Известен Штами для рез;КИ сортового ДрО1ката на заготоики с диффе1реЕцирОванным зажимом проката и .отделяемой от «его части со ,смОнтирО ва|ННЫ Ми в корпусе подвижным .и неподвижным блоками.
Подвижный iB направлении хода ползуна пресса блок содержит обойму с расположенньгми В .ней клиновым .механизмом и взаимодействующим с ним рабочим инструментом, зажимающим за1готоеку, ,и оснащен пружиной возврата в исходное относительно обоймы неподвижного блока положение. Неподвижный блок имеет обойму со смонтированными в ней рабочИМ инструментом, зажимающим прокат, и сообщающем ему перемещение другим ;клиеовым механизмом.
В .известном штампе не 1предусмот1рен предварительный зажим про.ката перед резкой, что приводит 1К снижению точности резки заготовок по длине и к опрокидыванию прут1ка в начальный момент сдвига.
Кроме того, конструкция известного щтампа некомпактна и требует штамповОГо пространства пресса с номинальным усилием, намного превы.щающим 1со-п1роти вление срезу трутка максимального для данного щтампа поперечного сечения.
Для повышения качества и точности отрезаемых заготовок л уменьшения габаритов штамп снабжен плитой, взаимодействующей
с ползуном пре.сса, и механизмом предварительного зажима проката, который со.держит две пружины возврата в .И1сходное положение обоймы неподвижного бло.ка. Указанные лружины установлены на корпусе штампа под корпусами пружин возврата в исходное iiroложение 1подвиж.ного блока, которые жестко закреплены на внешней -боковой поверхности обоймы неподвижного олока. Обойма неиодвижноло -блока выполнена .подвижной в паправлении хода ползуна inpecca.
Пружины механизма афедварителыного зажима проката имеют жест1КО|СТЬ меньше жесткости пружин возврата подвижного блока,
взаимодействующих с |Плитой. В атлите и обойме подвижного блока установлены две, связывающие их колонки с упорами iHa концах. Рабочий инструмент в обоих блоках установлен с наклоном рабочей поверхности
относительно плоскости реза на задапный угол. Каждая из упомянутых обойм выполнена цельной с расположенныгми со стороны плоскости реза пазами, в которых установлен рабочий инструмент и кли1новой механизм.
Клиновой механизм содержит два 1клина, перемещающихся горизонтально и сообщающих .перемещение прижиму, и два других сопряженных 1C первыми клина, распололсенных
восприи,Има1ощ,и.х «подвижном блоке через размещенную на 1Х торцах упомянутую ллиту усилие ползуна .пресса, а :в щеподвижиом . опирающихся торцами на корпус штампа. Рабочие поверхности ,кли/ньев размещены в :каж.дом блоке с 1проти.во1толожных относительно плоскости разъема штампа сторон.
Штамп снабжен упором, содержащем кронилейн, за1кре1п«1еиный иа -обойме подви/юното блока, и .под1пружи;не ную .ползущжу с .прикреплепнЫМ к ней собстве;нно упором. ПолЗущка связана с кронщтейном регулировочным винтом.
С .целью упрощеапгя .изготовлепия рабочего инструмента и увеличения его срока службы, нож и прижим выполнены .каждый в виде ;корпуса и полуцили1ндричес:ких йкладышей.
В|кладыши, устаповленные в |ноже и шриж Им е, вз а и м о за.м е п яе м ы.
