Изобретение относится к области электрического, в частности резистивного, нагрева, а именно к монолитным саморегулирующим металлокерамическим нагревательным элементам и предназначено для использования в различных электрических нагревательных устройствах, как промышленного, так и бытового назначения. Изобретение также включает способ изготовления нагревательного элемента.
Известно [1], что наиболее эффективным процессом передачи тепла от нагретого тела к холодному в сравнении с нагревом излучением и другими видами теплопередачи является метод контактной теплопроводности. В связи с этим разработка элементов быстрого нагрева с равномерным распределением температуры по поверхности и эффективностью выше η>0,9 является актуальнейшей задачей.
К настоящему времени определены основные требования к нагревательным элементам, основные из которых следующие: высокая эффективность, надежность и низкая стоимость.
Высокая эффективность нагревательного элемента - передача тепла от нагревательной структуры на поверхность через изоляционную структуру, определяется теплопроводностью последней. Максимальную теплопроводность можно обеспечить в монолитных нагревательных элементах, где в результате диффузионных процессов синтеза образуется единая структура нагревательного и изоляционного слоев. Подобная задача решена в нагревательном элементе по патенту [2].
Надежность нагревательного элемента определяется свойствами нагревательной структуры. В этой связи металлические нагревательные структуры, подверженные окислению, имеют меньшую надежность в сравнении с керамическими или композиционными материалами, где процесс окисления не наблюдается или наблюдается в гораздо меньшей степени. Керамические нагревательные элементы различного назначения предложены в патентах [3-5].
Кроме того, надежность работы элемента во многом зависит от характера температурной зависимости удельного сопротивления нагревательной структуры. Положительный температурный коэффициент (РТС - характеристика) сопротивления позволяет исключить самопроизвольный разогрев элемента и, как следствие, выход его из строя [6].
Равномерность распределения температуры по поверхности нагревательного элемента и изотропность его расширения при нагреве (определяющие его надежность и долговечность) зависят от формы и симметрии нагревательной структуры. Отчасти влияние симметрии нагревательной структуры на надежность нагревательного элемента рассмотрено в [7].
Немаловажным фактором является стоимость нагревательного элемента, определяющаяся стоимостью компонентов нагревательной, изоляционной и других структур и технологией его изготовления. Последнее исключает применение редкоземельных оксидов и других дорогостоящих компонентов.
Из приведенных данных следует, что существующие нагревательные элементы и способы их изготовления удовлетворяют лишь отдельным требованиям по высокой эффективности, надежности и стоимости.
Задачей настоящего изобретения является создание нагревательного элемента, сочетающего высокую эффективность с надежностью и низкой стоимостью его компонентов и способа его изготовления.
Поставленная задача в нагревательном элементе, содержащем резистивный элемент с положительным температурным коэффициентом сопротивления, размещенный в электроизоляционном слое, решена тем, что резистивный элемент выполнен из композиционного материала на основе железа с удельным сопротивлением, возрастающим с ростом температуры от 100 до 200 мкОм.м
Суммарная поверхность резистивного элемента составляет от 40 до 60% от площади всего нагревательного элемента.
Резистивный элемент выполнен в виде извилистой полосы резистивного материала шириной d, состоящей из линейных участков, которые имеют длину, не превышающую 10d, и последовательно соединены закругленными участками, причем оси симметрии резистивного элемента совпадают с осями симметрии нагревательного элемента, а указанная извилистая полоса резистивного элемента размещена внутри электроизоляционного слоя, который повторяет ее форму.
Нагревательный элемент дополнительно снабжен защитным слоем на основе порошка железа толщиной 0,5-1d, который имеет форму, охватывающую с трех сторон электроизоляционный слой, содержащий в себе резистивный элемент.
Электроизоляционный слой предпочтительно выполнен из стеклокерамики на основе MgO со следующим соотношением компонентов, мас.%:
Оксид магния в указанной стеклокерамике имеет следующий состав, мас.%:
Нагревательный элемент дополнительно снабжен теплоизолирующим слоем, который предпочтительно выполнен из стеклокерамики на основе оксида магния и имеет следующее соотношение компонентов, мас.%:
Поверх слоя указанной теплоизоляционной стеклокерамики уложен хотя бы один слой теплоизоляционной пасты, например Sealant-1200.
Слой теплоизоляционный стеклокерамики вместе со слоем пасты пропитан жаропрочной гидроизолирующей силиконовой жидкостью.
Поставленная задача для способа изготовления нагревательного элемента, включающего изготовление резистивного элемента с положительным температурным коэффициентом сопротивления, формирование вокруг него электроизоляционного слоя, прессование и спекание нагревательного элемента, решена тем, что до спекания изделия наносят хотя бы один дополнительный защитный или изоляционный слой на заранее заданные участки сформированного электроизоляционного слоя с дополнительным подпрессовыванием после нанесения каждого слоя, а спекание осуществляют после компримирования полученной многослойной структуры.
Резистивный элемент выполняют из композиционного материала на основе железа с удельным сопротивлением, возрастающим с ростом температуры от 100 до 200 мкОм.м
Электроизоляционный слой выполняют из стеклокерамики на основе MgO со следующим соотношением компонентов, мас.%:
используя при этом оксид магния следующего состава, мас.%:
В качестве дополнительного слоя наносят слой порошка железа так, что он покрывает три стороны электроизоляционного слоя.
