Изобретение относится к цветной металлургии, в частности к устройствам для резки блока тугоплавкого металла, например блока губчатого титана или циркония, который получают магниетермическим восстановлением тетрахлорида титана или тетрахлорида циркония.
Известно устройство для резки титанового блока (пат. РФ №2167760, опубл. 27.09.2000 г.), которое включает станину с направляющими, приемный стол для титанового блока, установленный на станине, режущий инструмент, основной рабочий гидроцилиндр и зажимы, расположенные друг против друга с возможностью взаимного сближения на механизме совместного перемещения зажимов с титановым блоком, при этом один из зажимов связан с гидроцилиндром для перемещения, режущий инструмент установлен неподвижно на станине, а механизм совместного перемещения зажимов с титановым блоком выполнен в виде ползуна, связанного с основным рабочим гидроцилиндром и установленного на направляющих станины с возможностью перемещения относительно режущего инструмента и обеспечения контакта титанового блока с режущим инструментом по всей ширине титанового блока, при этом второй зажим смонтирован в выполненной в ползуне расточке.
Недостатком устройства является то, что при первых же рабочих ходах происходит износ режущей кромки инструмента из-за неравномерного усилия титанового блока на неподвижно установленный режущий инструмент, при этом образуется наклонная плоскость в верхней части инструмента. При последующих рабочих ходах ползун с механизмом зажима и блоком приподнимаются за счет зазоров между направляющих станины и ползуном, а при обратном ходе режущая плоскость с ползуном (несколько десятков тонн) скользит по ножу. Происходит интенсивный нагрев инструмента и блока, что сказывается на стойкости режущего инструмента и на качестве получаемого губчатого металла.
Известно устройство для резки блока тугоплавкого металла (пат. РФ 2242332, опубл. 20.12.2004 г.), по количеству общих признаков принятое за ближайший аналог-прототип и включающее станину, на которой смонтированы приемный стол для размещения блока, режущий инструмент, установленный неподвижно по всей ширине блока, и механизм перемещения зажимов, выполненный в виде ползуна с приводом от гидроцилиндра, при этом режущий инструмент выполнен составным из нескольких ножей, режущие кромки которых смещены в направлении резания блока на величину не менее толщины сходящей стружки, а передние углы соседних ножей выполнены разновеликими.
Недостатком устройства является то, что ножи выполнены массивными (вес ножа составляет 250-300 кг) из специального легированного материала. Замена ножей - очень трудоемкая операция и занимает много времени. Все это сказывается на производительности устройства для резки блока.
Технический результат направлен на повышение производительности устройства для резки блока тугоплавкого металла за счет снижения времени монтажа и демонтажа режущего инструмента, на повышение срока службы режущего инструмента, что позволит снизить простои на его замену и также повысить производительность, на упрощение конструкции устройства. За счет исключения перегрева губчатого титана в процессе резки блока значительно улучшится его качество.
Технический результат достигается тем, что в известном устройстве для резки блока тугоплавкого металла, включающем станину, в которой смонтированы приемный стол для размещения блока, механизм перемещения зажимов, выполненный в виде ползуна с приводом от гидроцилиндра, и режущий инструмент, установленный в плоскости резания блока и выполненный из нескольких ножей, режущие кромки которых смещены в направлении резания блока, новым является то, что оно дополнительно снабжено ножедержателем с выемкой в верхней части, состоящей из упорной поверхности, воспринимающей усилия резания и выполненной с наклоном, и из опорной поверхности, выполненной с уклоном в сторону упорной поверхности, на опорной поверхности выемки ножедержателя установлены ножи, плотно соприкасаемые с упорной поверхностью выемки с возможностью смещения и съема, при этом ножедержатель и ножи выполнены с отверстиями, через которые они соединены между собой болтовым соединением с возможностью перемещения ножей относительно ножедержателя, а опорная и упорная поверхности ножей сопряжены с соответствующими плоскостями выемки ножедержателя.
Кроме того, опорная поверхность выемки ножедержателя выполнена с уклоном 2-4° в направлении к упорной поверхности выемки ножедержателя,
Кроме того, задний угол резания ножей равен 1-1,5°.
Кроме того, упорная поверхность выполнена с наклоном под уголом, равным 70-75° к плоскости резания.
Кроме того, отверстия в ножедержателе выполнены в виде паза.
