошенной.
6. Панель по п.1, отличающаяся тем, что только две боковые поверхности выполнены в виде ступенчатого шпунта.
7. Панель по п.2, отличающаяся тем, что только две боковые поверхности выполнены в виде ступенчатого шпунта.
8. Панель по п.3, отличающаяся тем, что только две боковые поверхности выполнены в виде ступенчатого шпунта.
9. Панель по п.1, отличающаяся тем, что четыре боковые поверхности выполнены в виде ступенчатого шпунта.
10. Панель по п.1, отличающаяся тем, что ступенчатый шпунт полностью или частично прерван.
11. Система, по меньшей мере, с двумя перфорированными панелями на основе гипса по п.1, причем первая перфорированная панель на основе гипса своей выполненной как ступенчатый шпунт стороной находится в контакте со второй перфорированной панелью на основе гипса, а имеющийся между ними шов закрыт наполнительным материалом.
12. Система по п.11, отличающаяся тем, что наполнительный материал является наполнительным и шпаклевочным материалом, например строительным клеем, акриловым материалом, дисперсионным или минерально связанным материалом или их смесью, или, что особенно предпочтительно, связанным с гипсом материалом.
13. Система, по меньшей мере, с двумя перфорированными панелями на основе гипса по п.1, причем первая перфорированная панель на основе гипса своей выполненной как ступенчатый шпунт стороной находится в контакте со второй перфорированной панелью на основе гипса с так же выполненной как ступенчатый шпунт стороной, так что не остается никакого шва, или остается шов толщиной с волос, или видимый шов.
14. Способ изготовления перфорированных панелей на основе гипса по п.1 со следующими этапами:
перфорирование гипсовой панели для получения перфорированной панели на основе гипса;
осуществление резания вдоль боковой поверхности, причем, по меньшей мере, две смежные боковые поверхности выполняют в виде ступенчатого шпунта.
15. Способ укладки перфорированных панелей на основе гипса по п.1, причем перфорированную панель на основе гипса выполненной в виде ступенчатого шпунта стороной приводят в контакт с другой перфорированной панелью на основе гипса так, что образуется шов, который закрывают наполнительным материалом.
16. Способ укладки перфорированных панелей на основе гипса по п.1, причем одну перфорированную панель на основе гипса выполненной в виде ступенчатого шпунта стороной приводят в контакт с другой перфорированной панелью на основе гипса с так же выполненной в виде ступенчатого шпунта стороной так, что не возникает никакого шва.
17. Способ укладки перфорированных панелей на основе гипса по п.5, причем одну перфорированную панель на основе гипса выполненной в виде ступенчатого шпунта стороной приводят в контакт с другой перфорированной панелью на основе гипса с так же выполненной в виде ступенчатого шпунта стороной, причем, по меньшей мере, один ступенчатый шпунт является скошенным так, что остается видимый шов.
| DE 20305974 U1, 10.07.2003 | |||
| Кисть для бритья | 1934 |
|
SU40952A1 |
| БУРОВОЙ СТАНОК | 2004 |
|
RU2256761C1 |
| US 4397123 A, 09.08.1983 | |||
| Способ переработки плодово-ягодного сырья для производства напитков | 1979 |
|
SU888918A1 |
| Воздухоохладительная установка шахты | 1980 |
|
SU943408A1 |
| Установка для рафинирования металлов | 1972 |
|
SU521319A1 |
| ЮДИН Е.Я | |||
| и др | |||
| Звукопоглощающие и звукоизоляционные материалы | |||
| - М.: Изд-во литературы по строительству, 1966, стр.72. | |||