На поверхность полученной структуры, свободной от защитного слоя, наносят термоизоляционный слой из стеклокерамики на основе оксида магния со следующим соотношением компонентов, мас.%:
Компримирование многослойной структуры нагревательного элемента осуществляют в интервале давлений от 3 до 4 кбар, а спекание многослойной структуры производят на воздухе с выдержкой в течение от 0,5 до 2 часов при температуре в интервале от 900 до 1150°С.
Поверх указанного термоизолирующего слоя укладывают хотя бы один слой термоизоляционной пасты, например Sealant-1200 и все вместе пропитывают жаропрочной гидроизолирующей силиконовой жидкостью.
Фиг.1. Схематическое изображение нагревательного элемента в разрезе.
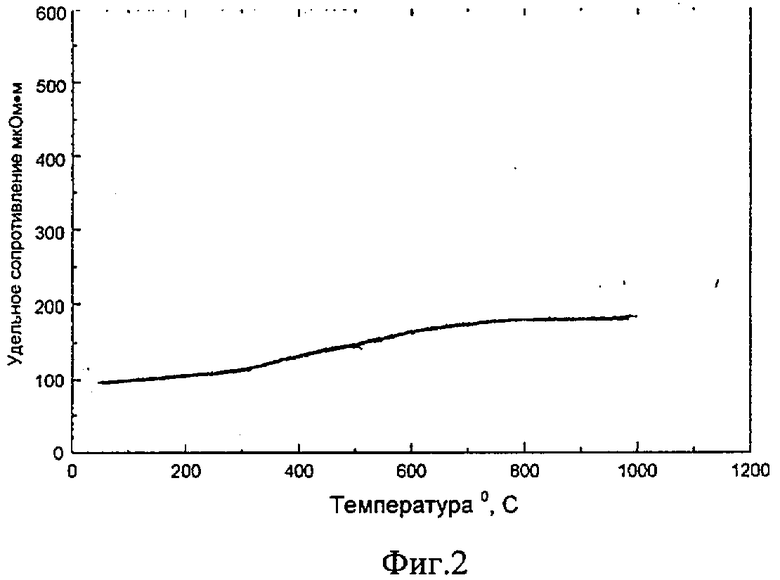
Фиг.2. Температурная зависимость удельного сопротивления резистивного элемента нагревательного элемента
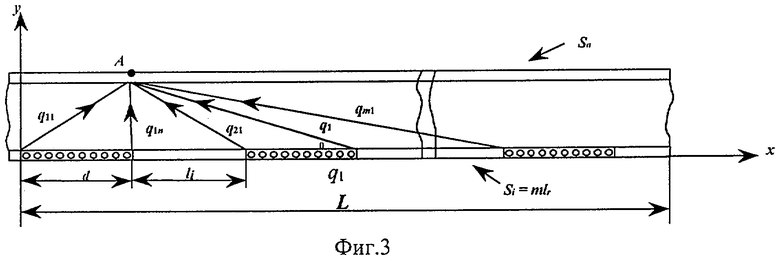
Фиг.3. Схематическое представление теплопередачи плоского нагревательного элемента.
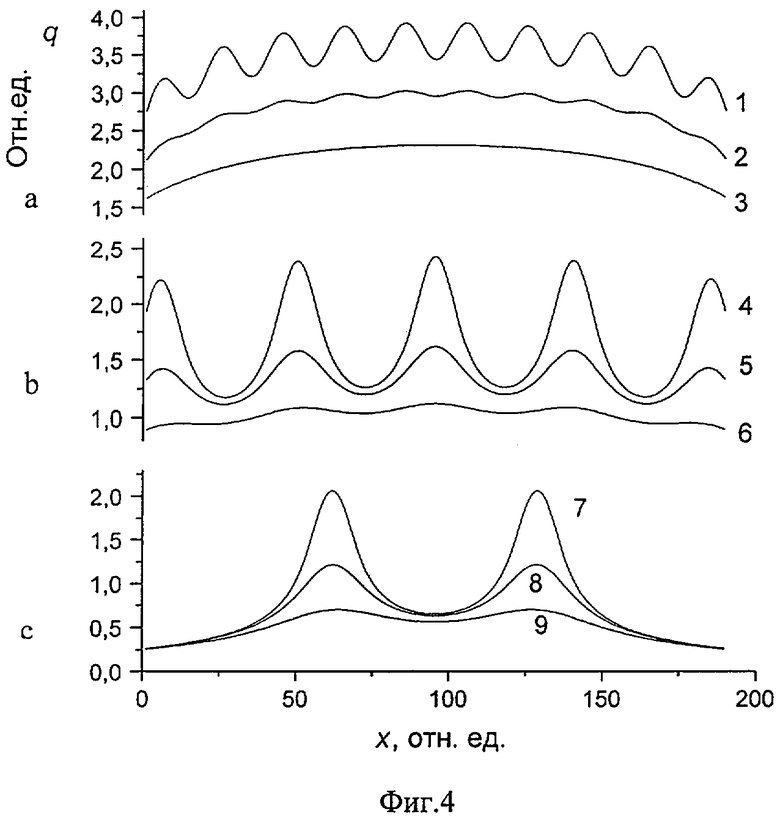
Фиг.4. Распределение тепла на поглощающей поверхности Sа для различных соотношений излучающей и поглощающей поверхностей при различных толщинах демпфирующего слоя.
