Перекрестная ссылка на родственные заявки
Эта заявка испрашивает приоритет предварительных заявок на патент США №60/562964, зарегистрированной 16 апреля 2004 года и №60/609589, зарегистрированной 14 сентября 2004 года.
Область техники
Настоящее изобретение направлено на решение важной проблемы чистоты или беспримесности формируемой ванны припоя. Обнаружено, что удаление оксида металла из расплавленного припоя имеет огромное значение для получения надежных и воспроизводимых паяных соединений. Это имеет особое значение, если в качестве припоя используются сплавы, не содержащие свинца. Для удаления и поглощения оксида металла используется слой активной добавки на поверхности ванны. Это приводит к неожиданному результату, заключающемуся в получении надежных паяных соединений с использованием бессвинцового припоя при температуре, не превышающей предельные для электронных компонентов 260°С.
Уровень техники
Обычно электронные компоненты припаиваются к печатным платам с помощью свинцово-оловянного припоя. Максимальная температура пайки, составляющая 260°С (500°F), стала стандартом в этой отрасли промышленности, и это предельное значение оказывает влияние на множество других параметров. Например, большинство компонентов, припаиваемых к печатным платам, выполняются с учетом максимальной для них температуры 260°С. Устройство непрерывной пайки разрабатывается для работы при максимальной температуре, составляющей приблизительно 260°С.
Существует потребность в устранении опасного свинца из припоя, и есть даже попытки запретить его применение. Бессвинцовый припой востребован во множестве изделий, в которых в настоящее время применяется свинцово-оловянный припой. Примерные сплавы-заменители для бессвинцового припоя включают сплавы олова-серебра и олова-серебра-меди, содержащие приблизительно 95-96,5% олова и 3,5-5% серебра. Предлагаются определенные припои на основе олова с добавлением сурьмы, висмута, индия, никеля и/или цинка. Олово является основой сплавов для бессвинцового припоя и в типичном случае присутствует в сплаве в количестве более 90%.
Разработаны способы пайки, которые делают автоматическую пайку печатных плат в высшей степени надежной. Чтобы достичь аналогичной надежности при использовании бессвинцовых припоев, например сплавов олова-серебра, в общем случае считаются необходимыми температуры пайки от 270°С до 275°С (520°F или выше). Очевидно, что это выше обычного предела в 260°С и может привести к повреждению компонентов. Таким образом, в высшей степени желательным является уменьшение температуры для пайки с использованием таких бессвинцовых сплавов-заменителей, в частности, с точки зрения предстоящих требований по использованию бессвинцового припоя.
Другой проблемой, которая имеет значение применительно к свинцово-оловянным припоям и сплавам-заменителям, является накопление шлака на припое. Шлак представляет собой скопление оксидов металлов в припое. В шлак может уходить значительное количество припоя, после чего шлак необходимо обрабатывать для извлечения и повторного использования металла. Даже если шлак не виден, небольшое его количество на поверхности расплавленного припоя может привести к возникновению перемычек из припоя между близко расположенными друг от друга выводами и/или невозможности смачивания паяемых поверхностей, в результате чего получаются незавершенные или плохие соединения.
Создание настоящего изобретения позволяет авторам с уверенностью утверждать, что чистота ванны припоя является важным фактором при преодолении трудностей, возникающих при пайке. Оказалось, что оксид металла, распределенный в упомянутой ванне, мешает смачиванию и успешному пропаиванию. Этот оксид может повышать вязкость припоя и приводить к тому, что центры зародышеобразования для кристаллизации образуются при более высоких температурах по сравнению с затвердеванием в случае отсутствия таких оксидов, что может обусловить недостаточную прочность паяных соединений. Таким образом, в дополнение к наличию видимого шлака на поверхности существенной проблемой является чистота ванны расплавленного припоя.
При реализации настоящего изобретения на практике обнаружено, что образование шлака в устройстве непрерывной пайки может быть существенно снижено или даже устранено при помощи химически стойких добавок. Самым неожиданным явилось то, что температура, при которой происходит качественная пайка с использованием бессвинцовых сплавов-припоев снижается на целых 30°F (16-17°C). Температура пайки для сплавов олова-серебра может быть установлена равной или ниже предела в 260°С.
