Настоящее изобретение относится к способу и системе для регулирования плотности продукта, в частности к способу и системе для регулирования конечной плотности в аэрированных пищевых продуктах.
При непрерывном изготовлении таких эмульгированных пищевых продуктов, как майонез и приправы для салатов, является желательным создание продукта, имеющего однородные и приятные органолептические свойства. Например, постоянство вкуса, текстура и послевкусие в эмульсионных продуктах могут быть важны для поддержания удовлетворения потребителя.
Для приготовления вязких эмульгированных продуктов, таких как майонез и приправы для салатов, используют процедуры смешивания и гомогенизации. Майонез представляет собой хорошо известную эмульсию типа масло-в-воде. Рецептуру майонеза составляют из определенных ингредиентов, которые включают растительное масло, яичный желток, воду и сахар. В рецептуру включают также различные другие ингредиенты, например приправы (например, специи, соль, сахар, ароматизаторы) и/или консерванты. Майонез традиционно имеет содержание растительного масла, по меньшей мере, 65 вес.%. Однако известны варианты основной рецептуры, которые могут обеспечивать майонезные продукты с пониженным содержанием масла. Приправы для салатов также приготавливают в виде эмульсии растительного масла в меньшем количестве, чем в майонезе, яичного желтка, воды и сахара, которые могут быть скомбинированы с крахмальной основой и могут содержать другие ингредиенты, такие как специи и ароматизаторы.
Варианты рецептов майонеза и приправ для салатов также известны. Например, производились аналоги майонеза или легкие приправы, в которых часть или все содержание растительного масла заменяется основой из крахмала и/или декстрина, и/или некоторая часть яичного желтка заменяется яичными белками, альбумином или эмульсификаторами, не содержащими яичного материала.
В настоящее время известны и широко используются многочисленные виды смесителей для смешивания и гомогенизации различных типов пищевых вязких эмульсий и подобной обработки текучих пищевых продуктов. В одной из предыдущих систем для непрерывного приготовления больших количеств пищевых вязких эмульсий с высокими скоростями выхода, компоненты, составляющие основную предварительную смесь для эмульсии, вводят в непрерывное смесительное устройство с начальной стадией обработки ротором/статором и вторичной стадией обработки штыревым ротором. Например, в патенте США № 5114732, основная предварительная смесь для эмульсии перемешивается в ступени ротора/статора высокого усилия сдвига, с последующей обработкой эмульсии в ступени штыревого ротора, которая обеспечивает мягкое смешивающее действие с низким усилием сдвига для перемешивания и гомогенизации основной эмульсии, которая покидает начальную ступень ротора/статора, вместе с дополнительным ингредиентом и/или воздухом. Воздух вводится в такие пищевые эмульсии для модифицирования текстуры и внешнего вида желаемым образом.
Ранее, физические свойства пищевых эмульгированных продуктов отслеживали на основе измерений, осуществлявшихся на образцах готового упакованного продукта. Однако отбор образцов готового продукта имеет тот недостаток, что производственная линия работает и вырабатывает продукт в течение еще некоторого времени, после того как произошедшее ранее нарушение условий процесса может быть обнаружено посредством отбора образцов готового продукта.
Настоящее изобретение относится к способу регулирования до заданного уровня плотности пищевого аэрированного пищевого продукта во время его изготовления. В предпочтительных вариантах осуществления, измерение плотности осуществляется на продукте в месте достаточно дальше по ходу после узла сдвиговой обработки, используемого для образцов аэрированного материала, чтобы продукт находился в уравновешенном состоянии, когда измеряется его плотность. Как следствие, может быть осуществлено регулирование скорости введения аэрационного газа в месте выше (раньше) по ходу от узла сдвиговой обработки, которое рассчитывают для уменьшения любого различия между заданной и измеренной плотностями продукта, точным и надежным способом. В предпочтительном варианте, стадии измерения плотности и регулирования скорости потока газа осуществляют повторяющимся образом в ходе данного процесса, например, через регулярные интервалы времени. Настоящее изобретение также относится к системе для осуществления настоящего способа.
Обнаружено, что пищевые продукты, которые аэрируют газом под давлением, имеют нестабильную плотность, когда покидают узел сдвиговой обработки, используемый для образцов аэрированного продукта, если только продукту не дать достаточно времени для уравновешивания и стабилизации газового расширения. В одном из аспектов, аэрированный продукт не может уравновеситься до тех пор, пока давление аэрированного продукта не сможет понизиться приблизительно до атмосферного давления. Только после того, как аэрированный продукт был достаточно выдержан для уравновешивания после выхода из узла сдвиговой обработки, возможен надежный мониторинг его плотности для целей регулирования способа. В другом аспекте, газ, выбранный для аэрирования пищевого продукта, предпочтительно имеет растворимость в данном пищевом продукте, меньше, чем у воздуха, позволяет пищевому продукту быстрее уравновешиваться, тем самым улучшая возможности управления процессом.
В другом аспекте, управление процесса может быть дополнительно улучшено посредством измерения возмущений свойств плотности одного или нескольких исходных материалов рецептуры выше по ходу, до того как они объединяются с газом или вводятся в узел сдвиговой обработки, и осуществления соответствующих регулировок скорости введения газа, которые являются эффективными при компенсации или, по меньшей мере, уменьшении воздействий на плотность продукта, которые в другом случае могут, как ожидается, возникнуть в нем от возмущений выше (раньше) по ходу, которые происходят в одном или нескольких исходных материалах рецептуры.
Предпочтительный способ уменьшает разброс плотности аэрированных пищевых продуктов и, таким образом, улучшает их качество и постоянство свойств. Также возможно увеличение выхода продукта и улучшение постоянства заполнения упаковок. Аэрированные продукты некоторых вариантов осуществления имеют более постоянный внешний вид и текстуру, поддерживаемую в течение непрерывного процесса производства. Способ и система по изобретению могут использоваться при производстве пищевых аэрированных продуктов, включая, например, майонез, аналоги майонеза, приправы для салатов, соусы, кремовые начинки, кондитерские изделия, плавленый сыр и мягкий сыр.
Другие признаки и преимущества настоящего изобретения будут понятны из нижеследующего подробного описания предпочтительных вариантов выполнения настоящего изобретения со ссылкой на чертежи, на которых:
Фиг.1 - блок-схема процесса получения аэрированной пищевой дисперсии, имеющей динамически контролируемую плотность, в соответствии с вариантом осуществления способа по изобретению.
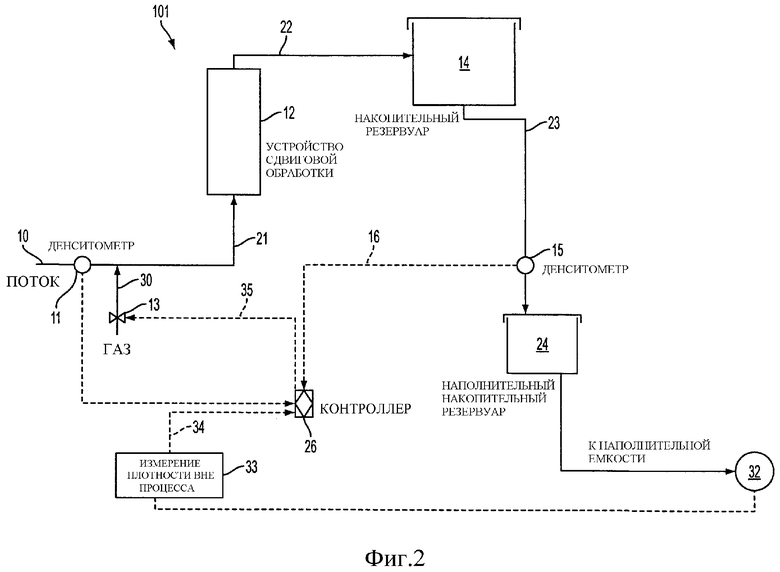
Фиг.2 - блок-схема процесса получения аэрированной пищевой дисперсии с динамически регулируемой плотностью, в соответствии с другим вариантом осуществления способа по изобретению.
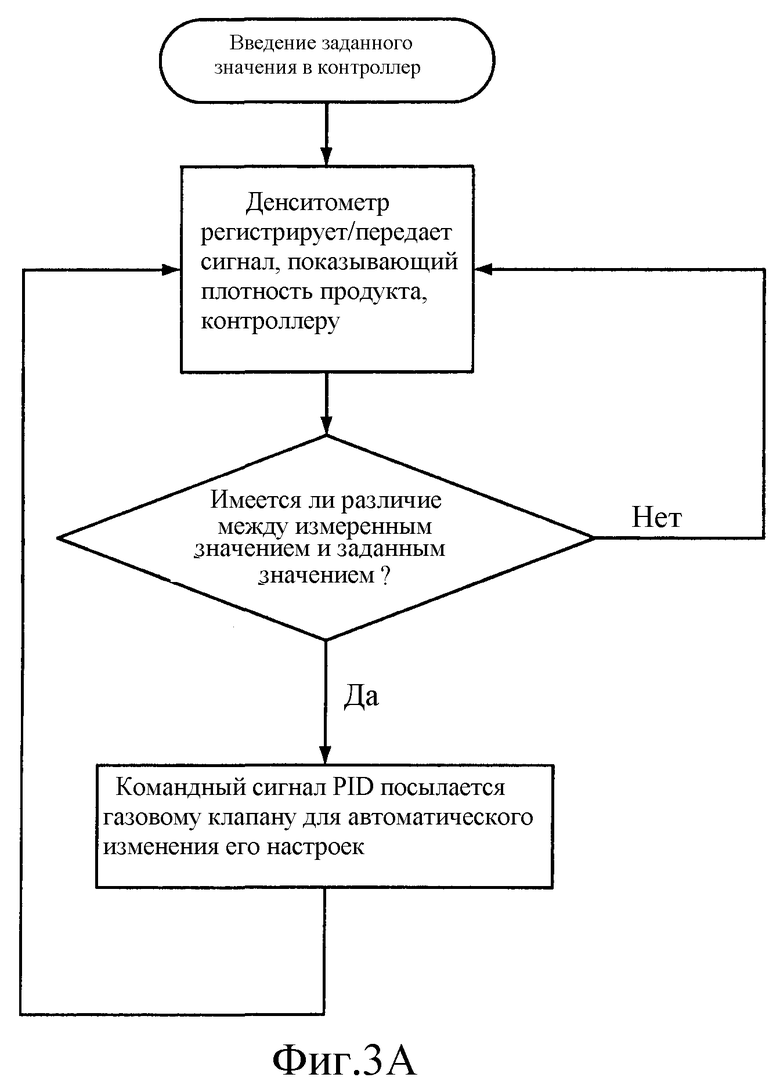
Фиг.3A - алгоритм системы управления с обратной связью для регулирования плотности продукта в соответствии с вариантом осуществления способа по изобретению.
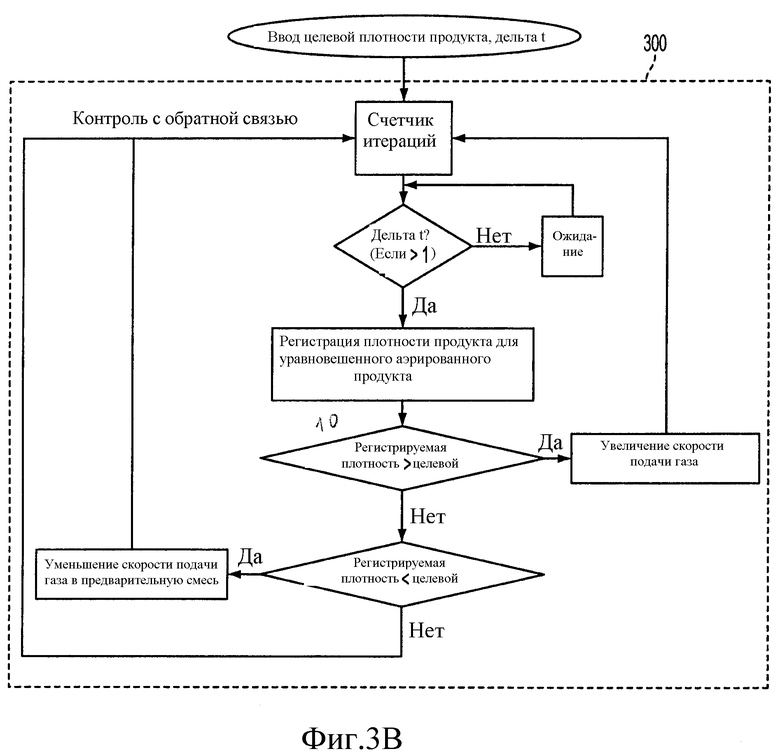
Фиг.3B - алгоритм системы управления с обратной связью для регулирования плотности продукта в соответствии с другим вариантом осуществления способа по изобретению.