Фиг.5. Пример выполнения резистивного элемента для случая круглого нагревательного элемента.
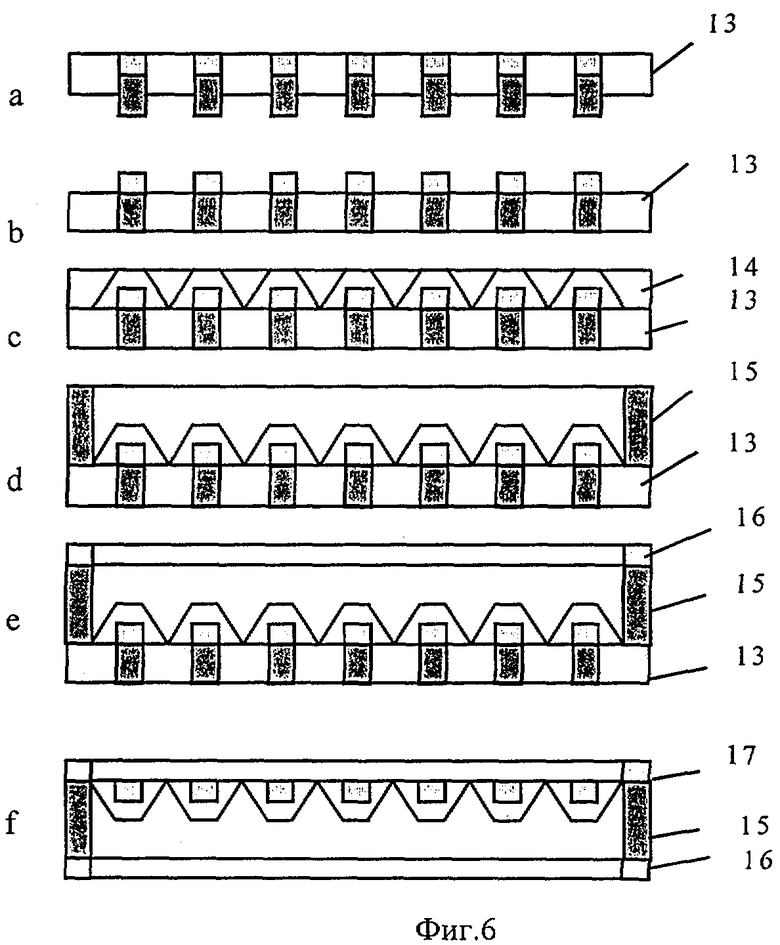
Фиг.6. Схематическое представление заявляемого способа изготовления заявляемого нагревательного элемента.
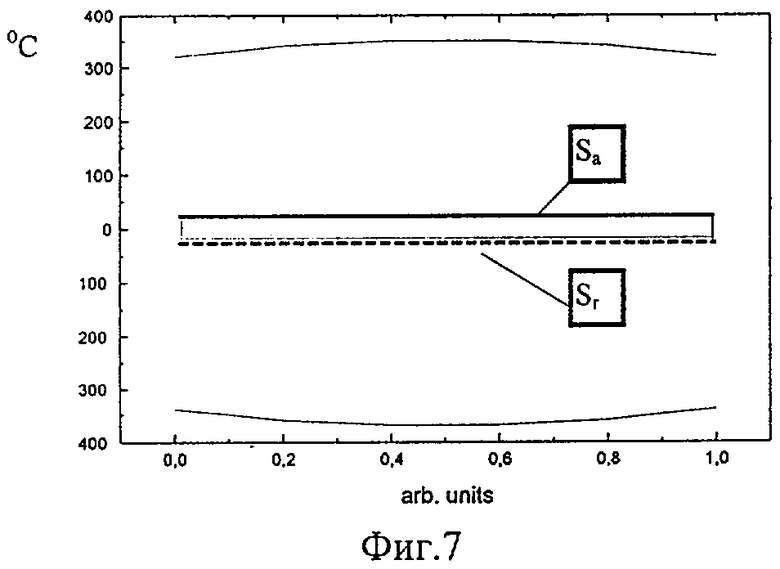
Фиг.7. Распределение температуры на излучающей Sr и поглощающей Sа поверхностях нагревателя с соотношением последних Sr/Sa=0,5.
Заявляемый электрический нагревательный элемент изготовлен по технологии порошковой металлургии и представляет собой многослойную структуру из проводящего металлокерамического, изолирующего стеклокерамического и защитного металлического слоев, спрессованных и спеченных в единый моноблок.
На фиг.1 показано схематическое изображение заявляемого нагревательного элемента в разрезе на примере исполнения его в виде плоского нагревательного элемента. Основой заявляемого нагревательного элемента является резистивный элемент 1, охваченный со всех сторон электроизоляционным слоем 2, повторяющим ее форму. Защитный слой 3 на основе порошка металла имеет форму, охватывающую с трех сторон электроизоляционный слой 2. Четвертая сторона электроизолирующего слоя закрыта теплоизолирующим слоем 4, выполненным в виде слоя теплоизолирующей стеклокерамики 5, усиленного слоем теплоизоляционной пасты 6. Декоративный слой 7 выполнен поверх защитного слоя 3.