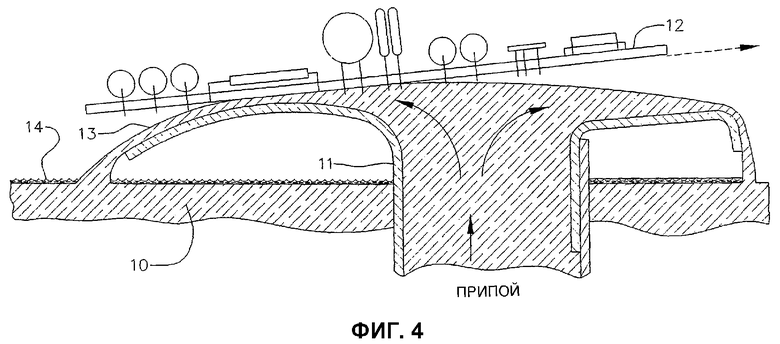
Кроме того, имеет место неожиданное снижение вязкости расплавленного металла, например, в устройстве пайки волной припоя. Это может способствовать получению превосходных паяных соединений в металлизированных монтажных отверстиях печатных плат. Такое улучшение паяных соединений происходит также благодаря лучшему смачиванию, что продемонстрировано тестами на смачиваемость. Вероятно, это обусловлено чистотой ванны припоя. Множество систем пайки волной припоя, фонтаном припоя и каскадной пайки, которые могут использоваться при реализации настоящего изобретения на практике, описано и проиллюстрировано в книге ASM Handbook, Volume 6, Welding, Brazing and Soldering (Справочник Американского общества металловедения, т.6. Сварка, пайка твердым и мягким припоем). Примерное устройство, изображенное на Фиг.4, которое в значительной степени является копией из книги Metals Handbook (Справочник по металловедению), стр.1088, содержит большой бак или "резервуар для припоя", в котором расплавленный припой 10 находится при требуемой температуре пайки. Насос (не показан) берет припой почти с самого низа этой расплавленной массы и подает его вверх через одно или более щелевых сопел 11, из которых припой течет вбок как водопад либо в одном, либо в обоих направлениях от упомянутой прорези, и возвращается обратно в бак. Верхняя поверхность текущего припоя обычно называется волной.
Когда при пайке используется такое устройство пайки волной припоя, печатная плата 12 перемещается через устройство таким образом, что ее нижняя сторона контактирует с верхней поверхностью волны 13 расплавленного припоя. Расплавленный припой смачивает паяемые поверхности, проникает в металлизированное монтажное отверстие и обволакивает выводы, создавая между ними качественные паяные соединения. Настоящее изобретение также полезно использовать в так называемых установках для пайки фонтаном припоя и системах каскадной пайки.
При реализации настоящего изобретения на практике на поверхности ванны расплавленного припоя во время процесса сварки поддерживается достаточно обширный жидкий слой активной добавки для сохранения чистоты и беспримесности упомянутой ванны. Этот слой обеспечивает поразительный эффект значительного снижения температуры, при которой можно получать надежные паяные соединения. Жидкий слой в предпочтительном случае содержит материал, сохраняющий стабильность при температуре ванны, эффективно препятствует достижению кислородом, содержащимся в воздухе спокойной поверхности ванны, а также способен поглощать оксид, по меньшей мере, одного металла, находящегося в ванне, и оставаться жидким в течение времени, приемлемого с точки зрения промышленного производства. В типичном случае упомянутый материал содержит органические молекулы с нуклеофильными и/или электрофильными концевыми группами. Особенно предпочтительными являются карбоксильные -СООН концевые группы. Примерное вещество содержит димерную кислоту, подобную тем, которые более подробно описаны далее.
Сущность изобретения
В одном из вариантов реализации настоящего изобретения в ванну припоя вводят жидкий слой из активной добавки для удаления и поглощения оксида металла, и паяемую поверхность приводят в контакт с расплавленным припоем. Настоящее изобретение предусматривает удаление оксида металла из ванны расплавленного припоя или тому подобного. Кроме того, настоящее изобретение предусматривает поглощение окисленного металла активной добавкой.