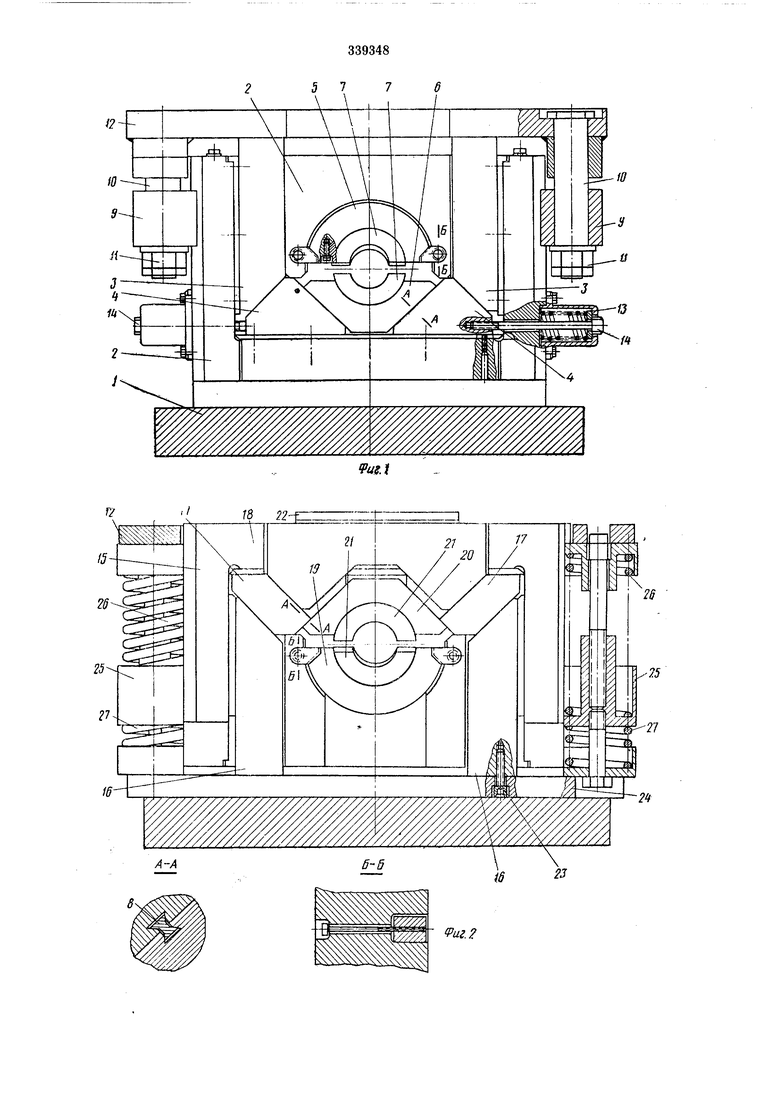
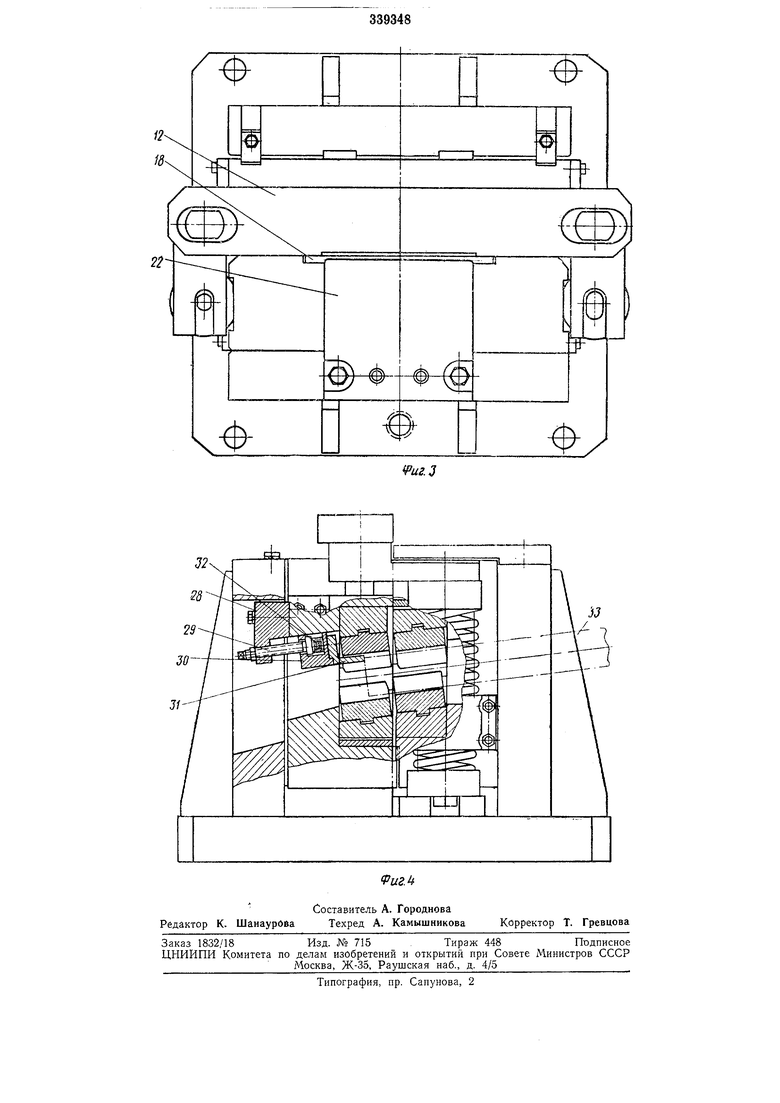
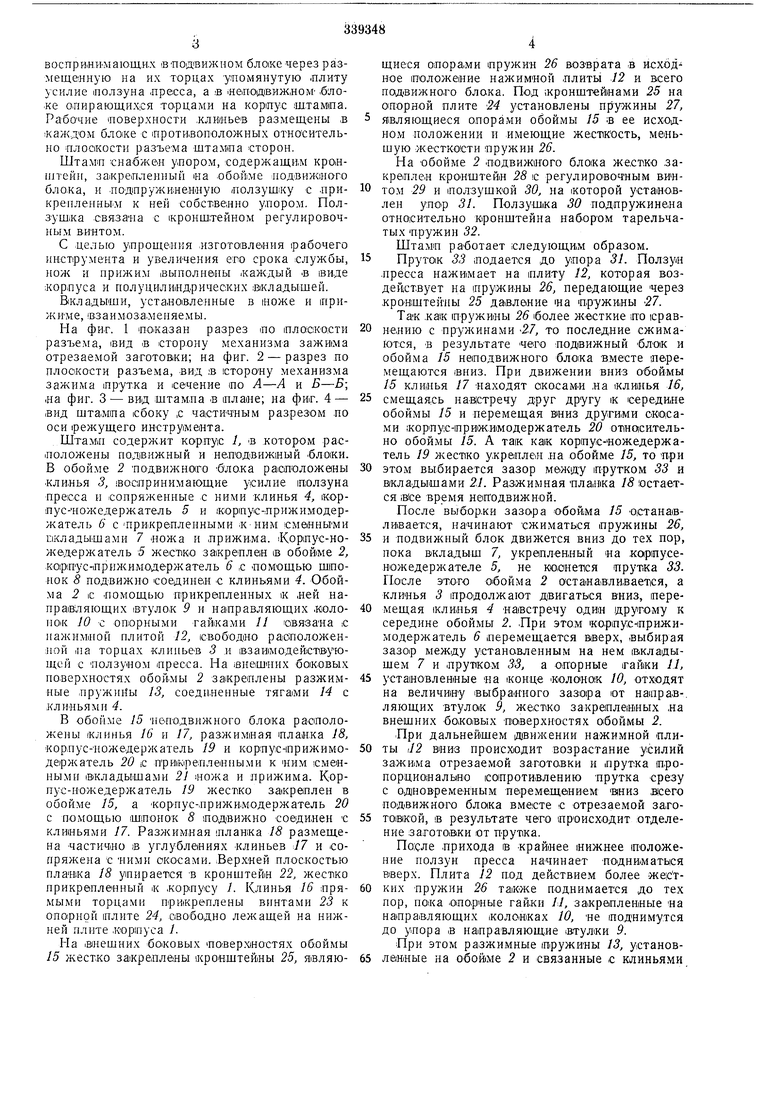
На фи-г. 1 показан разрез по плоскости разъема, вид в стор.ону механизма зажема отрезаемой заготовки; на фиг. 2 - разрез по плоскости разъема, вид :в юторону механизма зажима прутка и сечение по А-А и Б-Б; ,на фиг. 3 - вид щтамла в плаие; на фи1Г. 4 - вид щталша сбоку ,с частичным разрезом ло оси режущего инстру1ме1нта.
Штамп содерж.ит корпус 1, в .котором расположены подвижный и неподвижный .блоки. В обойме 2 подвижного бло-ка расположены «линья 3, воспринимающие усилие 1П;олзуна пресса и сопряженные с ними клинья 4, корпус-ножедержатель 5 и корпус-лрижимодержатель 6 с прикрепленными «ним смепньгми 1жладЫ|щами 7 «ожа и прижима. iKopnyc-HOжедержатель 5 жесТ1КО закреплен в обойме 2, корлус-прижи.модержатель 6 с помощью щпонок 8 подвижно соединен с клиньями 4. Обойма 2 с помощью нрикре1пленных к ,ней направляющих втулок 9 и направляющих иолоiioiK JO с опорными гайками 11 связана с 11ажим1ной плитой 12, свободно расположенной iiia торцах клиньев 3 .и взаимодействующей с ползуном пресса. На 1внещч1их боковых поверхностях обой.мы 2 закреплены разжимные пружины 13, соедипенные тягами М с клиньями 4.
