Изобретение относится к области электрического, в частности резистивного, нагрева, а именно к монолитным саморегулирующим металлокерамическим нагревательным элементам, и предназначено для использования в различных электрических нагревательных устройствах как промышленного, так и бытового назначения. Изобретение также включает способ изготовления нагревательного элемента.
Известно (В.П.Исаченко, В.А.Осипова, А.С.Сукомол. Теплопередача, Москва, Энергия, 1975, с.486), что наиболее эффективным процессом передачи тепла от нагретого тела к холодному в сравнении с нагревом излучением и другими видами теплопередачи является метод контактной теплопроводности. В связи с этим разработка элементов быстрого нагрева с равномерным распределением температуры по поверхности и эффективностью выше η>0,9 является актуальнейшей задачей.
К настоящему времени определены основные требования к нагревательным элементам, основные из которых следующие: высокая эффективность, надежность и низкая стоимость.
Высокая эффективность нагревательного элемента - передача тепла от нагревательной структуры на поверхность через изоляционную структуру, определяется теплопроводностью последней. Максимальную теплопроводность можно обеспечить в монолитных нагревательных элементах, где в результате диффузионных процессов синтеза образуется единая структура нагревательного и изоляционного слоев (US 6328913 B1, 11.12.2001, H01B 1/00; US 4596922, 24.06.1986, F27B 5/14; US 6143238 A, 07.11.2000, C04B 33/32; US 6025579 A, 15.02.2000, H05B 3/44, US 5948306 A, 07.09.1999, H05B 3/10).
Надежность нагревательного элемента определяется свойствами нагревательной структуры. В этой связи металлические нагревательные структуры, подверженные окислению, имеют меньшую надежность в сравнении с керамическими или композиционными материалами, где процесс окисления не наблюдается или наблюдается в гораздо меньшей степени (US 6328913 B1, 11.12.2001, H01B 1/00; US 4596922, 24.06.1986, F27B 5/14; US 6143238 A, 07.11.2000, C04B 33/32; US 6025579 A, 15.02.2000, H05B 3/44, US 5948306 A, 07.09.1999, H05B 3/10).
Кроме того, надежность работы элемента во многом зависит от характера температурной зависимости удельного сопротивления нагревательной структуры. Положительный температурный коэффициент (РТС - характеристика) сопротивления позволяет исключить самопроизвольный разогрев элемента и, как следствие, выход его из строя (US 6350969 B1, 26.02.2002, H05B 1/02).
Немаловажным фактором является доступность компонентов нагревательной, изоляционной и других структур, выражающаяся, в итоге, в стоимости нагревательного элемента, а также простота технологии изготовления нагревательного элемента (RU 2311742 C2, 27.11.2007, H05B 3/14, Д1).
И, наконец, равномерность распределения температуры по поверхности нагревательного элемента зависит от формы и симметрии нагревательной структуры (Д1).
Всем вышеприведенным данным соответствует нагревательный элемент, представленный в (Д1), который является наиболее близким аналогом заявляемого изобретения.
Однако долговечность, а вместе с ней и надежность работы нагревательного элемента находятся в сильной зависимости от изотропности его расширения при нагреве, т.е. от согласования значений коэффициентов термического расширения (КТР), составляющих нагревательный элемент материалов. Удовлетворяя критериям высокой эффективности и простоты изготовления, прототип далек от совершенства в части согласования КТР-материалов, составляющих его слои.
Техническим результатом настоящего изобретения является повышение уровня согласования КТР, составляющих нагревательный элемент материалов слоев и, как следствие, создание нагревательного элемента, сочетающего высокую эффективность с надежностью, низкой стоимостью его компонентов и способа его изготовления.
Технический результат достигается тем, что в нагревательном элементе (9) (фиг.1), содержащем резистивный элемент (1) с положительным температурным коэффициентом сопротивления, выполненный из композиционного материала на основе железа и размещенный в электроизоляционном слое (2), термоизоляционный слой (4) и защитный слой (3), содержится по меньшей мере два токосъемных элемента (7), подключенных к резистивному элементу (1) с шириной d (фиг.2, 5), а ось симметрии с резистивного элемента (1) расположена перпендикулярно поперечному сечению резистивного элемента (1) (фиг.3), причем в месте соединения резистивного элемента (1) с токосъемным элементом (7) ось симметрии с резистивного элемента по отношению к поверхности защитного слоя, обеспечивающей контакт с нагреваемым объектом (8), образует угол α, принимающий значения от 0° до 180° (фиг.4). При этом для согласования значений КТР-слоев в состав стеклокерамики электроизоляционного слоя (2) вводят дополнительно оксидное стекло, баритовый флинт, бентонитовую глину, микротальк и поливинилацетат (ПВА) и используют состав периклаза (MgO) из компонентов с различной дисперсностью.