Предложена новая совокупность конструктивных элементов устройства для резки блока тугоплавкого металла, которая за счет:
- выполнения режущего инструмента в виде ножедержателя с выемкой в верхней части, в которой установлены ножи, позволяет получать более мелкую фракцию срезаемой стружки тугоплавкого металла, снизить затраты на изготовление режущего инструмента, так как потребность в специальном дорогостоящем материале для сменных ножей в несколько раз (примерно в 10 раз) меньше, чем затрачивалось на прежние ножи,
- выполнения упорной поверхности тыльной части ножей наклонной позволяет удерживать ножи от опрокидывания относительно крайней кромки ножедержателя от значительных вертикальных перегрузок в зоне режущей кромки ножей, получаемых при износе,
- выполнения наклонных опорных поверхностей ножей с уклоном в направлении к тыльной части и закрепление их на выемке ножедержателя болтовым соединением позволяют удерживать ножи от горизонтального смещения относительно ножедержателя при обратном ходе ползуна,
- выполнения в ножедержателе отверстия в виде паза позволяет перемещать после перезаточки ножи с болтовым соединением в направлении режущей кромки, при этом в свободное пространство между тыльной частью ножей и ножедержателем установлены прокладки.
Проведенный заявителем анализ уровня техники, включающий поиск по патентным и научно-техническим источникам информации, и выявление источников, содержащих сведения об аналогах заявленного изобретения, позволил установить, что заявитель не обнаружил источник, характеризующийся признаками, тождественными (идентичными) всем существенным признакам изобретения. Определение из перечня выявленных аналогов прототипа как наиболее близкого по совокупности признаков аналога позволило установить совокупность существенных по отношению к усматриваемому заявителем техническому результату отличительных признаков в заявленном устройстве для резки блока тугоплавкого металла, изложенных в пунктах формулы изобретения. Следовательно, заявленное изобретение соответствует условию "новизна".
Для проверки соответствия заявленного изобретения условию "изобретательский уровень" заявитель провел дополнительный поиск известных решений, чтобы выявить признаки, совпадающие с отличительными от прототипа признаками заявленного устройства и способа его монтажа. В результате поиска не было обнаружено новых источников и заявленные объекты не вытекают явным образом для специалиста, поскольку из уровня техники, определенного заявителем, не выявлено влияние предусматриваемых существенными признаками заявленного изобретения преобразований для достижения технического результата. Следовательно, заявленное изобретение соответствует условию "изобретательский уровень".
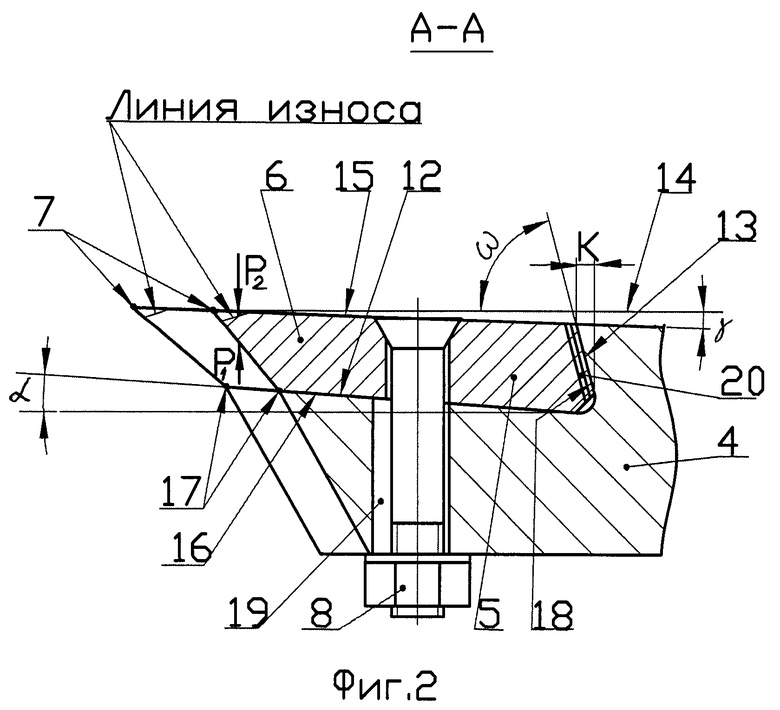
На фиг.1 показан общий вид устройства в плане, на фиг.2 изображен разрез по креплению ножей к ножедержателю (разрез А-А на фиг.1).