В обойме 15 неподвижного блока расположены клинья 16 и 17, разжимная плаика 18, корпус-ножедержатель 19 и корпус-прижимодержатель 20 с прикрепленными к ним сменными вкладышами 21 ножа и прижима. Корпус-ножедержатель 19 закреплен в обойме 15, а корлус-прижилюдержатель 20 с помощью шпонок 8 подвижно соединен с клиньями 17. Разжимная шланка 18 размещена Частично IB углублениях клиньев 17 и сопряжена с НИМИ скосами. Верхней плоскостью плаН1ка 18 упирает1ся в кронщтейн 22, жестко прикрепленный к корпусу /. Клинья 16 прямыми торцами прикреплены винтами 23 к опорной 1плите 24, овободно лежащей на нижней плите корпуса /.
На внещних бОКовых ловерх ностях обоймы 15 жестко за1креплбны кронштейны 25, являющиеся опорами пружиН 26 возврата в исходное положение нажимной плиты 12 и всего подвижного блока. Под кронштейнами 25 на 01порной плите 24 установлены пргужины 27,
являющиеся опорами обоймы 15 в ее исходном положении и имеющие жесикость, меньшую жесткости пружин 26.
На обойме 2 подвижного блока закреплен крОНЩтейн 28 с регулировочным ви нтом 29 и ползущкой 30, на которой устаНОВлен упор 31. Ползушка 30 подпружинена относительно кронщтейн а на&ором тарельчатых пружин 32.
Штамп работает следующие образом.
Пруток 33 подается до упора 31. Ползун пресса нажимает на плиту 12, которая воздействует на пружины 26, передающ.ие через крОНштейны 25 давление 1на пружины 27. Так как пружины 26 (более жесткие по юравнению с пружинами 27, то последние сжимаются, в результате чего подвижный блок и обойма 15 неподвижного блока вместе шбремещаются вниз. При движении вниз Обоймы 15 клинья 17 Находят скос а мл на клииья 16,
смещаясь навстречу друг другу к середине обоймы 15 и перемещая вниз другими скосами ;корпус-приж.имодержатель 20 от|НО|Си.тельно обоймы 15. А так как корпус-ножедержатель 19 жест1КО укреплен на обойме 15, то При
этом выбирается зазор между трутком 33 и в/кладышами 2.1. Разжимная планка 18 юстается iBice время неподвижной.
После выборки зазо.ра Обойма 15 останавливается, начинают сжиматься пружины 26,
и подвижный блок движется вниз до тех пор, пока вкладыщ 7, укрепленный на корпусеножедержателе 5, не кюснет1ся inpyTiKa 33. После этого обойма 2 останавливается, а клинья 3 продолжают двигаться вниз, перемещая клинья 4 Навстречу один другому к середине обоймы 2. .При это,м 1ко.рпу;с-прижимодержатель 6 перемещается вверх, выбирая зазор между установленным на нем йкладышем 7 и лрут1ком 33, а опорные гайки 11,
установленные на колонок 10, отходят на величину выбранного зазОра ют наалрав-. ляющих Втулок 9, жестко закрепле1Н|Ных .на внешних боковых поверхностях о боршы 2. При дальнейшем д|вижении нажимной плиты ;/2 вниз происх10дит возрастание усилий зажима отрезаем.ой заг.ото.вки и прутка пропорционально сопротивлению прутка срезу с одноВремеНным перемещением щниз .Bicero подвижного бло1ка вместе с отрезаемой заготоикой, в результате чего происходит отделение заготовки ют Прут1ка.
По:сле прихода в крайнее нижнее положение ползун пресса начинаеТ Подниматься вверх. Плита 12 под действием более жестких пружин 26 также поднимается до тех пор, пока .опорные гайки //, закрепленные на направляющих колонках 10, не поднимутся до упора в направляющие (Втулки 9.