Также в нагревательном элементе (9), для локального уменьшения температуры резистивного элемента (1) в месте соединения с токосъемным элементом (7), из материала резистивного элемента (1) выполняют контактную площадку шириной d и длиной 1 (фиг.2), при этом поперечное сечение резистивного элемента (1) в указанном месте имеет площадь S в n раз большую, чем в среднем по всей длине резистивного элемента (1), где n - положительное число больше единицы, причем значение n непрерывно изменяется от 1, на расстоянии L от места соединения резистивного элемента (1) с токосъемным элементом (7), до n при L=0. Значения длин 1 и L могут принимать любые значения, ограниченные лишь технологическими возможностями и поставленными задачами. Если в круг этих задач входит исполнение нагревательного элемента (9) с уже готовыми металлическими выводами (не показаны), то их закладку осуществляют на первом этапе технологического процесса производства нагревательного элемента (9) - этапе компактирования резистивного элемента (1) с токосъемными элементами (7).
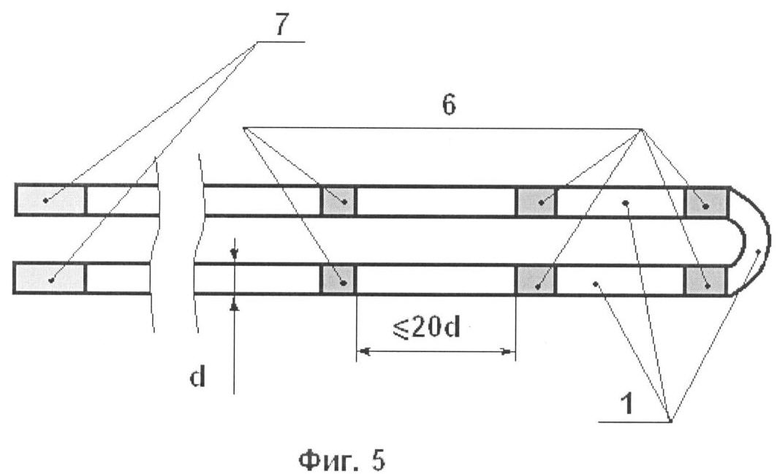
Резистивный элемент (1) в виде извилистой полосы резистивного материала шириной d, состоящей из линейных участков, которые имеют длину, не превышающую 20 d и последовательно соединенных закругленными участками, а указанная извилистая полоса резистивного элемента (1) размещена внутри электроизоляционного слоя (2), который повторяет ее форму. Для достижения длины линейного участка в 20 d использованы металлические компенсационные вставки (6), через которые последовательно соединены участки резистивного элемента (1). Компенсационная вставка (6) представляет собой металлический проводник, например нихром, сечение которого составляет 10-15% от сечения резистивного элемента (1) при соотношении длин компенсационной вставки и линейной части резистивного элемента от 1:10 до 1:20.
Нагревательный элемент (9) дополнительно снабжен защитным слоем (3) на основе порошка железа толщиной 0,5-1 d, который имеет форму, охватывающую с трех сторон электроизоляционный слой (2), содержащий в себе резистивный элемент (1).
Электроизоляционный слой (2) предпочтительно выполнен из стеклокерамики на основе MgO со следующим соотношением компонентов, мас.%:
используя при этом периклаз (MgO) следующего состава, мас.%:
Защитный слой (3) на основе порошка железа, предпочтительно выполнен из смеси с соотношением весовых частей, мас.%:
при этом форма защитного слоя (3) имеет конфигурацию, обеспечивающую максимальную контактную поверхность с нагреваемым объектом (8) (фиг.5).