Резистивный элемент 1 выполнен из композиционного материала на основе железа с удельным сопротивлением, возрастающим с ростом температуры от 0 до 1000°С в пределах от 100 до 200 мкОм.м. Характер температурной зависимости удельного сопротивления резистивного элемента 1 нагревательного элемента показан на фиг.2. Как следует из приведенного графика, удельное сопротивление резистивного элемента 1 на два-три порядка выше сопротивления известных металлических проводников при сохранении положительного температурного коэффициента - металлического характера проводимости. В качестве материала для такого резистивного элемента 1 может быть использован, например композиционный материал на основе железа, где каждая частица железа покрыта тонким слоем диэлектрика, например SMC-500 фирмы Höganäs AB (Швеция).
Особенности температурной зависимости удельного сопротивления металлокерамического резистивного элемента 1 обеспечивают разогрев указанного элемента 1 до номинальной температуры за несколько секунд. Кроме того, высокое удельное сопротивление позволяет существенно уменьшить размеры нагревателей.
Суммарная поверхность металлокерамического резистивного элемента заявленного нагревательного элемента составляет от 40 до 60% от площади всего нагревательного элемента.
В общем случае теплопередача от излучающей поверхности, т.е. от резистивного элемента 1, к поглощающей поверхности, которую можно считать совпадающей с поверхностью нагревательного элемента, определяется уравнением:

где  - коэффициент теплопередачи,
- коэффициент теплопередачи,
λ1, λ2 - теплопроводности стеклокерамического изоляционного и защитного металлического слоев соответственно; δ1 и δ2 - толщины соответственно стеклокерамического изоляционного и металлического слоев;
F - суммарная поверхность резистивного элемента;
Δt=tн-tв - разница температуры резистивного элемента и окружающей среды.
Поскольку tн>>tв, то в первом приближении можно принять температуру резистивного элемента за Δt.
Радиационные потери энергии определяются

где σ - постоянная Стефана-Больцмана,
Т - абсолютная температура нагревательного элемента.
Из (2) следует, что для минимизации потерь температура нагревательного элемента должна быть минимальной. Из условий пожаробезопасности, кроме того, максимальное значение температуры нагревательного элемента определено в пределах 500-600°С.
В этом случае теплопередача (Qmax) при максимальных значениях коэффициента теплопередачи (kmax) и суммарной поверхности нагревательного элемента (Fmax) и при некотором заданном предельном значении температуры нагревательной структуры (tconst) определится:

Поскольку λ2>>λ1, влиянием λ2 на величину коэффициента теплопередачи можно пренебречь, и максимальное значение коэффициента теплопередачи определяется собственно теплопроводностью изоляционной стеклокерамики λ1, включающей согласно настоящему изобретению оксид магния и нитрид бора:

где СMgO и CNB - соответственно концентрации оксида магния и нитрида бора,
λMgO и λNB - теплопроводности оксида магния и нитрида бора.
В результате величина теплопередачи k от резистивного элемента к поглощающей поверхности также определенная величина.
Таким образом, как это следует из выражения (3) для теплопередачи, максимальное значение теплопередачи определяется суммарной площадью резистивного элемента.
Рассмотрим влияние соотношения излучающей и поглощающей поверхностей на основные параметры нагревательного элемента - эффективность, температуру излучаемой поверхности и другие.
Для удобства оценки представим (см. фиг.3) резистивный элемент 1 нагревательного элемента состоящим из m параллельных плоских проводников 8 бесконечной длины шириной d каждый, разделенных изоляционными промежутками 9 шириной Ii.
Кроме того, излучающая поверхность Sr (практически совпадающая с поверхностью резистивного элемента 1) и поглощающая поверхность Sa разделены демпфирующим защитным металлическим слоем толщиной δ2 с теплопроводностью λ2, осуществляющим, с одной стороны, сглаживание температуры на поглощающей поверхности. С другой стороны, демпфирующий слой выполняет функции изоляции и защиты поглощающей поверхности.
При определении количества тепла, проходящего через слой 3, каждый плоский проводник 8 рассматриваем состоящим из n линейных источников 10 бесконечной длины. Суммарное значение количества тепла в точке «А» на поглощающей поверхности определим как суперпозицию от m плоских проводников 8, каждый из которых состоит из n линейных источников 10:
где qij - количество тепла от i-го линейного источника 10 излучения j-го плоского проводника 8.
Для установившегося режима величина qij определяется выражением:
где tr-ta - разность температур на излучающей Sr и поглощающей Sа поверхностях.
Расчеты были выполнены для различных соотношений излучающей и поглощающей плоскостей и разных значений толщины δ слоя 3 при заданной разности температур tr-ta.
На фиг.4 приведены результаты расчета количества тепла, передаваемого от излучающей поверхности к поглощающей при различных соотношениях их площадей Sr/Sa=0,5 (фиг.4а), Sr/Sa=0,25 (фиг.4б) и Sr/Sa=0,1 (фиг.4с) через слой 3 при различных значениях его толщины δ=0,5d (кривые 1, 4, 7), δ=d (кривые 2, 5, 8) и δ=2d (кривые 3, 6, 9).
Из анализа приведенных кривых следует, что для соотношения излучающей и поглощающей поверхностей Sr/Sa=0,5 даже при наличии тонкого демпфирующего слоя δ=0,5d (фиг.4а, кривая 1) обеспечивается равномерный нагрев поглощающей поверхности - ΔQ=0,1 Qm, где ΔQ - неравномерность количества тепла на поглощающей поверхности.