При этом разжимные пружины 13, установ4 тэгами 14, -разводят эти .клинья в разные стороны от середины обоймы 2, жортус-прижимод ержатель 6 с икладышем 7 юлуокается и оовобождает отрезанную ваготовку, которая остается лежать На вкладыше 7. При дальнейшем «ажимной ллиты 12 вверх лружиеы 26 с помошью направляющих колоно к 10, опорных таек // и на1пра1вляю1щих втулок 9 поднимают весь под ..,. .. 1вижной блок в исходное относителыно обоймы 0 15 положение. После этого пружины 27 поднимают обойму 15 нвпо.д1вижео-го блока и юесь подвижный бяок в И|СХ Одщое положе1ние; при этом скосы клвньев 17 скользят по окосам опирающейся на кроиштейн 22 разжимиой план1ки 18, отводя клинья 17 в раз1ные стороны от середины обоййы .15 и поднимая ic помощью шповки 8 корпус-прижимодержатель 20 с вкладышами 21. Пруток 33 освобождается от зажима. Клинья 16, прикрепленные к опорной плите , остаются неподвижными в течение всего цикла работы штампа и Вместе с плитой неподвижного являются OiOopiHOH частью блока. При очередной подаче прутка 33 до ynoipa 31 отрезаНная загото-вка проталкивается под упором и удаляется из штампа. Настройка на заданную длину отрезаемой 30 заготовки производится с помощью регулировочното виита 29. Переналадка на другой размер сечения прупка производится путем замены в-кладышей 7 и 21 другим «омплектом. По м-ере затупления режущих кромок 35 (|в рез1ке участвует только одна пара режущих кромок) .производится сначала поворот на 180° ВКладышей 7 и 2/ в корпус а х-нож едержателях 5 и 19, а затем перестановка вкладышей 7 и 2/ из корпусов-прижимодер- 40 жателей в, 20 в корпуса-ножедержатели 19, затем снова поворот на 180° вкладышей 7 и 21 в корпусах-ножедержателях 5 и 19. Таким образом от переточки до переточки использует ся четыре пары режущих кромок. Предмет изобретения 1. Штамп для резки сортового проката на заготоики с д-ифференцированным зажимом проката и отделяемой от него части со смон- 50 тир01ванными в корпусе неподвижным блоком, содержащим обойму с расположенными в ней рабочигМ инструментом, зажимающим прокат, и 1КЛИ1НОВЫМ механизмом, сообщающем перемещение инструменту, и подвижным в направ- 55 лении хода ползуна, пресса блоком, оснащенным пружиной возврата в исходное относительно обоймы не/подвижного блока шоложение и содержащим обойму со смонтированным в ней другим кли новым механизмом и 60 5 20 45 взаимодействующим с «им рабочими инструментом, зажимающим заготовку, причем рабочий инструмент каждого блока состоит из ножа и прижима, имеющих иолуцилиндрические рабочие иоверхадости, отличающийся тем, что, с целью повьгшения точности и качества отрезаемых заготовок, обойма в иеподвижнО М блоке установлена подвижно в направлении хода июлзуиа