Технический результат для способа изготовления нагревательного элемента (9), включающего изготовление резистивного элемента (1) с положительным температурным коэффициентом сопротивления с токосъемными элементами (7) и компенсирующими металлическими вставками (6), формирование вокруг него электроизоляционного слоя (2), прессование и спекание нагревательного элемента (9), решена тем, что до спекания изделия наносят хотя бы один дополнительный защитный (3) или теплоизоляционный слой (4) на заранее заданные участки сформированного электроизоляционного слоя (2) с дополнительным подпрессовыванием после нанесения каждого слоя, а спекание осуществляют после компримирования полученной многослойной структуры при нормальных условиях на воздухе с выдержкой в течение от 0,5 до 2 часов при температуре в интервале от 850-900 С°.
Способ изготовления предложенного нагревательного элемента состоит в следующем.
Если необходимо, то предварительно в пресс-форму для изготовления резистивного элемента (1) укладывают металлические компенсационные вставки (6) и выводы (не показаны).
Заполняют порошком композитного материала на основе железа пресс-форму и производят предварительное компактирование резистивного элемента (1) с удельным давлениием 0,5-1 тн/см2.
Для сохранения формы резистивного элемента (1) после прессования предварительно в состав порошка композиционного материала на основе железа вводят ПВА в количестве 3-10%.
После выпрессовки резистивного элемента (1) устанавливают пресс-форму для электроизолирующей стеклокерамики и производят ее заполнение порошком электроизолирующей стеклокерамики.
Поверх пресс-формы для электроизолирующей стеклокерамики устанавливают пресс-форму для защитного слоя (3) и производят заполнение ее железным порошком с антикоррозийными добавками.
Поверх порошка железа наносится слой порошка декоративного стеклокерамического покрытия (5), а на нижнюю поверхность наносится слой порошка теплоизоляционного стеклокерамического покрытия (4).
Для согласования возвратных усилий после выпрессовки элемента из матрицы в состав всех керамик включен ПВА в количестве 3-10%.
Дополнительно для обеспечения всестороннего замыкания керамики металлом на поверхность термоизоляционного слоя (4) наносится круговая полоска металлического порошка.
Многослойную порошковую структуру компактируют при нормальных условиях при давлении в пределах от 3 до 4 тн/см2.
Спрессованную заготовку нагревательного элемента (9) спекают при нормальных условиях на воздухе с выдержкой в течение от 0,5 до 2 часов при температуре в интервале от 850-900 С° и последующем охлаждении вместе с печью.
В результате процесса высокотемпературного синтеза происходит спекание заготовки нагревательного элемента (9) с образованием его монолитной структуры.
Изменение значения угла α и формирование токосъемных элементов (7) с заданными размерами (фиг.2) производят на этапах формирования резистивного элемента (1) и электроизоляционного слоя (2) за счет придания слоям соответствующей формы.
Согласование КТР осуществляется выбором соответствующих компонент стеклокерамики и их массовых соотношений.
Резистивный элемент (1) выполнен из композиционного материала на основе железа с удельным сопротивлением, возрастающим с ростом температуры. В качестве основного материала для резистивного элемента (1) может быть использован, например порошок железа Distalloy AE фирмы Höganäs AB (Швеция).
Электроизоляционный слой (2) предпочтительно выполнен из стеклокерамики на основе MgO со следующим соотношением компонентов, мас.%:
используя при этом периклаз (MgO) следующего состава, мас.%:
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Фиг.1. Схематическое изображение нагревательного элемента в разрезе.
Фиг.2. Схематическое изображение резистивного элемента с токосъемным элементом.
Фиг.3. Расположение осей симметрии резистивного элемента.
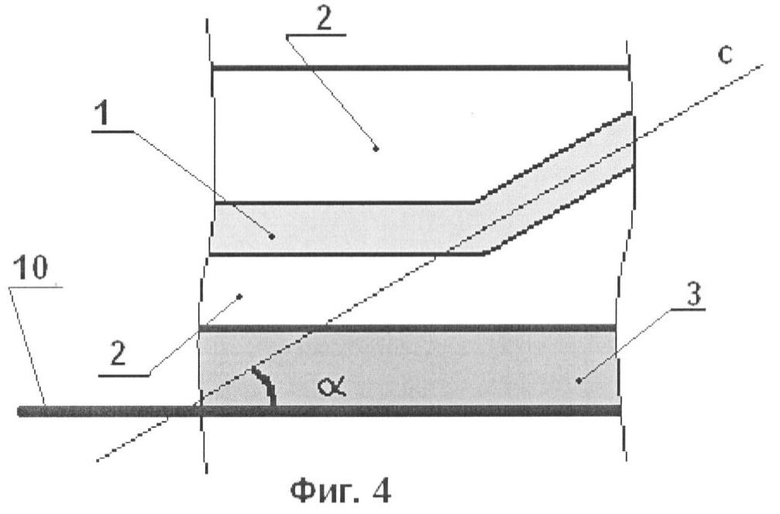
Фиг.4. Пример выполнения резистивного элемента для случая, когда угол α не равен нулю.