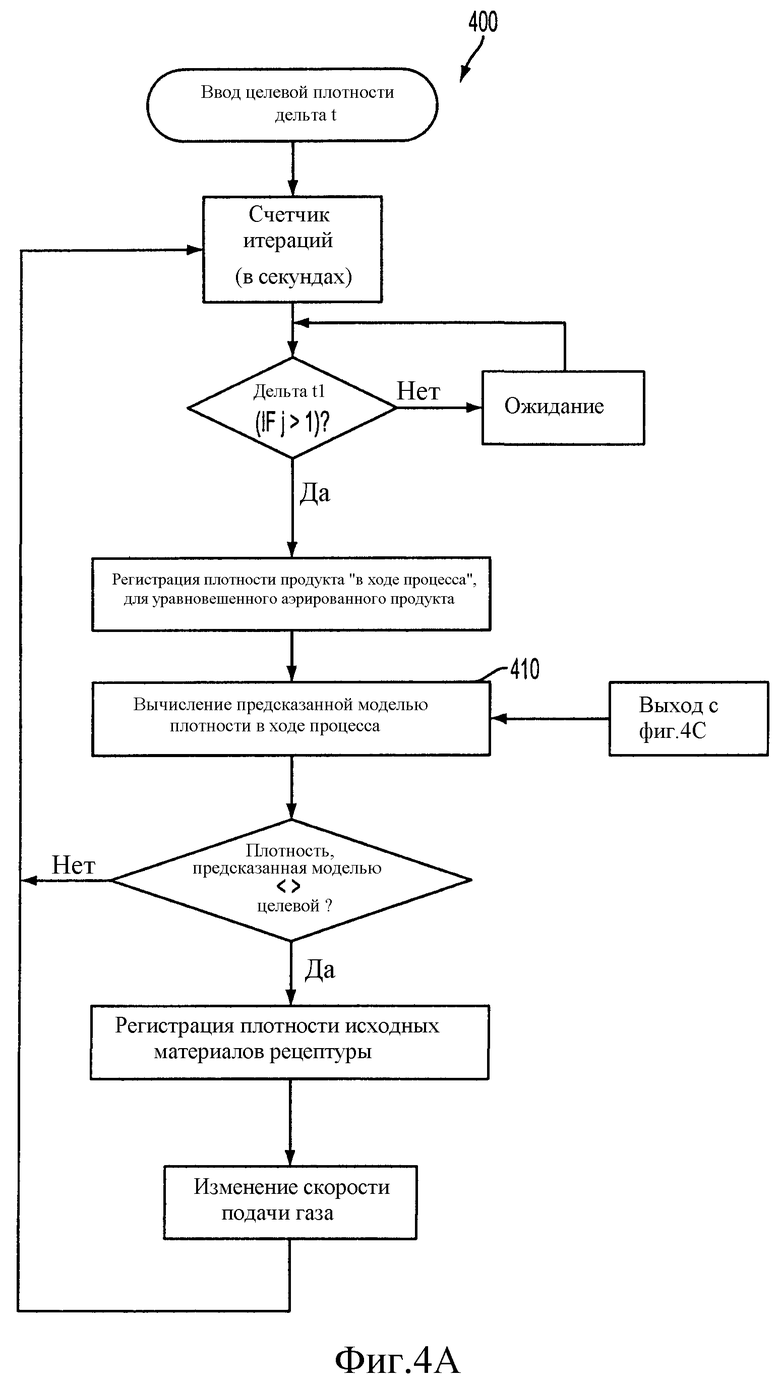
Фиг.4A - алгоритм системы управления с прогнозирующей моделью для регулирования плотности продукта в соответствии с другим вариантом осуществления способа по изобретению.
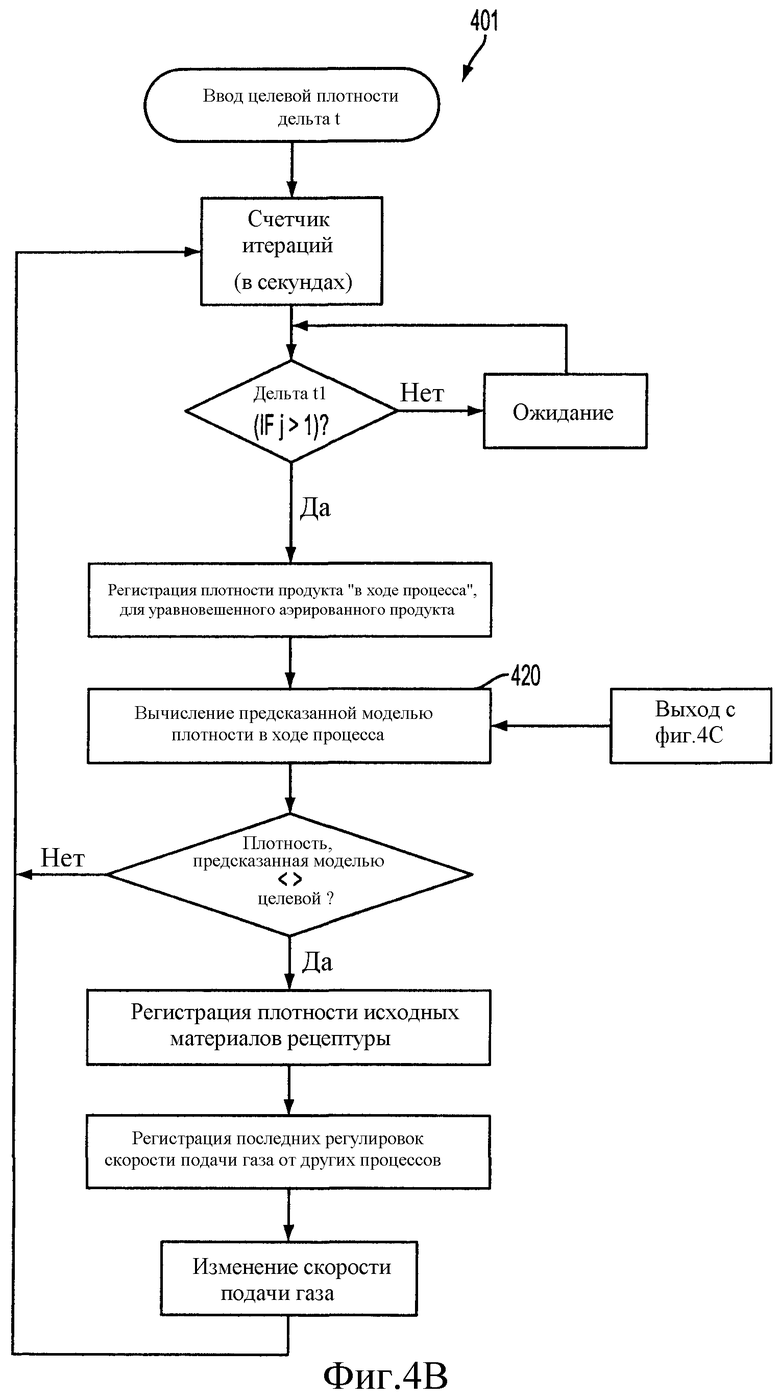
Фиг.4B - алгоритм системы управления с прогнозирующей моделью регулирования плотности продукта в соответствии с еще одним вариантом осуществления способа по изобретению.
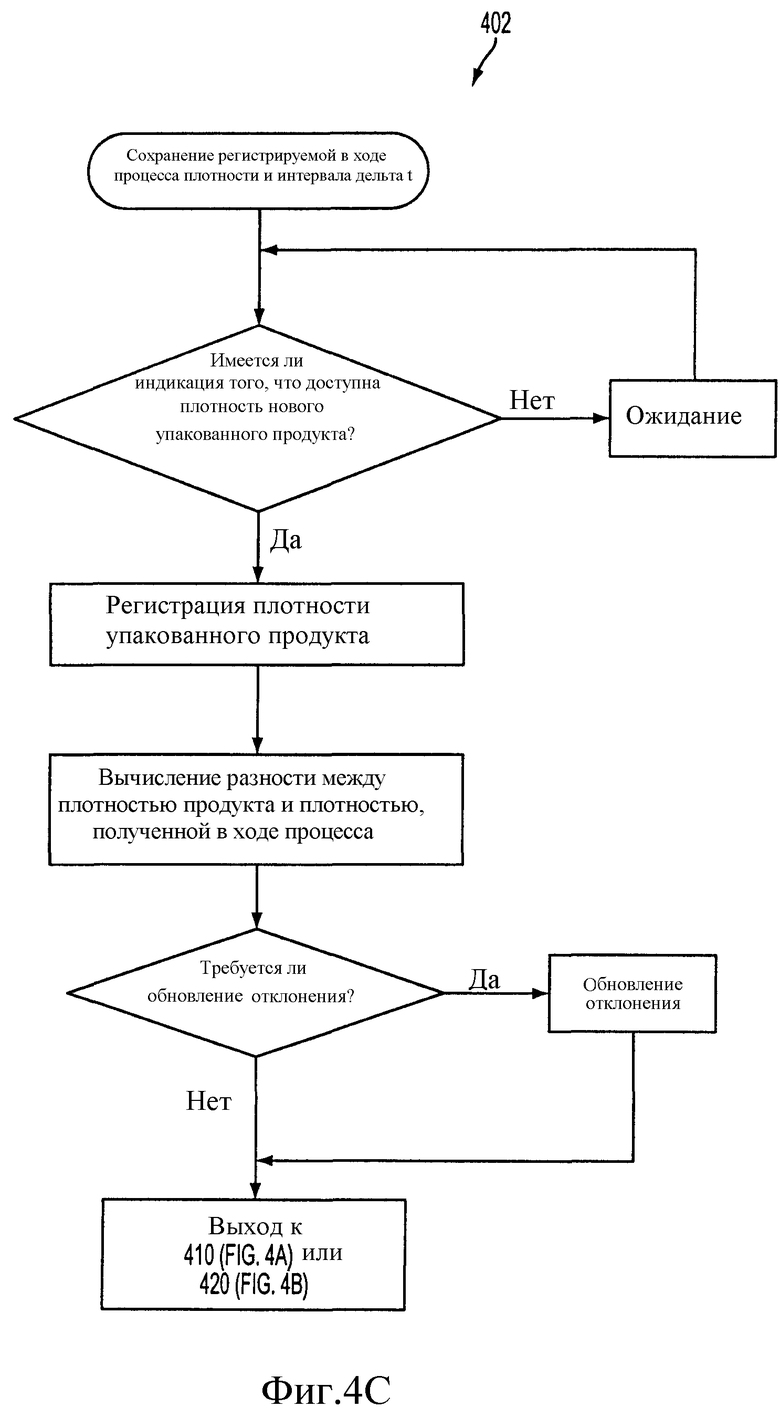
Фиг.4C - алгоритм подпрограммы, используемой в системе управления с прогнозирующей моделью регулирования плотности продукта согласно любому из вариантов осуществления способа по фиг.4A и фиг.4B.