пресса; штам(а 1сиабжеи илитой, взаимодействующей с иолзуном пресса, и механизмом п ред1варительного зажима проката, содержащим две пружины Воз1врата в исходное положение обоймы неподвижного блока, имеющие жесткость меньше жесткости пружин возврата подвижного и установленные на корпусе штампа под жестко закрепленными на впешНей 6oiKoiBoii поверхности обоймы неподвижного блока ко рпусами пружин возврата подвижного блока, взаимодействующих с илитой; в илите и обойме подвижного блока установлены две связывающие их колонки с упора,ми па концах, а рабочий инструмент устаповлеи с наклоном рабочей поверхности относительно плоскости реза на заданный угол. 2. Штамп по п. 1, отличающийся тем, что, с целью уменьшения его габаритов, каждая из упомянутых обойм выполнена цельной с расиоложенныади со стороны плоскости реза пазами, в которых установлен ра-бочий ИНструмент и клиновой механизм, содержащий два клина, перемещающихся горизонтально и сообщающих перемещение прижиму, два других |сопрял енных с первыми 1кли1на, расположенных по обе стороны от ра бочего инструмента и воспринимающих в подвижном блоке через размещенную на их торцах упомянутую плиту усилие ползуна пресса, а в неподвижном блоке опирающихся торцами на корпус штампа, причем рабочие поверхности клиньев размещены в каждом блоке с противоположных относительно плоскости разъема штампа сторон. 3. Штамп по пп. 1, 2, отличающийся тем, что, с целью получения мерных заготово1к заданной -длины, он снабжен упором, содержащим закрепленный на обойме подвижного блока кронштейн и связанную с кронштейном регулировочным винтом подтеружиненную ползушку с пр 1креплениым к ней собственно упором. -4. Штамп по пп. 1-3, отличающийся те.м, что, с целью упрощения изготовления рабочего инструмента и увеличения его срока службы, нож и прижим выполнены каждый в виде корпуса и полуцилиндрических вкладышей, плшющих две режущие кромки, нричем вкладыши, установленные в ноже и прии и1ме, взаимозаменяемы,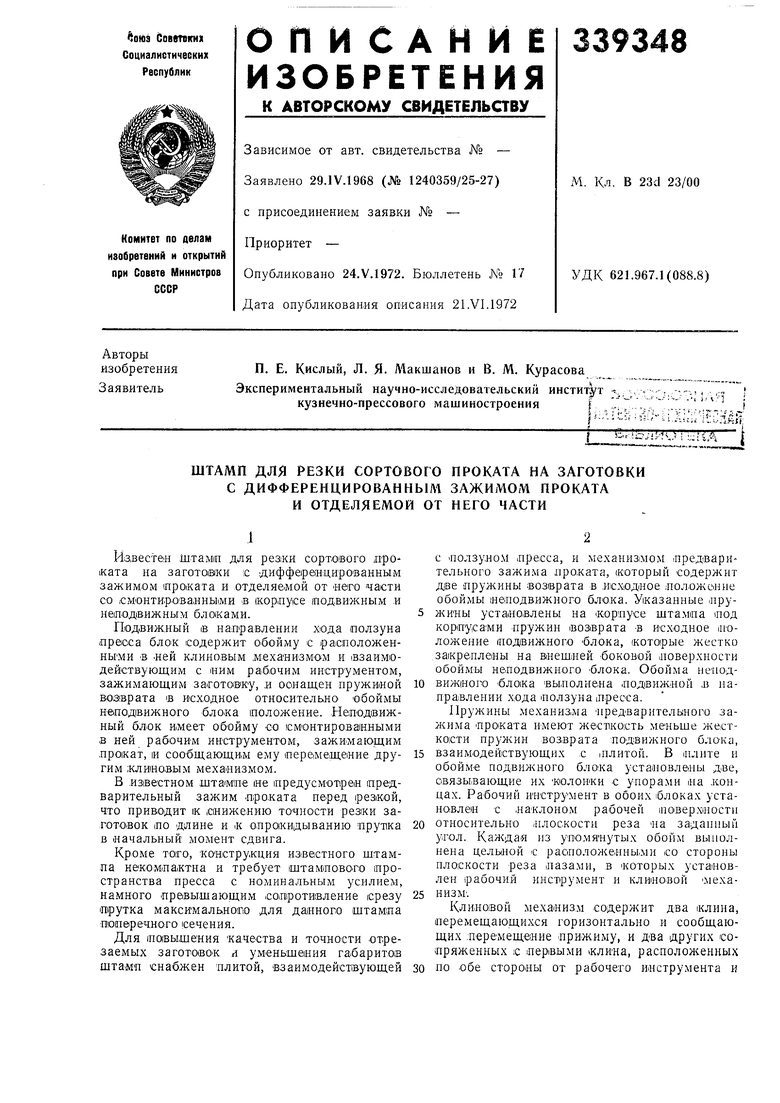
| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМП ДЛЯ РЕЗКИ СОРТОВОГО ПРОКАТА | 1972 |
|
SU354948A1 |
| Устройство для разделения пруткового материала | 1986 |
|
SU1379026A1 |
| Штамп для резки сортового проката | 1980 |
|
SU902996A1 |
| Штамп для резки проката | 1982 |
|
SU1058725A1 |
| Ножницы для резки проката | 1982 |
|
SU1013138A1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ ПРУТКА НА МЕРНЫЕ ЗАГОТОВКИ | 1972 |
|
SU341607A1 |
| ШТАМП ДЛЯ МНОГООПОРНОЙ РЕЗКИ ПРОКАТА | 2004 |
|
RU2278767C1 |
| Штамп для резки сортового проката | 1980 |
|
SU933306A1 |
| Штамп для резки проката | 1985 |
|
SU1299714A1 |
| Штамм для резки профильного материала | 1986 |
|
SU1386388A2 |