Фиг.5. Схематическое изображение резистивного элемента с компенсирующими металлическими вставками.
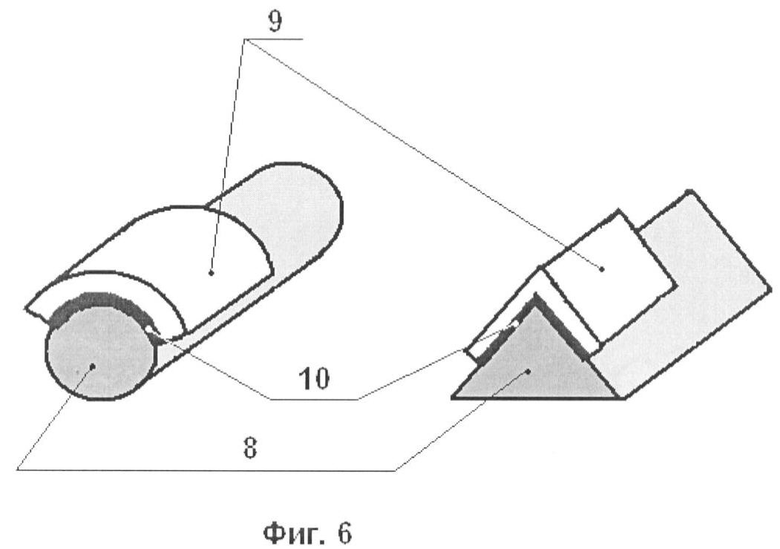
Фиг.6. Примеры возможных форм нагревательного элемента.
На фиг.1 показано схематическое изображение заявляемого нагревательного элемента (9) в разрезе на примере исполнения его в виде плоского нагревательного элемента. Основой заявляемого нагревательного элемента (9) является резистивный элемент (1), охваченный со всех сторон электроизоляционным слоем (2), повторяющим ее форму. Защитный слой (3) на основе порошка железа имеет форму, охватывающую с трех сторон электроизоляционный слой (2). Четвертая сторона электроизолирующего слоя закрыта теплоизолирующим слоем (4), выполненным в виде слоя теплоизолирующей стеклокерамики. Поверх защитного слоя (3) может быть выполнен декоративный керамический слой (5).
Резистивный элемент (1) выполнен из композиционного материала на основе железа с удельным сопротивлением, возрастающим с ростом температуры. В качестве материала для такого резистивного элемента (1) может быть использован, например, композиционный материал на основе железа, где каждая частица железа покрыта тонким слоем диэлектрика, например SMC-500 фирмы Höganäs AB (Швеция).
На фиг.2 показано схематическое изображение резистивного элемента (1) с токосъемным элементом (7) при различных значениях длины L. Символами β и γ обозначены секущие плоскости, a S и S/n - площади поперечных сечений, лежащих в указанных плоскостях.
На фиг.3 показано расположение осей симметрии резистивного элемента (1). Оси a и b лежат в плоскости поперечного сечения, ось c - перпендикулярна плоскости поперечного сечения и проходит через точку пересечения осей a и b.
На фиг.4 показан пример выполнения резистивного элемента (1) для случая, когда угол α не равен нулю. Ось c образует с поверхностью (10) защитного слоя, обеспечивающей контакт с нагреваемым объектом (8), угол α, не равный нулю.
На фиг.5 показано схематическое изображение резистивного элемента (1) с компенсирующими металлическими вставками (6).
На фиг.6 показаны примеры возможных форм нагревательного элемента (9), где цветом обозначены объекты нагрева (8).
Предложенный монолитный нагревательный элемент (9) для надежной его работы после спекания в окончательном виде должен иметь согласованные КТР всех слоев элемента - резистивного элемента (1), электроизолирующего слоя (2), защитного металлического (3) и термоизолирующего (4) слоев. Защитный металлический слой (3) выполнен на основе порошка железа с антикоррозионными добавками.