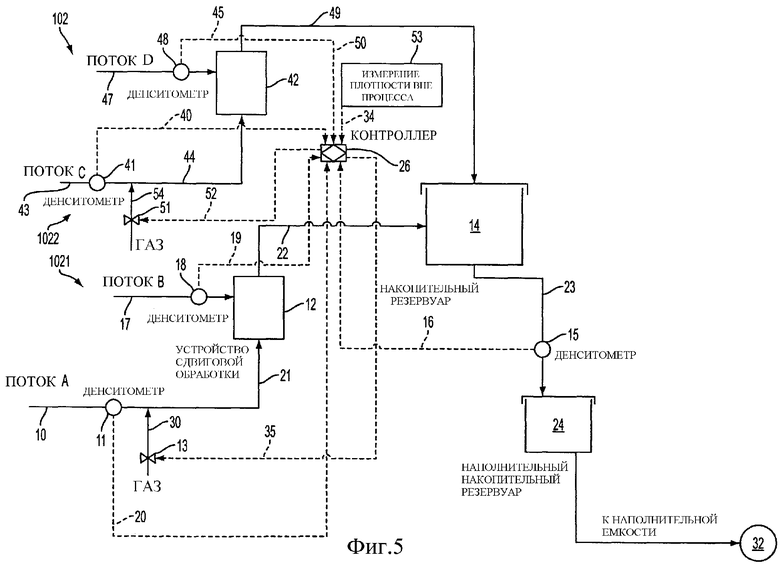
Фиг.5 - блок-схема способа получения аэрированной пищевой дисперсии, с динамически регулируемой плотностью, в соответствии с еще одним вариантом осуществления способа по изобретению.
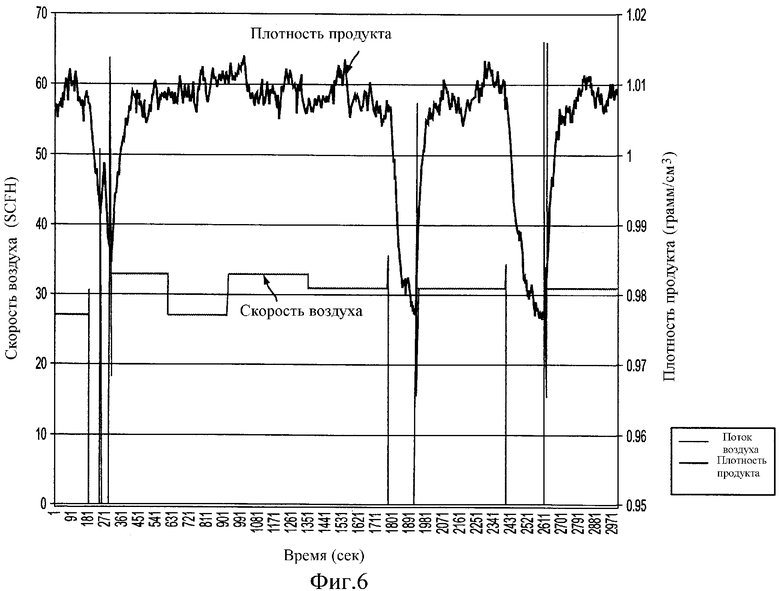
Фиг.6 - график плотности продукта и скорости потока вводимого газа по времени, полученный в контрольном эксперименте, описанном в примере 1, в котором денситометр для продукта был установлен на выходе узла сдвиговой обработки в варианте схемы, представленной на фиг.1.
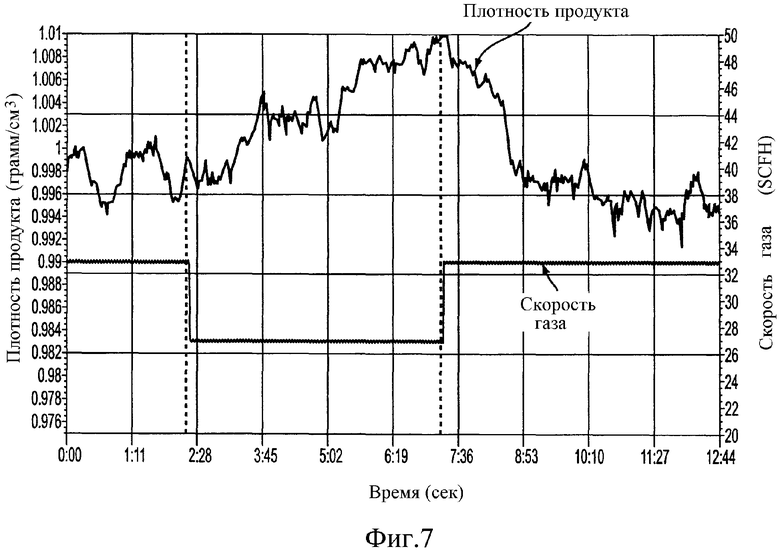
Фиг.7 - график плотности продукта и скорости потока вводимого воздуха по времени, полученный в эксперименте, описанном в примере 2, в котором денситометр для продукта был установлен дальше по ходу за узлом сдвиговой обработки, в месте, где достигнуто равновесие продукта, в системе, подобной показанной на фиг.1.
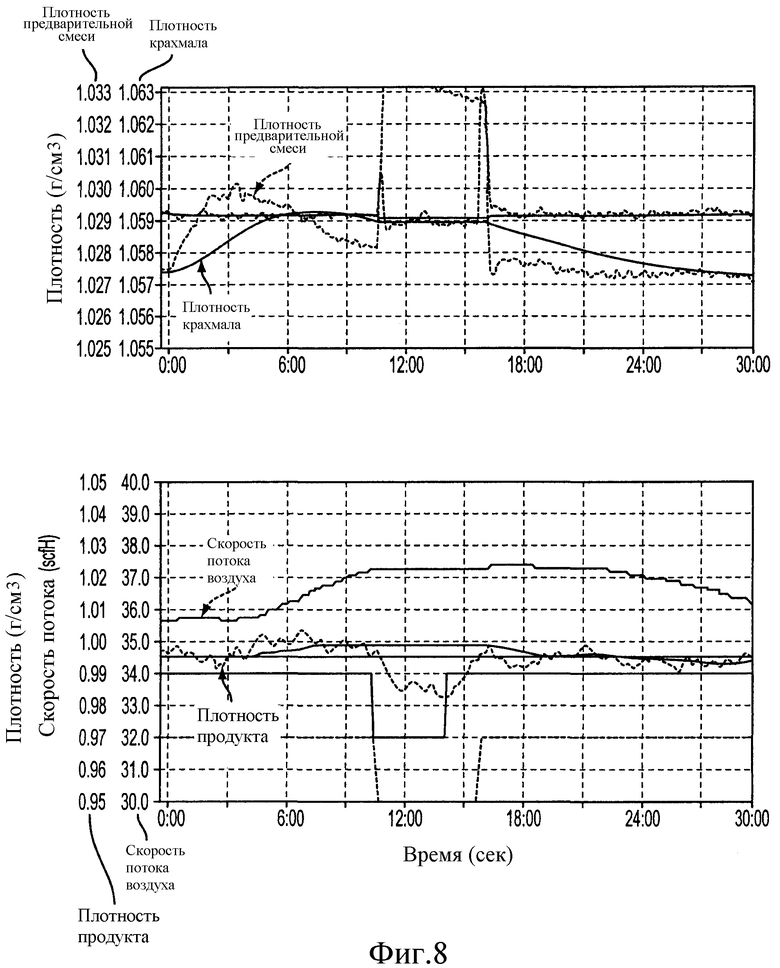
Фиг.8 - график плотности крахмальной основы, плотности предварительной смеси, плотности продукта и скорости потока вводимого воздуха по времени, полученный в эксперименте, описанном в примере 4, в котором, в линии для введения крахмальной основы был также установлен отдельный денситометр, связанный с контроллером процесса, который осуществлял регулирование скорости потока газа на основе измерений крахмальной основы. Одинаковые позиции на чертежах означают сходные признаки, если не указано другое.
Подробное описание предпочтительных вариантов
На фиг.1 схематично представлен в целом способ 100 непрерывного производства аэрированного пищевого продукта, в котором плотность продукта регулируется динамическим, точным и надежным образом.
Поток первого компонента А пищевого продукта подается по трубопроводу 10.
Поток первого компонента А пищевого продукта закачивается по трубопроводу 21 в диспергирующее или смесительное устройство 12, которое может служить в качестве узла сдвиговой обработки, для эмульгирования. Далее по ходу поток A объединяется с газом 30 в месте 36, где газ инжектируется в текущий поток посредством управляемого газового клапана 13.
Перед инжекцией газа, поток первого компонента А пищевого продукта проходит через поточный денситометр 11, где осуществляется измерение плотности, для целей, которые будут понятны из последующего описания. В этом неограничивающем варианте второй компонент B для изготовления пищевого продукта, подаваемый по линии 17, примешивают в аэрированную дисперсию в узле сдвиговой обработки 12. Поток компонента B пищевого продукта проходит через поточный денситометр 18, по пути к узлу сдвиговой обработки 12.
Понятно, что показанные входные потоки A и B компонентов пищевого продукта, с точки зрения их количества и состава, а также типа смесительного оборудования, являются только иллюстративными. Со ссылкой на фиг.2, настоящее изобретение является также применимым в другом аспекте для обработки аэрированного пищевого продукта в производственной системе 101, имеющей только один входной поток A пищевого продукта. Альтернативно, оно может применяться к системе аэрации пищевого продукта, включающей более двух входных потоков пищевых компонентов, подаваемых в смесительный узел или узел сдвиговой обработки, при этом один или более из этих компонентов принимают инжектируемый газ. Настоящее изобретение также может использовать любой тип диспергирующего устройства или устройства для сдвиговой обработки, пригодного для диспергирования газа в текучем материале или композиции пищевого продукта. Кроме того, указанное положение и единственное указанное положение для инжекции газа на фиг.1 и 2 являются только иллюстративными. Газ может инжектироваться в другом положении, выше по ходу от узла сдвиговой обработки, и/или во множестве положений выше по ходу от этого узла, вместо единственного показанного места.
При обработке в узле сдвиговой обработки 12, структура аэрированного пищевого продукта создается посредством по существу гомогенного распределения пузырьков газа по всей эмульсии или по всей пищевой дисперсии другого типа. Пузырьки могут быть различных размеров, включая размеры, которые могут быть менее и/или более 10 микрон. В одном из вариантов осуществления, получаемая аэрированная структура является пищевой дисперсией. В конкретном варианте осуществления, аэрированная структура производится в виде аэрированной эмульсии жирового вещества в водной среде, то есть, в виде эмульсии типа масло-в-воде, такой как майонез, приправы для салатов, и тому подобное.
Полученный аэрированный диспергированный продукт поступает по трубопроводу 22 в первый накопительный резервуар 14. После пребывания в накопительном резервуаре 14, продукт поступает по трубопроводу 23 в заполняющий накопительный резервуар 24, который снабжает станцию 32 заполнения по трубопроводу 25. Продукт проходит от первого накопительного резервуара 14 через поточный денситометр 15, на пути, к заполняющему накопительному резервуару 24.
В одном из аспектов, управление с обратной связью предусмотрено в системе 100 производства аэрированного пищевого продукта посредством возврата информации о регулируемой переменной, например о плотности, измеренной дальше по ходу за узлом сдвиговой обработки 12. Это измерение осуществляют в положении, достаточно удаленном от узла сдвиговой обработки 12, для того, чтобы осуществилось уравновешивание продукта, и эта информация используется в качестве основы для регулирования переменной плотности процесса выше по ходу в системе 100 до сдвиговой обработки посредством регулировки скорости поступления газа с помощью контрольного клапана 13. Обратная связь может осуществляться посредством использования оборудования (автоматический контроль), посредством контроллера 26, или посредством оператора (ручной контроль). Место установки денситометра 15, в котором уже произошло уравновешивание продукта, в противоположность расположенным выше по ходу местам относительно узла сдвиговой обработки, в которых плотность продукта по-прежнему подвергается воздействию условий давления, может быть определено эмпирически для данной системы обработки и для заданного набора параметров способа.
Также понятно, что диспергирующий узел или узел сдвиговой обработки 12 может и не потребоваться во всех рабочих операциях аэрирования пищевых продуктов для формирования эмульсии или микропузырьков, или диспергирования пузырьков инжектируемого газа в пищевом продукте. В этих ситуациях, как показано на фиг.1, узел сдвиговой обработки 12 может отсутствовать, и поток компонента А пищевого продукта, содержащий инжектируемый газ, может направляться по трубопроводу 210 непосредственно в трубопровод 22. В этом альтернативном варианте, измерение плотности продукта, вместо этого, осуществляется в месте, достаточно удаленном от места 36 инжектирования газа, чтобы произошло уравновешивание продукта, и эта информация используется в качестве основы для регулирования плотности как переменной процесса выше по ходу в системе 100, посредством регулировки скорости введения газа с помощью контрольного клапана 13.