В то же время для случая, когда соотношение излучающей и поглощающей поверхностей составляет Sr/Sa=0,1, указанное выше значение неравномерности нагрева поглощающей поверхности достигается только при толщине демпфирующего слоя 3 δ=2d.
Увеличение толщины защитного слоя металла 3 и снижение соотношения излучающей и поглощающей поверхностей от Sr/Sa=0,5 до 0,1 приводит к существенному уменьшению передачи тепла на поглощающую поверхность, в данном случае (фиг.4) - Q1/Q3=7.
В результате, как следует из приведенного анализа, использование нагревательных элементов с соотношением излучающей и поглощающей поверхностей Sr/Sa=0,5 и больше приводит к повышению эффективности элемента вследствие того, что заданная температура поглощающей поверхности может быть достигнута при меньшей температуре излучающей поверхности (т.е. при меньшей температуре резистивного элемента 1). Как следствие, это приводит к снижению потерь на излучение.
Снижение толщины демпфирующего слоя, а следовательно, и массы элемента, в конечном итоге уменьшает время разогрева элемента до нескольких секунд и в целом снижает стоимость нагревательного элемента.
Малое время разгона заявляемого нагревательного элемента налагает особые требования на его конструкцию. При подаче на резистивный элемент 1 напряжения питания, протекающий ток вызывает его нагрев. При повышении температуры возрастает сопротивление резистивного элемента 1 (см. фиг.2), ток, протекающий через него, уменьшается и температура стабилизируется на заданном уровне.
Поскольку резистивный элемент 1 изменяет свою температуру за доли секунды, можно считать этот процесс адиабатическим без обмена теплом с защитным металлическим слоем 3. Разогрев последнего происходит в течение нескольких секунд.
Сверхбыстрый разогрев резистивного элемента приводит к неравномерным механическим напряжениям нагревательного элемента и, как следствие, возможности его коробления. Для исключения коробления, сохранения целостности и, как следствие, надежности работы нагревательного элемента следует обеспечить равномерность расширения последнего.
Достигается изотропность расширения выполнением резистивного элемента 1 в виде извилистой полосы резистивного материала шириной d, состоящей из линейных участков, которые имеют длину, не превышающую 10d, и последовательно соединенных закругленными участками, причем оси симметрии резистивного элемента 1 совпадают с осями симметрии нагревательного элемента, а указанная извилистая полоса резистивного элемента 1 размещена внутри электроизоляционного слоя 2, который повторяет ее форму.
На фиг.5 приведен пример выполнения резистивного элемента для случая круглого нагревательного элемента. Для решения указанной задачи резистивный элемент 1 выполнен в виде извилистой полосы резистивного материала шириной d, состоящей из линейных участков 11, которые имеют длину, не превышающую 10d, и последовательно соединены закругленными участками 12. Из фиг.5 видно, что резистивный элемент в данном примере имеет ось симметрии 6-го порядка.
Равномерность адиабатного расширения резистивного элемента 1 обеспечивается высокой степенью симметрии и расположением линейных участков 11 как по радиусам, так и параллельно окружностям соответствующих радиусов.
Предложенный монолитный нагревательный элемент для надежной его работы после спекания в окончательном виде должен иметь согласованные коэффициенты термического расширения всех слоев элемента - резистивного элемента 1, электроизолирующего слоя 2, защитного металлического 3 и термоизолирующего 4 слоев. Защитный металлический слой 3 выполнен на основе порошка железа с антикоррозионными добавками.
Согласование коэффициентов термического расширения осуществляется выбором соответствующих компонент стеклокерамики и их массовых соотношений.
С этой целью изолирующий стеклокерамический слой 2 с плотностью, близкой к теоретической, выполнен на основе периклаза (кристаллического оксида магния) с добавлением для увеличения теплопроводности и удельного сопротивления гексагонального нитрида бора и бесщелочного стекла в нижеприведенном соотношении:
Оксид магния в указанной стеклокерамике имеет следующий состав, мас.%:
Теплоизолирующей слой 4 включает в себя слой 5 стеклокерамики на основе оксида магния со следующим соотношением компонентов, мас.%:
Поверх слоя 5 указанной теплоизоляционной стеклокерамики уложен хотя бы один слой 6 теплоизоляционной пасты, например Sealant-1200.
Слой 5 теплоизоляционной стеклокерамики вместе со слоем 6 пасты пропитан жаропрочной гидроизолирующей силиконовой жидкостью.
Способ изготовления предложенного нагревательного элемента можно подробно представить на примерах, приведенных ниже.
Пример 1. Изготовление плоского круглого нагревательного элемента мощностью 600 Вт и внешним диаметром 125 мм
Этапы указанного процесса схематично представлены на фиг.6.
А. Композитный материал с удельным сопротивлением, возрастающим с ростом температуры в интервале до 1000°С от 100 до 200 мкОм.м, например композиционный материал на основе железа, где каждая частица железа покрыта тонким слоем диэлектрика, например SMC-500 фирмы Höganäs АВ (Швеция), использовали в форме порошка, в который добавили ПВА в количестве 5%.
Пресс-форму 13 для изготовления резистивного элемента, приведенного на фиг.5, заполнили 5 г указанного порошка и провели предварительное компактирование резистивного элемента с удельным давлением в интервале 0,3 кбар (фиг.6а).