Заявляемый электрический нагревательный элемент (9) изготовлен по технологии порошковой металлургии и представляет собой многослойную структуру из проводящего металлокерамического, изолирующего стеклокерамического и защитного металлического слоев, спрессованных и спеченных в единый моноблок.
Сверхбыстрый разогрев резистивного элемента (1) приводит к неравномерным механическим напряжениям нагревательного элемента (9) и, как следствие, возможности его коробления. Для исключения коробления, сохранения целостности и, как следствие, надежности работы нагревательного элемента (9) следует обеспечить равномерность расширения последнего, для чего могут использоваться компенсационные вставки (6) (фиг.5).
Достигается изотропность расширения выполнением резистивного элемента (1) в виде извилистой полосы резистивного материала шириной d, состоящей из линейных участков, которые имеют длину, не превышающую 20 d, и последовательно соединенных закругленными участками, а указанная извилистая полоса резистивного элемента (1) размещена внутри электроизоляционного слоя (2), который повторяет ее форму. Для достижения длины линейного участка в 20 d использованы металлические компенсационные вставки (6), через которые последовательно соединены участки резистивного элемента (1).
Согласование КТР осуществляется выбором соответствующих компонент стеклокерамики и их массовых соотношений.
С этой целью изолирующий стеклокерамический слой (2) с плотностью, близкой к теоретической, выполнен на основе периклаза (кристаллического оксида магния MgO) с добавлением оксидного стекла, баритового флинта, бентонитовой глины, микроталька и поливинилацетата в нижеприведенном соотношении:
используя при этом периклаз (MgO) следующего состава, мас.%:
Способ изготовления предложенного нагревательного элемента (9) содержит следующие этапы.
Если необходимо, то предварительно в пресс-форму для изготовления резистивного элемента (1) укладывают металлические компенсационные вставки (6) и выводы (не показаны).
Заполняют порошком композитного материала на основе железа пресс-форму и производят предварительное компактирование резистивного элемента (1) с удельным давлениием 0,5-1 тн/см2.
Для сохранения формы резистивного элемента (1) после прессования предварительно в состав порошка композиционного материала на основе железа вводят ПВА в количестве 3-10%.
После выпрессовки резистивного элемента (1) устанавливают пресс-форму для электроизолирующей стеклокерамики и производят ее заполнение порошком электроизолирующей стеклокерамики.
Поверх пресс-формы для электроизолирующей стеклокерамики устанавливают пресс-форму для защитного слоя (3) и производят заполнение ее железным порошком с антикоррозийными добавками.
Поверх порошка железа наносится слой порошка декоративного стеклокерамического покрытия, а на нижнюю поверхность наносится слой порошка теплоизоляционного стеклокерамического покрытия (4).
Для согласования возвратных усилий после выпрессовки элемента из матрицы в состав всех керамик включен ПВА в количестве 3-10%.
Дополнительно для обеспечения всестороннего замыкания керамики металлом на поверхность термоизоляционного слоя (4) наносится круговая полоска металлического порошка.
Многослойную порошковую структуру компактируют при нормальных условиях при давлении в пределах от 3 до 4 т/см2.
Спрессованную заготовку нагревательного элемента (9) спекают при нормальных условиях на воздухе с выдержкой в течение от 0,5 до 2 часов при температуре в интервале от 850-900 С° и последующем охлаждении вместе с печью.
В результате процесса высокотемпературного синтеза происходит спекание заготовки нагревательного элемента (9) с образованием его монолитной структуры.
Изменение значения угла α и формирование токосъемных элементов (6) с заданными размерами (фиг.2) производят на этапах формирования резистивного элемента (1) и электроизоляционного слоя (2) за счет придания слоям соответствующей формы.
Нагревательные элементы (9) могут изготавливаться любой формы (фиг.6) и размера при толщине нагревательного элемента от 1 мм и выше.
Из вышесказанного следует, что разработанный плоский электрический нагревательный элемент (9) быстрого нагрева имеет ряд преимуществ в сравнении с известными нагревательными элементами.