Для целей настоящего изобретения, "уравновешивание" или "уравновешенный" относится к состоянию продукта, при котором плотность продукта не подвергается значительному изменению из-за влияния давления в продукте и/или растворения газа в продукте после того, как продукт покидает узел сдвиговой обработки. Авторы настоящего изобретения установили, что плотность аэрированного текучего пищевого продукта, такого как аэрированная эмульсия, который закачивается в узел сдвиговой обработки 12 и выходит из него при положительном давлении, является нестабильной и подвергается изменению при выходе из узла сдвиговой обработки до тех пор, пока положительное давление, действующее в продукте, не рассеется в достаточной степени и не стабилизируется в месте, находящемся достаточно далеко по ходу за узлом сдвиговой обработки. В одном из вариантов измерение плотности продукта осуществляется в таком месте в канале дальше по ходу за узлом сдвиговой обработки, в котором продукт дисперсии находится под давлением в пределах +1 фунт/кв.дюйм (от атмосферного) перед измерением плотности, хотя, в зависимости от композиции газа и пищевого продукта, и давление выше 1 фунт/кв.дюйм может дать приемлемый результат.
Это система для получения данных о плотности продукта, в соответствии с вариантами осуществления настоящего изобретения, находится в противоречии с интуитивными представлениями, поскольку наиболее очевидная точка измерения, видимо, должна непосредственно следовать за точкой инжектирования газа, выше по ходу от узла сдвиговой обработки, или, альтернативно, непосредственно после получения аэрированного продукта в узле сдвиговой обработки. Обычно полагают, что температура может оказывать значительное воздействие на измерения плотности, осуществляемые в жидких продуктах, в то время как влияние давления на них обычно считают пренебрежимо малым. Кроме того степень растворения газа в жидкой части продукта также не может стабилизироваться непосредственно при эмульгировании ингредиентов препарата в узле сдвиговой обработки, так что должны быть созданы условия для осуществления такой возможности, так же как и при выборе места для осуществления измерения плотности продукта достаточно дальше по ходу за узлом сдвиговой обработки.
Эксперименты, проведенные авторами настоящего изобретения и описанные ниже в примерах, показывают, что не наблюдается значимой корреляции между скоростью введения газа и измеряемой плотностью продукта, когда измерение плотности осуществляют слишком близко к выходу из узла сдвиговой обработки, где влияние давления и растворимости газа на плотность продукта еще не рассеялось полностью, то есть продукт не является уравновешенным. По этой причине, положение, которое находится достаточно далеко по ходу за узлом сдвиговой обработки для осуществления измерений плотности продукта, в котором только другие переменные процесса, но не давление или растворимость газа, еще могут воздействовать на плотность продукта, следует определять эмпирически, с учетом конкретных параметров и условий процесса.
Для автоматического регулирования, денситометр 15 устанавливают на продуктовом трубопроводе в месте достаточно дальше по ходу за узлом сдвиговой обработки, если его используют, так чтобы в потоке продукта произошло уравновешивание продукта. Денситометр производит сигнал (электрический, цифровой, пневматический, и т.п.), который является показателем измеренной плотности уравновешенного продукта. Денситометр соединен линией 16 связи с контроллером 26 для взаимного сообщения. Контроллер 26, в свою очередь, соединен линией 20 связи со средством управления газовым клапаном 13. Денситометр может программироваться для осуществления измерений через регулярные интервалы времени или для непрерывного измерения. Альтернативно, линия связи 16 может позволить командным сигналам от контроллера 26 определять, когда и через какой интервал осуществлять измерения плотности денситометром.
В одном из вариантов осуществления, может применяться пропорциональный интегрально-дифференциальный (PID) контроль с использованием выходного сигнала денситометра для продукта, с целью непосредственного регулирования скорости инжектирования газа без сравнения с плотностями предварительной смеси и крахмальной основы выше по ходу. Схемы контроллеров PID, как правило, выполняются так, чтобы устранить необходимость в постоянном внимании оператора. Контроллер используется для автоматического регулирования скорости инжектирования газа как регулируемой переменной процесса для поддерживания измерений плотности продукта на заданном значении. Отклонение представляет собой разность между заданным значением и измерением переменной процесса в реальном времени. Регулируемая переменная, например, скорость инжектирования газа, обычно определяется по выходному сигналу контроллера. Выходной сигнал контроллера будет изменяться в ответ на изменение измерения или заданного значения. В зависимости от производителя контроллера, интегральное действие или действие сброса устанавливается либо с повторением по времени, либо с заданным временем повторения, поскольку эти действия просто чередуются друг с другом. Как известно, три режима работы PID контроллера обычно имеют следующие особенности: в пропорциональном диапазоне выходной сигнал контроллера пропорционален отклонению или изменению измерения; при интегральном действии выходной сигнал контроллера пропорционален величине времени, в течение которого присутствует отклонение, устраняемое интегральным действием; и при производном действии выходной сигнал контроллера пропорционален скорости изменения измерения или отклонения, и выходной сигнал контроллера вычисляется, исходя из скорости изменения измерения по времени.
Ссылаясь на фиг.3A, например, денситометр 15 для PID регулирования детектирует плотность и передает сигнал, указывающий плотность продукта, в контроллер 26, который обрабатывает и анализирует сигнал, то есть преобразует его и сравнивает измеренное значение плотности с заданным желаемым или целевым значением или так называемым установленным значением («установкой»). Если существует различие между измеренным реальным значением плотности и установкой, контроллер посылает командный сигнал по линии 35 связи средству управления газовым клапаном 13, которое автоматически изменяет регулировку газового клапана, так чтобы прогнозируемым образом осуществить соответствующую регулировку плотности продукта в сторону целевого значения. На основе сигнала, полученного от контроллера 26, газовый клапан 13 способен регулировать количество газа, протекающего через входной трубопровод 30 для газа в трубопровод 21, через который предварительная смесь вводится в узел сдвиговой обработки 12. Специалисту в данной области известны разнообразные средства, пригодные для использования в качестве средств регулирования объемной скорости потока газа, и эти средства не ограничены управляемыми клапанами.
Контроллер 26 также может преобразовывать сигнал, полученный от денситометра 15, в выводимые на дисплей данные о плотности, которые могут отображаться на денситометре (посредством обратного сигнала), контроллере и/или графическом интерфейсе пользователя, включающем монитор компьютера (не показан), соединенный с контроллером для их связи между собой.
Для ручного управления по обратной связи оператор периодически измеряет мгновенную плотность продукта на денситометре 15, например, посредством считывания данных о плотности, полученных посредством датчика, установленного на продуктовом трубопроводе 23 для продукта, который может измерять и генерировать значения плотности или сигналы, показывающие значения плотности, в реальном времени. Денситометр 15, опять же, установлен на продуктовом трубопроводе достаточно далеко по ходу за узлом сдвиговой обработки, чтобы уравновешивание продукта уже произошло.
В одном из предпочтительных вариантов, для автоматического или для ручного режима регулирования процесса, измерения плотности осуществляют с промежутками через равные интервалы времени в течение процесса, так что регулировки плотности могут осуществляться регулярно, если требуется, посредством управляющей системы с обратной связью.
Обращаясь к фиг.3B, контрольная система 300, применяемая к указанному выше автоматическому или к ручному режиму регулирования процесса, используется для динамического регулирования плотности продукта и непрерывного поддержания ее на указанном целевом значении в течение процесса. Заданные значения предварительно устанавливают для целевой плотности продукта и интервала Δt времени измерения плотности в ходе процесса. Понятно, что эти входные данные не только предварительно устанавливают до осуществления процесса, но они также могут быть изменены и в ходе данного процесса. Газ оказывает снижение общей плотности продукта. По этой причине, если измеренная в ходе процесса плотность продукта согласно измерениям является более высокой, чем заданное целевое значение, контроллер (или оператор, если используется ручной режим) увеличивает поток газа, подаваемый выше по ходу, посредством открывания газового клапана на предсказанную величину, изменяющую плотность продукта в степени, достаточной для изменения (то есть уменьшения) разности между самым последним измеренным значением плотности и заданным значением целевой плотности продукта.
Альтернативно, если плотность продукта согласно измерениям является более низкой, чем желаемое целевое значение, контроллер (или оператор, если используется ручной режим) уменьшает поток газа посредством закрывания клапана на предсказанную величину, устраняющую разницу между самым последним измеренным значением и заданным целевым значением. Следующее измерение продукта, осуществляемое через интервал времени Δt, определит, насколько хорошо была осуществлена последняя регулировка скорости потока газа, по сглаживанию отклонения детектируемой плотности продукта, по сравнению с предыдущим измерением. Если при самом последнем измерении будет обнаружено другое отклонение, то будет осуществляться следующая регулировка скорости потока газа, которая согласно прогнозу должна устранить отклонение, определенное в последний раз, и так далее, в ходе всей остальной продолжительности данного процесса или другого общего желаемого периода мониторинга. Таким образом, отклонения измеренной плотности продукта могут идентифицироваться и компенсироваться повторяющимся образом (итерациями).
Хотя для упрощения это не показано на фиг.3B, понятно, что, если самое последнее измеренное значение плотности было определено выше или ниже целевого значения, тогда алгоритм может осуществить, перед регулировкой работы газового клапана, дополнительное определение того, находится ли отклонение вне любого заданного диапазона приемлемых значений относительно целевого значения; если да, осуществляется соответствующая регулировка настроек газового клапана, а если нет, тогда регулировку контрольного клапана для этого цикла не осуществляют, и процесс продолжается до следующего детектирования плотности и сравнивает итерацию после следующего заданного временного интервала Δt между измерениями. При другом подходе, измерения плотности могут быть количественно ограничены заданным значением, так чтобы небольшие числовые отклонения от целевого значения эффективно игнорировались, и никаких исправляющих действий на газовом контрольном клапане не предпринималось до тех пор, пока будут наблюдаться отклонения, находящиеся в диапазоне допустимых значений.
Для данного набора условий процесса и набора оборудования, производственная система 100 может предварительно настраиваться и программироваться для получения прогнозной модели, с математическим алгоритмом, взаимосвязи между будущим значением плотности конечного продукта согласно показаниям денситометра и настоящими значениями плотности конечного продукта, плотностями компонентов выше по ходу и скоростью введения газа. Таким образом, полученная прогнозная модель может учитывать значения всех входных сигналов плотности для предсказания плотности продукта в будущем и осуществления соответствующих регулировок. Для применения такой прогнозной модели, контроллер может содержать программируемый логический контроллер (PLC), имеющий доступ к компьютерному коду, выполненный в виде микроэлектронного устройства, установленного на материнской плате или подобном устройстве, и/или в программе, загруженной на удаленном компьютере, сообщающемся с ним. Модули PLC, обладающие этими функциями, коммерчески доступны. Контроллер может работать как пропорциональный интегрально-дифференциальный (PID) контроллер или контроллер с прогнозными настройками, (PSC), причем последний является предпочтительным. Код содержит алгоритм, который математически соотносит измеренную плотность продукта, скорость введения газа, а также, предпочтительно, измеренные плотности исходных материалов. В одном из вариантов, алгоритм используется для получения прогнозной модели, применимой к линии производства аэрированного пищевого продукта. Алгоритм также может принадлежать к тому типу, который способен адаптироваться к изменениям, регистрируемым в течение хода процесса для других регулируемых переменных процесса, в дополнение к скорости введения газа, которые могут также воздействовать на плотность продукта, таких как изменения температуры, для исходных материалов и/или на месте измерения плотности продукта.