Полученную заготовку резистивного элемента 1 выпрессовали из пресс-формы 13 так, чтобы она оказалась на ее поверхности (фиг.6б).
Б. Сверху пресс-формы 13 установили шаблон 14, (фиг.6в) с внутренней полостью в виде извилистой структуры для изготовления электроизолирующего слоя 2, повторяющего форму резистивного элемента 1. Шаблон 14 полностью заполнили 20 г порошка стеклокерамики следующего состава:
Для обеспечения плотности данной стеклокерамики, близкой к теоретической, использовали 11 г оксида магния с дисперсностью от 40 до 150 мкм и 9 г оксида магния с дисперсностью меньше 40 мкм.
Подпрессовали порошок электроизоляционной керамики при давлении 0,3 кбар.
В. Шаблон 14 удалили и установили пресс-форму 15 (фиг.6г) для защитного слоя 3 и полностью заполнили ее порошком железа с антикоррозионными добавками. Для нагревательного элемента с указанными параметрами вес порошка железа составляет 130 г.
Г. Поверх полученной слоистой заготовки установили пресс-форму 16 (фиг.6д) для декоративного покрытия из стеклокерамического порошка следующего состава:
В 5 г стеклокерамического порошка добавили ПВА в количестве 5%.
Тонкий слой декоративного покрытия толщиной 0,2-0,3 мм обеспечивает защиту металла от окисления при спекании.
Подпрессовали порошок стеклокерамики при давлении 0,3 кбар.
Д. Пресс-форму 16 перевернули и на нижнюю поверхность полученной слоистой заготовки установили шаблон 17 (фиг.6е) для теплоизоляционного покрытия. Шаблон 17 заполнили 20 г порошка стеклокерамики следующего состава:
в который добавили ПВА в количестве 5%.
Толщина слоя теплоизолирующей стеклокерамики составляет от 0,6 до 0,8 мм.
Е. Полученную многослойную порошковую структуру компактировали при нормальных условиях при давлении 4 кбар.
Ж. Спрессованную заготовку нагревательного элемента спекали на воздухе при температуре 1150°С с выдержкой в течение 0,5 ч.
В результате процесса высокотемпературного синтеза произошло спекание заготовки нагревательного элемента с образованием его монолитной структуры.
З. Поверх слоя указанного слоя 5 теплоизолирующей стеклокерамики нанесли в один слой 6-10 г теплоизоляционной пасты Sealant-1200.
И. Слой 5 теплоизолирующей стеклокерамики вместе со слоем 6 пасты пропитан жаропрочной гидроизолирующей силиконовой жидкостью.
Вес полученного нагревательного элемента составил 200 г.
Экспериментально измерили распределение температуры на излучающей Sr и поглощающей Sa поверхностях изготовленного нагревательного элемента с соотношением последних Sr/Sa=0,5 (фиг.7). Из приведенных на фиг.7 результатов видно, что потеря температуры на демпфирующем слое не превышает Δt=20°С.
Экспериментально измеренный КПД разработанного нагревательного элемента определяется в основном потерями на излучение и составляет величину η=0,95.
Пример 2. Изготовление плоского нагревательного элемента мощностью 600 Вт.
Предварительно созданную пресс-форму 13 для изготовления резистивного элемента, вписанного в квадрат, заполнили указанным порошком в количестве 3 г и провели предварительное компактирование резистивного элемента с удельным давлением 0,4 кбар (фиг.6а).
Полученную заготовку резистивного элемента 1 выпрессовали из пресс-формы 13 так, чтобы она оказалась на ее поверхности (фиг.6а).
Б. Сверху пресс-формы 13 установили шаблон 14 (фиг.6б) с внутренней полостью в виде извилистой структуры для изготовления электроизолирующего слоя 2, повторяющего форму резистивного элемента 1. Шаблон 14 заполнили 10 г порошка стеклокерамики следующего состава:
в который добавили ПВА в количестве 5%.
Для обеспечения плотности данной стеклокерамики, близкой к теоретической, использовали 4 г оксида магния с дисперсностью от 40 до 150 мкм и 6 г оксида магния с дисперсностью меньше 40 мкм.
Подпрессовали порошок электроизоляционной керамики при давлении 0,4 кбар.
В. Шаблон 14 удалили и поверх полученной слоистой заготовки установили пресс-форму 15 (фиг.6в) для защитного слоя 3 и заполнили ее 100 г порошка железа с антикоррозионными добавками, в который добавили ПВА в количестве 5%.
Г. Поверх полученной слоистой заготовки установили пресс-форму 16 (фиг.6г) для декоративного покрытия из стеклокерамического порошка следующего состава:
В 5 г стеклокерамического порошка добавили ПВА в количестве 5%.
Подпрессовали стеклокерамический порошок при давлении 0,5 кбар.
Д. Пресс-форму 16 перевернули и на нижнюю поверхность полученной слоистой заготовки установили шаблон 17 (фиг.6д) для теплоизоляционного покрытия. Шаблон 17 заполнили 20 г порошка стеклокерамики следующего состава:
в который добавили ПВА в количестве 5%.
Е. Полученную многослойную порошковую структуру компактировали при комнатной температуре при давлении 3,5 кбар.
Ж. Спрессованную заготовку нагревательного элемента спекали на воздухе при температуре 1050°С с выдержкой в течение 1,0 часа.