А именно:
- высокая степень надежности за счет точного согласования КТР-слоев, изотропности расширения резистивного элемента при использовании металлических компенсационных вставок и локального снижения температуры в месте подвода электрического тока за счет увеличения площади сечения резистивного элемента.
| название | год | авторы | номер документа |
|---|---|---|---|
| НАГРЕВАТЕЛЬНЫЙ ЭЛЕМЕНТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2003 |
|
RU2311742C2 |
| НАГРЕВАТЕЛЬНЫЙ БЛОК И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2012 |
|
RU2503155C1 |
| ЭЛЕКТРИЧЕСКОЕ ОБОГРЕВАТЕЛЬНОЕ УСТРОЙСТВО | 2018 |
|
RU2709481C1 |
| НАГРЕВАТЕЛЬНОЕ УСТРОЙСТВО | 2020 |
|
RU2735946C1 |
| Гибкий электронагреватель | 2019 |
|
RU2706800C1 |
| ГИБКИЙ НАГРЕВАТЕЛЬНЫЙ ПРОВОД | 1993 |
|
RU2046553C1 |
| ЭЛЕКТРОНАГРЕВАТЕЛЬНОЕ УСТРОЙСТВО | 2000 |
|
RU2163422C1 |
| НАГРЕВАТЕЛЬНЫЙ КАБЕЛЬ НА ОСНОВЕ СКИН-ЭФФЕКТА, НАГРЕВАТЕЛЬНОЕ УСТРОЙСТВО И СПОСОБ НАГРЕВА | 2015 |
|
RU2589553C1 |
| Нагревательное устройство | 2021 |
|
RU2770788C1 |
| АНТИОБЛЕДЕНИТЕЛЬНОЕ УСТРОЙСТВО | 2020 |
|
RU2806392C2 |


Изобретение относится к области электрического, в частности резистивного, нагрева, а именно к монолитным саморегулирующим металлокерамическим нагревательным элементам и способу их изготовления. Техническим результатом настоящего изобретения является повышение уровня согласования КТР, составляющих нагревательный элемент материалов слоев. Изобретение содержит нагревательный элемент с резистивным элементом с положительным температурным коэффициентом сопротивления, выполненный из композиционного материала на основе железа и размещенный в электроизоляционном слое, выполненном из стеклокерамики на основе периклаза (MgO), термоизоляционный слой и защитный слой, а также содержит, по меньшей мере, два токосъемных элемента, подключенных к резистивному элементу с шириной d, а ось симметрии резистивного элемента расположена перпендикулярно поперечному сечению резистивного элемента, причем в месте соединения резистивного элемента с токосъемным элементом ось симметрии резистивного элемента по отношению к поверхности защитного слоя, обеспечивающей контакт с нагреваемым объектом, образует угол а, принимающий значения от 0° до 180°. В состав стеклокерамики электроизоляционого слоя вводят дополнительно оксидное стекло, баритовый флинт, бентонитовую глину, микротальк и поливинилацетат и используют состав периклаза (MgO) из компонентов с различной дисперсностью. Способ изготовления нагревательного элемента включает изготовление резистивного элемента с положительным температурным коэффициентом сопротивления, формирование вокруг него электроизоляционного слоя, прессование и спекание нагревательного элемента, при этом спекание полученной многослойной структуры осуществляют на воздухе при температуре 850÷900°С с выдержкой при указанной температуре в течение от 0,5 до 1,5 часа и последующем охлаждении вместе с печью. 2 н. и 7 з.п. ф-лы, 6 ил.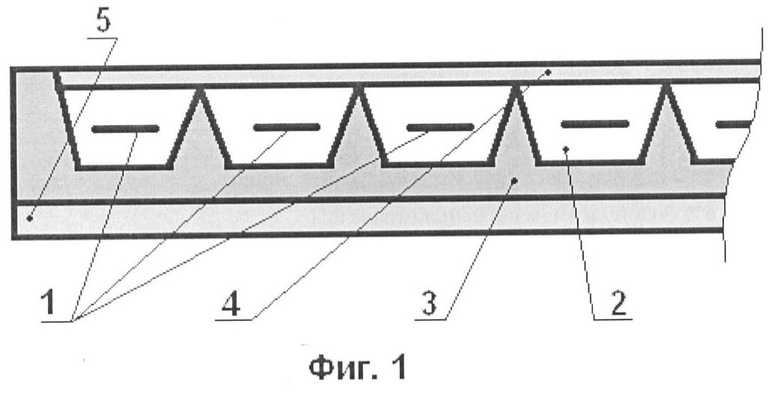
1. Нагревательный элемент, содержащий резистивный элемент с положительным температурным коэффициентом сопротивления, выполненный из композиционного материала на основе железа и размещенный в электроизоляционном слое, выполненном из стеклокерамики на основе периклаза (MgO), термоизоляционный слой и защитный слой, отличающийся тем, что содержит, по меньшей мере, два токосъемных элемента, подключенных к резистивному элементу с шириной d, a ось симметрии резистивного элемента расположена перпендикулярно поперечному сечению резистивного элемента, причем в месте соединения резистивного элемента с токосъемным элементом, ось симметрии резистивного элемента по отношению к поверхности защитного слоя, обеспечивающей контакт с нагреваемым объектом, образует угол α, принимающий значения от 0° до 180°, при этом для согласования значений коэффициентов термического расширения (КТР) слоев в состав стеклокерамики электроизоляционного слоя вводят дополнительно оксидное стекло, баритовый флинт, бентонитовую глину, микротальк и поливинилацетат (ПВА), и используют состав периклаза (MgO) из компонентов с различной дисперсностью.