Неограничивающий пример системы контроллера, имеющей аппаратное и программное обеспечение, пригодное для получения и применения алгоритма регулирования описанного здесь процесса аэрирования пищевого продукта, представляет собой контроллерная система QUICKSTUDY™, разработанная Adaptive Resources, Pittsburgh, PA. Он работает от обычных рабочих данных, в реальном времени, или хронологически, и автоматически генерирует модели процесса, которые могут использоваться для прогнозирования направления развития процесса или корректирования этого процесса непосредственно после или перед этим в случае упреждающего мониторинга, для устранения или предотвращения отклонений от заданного значения плотности продукта. Как объяснено и показано в данном описании, эта коммерчески доступная система регулирования процесса сама по себе не может правильно моделировать процесс и управлять линией производства аэрированного пищевого продукта без преимуществ настоящего изобретения и понимания того, что плотность продукта для аэрированных пищевых продуктов и ее измерение очень чувствительны к выбору места измерения внутри системы, и что только определенные места в системе могут успешно использоваться (как здесь описано).
Обращаясь к фиг.4A, для динамического регулирования плотности продукта и непрерывного поддержания ее на заданном целевом значении в ходе процесса система использует управляющее устройство 400 с прогнозирующей моделью. Измерение плотности в ходе процесса может осуществляться в течение относительно короткого интервала, например через каждые несколько секунд. Регулировка процесса может дополнительно уточняться посредством включения данных о плотности продукта, взятых от упакованного продукта, в дополнение к обсуждаемым выше измерениям плотности в ходе процесса. Однако измерения плотности продукта вне производственной линии, на основе лабораторных измерений, осуществляемых на открытых упаковках аэрированного пищевого продукта, как правило, занимают больше времени. Такие данные практически могут быть получены только через каждые несколько часов или даже дней. На фиг.4A и 4C показана система для включения измерений плотности упакованного продукта в схему регулировки процесса по настоящему изобретению. В этой системе выбирается заданное или целевое значение плотности продукта, а также начальное отклонение между плотностью в ходе процесса и плотностью упакованного продукта. После того как вводится газ, и получаемая смесь обрабатывается в узле сдвиговой обработки и выходит из него, плотность аэрированного диспергированного продукта измеряется в месте дальше по ходу в течение относительно короткого временного интервала времени дельта (Δ) t1 (например, каждые 2-10 секунд). В дополнение к этому, данные о плотности упакованного аэрированного диспергированного продукта собирают вне производственной линии с более продолжительными временными интервалами (например, каждые 3 часа). Измеренную в ходе процесса плотность продукта сравнивают с целевым значением в контроллере для определения того, существует ли отклонение. Если плотность упакованного продукта вводится при самой последней итерации алгоритма, тогда отклонение плотности, измеренной в ходе процесса, и плотности упакованного продукта будет обновляться по мере необходимости. Это обновленное отклонение будет включаться в прогнозируемый диапазон плотностей продуктов, измеряемых в будущем и предсказываемых контроллером. Дополнительно регистрируют значения плотности исходных материалов препарата, таких как Поток A и Поток B. Затем скорость введения газа регулируют с помощью вычислений контроллера для изменения плотности аэрированного диспергированного продукта, чтобы она соответствовала целевому или заданному значению плотности. Эти стадии повторяют по меньшей мере еще один раз, а предпочтительно в течение большей части или по существу в течение всего производственного цикла. Фиг.4B представляет собой отдельный вариант осуществления, который осуществляют подобно варианту фиг.4A, но дополнительно предусматривает регулирование процесса на двух параллельных производственных линиях вместо одной, которые питают общую упаковочную линию (такую как показана на фиг.5 и обсуждается ниже).
Регулировку с обратной связью и/или регулировку с прогнозирующей моделью независимо используется для одной или более частей данного варианта выполнения, а также, возможно, в течение всего осуществления процесса. Например, при запуске процесса, до того как в системе 100 будут достигнуты относительно постоянные условия, может приводиться в действие упреждающий контроль, но не система регулирования с обратной связью, которая приводится в действие впоследствии, в течение этого же процесса, когда система приближается к относительно постоянным условиям или достигает их. Выражение "Относительно постоянные условия" для целей данного описания означает в целом состояние процесса, при котором изменение переменной, представляющей интерес, например плотности, по-прежнему может происходить, но находится в диапазоне действия прогнозирующей модели, применяемой для регулирования с обратной связью, или системы упреждающего регулирования, если таковая используется.
Для целей данного описания, "плотность" образца материала означает отношение массы материала к данному объему образца. Плотность аэрированного материала подвергается воздействию давления и температуры. Как указано выше, хотя обычно полагают, что влияние давления на измерения денситометра является пренебрежимо малым, авторы настоящего изобретения обнаружили, что растворимость газа также может воздействовать на измерения плотности в пищевой эмульсии, если эти измерения осуществляют сразу после операции обработки сдвигом или диспергирования, используемой при приготовлении аэрированной эмульсии.
В предпочтительном варианте осуществления, денситометр используется для получения значений плотности различных потоков исходных материалов и продуктов при производстве аэрированного пищевого продукта. Использование денситометров в соответствии с настоящими вариантами осуществления обеспечивает точный и полный контроль процесса. Это устраняет необходимость в отдельных измерениях потока, температуры и давления для получения значений плотности, хотя такой альтернативный подход не исключается.
В одном из вариантов, измерения плотности могут осуществляться с использованием измерителя с источником радиоактивного излучения или измерителя Кориолиса. Измеритель с источником радиоактивного излучения может представлять собой обычный датчик радиоактивности для измерения плотности, включая коммерчески доступные устройства, такие как измерители с источником радиоактивного излучения ALARA. Измерители радиоактивного излучения, пригодные для поточной установки, которые способны измерять плотность продукта в потоке, являются коммерчески доступными, например от Berthold Industrial Systems (например, измеритель LB379). Датчики радиоактивного излучения, как правило, могут обеспечить бесконтактное, непрерывное измерение плотности независимо от цвета, температуры, давления, вязкости, электропроводности или химических свойств обрабатываемого продукта. Измерение плотности в датчиках радиоактивного излучения основано на измерении поглощения гамма-излучения, когда оно проходит через обрабатываемый материал. Излучение, испускаемое источником гамма-излучения, ослабляется, когда оно проходит через вещество. Это поглощение представляет собой экспоненциальную функцию измеренного расстояния и плотности. Таким образом, если путь измерения является постоянным, то степень ослабления радиоактивного излучения является показателем плотности продукта. То есть поглощение изменяется пропорционально изменению плотности материала, а поскольку путь измерения поддерживается постоянным, то это обеспечивает индикацию плотности продукта. В одном из вариантов, датчики радиоактивного излучения выполнены для подачи сигналов в оценивающее электронное устройство на основе микропроцессора. Рассмотренные выше коммерчески доступные датчики радиоактивного излучения могут содержать сцинтиллирующий кристалл для автоматической компенсации дрейфа (отклонений), компенсирующий эффекты колебания температуры и старения компонентов. Использование сцинтилляционных счетчиков в качестве детектора поддерживает цифровой дизайн. Эти датчики радиоактивного излучения также могут иметь одиночную точечную калибровку и сигнал токовой петли, пропорциональный плотности.
В альтернативном варианте измерения плотности основаны на эффекте Кориолиса. Такой измерительный прибор, известный также как массовый расходомер Кориолиса, является особенно полезным в случае светлых суспензий или прозрачных текучих сред с пониженным содержанием твердых веществ, таких как майонезные продукты. Расходомер Кориолиса может динамически измерять плотность потока непрерывным образом. Расходомер Кориолиса имеет две основные части: датчик и преобразователь. Датчик выполнен из одной или двух трубок, через которые протекает текучая среда. Электромагнитный приводной механизм вызывает колебания трубки (трубок). Поток сквозь трубку (трубки) создает Кориолисову силу, пропорциональную массовому расходу. Естественная резонансная частота трубки является функцией от ее геометрии, конструкционных материалов и массы трубки, состоящей из массы собственно трубки и массы текучей среды в этой трубке. Масса самой трубки является постоянной. Поскольку масса текучей среды представляет собой ее плотность, умноженную на ее объем (который также является постоянным), то частота колебаний может быть скоррелирована с плотностью обрабатываемой текучей среды. По этой причине, плотность текучей среды может определяться по резонансной частоте колебания трубок. Кроме того, когда плотность текучей среды изменяется, это изменение влияет на частоту колебаний трубки. Частота колебаний является измеряемой величиной. Изменение этой частоты пропорционально изменению плотности материала. Величина сил Кориолиса детектируется датчиком и преобразуется преобразователем в массовый расход.
Преобразователь питает датчик, обрабатывает сигналы от датчика, генерирует выходные сигналы и суммирует результаты. Преобразователь для каждого датчика обычно программируют с помощью двух уникальных числовых значений: калибровочных значений потока и плотности, указанных производителем. Хотя производители могут задавать эти значения различными путями, обычно они имеют цифровые входные сигналы для преобразователя, который преобразует выходные сигналы датчика в обычные единицы. Это позволяет расходомеру работать в соответствии со спецификацией. После программирования преобразователя калибровочными значениями, программируют выходные сигналы.
Преобразователи могут быть установлены интегрально с датчиком измерителя или удаленно от него и могут работать на переменном или постоянном токе. Преобразователи могут потребовать отдельных проводов для их питания и для их выходных сигналов. Установка на трубопроводе часто требует поточной установки или установки "на хомуте". Преобразователи могут предоставлять стандартные электрические соединения для питания и сигнала, а в предпочтительном варианте выполнения обеспечивают также интерфейсы данных. Могут обеспечиваться и использоваться аналоговые и/или цифровые выходные сигналы.
Преобразователи необязательно могут включать электронику для предварительной обработки сигнала, установленную на самой трубе, для поддержки генерирования цифровых выходных сигналов от измерителя к контроллеру. Такая электроника для предварительной обработки может содержать аналогово-цифровой преобразователь, процессор, программное обеспечение и коэффициенты и настройки датчика, может быть установлена на трубопроводе, с непосредственным соединением с оборудованием для измерения температуры, деформации, возбуждаемого сигнала и фазового сдвига. Сигналы могут передаваться RS-485 к главному электронному преобразователю, установленному на этом оборудовании или удаленно от него на некотором расстоянии, посредством провода или кабеля.
Измеритель с источником радиоактивного излучения или работающий на принципе Кориолиса может сообщаться с контроллером посредством коммуникационного провода, кабеля Езернет, или беспроводной системы связи (например, посредством связи на радиочастотах), или с помощью других средств. В одном из неограничивающих вариантов осуществления, частотный выходной сигнал инструмента денситометра к контроллеру и, возможно, к другому оценивающему оборудованию (например, сумматору потока, счетчику импульсов для проверки или сумматору) может быть выражен как фактор масштабирования импульсов (PSF). Этот коэффициент (или коэффициенты) определяет соотношения между скоростью потока и частотным выходным сигналом. Он обычно выражается в герцах (Гц), т.е. числах, представляющих количество импульсов в секунду, для данной скорости потока. Эти значения должны предоставлять максимальное рабочее значение, но не превышать диапазона датчика. Неограничивающие примеры включают в себя: 5000 Гц = 5000 фунтов в минуту, 3000 Гц = 3000 килограммов в секунду и так далее. Преобразователи обычно имеют все обычные единицы потока, запрограммированные в них в качестве выбираемых опций. Программа содержит не только единицы массы, но также и единицы объемного потока.
Понятно, что измерители с источником радиоактивного излучения или расходомеры Кориолиса также могут иметь дисплеи, которые могут устанавливаться на месте или удаленно. Преобразователи также могут быть снабжены локальным дисплеем и клавиатурами, чтобы обеспечить легкий доступ к обрабатываемым данным. Также, будет понятно, что и другие типы денситометров могут использоваться вместо измерителей с источником радиоактивного излучения или расходомеров Кориолиса. Эти другие устройства включают в себя другие типы оборудования для непосредственного измерения колебаний массы, вместо расходомера Кориолиса, такие, например, как вибрационная катушка, камертон, плотномеры, поплавковые датчики, емкостные датчики и так далее.