Устройство включает станину 1, в которую вмонтирован приемный стол 2 для размещения блока 3, режущий инструмент, выполненный из ножедержателя 4 с выемкой 5, в которой установлено несколько (например, 6 шт.) сменных ножей 6, режущие кромки 7 которых установлены со смещением, ножи закреплены болтовым соединением 8, зажим 9 для блока 3 и механизм перемещения блока, выполненный в виде ползуна 10 с приводом от цилиндра 11. Опорные поверхности 12 ножей выполнены с уклоном в направлении упорной поверхности 13 ножей, угол наклона L опорной поверхности к плоскости резания 14 составляет 2°÷4°, а упорная поверхность ножей выполнена наклонной в направлении к режущей кромке, угол ω к плоскости резания составляет 70°÷75°. Задний угол сменных ножей, образованный плоскостью резания 14 и наклонной поверхностью 15, равен 1-1,5°. Выемка ножедержателя имеет опорную поверхностью 16 с кромкой 17 и упорную поверхность 18, кроме того, в ножедержателе выполнено отверстие 19 в виде паза. Для компенсации износа сменных ножей установлены прокладки 20.
Пример 1 работы устройства для резки блока тугоплавкого металла, например титана.
Блок 3 губчатого титана устанавливают на стол 2, зажимают зажимом 9, подают давление в цилиндр 11, ползун 10 перемещается: совершается рез дефектного слоя со скоростью ~20 мм/с. После окончания реза ползун 10 возвращается в исходное положение. Далее осуществляется послойная резка блока со скоростью 40-60 мм/с, а резка верха блока (примерно 1/3-1/4 части длины блока 3) совершается со скоростью 80 мм/с. Первоначально, при резке, ножи 6 испытывают нагрузку, воспринимаемую упорной поверхностью 13 тыльной части сменного ножа, и вертикальную нагрузку P1, которая удерживается болтовым соединением 8. При обратном ходе силы трения, возникшие при перемещении блока 3 по поверхности 15 ножей 6, стремятся сдвинуть ножи относительно ножедержателя 4. Для удержания ножей в рабочем положении опорная поверхность 12 ножей и сопрягаемая поверхность 16 ножедержателя выполнены наклонными относительно плоскости резания 14, при этом ножи 6 с ножедержателем 4 соединены болтовым соединением 8. Для уменьшения сил трения при обратном ходе ползуна 10 задний угол γ сменных ножей выполнен минимальным 1-1,5°.
После нескольких рабочих ходов (~8÷10) ползуна 10 происходит износ режущих кромок 7 ножей 6, при этом возникает значительная нагрузка от силы Р2, поворачивающая ножи относительно кромок 17 выемки 5 ножедержателя 4. Для предотвращения поворота ножей 6 упорные поверхности 11 ножей и сопрягаемая поверхность 18 выемки 5 ножедержателя 4 выполнены наклонными под углом 75°.
После перезаточки режущих кромок 7 сменных ножей 6 с болтовым соединением 8 они передвигаются в направлении режущей кромки 7, для чего в ножедержателе 4 выполнено отверстие 19 в виде паза, а в образовавшийся зазор между упорной поверхностью 13 ножей и упорной поверхностью 18 выемки 5 ножедержателя 4 вставляются прокладки 20, суммарная величина которых не должна превышать размер К.
Пример 2 работы устройства для резки блока тугоплавкого металла, например, циркония.
Блок 3 губчатого циркония устанавливают на стол 2, зажимают зажимом 9, подают давление в цилиндр 11, ползун 10 перемещается: совершается послойная резка со скоростью до 30 мм/с по всей длине блока. Далее также, как в примере 1.
Таким образом, устройство для резки блока тугоплавкого металла позволяет:
- повысить производительность устройства для резки блока тугоплавкого металла за счет снижения времени монтажа и демонтажа режущего инструмента,
- повысить срок службы режущего инструмента, что позволит снизить простои на его замену и также повысить производительность, упростить конструкцию устройства,
- за счет исключения перегрева губчатого титана в процессе резки блока значительно улучшится его качество.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РЕЗКИ БЛОКА ГУБЧАТОГО ТИТАНА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2385205C2 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ БЛОКА ГУБЧАТОГО ТИТАНА | 2012 |