2. Нагревательный элемент по п.1, отличающийся тем, что резистивный элемент выполнен в виде линейных участков, которые имеют длину, не превышающую 20d (d - ширина резистивного элемента), последовательно соединенных компенсационными металлическими вставками.
3. Нагревательный элемент по п.1, отличающийся тем, что электроизоляционный слой выполняют из стеклокерамики на основе периклаза (MgO) со следующим соотношением компонентов, мас.%:
используя при этом периклаз (MgO) следующего состава, мас.%:
4. Нагревательный элемент по п.1, отличающийся тем, что защитный слой на основе порошка железа, выполнен из смеси, с соотношением весовых частей, мас.%:
при этом форма защитного слоя имеет конфигурацию, обеспечивающую максимальную контактную поверхность с нагреваемым объектом.
5. Нагревательный элемент по любому из пп.1-4, отличающийся тем, что для локального уменьшения температуры резистивного элемента в месте соединения с токосъемным элементом из материала резистивного элемента выполняют контактную площадку шириной d и длиной l, а поперечное сечение резистивного элемента в указанном месте имеет площадь S в n раз большую, чем в среднем по всей длине резистивного элемента, где n - положительное число больше единицы, причем значение n непрерывно изменяется от 1, на расстоянии L от места соединения резистивного элемента с токосъемным элементом, до n при L=0.
6. Способ изготовления нагревательного элемента с согласованными значениями коэффициента термического расширения (КТР) резистивного элемента, выполненного из композиционного материала на основе железа, электроизоляционного слоя, термоизоляционного слоя и защитного слоя, включающий изготовление резистивного элемента с положительным температурным коэффициентом сопротивления, формирование вокруг него электроизоляционного слоя, прессование и спекание нагревательного элемента, отличающийся тем, что спекание полученной многослойной структуры осуществляют на воздухе при температуре 850-900 С° с выдержкой при указанной температуре в течение от 0,5 до 1,5 часа и последующем охлаждении вместе с печью, а в состав электроизоляционного слоя вводят дополнительно оксидное стекло, баритовый флинт, бентонитовую глину, микротальк и поливинилацетат, и используют состав периклаза (MgO) из компонентов с различной дисперсностью.
7. Способ по п.6, отличающийся тем, что защитный слой порошка железа, представляет собой предварительно подготовленную смесь, с соотношением весовых частей, мас.%:
8. Способ по п.6, отличающийся тем, что электроизоляционный слой выполняют из стеклокерамики на основе периклаза (MgO) со следующим соотношением компонентов, мас.%:
используя при этом периклаз следующего состава, мас.%:
9. Способ по любому из пп.6-8, отличающийся тем, что на этапе изготовления резистивного элемента предварительно в пресс-форму для изготовления резистивного элемента укладывают металлические компенсационные вставки и выводы и проводят компактирование резистивного элемента с удельным давлениием 0,5-1 тн/см2.
| НАГРЕВАТЕЛЬНЫЙ ЭЛЕМЕНТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2003 |
|
RU2311742C2 |
| US 5948306 A, 07.09.1999 | |||
| US 6025579 A, 15.02.2000 | |||
| US 6143238 A, 07.11.2000. | |||