В одном из вариантов осуществления, аэрированные пищевые продукты, которые могут производиться в способе и системе, описанных здесь, при условии улучшения управления плотностью продукта, включают в себя пищевые дисперсии. В конкретном варианте, пищевые дисперсии представляют собой пищевые эмульсии, и в частности эмульсии типа масло-в-воде. Пищевые дисперсии включают в себя продукты, которые можно зачерпывать ложкой, такие как майонез, аналоги майонеза, приправы для салатов, легкие приправы, намазываемые продукты для сэндвичей, а также другие продукты, такие как жидкие приправы, соусы, кремовые начинки, и тому подобное.
Как здесь описано, газ используют для аэрирования пищевой эмульсии или другого пищевого продукта. Для целей настоящего изобретения, "аэрирование" означает подачу или загрузку газа в жидкость. Газ предпочтительно имеет более низкую, чем воздух, растворимость в пищевом продукте, производимом в таких условиях. Для целей настоящего описания, термин "воздух" относится к газу, состоящему приблизительно из 21% кислорода и 79% азота. Этот газ может быть, например, азотом, гелием, воздухом, и так далее. Эти газы могут использоваться по отдельности или в комбинации. Предпочтительно, используемый газ не содержит воздуха или содержит лишь очень малые количества воздуха. Установлено, что растворимость различных газов в аэрированных пищевых продуктах, в частности в майонезе и приправах для салатов, уменьшается в таком порядке: воздух, азот и гелий. Скорость уравновешивания и стабилизации в аэрированном продукте обычно обратно пропорциональна растворимости соответствующего газа.
Аэрированные пищевые продукты, которые аэрируются таким газом, как азот или гелий, имеющим более низкую растворимость в пищевом продукте, чем воздух, после выхода из узла сдвиговой обработки уравновешиваются и стабилизируются более эффективно и быстро, с точки зрения измеряемого свойства плотности. Также установлено, что газы, имеющие более низкую растворимость, чем воздух, обеспечивают более предсказуемую корреляцию между плотностью аэрированных пищевых продуктов и скоростью введения газа, с точки зрения регулирования процесса. То есть, когда используется газ, имеющий более низкую растворимость, чем воздух, регулировка скорости введения газа более предсказуемым образом, быстрее и надежнее отражается в изменениях значений плотности, измеренных в пищевом продукте, подвергнутом сдвиговой обработке. Также, является предпочтительным, чтобы аэрационный газ представлял собой инертный газ, который не взаимодействует (био)химически с пищевым продуктом. Газообразный азот является желательным, как с точки зрения инертности, так и с точки зрения пониженной растворимости. Он также является легко доступным и, как правило, является менее дорогостоящим, чем другие инертные газы, такие как гелий.
В другом варианте осуществления, настоящее изобретение также касается способа аэрирования пищевых продуктов, в котором используют газ, имеющий более высокую растворимость в пищевом продукте, чем воздух, такой как двуокись углерода. Эти аэрированные продукты, как правило, будут уравновешиваться дольше, чем такой же пищевой продукт, аэрированный кислородом, при прочих равных условиях. Однако цель, общая с вариантами, использующими газ с пониженной растворимостью, по-прежнему заключается в том, что измерение плотности должно осуществляться для продукта в месте, достаточно дальше по ходу за узлом сдвиговой обработки, используемым для образования аэрированного материала, так чтобы продукт находился в уравновешенном состоянии, когда измеряется его плотность. Неограничивающий пример типа пищевого продукта, для которого может быть полезным в некоторых применениях инжектирование и диспергирование газа, имеющего растворимость, более высокую, чем у воздуха, включает некоторые шоколадные композиции, в которые инжектируется аэрационный газ, но которые не требуют использования узла сдвиговой обработки. Измерение плотности должно осуществляться достаточно дальше по ходу за конечным местом инжектирования, чтобы обеспечить измерение значения уравновешенной плотности в потоке аэрированного пищевого продукта.
Процент (%) газа, включенного в аэрированный пищевой продукт, для данного набора условий процесса, может вычисляться следующим образом:
процент газа = 100 - (D1/D2 x 100), где D1 представляет собой плотность аэрированного продукта, а D2 представляет собой плотность неаэрированного продукта с такой же, но неаэрированной рецептурой.
Примеры, описываемые ниже, включают пищевые продукты, которые зачерпывают ложкой, на которых иллюстрируется способ. Эти продукты включают продукты типа майонеза и приправы для салатов. Продукты типа майонеза включают майонез и аналоги майонеза. Майонез представляет собой эмульгированную полутвердую невыливаемую пищевую приправу, которая может приготавливаться, например, из растительного масла, воды, сахара, пищевого эмульгатора, например яичного желтка, подкислителя и, возможно, различных других добавок к приправе, таких как соль, специи, ароматизаторы и другие ингредиенты, придающие композиции вкусовые свойства. Также могут включаться консерванты, красители (не симулирующие цвет яичного желтка) и стабилизаторы. Модифицированные версии вариантов майонеза, иногда упоминаемые как аналоги майонеза, могут содержать крахмальную и/или декстриновую основу вместо части или всего содержащегося масла, и/или некоторая часть или весь яичный желток может заменяться яичными белками, альбумином или эмульгаторами, не содержащими яичный материал.
Общее содержание воды может изменяться, в зависимости от конкретного производимого типа аэрированного продукта. Количество крахмальной основы, добавляемой в конкретному препарату, может изменяться в зависимости от количества в препарате растительного масла, которое используется и заменяется крахмалом.
Как указано, аэрированный пищевой продукт также может быть приправой для салатов. Приправы для салатов могут иметь такую же рецептуру, как и многие продукты типа майонеза, но обычно имеют более низкое содержание масла, чем рецептура майонеза, и больше воды и часто приготавливаются с крахмальной основой. Аэрированный пищевой продукт также может представлять собой соус. Соусы включают в себя приправы, содержащие растительное масло, сливочное масло и/или сливки, они могут включать, например, Sauce Hollandaise и Sauce Carbonara. Аэрированный пищевой продукт может также представлять собой кремовый десерт, такой как дисперсия, содержащая масло и сахар. Creme Anglaise представляют собой пример такого кремового десерта.
В одном из вариантов осуществления, аэрированный пищевой продукт, зачерпываемый ложкой, производят с помощью способа и системы, описанных со ссылкой на фиг.1, на которой два отдельных потока исходных материалов вводят в узел сдвиговой обработки. В качестве неограничивающего примера, первичный поток 21 исходного материала может представлять собой предварительную смесь A, содержащую пищевую часть, включающую воду, соль, подсластители, масло, яйца и ароматизаторы, и газовую часть 30, содержащую газ, инжектируемый в предварительную смесь A, до того как она вводится в узел сдвиговой обработки 12. Узел сдвиговой обработки 12 может представлять собой устройство из ротора/статора, коллоидную мельницу и т.п. Комбинация предварительная смесь/газ подвергается воздействию усилий сдвига в узле сдвиговой обработки 12, который тонко диспергирует предварительную смесь и образует аэрированную эмульсию типа масло-в-воде. На этом чертеже композиция крахмала может вводиться в виде потока B в узел сдвиговой обработки, предпочтительно после осуществления сдвиговой обработки предварительной смеси. Затем композиция основы замешивается в предварительную смесь, подвергнутую сдвиговой обработке, при более осторожном перемешивании, например, посредством узла сдвиговой обработки 12, который содержит следующую ступень со штыревым ротором. Пример такого двухступенчатого узла сдвиговой обработки описывается, например, в находящемся в совместном владении патентом США № 5114732 (заявитель), содержание которого включено сюда путем ссылки.
В качестве неограничивающей иллюстрации, композиция B на крахмальной основе, вводимая в ступень со штыревым ротором узла сдвиговой обработки, может содержать, например, воду, крахмал, сахар и некоторую часть или весь уксус рецептуры, а также ароматизаторы. Могут также добавляться дополнительные ингредиенты. Уксус рецептуры также может инжектироваться поточным образом в предварительную смесь до узла сдвиговой обработки посредством инжектора, установленного на трубопроводе 21 (не показано). На этом чертеже, яйца могут использоваться в качестве эмульгатора, но продукты также могут производиться в виде неэмульгированных дисперсий, в которых крахмальная и/или декстриновая основа заменяет все содержание яиц. В одном из вариантов осуществления, поток A предварительной смеси закачивают в узел сдвиговой обработки 12 под давлением от около 40 до около 60 фунт/кв.дюйм, а после этого эмульгированный продукт покидает узел 12 при выходном давлении около 17 фунт/кв.дюйм или более, в частности от около 17 фунт/кв.дюйм до около 23 фунт/кв.дюйм, а конкретнее от около 19 до около 21 фунт/кв.дюйм. Эмульсия, покидающая узел сдвиговой обработки 12, как правило, является довольно вязким материалом, который зачерпывают ложкой (или текучим вязким материалом, в других вариантах осуществления), но содержит карманы или ячейки газа, с формированием трехмерной ячеистой структуры, которая по существу сохраняет эту структуру стабильной, при хранении после упаковки.
Масса газа, включенная в аэрированный пищевой продукт, является, как правило, пренебрежимо малой. Плотность аэрированного пищевого продукта может изменяться в зависимости от конкретной рецептуры. Для аэрированных майонезов и приправ для салатов, которые зачерпывают ложкой, например, она может составлять от около 0,85 до около 1,15 г/мл, конкретнее примерно от около 0,88 до около 1,05 г/мл. Эти аэрированные пищевые продукты, как правило, имеют стабильную при хранении и облегченную, но еще плотную текстуру.
Указанные выше описания иллюстрируют варианты осуществления настоящего изобретения, в котором непрерывный процесс производства осуществляется в целом при постоянных условиях, когда схема измерения плотности и регулирования процесса применяется, как описано. То есть, режим регулирования процесса, описанный здесь, применяют после того, как измерения плотности станут в целом однородными, если только не происходит возмущений, не связанных с запуском или выключением, которые, в свою очередь, компенсируются и сглаживаются способом по изобретению.
В другом варианте изобретения, регулировку применяют к периодическому процессу производства, в котором изготовление продукта выше по ходу прекращено, а накопительный резервуар 14 (фиг.1), например, не принимает дополнительные количества продукта, и, таким образом, измерения денситометра осуществляются на продуктовом потоке, вводимом из начального фиксированного и невосполняемого количества продукта, выпускаемого из накопительного резервуара 14. В этом варианте, в контроллер должна вводиться информация об уровне продукта (объеме продукта), в накопительном резервуаре 14. Уровень продукта в резервуаре может измеряться любым обычным способом, например с использованием датчиков (например, датчиков объема), установленных в резервуаре 14 и способных сообщать данные измерений контроллеру 26.
Со ссылкой на фиг.5, в еще одном варианте осуществления, обеспечена такая конструкция системы 102, при которой резервуар 14 одновременно принимает продукт, поступающий от множества работающих параллельно линий 1021 и 1022 производства аэрированных продуктов, причем инжектирование газа в поток пищевых компонентов осуществляется в каждой из параллельных производственных линий. Производственная линия 1021 подобна системе 100, показанной на фиг.1. Производственная линия 1022 показана как подобная линии 1021, хотя этого не требуется. Комбинированный продукт имеет плотность, измеренную дальше по ходу после уравнительного резервуара 14, в месте 15. Обсуждавшаяся выше фиг.4B показывает общую схему регулирования процесса, применимую к системе по фиг.5. Ссылаясь на фиг.5, если возникает отклонение между целевой и измеренной плотностью продукта, контроллер 26 одновременно компенсирует отклонение в обеих производственных линиях.
Все проценты, отношения, части и количества, используемые и описанные здесь, являются массовыми, если только не указано другое. Примеры, которые следуют ниже, предназначены для дополнительного иллюстрирования, но не ограничения вариантов выполнения настоящего изобретения.
ПРИМЕРЫ
Пример 1
В качестве начальных контрольных исследований, аэрированный пищевой продукт, зачерпываемый ложкой, производили в системе обработки, которая является в целом такой же, как и показанная на фиг.1, как описано выше, за исключением того, что денситометр, использованный для измерения плотности продукта, был расположен в трубопроводе 22 в месте, непосредственно соседствующем с выходом из узла сдвиговой обработки 12. Использовали двухступенчатый узел сдвиговой обработки типа, в общем описанного в патенте США № 5114732. Предварительную смесь основной эмульсии закачивали в узел сдвиговой обработки 12 при давлении от около 40 до около 60 фунт/кв.дюйм, и эмульгированный продукт затем покидал узел 12 при выходном давлении около 20 фунт/кв.дюйм. Газ под давлением объединяли с предварительной смесью основной эмульсии до того, как полученная комбинация закачивалась в узел сдвиговой обработки. Контрольный клапан был установлен на входной линии для газа для обеспечения регулирования скорости потока вводимого газа.