|
RU2486036C1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ БЛОКА ГУБЧАТОГО ТИТАНА | 2013 |
|
RU2547061C1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ БЛОКОВ ТУГОПЛАВКОГО МЕТАЛЛА | 2000 |
|
RU2242332C2 |
| СПОСОБ РЕЗКИ БЛОКА ТУГОПЛАВКОГО МЕТАЛЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2179506C2 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ ТИТАНОВОГО БЛОКА | 1998 |
|
RU2167760C2 |
| ШТАМП ДЛЯ РЕЗКИ СОРТОВОГО ПРОКАТА НА ЗАГОТОВКИ | 1972 |
|
SU339348A1 |
| НОЖНИЦЫ ДЛЯ ПОПЕРЕЧНОЙ РЕЗКИ ТОЛСТЫХ ЛИСТОВ С ЭКСЦЕНТРИКОВЫМ ПРИВОДОМ | 2003 |
|
RU2338633C2 |
| Ножницы для резки проката | 1986 |
|
SU1423305A1 |
| НОЖНИЦЫ ДЛЯ РЕЗКИ ПРОКАТА КРУГЛОГО СЕЧЕНИЯ (КЛИНОВЫЕ НОЖНИЦЫ) | 1991 |
|
RU2036052C1 |
Изобретение относится к цветной металлургии и может быть использовано при резке блока тугоплавкого металла, например блока губчатого титана или циркония. Устройство содержит станину, в которой смонтированы приемный стол для размещения блока, механизм перемещения зажимов в виде ползуна с приводом от гидроцилиндра и режущий инструмент, установленный в плоскости резания блока и выполненный из нескольких ножей, режущие кромки которых смещены в направлении резания блока. Устройство снабжено ножедержателем с выемкой в верхней части, состоящей из упорной поверхности, воспринимающей усилия резания и выполненной с наклоном, и из опорной поверхности, выполненной с уклоном в сторону упорной поверхности. Ножи выполнены с опорной и упорной поверхностями, которые сопряжены с соответствующими плоскостями выемки ножедержателя и установлены на опорной поверхности выемки ножедержателя, плотно соприкасаются с упорной поверхностью выемки с возможностью смещения и съема. Ножи и ножедержатель выполнены с отверстиями, через которые они соединены между собой болтовым соединением с возможностью перемещения ножей относительно ножедержателя. Повышается производительность, срок службы инструмента и качество резки. 4 з.п. ф-лы, 2 ил.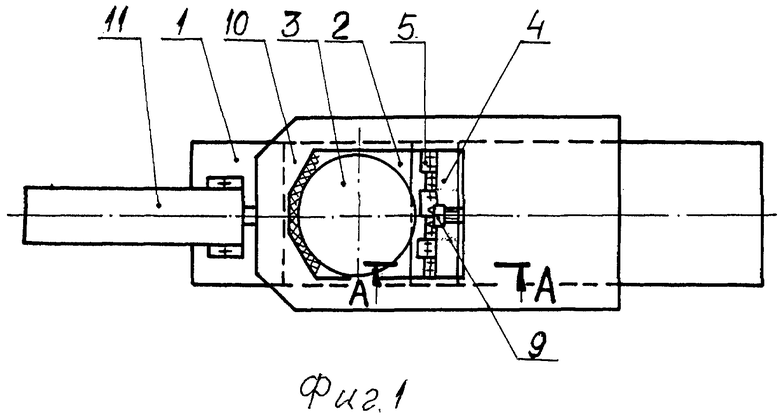
1. Устройство для резки блока тугоплавкого металла, содержащее станину, в которой смонтированы приемный стол для размещения блока, механизм перемещения зажимов в виде ползуна с приводом от гидроцилиндра и режущий инструмент, установленный в плоскости резания блока и выполненный из нескольких ножей, режущие кромки которых смещены в направлении резания блока, отличающееся тем, что оно снабжено ножедержателем с выемкой в верхней части, состоящей из упорной поверхности, воспринимающей усилия резания и выполненной с наклоном, и из опорной поверхности, выполненной с уклоном в сторону упорной поверхности, при этом ножи установлены на опорной поверхности выемки ножедержателя с возможностью плотного соприкосновения с упорной поверхностью выемки и смещения и съема, ножедержатель и ножи выполнены с отверстиями, через которые они соединены между собой болтовым соединением с возможностью перемещения ножей относительно ножедержателя, а опорная и упорная поверхности, выполненные на ножах, сопряжены с соответствующими поверхностями выемки ножедержателя.
2. Устройство по п.1, отличающееся тем, что опорная поверхность выемки ножедержателя выполнена с уклоном 2-4° в направлении к упорной поверхности выемки ножедержателя.
3. Устройство по п.1, отличающееся тем, что ножи выполнены с задним углом резания, равным 1-1,5°.
4. Устройство по п.1, отличающееся тем, что упорная поверхность ножей выполнена наклонной под углом, равным 70-75° к плоскости резания.
5. Устройство по п.1, отличающееся тем, что отверстие в ножедержателе выполнено в виде паза.
| УСТРОЙСТВО ДЛЯ РЕЗКИ БЛОКОВ ТУГОПЛАВКОГО МЕТАЛЛА | 2000 |
|
RU2242332C2 |
| Устройство для резки | 1976 |
|
SU707704A1 |
| СПОСОБ РЕЗКИ БЛОКА ТУГОПЛАВКОГО МЕТАЛЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2179506C2 |
| DE 1301200 B, 14.08.1968. | |||