Чертежи
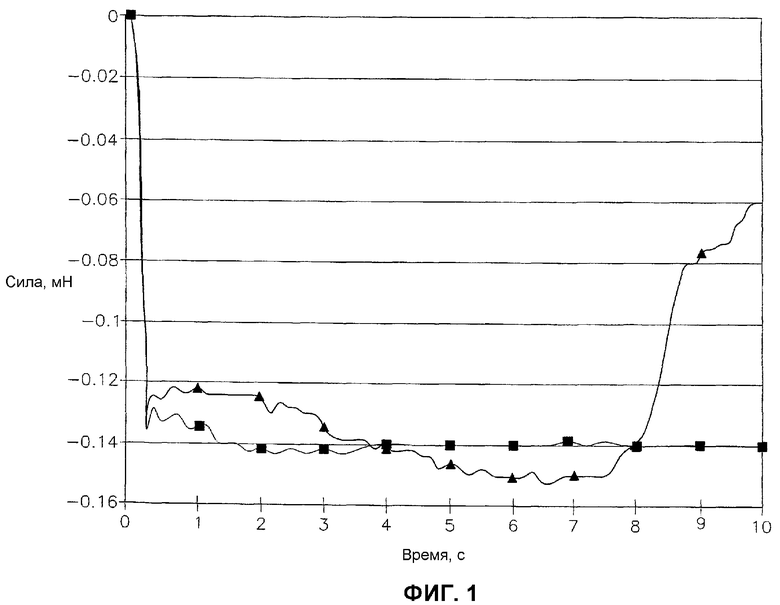
Фиг.1 - график зависимости силы от времени в тестах на смачиваемость.
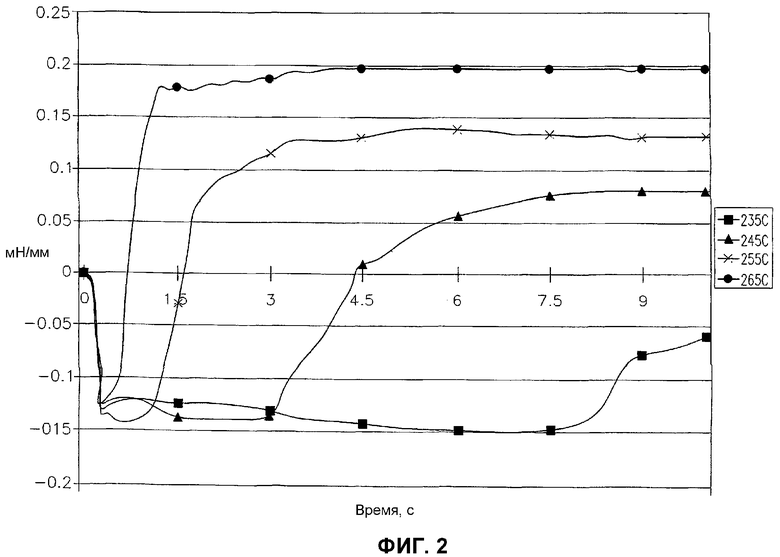
Фиг.2 - график зависимости силы от времени для тестов на смачиваемость для ряда температур.
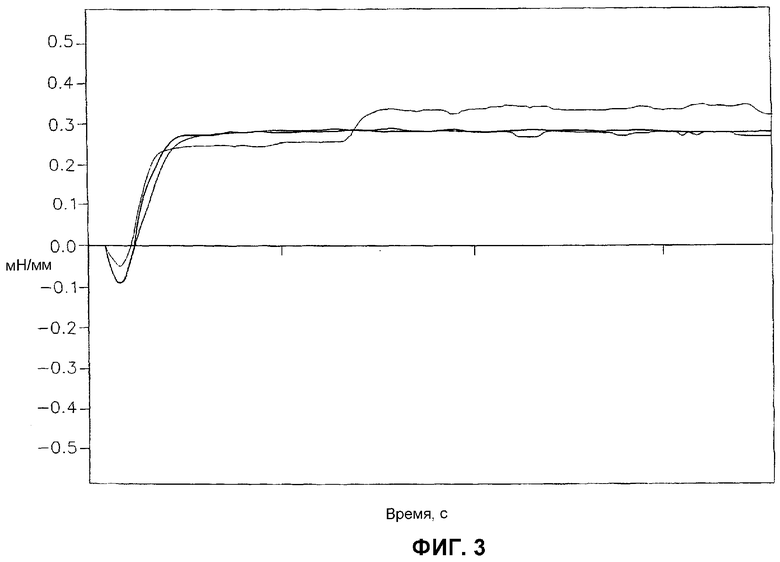
Фиг.3 - график зависимости силы от времени для тестов на смачиваемость, иллюстрирующий реализацию настоящего изобретения на практике.