В результате процесса высокотемпературного синтеза произошло спекание заготовки нагревательного элемента с образованием его монолитной структуры.
З. Поверх слоя указанного слоя 5 теплоизолирующей стеклокерамики нанесли в один слой 6 10 г теплоизоляционной пасты Sealant-1200.
И. Слой 5 теплоизолирующей стеклокерамики вместе со слоем 6 пасты пропитан жаропрочной гидроизолирующей силиконовой жидкостью.
В результате процесса высокотемпературного синтеза произошло спекание заготовки нагревательного элемента с образованием его монолитной структуры.
Вес полученного нагревательного элемента мощностью 600 Вт составил 150 г.
Экспериментально измеренный КПД полученного нагревательного элемента составляет величину η=0,92.
Пример 3. Изготовление плоского круглого нагревательного элемента мощностью 300 Вт.
А. Предварительно созданную пресс-форму 13 для изготовления резистивного элемента, вписанного в квадрат, заполнили указанным порошком в количестве 2 г и провели предварительное компактирование резистивного элемента с удельным давлением 0,4 кбар (фиг.6а).
Полученную заготовку резистивного элемента 1 выпрессовали из пресс-формы 13 так, чтобы она оказалась на ее поверхности (фиг.6а).
Б. Сверху пресс-формы 13 установили шаблон 14 (фиг.6б) с внутренней полостью в виде извилистой структуры для изготовления электроизолирующего слоя 2, повторяющего форму резистивного элемента 1. Шаблон 14 заполнили 10 г порошка стеклокерамики следующего состава:
в который добавили ПВА в количестве 5%.
Для обеспечения плотности данной стеклокерамики, близкой к теоретической, использовали 5 г оксида магния с дисперсностью от 40 до 150 мкм и 5 г оксида магния с дисперсностью меньше 40 мкм.
Подпрессовали порошок электроизоляционной керамики при давлении 0,4 кбар.
В. Шаблон 14 удалили и поверх полученной слоистой заготовки установили пресс-форму 15 (фиг.6в) для защитного слоя 3 и заполнили ее 100 г порошка железа с антикоррозионными добавками, в который добавили ПВА в количестве 5%.
Г. Поверх полученной слоистой заготовки установили пресс-форму 16 (фиг.6 г) для декоративного покрытия из стеклокерамического порошка следующего состава:
В 5 г стеклокерамического порошка добавили ПВА в количестве 5%.
Подпрессовали стеклокерамический порошок при давлении 0,4 кбар.
Д. Пресс-форму 16 перевернули и на нижнюю поверхность полученной слоистой заготовки установили шаблон 17 (фиг.6д) для теплоизоляционного покрытия. Шаблон 17 заполнили 20 г порошка стеклокерамики следующего состава:
в который добавили ПВА в количестве 5%.
Е. Полученную многослойную порошковую структуру компактировали при комнатной температуре при давлении 3,0 кбар.
Ж. Спрессованную заготовку нагревательного элемента спекали на воздухе при температуре 950°С с выдержкой в течение 1,5 часа.
В результате процесса высокотемпературного синтеза произошло спекание заготовки нагревательного элемента с образованием его монолитной структуры.
З. Поверх слоя указанного слоя 5 теплоизолирующей стеклокерамики нанесли в один слой 6 10 г теплоизоляционной пасты Sealant-1200.
И. Слой 5 теплоизолирующей стеклокерамики вместе со слоем 6 пасты пропитан жаропрочной гидроизолирующей силиконовой жидкостью.
В результате процесса высокотемпературного синтеза произошло спекание заготовки нагревательного элемента с образованием его монолитной структуры.
Вес полученного нагревательного элемента мощностью 300 Вт составил 150 г.
Экспериментально измеренный КПД полученного нагревательного элемента составляет величину η=0,9.
Из вышесказанного следует, что разработанный плоский электрический элемент быстрого нагрева имеет ряд преимуществ в сравнении с известными объемными Ni-Cr - элементами:
- коэффициент полезного действия 0,9-0.95;
- практически односторонний нагрев;
- время разогрева - не более 5-10 сек;
- удельная теплоотдача - до 100 Вт/см2 в зависимости от свойств среды;
- высокая степень защиты и надежности;
- компактность и низкая себестоимость.
Из приведенных основных показателей следует, что разрабатываемые плоские нагревательные элементы быстрого нагрева - экспресс-элементы, по основным показателям существенно превосходят параметры известных в настоящее время элементов.
Применение разработанных электрических элементов быстрого нагрева в различных устройствах позволит снизить примерно в два раза расход энергии в сравнении с традиционными Ni-Cr - элементами, используемыми в настоящее время.
Нагревательные элементы могут изготавливаться любой формы и размера при толщине нагревательного элемента от 1 мм и выше.
Источники информации:
1. В.П.Исаченко, В.А.Осипова, А.С.Сукомол. Теплопередача, Москва, Энергия, 1975, 486 с.