Предварительную смесь основной эмульсии вводили в узел сдвиговой обработки со скоростью приблизительно 350-650 фунтов в минуту. Предварительная смесь основной эмульсии была пригодной для приготовления продукта типа майонеза и содержала изначально воду, масло и эмульгатор, которые смешивали в узле сдвиговой обработки с крахмальной основой, состоящей из воды и крахмала.
В качестве контроля, в настоящем исследовании, значения плотности для аэрированного продукта непрерывно регистрировали обычным способом в течение некоторого периода времени, но в этих контрольных исследованиях не применяли регулировку с обратной связью. Результаты в виде графика представлены на фиг.6. Если не указано другое, скорость введения газа измеряется в стандартных единицах - кубических футах в минуту (SCFH).
Результаты, показанные на фиг.6, демонстрируют, что не существует наблюдаемой взаимосвязи между скоростью введения газа и получаемой плотностью, когда денситометр установлен вблизи выхода из узла сдвиговой обработки. Это контрольное исследование повторяли при сходных условиях, за исключением замены воздуха азотом в качестве газообразного материала. Подобным же образом было установлено, что не существует измеримой зависимости между скоростью введения азота и плотностью, полученной на денситометре, установленном вблизи выхода из узла сдвиговой обработки.
Пример 2
В этих экспериментах, денситометр располагался на более поздней стадии после узла сдвиговой обработки, в месте, подобном тому, которое в общем виде показано на фиг.1. Денситометр соединен с проходом 23, соединяющим 500-галлоновый накопительный резервуар 14, который расположен дальше по ходу на выходной стороне узла сдвиговой обработки 12, и меньший, 50-галлоновый накопительный резервуар 24, на входной стороне станции 32 заполнения. Трубопровод 22 имел длину около 5 футов и диаметр около 4 дюймов, а денситометр располагался непосредственно перед резервуаром 24. Трубопровод 23 имел такой же диаметр, как трубопровод 22. Продукт имел среднее время пребывания в накопительном резервуаре 14 приблизительно 5-15 минут. Время пребывания в наполнительном резервуаре 24 составляло приблизительно 1-5 минут.
В остальном, обрабатываемые материалы, оборудование и способы записи измерений плотности продукта были подобны описанным в примере 1.
При первом осуществлении способа, в качестве газа использовали воздух. Результаты представлены в виде графика на фиг.7. Согласно наблюдениям плотность продукта увеличивалась, когда скорость подачи воздуха уменьшалась, и наоборот, предсказуемым образом.
При втором осуществлении способа, в качестве газа использовали азот. Опять согласно наблюдениям плотность продукта увеличивалась, когда уменьшалась скорость подачи воздуха, и наоборот, предсказуемым образом.
Результаты примеров 1 и 2 показывают, совершенно неожиданно, что параметр плотности у аэрированных пищевых продуктов является очень чувствительным к тому, где именно после узла сдвиговой обработки, на более поздней стадии, осуществляется измерение плотности. Хотя и не желая связываться с теорией, авторы полагают, что на плотность пищевого продукта влияет газ, растворенный в продукте, при выходе из узла сдвиговой обработки и в течение некоторого периода времени, пока он не рассеется в достаточной степени, чтобы продукт мог уравновеситься и стабилизироваться.
Пример 3
Осуществляли эксперименты для исследования и сравнения возможного влияния выбора аэрационного газа на поддержание плотности аэрированных эмульсий. В этом отношении исследовали азот и воздух. Кроме того, влияние выбора аэрационного газа исследовали для двух различных типов аэрированных эмульсий: A) майонеза и B) аналога майонеза. Система обработки, использованная для производства каждого типа исследуемой аэрированной эмульсии, соответствовала описанной в примере 2.
A) Исследование майонеза
Предварительная смесь для майонеза содержала около 80% масла и 6% яиц, при этом остаток составляла вода, подсластители и ароматизаторы. Газ (либо азот, либо воздух, в зависимости от осуществления) объединяли с предварительной смесью основной эмульсии со скоростью 10-15 SCFH. Плотность продукта измеряли на выходе из узла сдвиговой обработки, в качестве "начальной плотности продукта" (смотри пример 1), а также отдельно, дальше по ходу, между первым и вторым накопительными резервуарами, в качестве "плотности продукта перед заполнением" (смотри пример 2). Измерения плотности, наблюдавшиеся для продукта аэрированного майонеза, приведены в таблице 1. Каждое значение плотности, приведенное в таблице 1, представляло собой среднее значение для трех точек данных, полученных в ходе данного осуществления процесса, с использованием соответствующего газа.
Результаты в таблице 1 ясно показывают улучшенное поддержание плотности в аэрированном майонезе при использовании азота в качестве аэрационного газа, по сравнению с воздухом.
B) Исследование аналога майонеза
Аналог майонеза получали с использованием рецептуры предварительной смеси основной эмульсии и рецептуры крахмальной основы, подобных описанным в примере 1. Газ (либо азот, либо воздух, в зависимости от варианта осуществления) опять объединяли с предварительной смесью основной эмульсии при скорости 20-60 SCFH. Плотность продукта измеряли на выходе из узла сдвиговой обработки, в качестве "начальной плотности продукта" (смотри пример 1), а также отдельно, дальше по ходу, между первым и вторым накопительными резервуарами, в качестве "плотности продукта перед заполнением" (смотри пример 2). Измерения плотности, наблюдавшиеся для аэрированного продукта аналога майонеза, приведены в таблице 2. Каждое значение плотности, приведенное в таблице 2, представляло собой среднее значение для трех точек данных, полученных в ходе осуществления процесса, с использованием соответствующего газа.
Результаты в таблице 2 ясно показывают улучшенное поддержание плотности в аэрированном аналоге майонеза, при использовании азота в качестве аэрационного газа, по сравнению с воздухом.
Пример 4
Использовали влияние регистрации изменений плотности компонентов, измеренной выше по ходу, и отклика на них. Использовали обрабатываемые материалы и установку по примеру 2. В качестве аэрационного газа использовали воздух. Кроме того, на линии 17 для подачи крахмальной основы был установлен расходомер Кориолиса, чтобы обеспечить измерения плотности на нем. Еще один расходомер Кориолиса был установлен на трубопроводе 23 для измерения плотности уже уравновешенного продукта.
Использовали систему контроллера процесса QUICKSTUDY™, разработанную Adaptive Resources, Pittsburgh, PA, которая работала в качестве системы автоматизированного регулирования для процесса. Эта система принимала сигналы измерений плотности от расходомера Кориолиса, используемого для измерения плотности продукта, и второго расходомера Кориолиса, используемого для измерения плотности в линии для подачи крахмальной основы. Отклонения регистрируемые в исходной крахмальной основе, идентифицировались системой контроллера, и для контроллера скорости подачи газа осуществлялись соответствующие корректирующие регулировки скорости потока газа, предсказанные для уменьшения и компенсации отклонений, в противном случае прогнозируемых для плотности продукта, если не осуществлять непосредственного корректирующего действия выше по ходу. Отклонения регистрировали в материале продукта, также идентифицировали с помощью системы контроллера, и система автоматически осуществляла соответствующие корректирующие регулировки для контроллера скорости подачи газа, предсказанные для устранения отклонений, если это требовалось.
Во время осуществления процесса, плотность исходной крахмальной основы произвольным образом изменялась на 0,2%. Происходящее увеличение плотности крахмальной основы автоматически компенсировалось контроллером, до того как плотность продукта подвергалась воздействию, осуществляя соответствующее увеличение скорости подачи газа, и наоборот, происходящее уменьшение плотности крахмальной основы автоматически компенсировалась контроллером, до того как плотность продукта подвергалась воздействию, осуществляя соответствующее уменьшение скорости подачи газа. Плотность продукта регистрировалась в течение каждого события. Полученные результаты показаны в виде графика на фиг.8.
Как показано на фиг.8, упреждающая регулировка, которая, как показано выше, пригодна для использования в автоматизированной системе контроллера, была способна обеспечить соответствующую динамическую корректировку скорости потока воздуха в ответ на отклонения плотности крахмальной основы, так что плотность продукта могла поддерживаться по существу постоянной.
Хотя настоящее изобретение описано со ссылкой на конкретные варианты осуществления способа и продукта, понятно, что возможны различные изменения, модификации и адаптации на основе настоящего описания, которые как предполагается, находятся в пределах существа и объема настоящего изобретения, определяемого прилагаемой формулой изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПИЩЕВОЙ ЗАГУСТИТЕЛЬ НА ОСНОВЕ НАТИВНОГО КРАХМАЛА, ПИЩЕВОЙ ПРОДУКТ, ПОЛУЧАЕМЫЙ С ПОМОЩЬЮ ТАКОГО ЗАГУСТИТЕЛЯ, И СПОСОБ ИХ ПОЛУЧЕНИЯ | 1997 |
|
RU2187944C2 |
| СЪЕДОБНАЯ АЭРИРОВАННАЯ ЭМУЛЬСИЯ МАСЛО-В-ВОДЕ | 2007 |
|
RU2436403C2 |
| СПОСОБ НЕПРЕРЫВНОГО ИЗМЕРЕНИЯ СДВИГОВОЙ ВЯЗКОСТИ ПАСТООБРАЗНОГО ПРОДУКТА | 2015 |
|
RU2691922C2 |
| СПОСОБ КОНТРОЛЯ РАЗМЕРА РАСПЫЛЕННЫХ КАПЕЛЬ В РАСПЫЛИТЕЛЬНОМ НАСАДОЧНОМ УСТРОЙСТВЕ ДЛЯ РАСПЫЛИТЕЛЬНОЙ СУШКИ, АППАРАТ ДЛЯ РАСПЫЛИТЕЛЬНОЙ СУШКИ И НАСАДКА К НЕМУ | 2015 |
|
RU2719034C2 |
| РАСПЫЛИТЕЛЬНОЕ НАСАДОЧНОЕ УСТРОЙСТВО ДЛЯ РАСПЫЛИТЕЛЬНОЙ СУШКИ | 2015 |
|
RU2687945C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПРИГОТОВЛЕНИЯ СЪЕДОБНОЙ ПИЩЕВОЙ КОМПОЗИЦИИ | 2018 |
|
RU2779317C2 |
| ЗАМОРОЖЕННЫЙ АЭРИРОВАННЫЙ ПИЩЕВОЙ ПРОДУКТ, СОДЕРЖАЩИЙ ПОВЕРХНОСТНО-АКТИВНЫЕ ВОЛОКНА | 2007 |
|
RU2448474C2 |
| ПИЩЕВАЯ ЭМУЛЬСИЯ С ПОНИЖЕННЫМ СОДЕРЖАНИЕМ ЖИРА И ХОЛЕСТЕРИНА | 2005 |
|
RU2391027C2 |
| ДУАЛЬНО ТЕКСТУРИРОВАННЫЕ СПИРАЛЬНЫЕ КОНДИТЕРСКИЕ ИЗДЕЛИЯ | 2005 |
|
RU2374887C2 |
| ПИЩЕВОЙ СОСТАВ | 2012 |
|
RU2628364C2 |
Измерение плотности пищевого аэрированного продукта во время его изготовления осуществляется на аэрированном продукте, в месте по существу после узла сдвиговой обработки, используемого для образования аэрированного материала, причем достаточно далеко от этого узла, чтобы продукт находился в уравновешенном состоянии. После этого может устанавливаться скорость введения аэрационного газа в месте перед узлом сдвиговой обработки для устранения разницы между заданной и измеренной плотностями продукта. Кроме того, может использоваться инжектирование газа с пониженной растворимостью с тем, чтобы плотность продукта могла быстрее достичь равновесия. Возмущения плотности исходного материала рецептуры выше по ходу также могут отслеживаться и компенсироваться посредством регулировок скорости потока газа, чтобы содействовать поддержанию желаемой плотности продукта. Способ и система для регулирования до заданного уровня плотности пищевого аэрированного продукта во время его изготовления обеспечивают надежный мониторинг плотности изготавливаемого продукта. 4 н. и 16 з.п. ф-лы, 8 ил., 2 табл.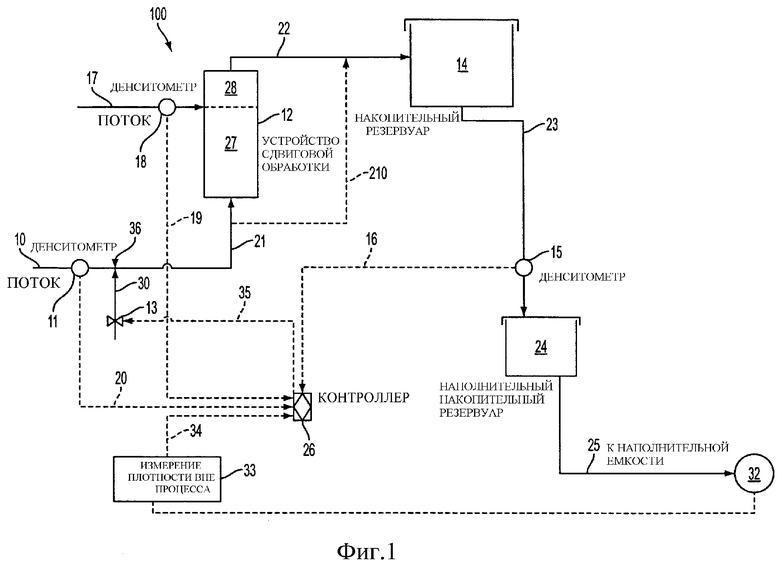
1. Способ регулирования до заданного уровня плотности аэрированного пищевого продукта во время его изготовления, в котором измерение плотности продукта получают на аэрированном пищевом продукте в месте, достаточно дальше по ходу за местом инжектирования аэрационного газа, используемого при образовании аэрированного пищевого продукта, так чтобы продукт находился в уравновешенном состоянии, и осуществляют регулировку скорости введения аэрационного газа, причем эту регулировку рассчитывают так, чтобы уменьшить любую разницу между заданной и измеренной плотностями продукта.