Фиг.4 представляет собой схематичное поперечное сечение примерного устройства пайки, которое может быть использовано при реализации настоящего изобретения на практике.
Фиг.5 и Фиг.6 - металлографические поперечные сечения паяных соединений.
Подробное описание изобретения
Настоящее изобретение относится к способу, при помощи которого расплавленный припой очищают на месте, делая процесс пайки более эффективным и дающим более высокий результат, в частности, при использовании бессвинцового припоя. Бессвинцовый припой становится пригодным для использования, так как уменьшается температура, необходимая для надежного пропаивания.
В предпочтительном варианте реализации настоящего изобретения в ходе процесса пайки на поверхности ванны расплавленного припоя поддерживается жидкий слой активной добавки для сохранения чистоты или беспримесности упомянутой ванны. Активная добавка содержит материал, который удаляет оксид из расплавленного металла, сохраняет стабильность при температуре ванны, эффективно препятствует достижению кислородом, содержащимся в воздухе спокойной поверхности ванны, а также способен поглощать оксид, по меньшей мере, одного металла, находящегося в ванне. Активная добавка должна оставаться жидкой в течение времени, приемлемого с точки зрения промышленного производства. В типичном случае упомянутый материал содержит органические молекулы с нуклеофильными и/или электрофильными концевыми группами. Особенно предпочтительными являются карбоксильные концевые группы, например, содержащиеся в димерной кислоте.
Хотя доказано, что активная добавка сохраняет стабильность при температуре ванны, это не означает, что она остается стабильной в течение неопределенно долгого времени. Как описано ниже, даже "стабильная" добавка постепенно разрушается, окисляется и/или становится насыщенной поглощенным металлом в такой степени, что она переходит в вязкое или смолистое состояние после некоторого периода воздействия на нее суровых условий ванны расплавленного металла. С другой стороны, не может считаться стабильным материал, который быстро испаряется, сильно дымит или быстро разрушается и становится твердым.
Далее в описании в общих чертах приводится легко понятный пример процесса пайки, подробности и модификации которого, как и следует, приведены позднее. Для рассмотрения этой темы удобно использовать процесс пайки волной припоя.
Итак, в самом простом случае активную добавку добавляют к расплавленному припою в устройстве пайки волной припоя. Активная добавка представляет собой органическую жидкость, которая имеет более низкую плотность, чем припой, и быстро распределяется вдоль, по меньшей мере, открытой спокойной поверхности ванны расплавленного припоя. Образование шлака из оксида металла снижается, и уже образовавшийся на поверхности шлак собирается в темнеющую жидкость, которая, скорее всего, включает активную добавку и поглощенный оксид металла. При добавлении в ванну активной добавки оксиды металла, содержащиеся в расплавленном припое, быстро удаляются. Получаемая в результате очищенная ванна припоя обладает пониженной вязкостью и, что неожиданно, позволяет получать надежные паяные соединения при более низких температурах, чем ранее считались возможными при использовании обычного бессвинцового припоя. Хотя соответствующие измерения не проводились, предполагается, что очищенный расплавленный металл смачивает паяемые твердые поверхности более эффективно, чем металл, который содержит оксиды.
В ванну расплавленного припоя вводится количество активной добавки, достаточное для создания слоя на открытой спокойной поверхности припоя в резервуаре устройства, например, показанного на Фиг.4. В предпочтительном случае добавляется количество активной добавки, достаточное для создания такого слоя на спокойной поверхности ванны, который будет существовать на протяжении, по меньшей мере, всего рабочего дня, либо, по меньшей мере, четырех часов, чтобы не требовалось более частого обслуживания. Печатная плата (или другой паяемый объект) приводится в контакт, по меньшей мере, с поверхностью расплавленного припоя, в результате чего припой смачивает металлические поверхности на плате и компоненты, протекает в металлизированные монтажные отверстия, закрепляет электрические выводы, покрывает контактные площадки и т.д. В устройстве пайки волной припоя печатная плата контактирует с гребнем волны расплавленного припоя, подаваемого под давлением из области, близкой к дну ванны. Активная добавка может и не находиться на подвижной поверхности волны или в турбулентной области, где волна падает в ванну, но эта добавка облегчает пайку, удаляя оксид металла из основного объема ванны.