2. US 6328913, публ. 11.12.2001.
3. US 5948306, публ. 07.09.1999.
4. US 6025579, публ. 15.02.2000.
5. US 6143238, публ. 07.11.2000.
6. US 6350969, публ. 26.02.2002.
7. US 4596922, публ. 24.06.1986.
| название | год | авторы | номер документа |
|---|---|---|---|
| НАГРЕВАТЕЛЬНЫЙ ЭЛЕМЕНТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2008 |
|
RU2369046C1 |
| НАГРЕВАТЕЛЬНЫЙ БЛОК И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2012 |
|
RU2503155C1 |
| КЕРАМИЧЕСКИЙ ЭЛЕКТРОНАГРЕВАТЕЛЬНЫЙ ЭЛЕМЕНТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1999 |
|
RU2154361C1 |
| СПОСОБ ПОЛУЧЕНИЯ ВОЛОКОННО-ТЕКСТУРИРОВАННОЙ СТЕКЛОКЕРАМИКИ | 2009 |
|
RU2422390C1 |
| ЭЛЕКТРОПРОВОДЯЩАЯ КОМПОЗИЦИЯ ДЛЯ РЕЗИСТИВНОГО НАГРЕВАТЕЛЬНОГО ЭЛЕМЕНТА, РЕЗИСТИВНЫЙ НАГРЕВАТЕЛЬНЫЙ ЭЛЕМЕНТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1994 |
|
RU2082239C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЕДИНИЧНОГО ВЫСОКОТЕМПЕРАТУРНОГО ТОПЛИВНОГО ЭЛЕМЕНТА И ЕГО КОМПОНЕНТОВ: КАТОДА, ЭЛЕКТРОЛИТА, АНОДА, ТОКОПРОХОДА, ИНТЕРФЕЙСНОГО И ЭЛЕКТРОИЗОЛИРУЮЩЕГО СЛОЕВ | 1997 |
|
RU2125324C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НАГРЕВАТЕЛЯ С ЭЛЕКТРОИЗОЛЯЦИОННЫМ ОСНОВАНИЕМ | 1995 |
|
RU2071640C1 |
| САМОРЕГУЛИРУЕМЫЙ НАГРЕВАТЕЛЬНЫЙ ЭЛЕМЕНТ С ЭЛЕКТРОСОПРОТИВЛЕНИЕМ | 2007 |
|
RU2464744C2 |
| СПОСОБ ПОЛУЧЕНИЯ САМОФОРМИРУЮЩЕГОСЯ ВОЛОКНИСТОГО ВЫСОКОТЕМПЕРАТУРНОГО ТЕПЛОЗАЩИТНОГО МАТЕРИАЛА И ИЗДЕЛИЯ ИЗ НЕГО | 2022 |
|
RU2791757C1 |
| КЕРАМИЧЕСКИЙ НАГРЕВАТЕЛЬНЫЙ ЭЛЕМЕНТ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ И ЕГО ПРИМЕНЕНИЕ | 2018 |
|
RU2758588C1 |

Изобретение относится к области электрического, в частности резистивного, нагрева, а именно к монолитным саморегулирующим металлокерамическим нагревательным элементам и предназначено для использования в различных электрических нагревательных устройствах, как промышленного, так и бытового назначения. В нагревательном элементе, содержащем резистивный элемент с положительным температурным коэффициентом сопротивления, размещенный в электроизоляционном слое, нагревательная резистивная структура выполнена из композиционного материала на основе железа с удельным сопротивлением, возрастающим с ростом температуры от 100 до 200 мкОм.м в виде извилистой линии шириной d, состоящей из линейных участков, которые имеют длину, не превышающую 10d, и последовательно соединены закругленными участками, причем оси симметрии резистивного элемента совпадают с осями симметрии нагревательного элемента, а указанная извилистая полоса нагревательного резистивного элемента размещена в электроизоляционном слое, который повторяет ее форму. Способ изготовления нагревательного элемента включает изготовление нагревательного резистивного элемента, формирование вокруг него электроизоляционного слоя, прессование и спекание нагревательного элемента. До спекания изделия наносят хотя бы один дополнительный слой на заранее заданные участки сформированного электроизоляционного слоя с дополнительным подпрессовыванием после нанесения каждого слоя, а спекание осуществляют после компримирования полученной многослойной структуры. Суммарная поверхность резистивного элемента может составлять от 40 до 60% от площади всего нагревательного элемента. Резистивный элемент может быть выполнен в виде извилистой полосы, размещенной внутри электроизоляционного слоя, который повторяет ее форму. 2 н. и 17 з.п. ф-лы, 7 ил.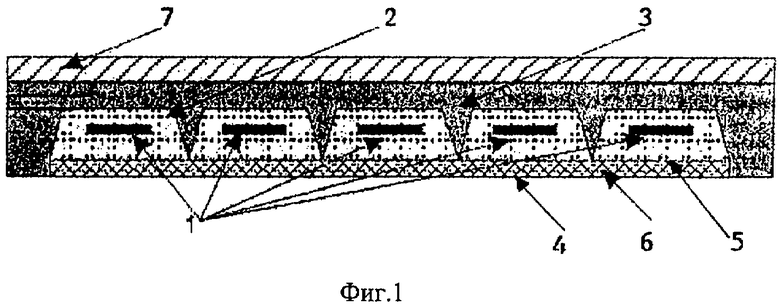
используя при этом оксид магния следующего состава, мас.%:
| US 4596922 А, 24.06.1986 | |||
| RU 93015165 A, 27.03.1995 | |||
| US 5948306 A, 07.09.1999 | |||
| US 6328913 A, 11.12.2001 | |||
| US 5093555 A, 03.03.1992 | |||
| Шлак для выплавки сплавов на основе никеля | 1976 |
|
SU621738A1 |