2. Способ по п.1, в котором аэрационный газ содержит газообразный материал, имеющий более низкую растворимость в аэрированном пищевом продукте, чем воздух.
3. Способ по п.1, дополнительно содержащий узел сдвиговой обработки между местом инжектирования газа и местом измерения плотности продукта, сообщенный по текучей среде с обоими, в котором измерение плотности продукта получают на аэрированном пищевом продукте в месте достаточно дальше по ходу за местом инжектирования аэрационного газа, так чтобы при измерении плотности продукт находился в уравновешенном состоянии.
4. Способ по п.3, дополнительно предусматривающий измерение плотности исходных материалов рецептуры, используемых при изготовлении аэрированного пищевого продукта, в соответствующих местах, ближе по ходу, перед узлом сдвиговой обработки, определение воздействия измеренной плотности исходных материалов рецептуры на прогнозируемую плотность продукта и осуществление регулировки скорости введения аэрационного газа, вычисленной для предотвращения или уменьшения изменения плотности продукта из-за этого различия.
5. Способ по п.3, дополнительно предусматривающий осуществление измерения плотности аэрированного пищевого продукта в месте, находящемся достаточно дальше по ходу за узлом сдвиговой обработки, используемым при формировании аэрированного пищевого продукта, так чтобы продукт находился в уравновешенном состоянии, и осуществление регулировки скорости введения аэрационного газа в месте, находящемся ближе по ходу, перед узлом сдвиговой обработки, в котором вычисляется регулировка для уменьшения любого различия между заданной и измеренной плотностями продуктов.
6. Способ регулирования до заданного уровня плотности пищевого продукта во время его непрерывного изготовления, включающий в себя:
a) выбор заданного значения плотности продукта;
b) изготовление пищевой основной дисперсии;
c) объединение газа, вводимого со скоростью потока газа, с пищевой основной дисперсией для образования комбинации газ/пищевая основная дисперсия;
d) перемешивание комбинации газ/пищевая основная дисперсия в смесительном узле, эффективное для распределения пузырьков газа в пищевой основной дисперсии, с образованием аэрированного диспергированного продукта;
e) отведение аэрированного диспергированного продукта в текучем состоянии из узла сдвиговой обработки в проход;
f) измерение плотности диспергируемого продукта в канале в месте, достаточно удаленном от смесительного узла, чтобы продукт находился в уравновешенном состоянии в месте осуществления измерения;
g) сравнение измеренной плотности продукта с заданным значением плотности продукта для определения того, не возникло ли отклонение между ними;
h) регулировку скорости подачи газа в ответ на отклонение плотности, определенное в g), на величину, коррелирующую с изменением плотности аэрированного диспергированного продукта, для приведения в соответствие с заданным значением плотности продукта;
i) повторение f), g) и h), в этой последовательности, по меньшей мере еще один раз.
7. Способ по п.6, в котором измерение плотности осуществляется в канале в месте, в котором диспергированный продукт находится под давлением в пределах +1 фунт/кв.дюйм от атмосферного давления снаружи от канала.
8. Способ по п.7, дополнительно содержащий канал, содержащий первую часть, сообщающую по текучей среде смесительный узел с первой накопительной емкостью, и вторую его часть, сообщающую по текучей среде первую накопительную емкость со вторым накопительным резервуаром, который питает наполнительную емкость, причем измерение плотности осуществляется во второй части канала.
9. Способ по п.8, в котором измерение плотности осуществляется с помощью денситометра.
10. Способ по п.8, в котором денситометр выполнен с возможностью связи с контроллером, причем денситометр выдает контроллеру сигнал измерения, указывающий величину уравновешенной измеренной плотности, контроллер регулирует измерение и создает прогнозируемые регулировочные плотности и контроллер сравнивает регулировочный сигнал измерения, полученный от денситометра, с заданным значением плотности продукта и выдает командный сигнал газовому контрольному клапану для регулировки скорости подачи газа на прогнозируемую величину, для сведения к минимуму любого детектируемого отклонения между измеренной регулировочной плотностью продукта и заданной величиной плотности продукта, учитывая при этом изменение плотности исходного материала для препарата.
11. Способ по п.6, в котором газ включает в себя газообразный материал, имеющий более низкую растворимость в диспергированном продукте, которая меньше, чем воздух.
12. Способ по п.6, в котором газ включает в себя газообразный материал, имеющий более высокую растворимость в диспергированном продукте чем воздух.
13. Способ по п.6, в котором газ выбирается из группы, состоящей из азота, гелия, воздуха и их смесей.
14. Способ по п.5, в котором газ содержит азот.
15. Способ по п.5, в котором основная дисперсия содержит смесь, содержащую растительное масло, яйца, подкислитель, подсластитель и воду, и дополнительно предусматривает объединение композиции из крахмала с основной дисперсией в смесительном узле.
16. Способ по п.15, в котором аэрированный диспергированный продукт содержит аэрированную эмульсию масло-в-воде.
17. Способ по п.16, в котором эмульсию выбирают из группы, состоящей из майонеза, приправы для салатов, сыра, шоколада, мягкого сыра и кремовой начинки.
18. Способ для регулирования до заданного уровня плотности пищевого продукта во время его непрерывного изготовления, включающий в себя:
a) выбор заданного значения плотности продукта;
b) изготовление пищевой основной дисперсии;
c) измерение плотности пищевой основной дисперсии;
d) объединение газа, вводимого со скоростью потока газа, с пищевой основной дисперсией для образования комбинации газ/пищевая основная дисперсия;
e) перемешивание комбинации газ/пищевая основная дисперсия в узле сдвиговой обработки, эффективное для распределения пузырьков газа в пищевой основной дисперсии, с образованием аэрированного дисперсионного продукта;
f) отведение аэрированного дисперсионного продукта в текучем состоянии из смесительного узла в канал;
g) измерения в ходе процесса плотности аэрированного дисперсионного продукта в канале в месте, достаточно удаленном от смесительного узла, так чтобы продукт находился в уравновешенном состоянии, когда осуществляют измерение;
h) упаковку аэрированного дисперсионного продукта;
i) измерение плотности упакованного аэрированного дисперсионного продукта;
j) сравнение измеренной плотности упакованного продукта с измеренной в ходе процесса плотностью продукта для определения модельного отклонения;
k) регулировку заданного значения плотности продукта в ходе процесса в соответствии с модельным отклонением;
l) вычисление прогнозируемого уровня плотностей продукта в ходе процесса по регулировочной плотности в ходе процесса;
m) регулировку скорости подачи газа в ответ на прогнозируемые плотности в ходе процесса, определенные в 1), и плотности исходного материала рецептуры, на величину, коррелирующую с изменением плотности аэрированного диспергируемого продукта, для приведения его в соответствие с заданным значением плотности; и
n) повторение g)-m) в этой последовательности по меньшей мере еще один раз.
19. Система для осуществления способа по п.18, содержащая:
a) линию подачи пищевой основной дисперсии, выполненную с возможностью сообщения по текучей среде с узлом сдвиговой обработки;
b) газовый контрольный клапан, выполненный с возможностью объединения газа под давлением с основной дисперсией в линии подачи основной дисперсии при контролируемой скорости подачи газа с образованием комбинации газ/пищевая основная дисперсия;
c) узел сдвиговой обработки для перемешивания комбинации газ/пищевая основная дисперсия, эффективного для распределения пузырьков газа в пищевой основной дисперсии, с образованием аэрированного дисперсионного продукта;
d) канал, выполненный с возможностью приема аэрированного дисперсионного продукта, выходящего из узла сдвиговой обработки в текучем состоянии;
e) денситометр, выполненный с возможностью измерения плотности диспергированного продукта в канале и установленный в рабочем состоянии в канале в месте, в котором выходящий аэрированный дисперсионный продукт находится в уравновешенном состоянии; и
f) контроллер, выполненный с возможностью:
i) хранения заранее заданного значения плотности продукта,
ii) приема сигнала измерения плотности, регистрируемого денситометром,
iii) сравнения измерения плотности, определенного по полученному сигналу измерения плотности, с заданным значением плотности продукта, для определения того, существует ли различие между ними,
iv) регулировку скорости подачи газа в ответ на измеренное отклонение плотности, определенное в iii), на величину, коррелирующую с изменением плотности аэрированного диспергированного продукта, для приведения ее в соответствие с заданным значением плотности продукта; и v) повторение ii), iii) и iv) в этой последовательности по меньшей мере еще один раз.
20. Система по п.19, в которой имеется канал, содержащий первую часть, соединяющую по текучей среде узел сдвиговой обработки с первой накопительной емкостью, и вторую его часть, соединяющую по текучей среде первую накопительную емкость со вторым накопительным резервуаром, который питает наполнительную емкость, причем денситометр расположен во втором канале, и, кроме того, содержащая дополнительные денситометры, выполненные с возможностью измерения плотности дополнительного компонента (компонентов) в линии (линиях) подачи компонентов, с сообщением по текучей среде с узлом сдвиговой обработки, и выдачи измерительного сигнала (сигналов), показывающего (-щих) величину(-ны) измеряемой плотности (плотностей) дополнительного компонента (компонентов) для контроллера, и контроллер, обрабатывающий сигнал (сигналы) измерения от дополнительного денситометра (денситометров) с отрегулированной плотностью продукта, полученной в ходе процесса, для выдачи командного сигнала газовому контрольному клапану, для регулировки скорости подачи газа на уровне, заданном для устранения любого прогнозируемого отклонения плотности аэрированного дисперсионного продукта.
| ЕР 0574051 A1, 15.12.1993 | |||
| Топчак-трактор для канатной вспашки | 1923 |
|
SU2002A1 |
| Топчак-трактор для канатной вспашки | 1923 |
|
SU2002A1 |
| Чугун с шаровидным графитом | 1983 |
|
SU1157111A1 |