В предпочтительном случае количества добавки достаточно для быстрого поглощения оксида металла с поверхности ванны. В предпочтительном случае создают слой толщиной до трех миллиметров или даже более на, по меньшей мере, части поверхности расплавленного припоя. Такой толстый слой является желательным, так как он может оставаться эффективным, по меньшей мере, четыре часа и обычно полный день перед необходимой очисткой ванны. Более тонкий слой может оказаться подходящим, если устройство работает в течение более коротких периодов. В предпочтительном случае используется количество добавки, достаточное для поддержания жидкого слоя, который поглощает оксид металла, не позволяя накапливаться на поверхности шлаку, образующему сплошную по виду пленку.
Нет необходимости описывать другие обычные характеристики процесса пайки, такие как, например: нанесения флюса на печатную плату перед пайкой, использование горячего воздушного ножа или тому подобного для удаления избыточного припоя, либо любая желательная предшествующая или последующая очистка, считающаяся подходящей для такой печатной платы. Нет необходимости рассматривать примеры пайки других объектов, кроме печатных плат.
Неочевидно, что остатки добавки остаются на печатных платах, на которые припой наносится из ванны, в которую добавлена, например, димерная кислота. Для удаления любых таких остатков существуют мягкие растворители, такие как изопропиловый спирт и водные растворы, содержащие поверхностно-активные вещества. Для растворения и удаления димерной кислоты, которая в настоящее время является предпочтительной активной добавкой, эффективен толуол.
Димерная кислота представляет собой кислоту с двумя карбоксильными группами и большим молекулярным весом, которая является жидкой (в типичном случае вязкой при комнатной температуре), стабильной и устойчивой к высоким температурам. Ее получают путем димеризации ненасыщенных или насыщенных жирных кислот в месте средней молекулы, и она часто содержит 36 углеродных атомов. (Аналогичной является, например, тримерная кислота, содержащая три карбоксильных группы и 54 углеродных атома. Эквивалентным был бы тример из более коротких цепочек жирной кислоты с приблизительно 36 углеродными атомами в сумме). Жирные кислоты состоят из цепочки алифатических групп, содержащих от 4 до 30 углеродных атомов (хотя промышленно пригодные жирные кислоты содержат до 32 углеродных атомов), и характеризуются концевой карбоксильной группой -СООН. Общей формулой для всех карбоновых кислот выше уксусной является СН3(СН2)xCOOH. Группа -СООН учитывается при подсчете количества углеродных атомов.
Жирные кислоты могут быть насыщенными или ненасыщенными. В некоторых случаях могут существовать димеры из смешанных насыщенных и ненасыщенных жирных кислот. Примерные насыщенные жирные кислоты включают пальмитиновую кислоту (С16) и стеариновую кислоту (С18). Ненасыщенные жирные кислоты обычно получают из растительного сырья, и они содержат алифатические цепочки, обычно включающие 16, 18 или 20 углеродных атомов с характерной концевой группой -СООН. Среди наиболее распространенных ненасыщенных кислот - олеиновая кислота, линолевая кислота и линоленовая кислота, все - С18. С точки зрения реализации настоящего изобретения предпочтительны насыщенные жирные кислоты. Они более стабильны при повышенной температуре, чем ненасыщенные жирные кислоты с подходящими двойными связями, также известны ароматические жирные кислоты, например фенил-стеариновая, абиетиновая кислота и другие жирные кислоты, получаемые из древесной смолы. Смоляные кислоты содержат мономеры С20 и могут содержать фенантреновое кольцо (например, абиетиновая и пимаровая кислоты). Димеры, содержащие фенильные кольца, вполне подходят, если кольца «сшиты» (если в молекуле находится более одного) только на одном углу, в результате чего молекула обладает "гибкостью". Фенильные кольца, по сути, являются плоскими и могут укладываться с образованием мономолекулярной пленки на расплавленном припое. Кроме того, ароматические димерные кислоты могут быть более термически устойчивы, чем алифатические димерные кислоты со сходным углеродным числом.
Димеры (и олигомеры более высокого порядка) жирных кислот могут представлять собой димеры похожих жирных кислот или сополимеры отличающихся жирных кислот. Это очевидно из масс-спектрометрического анализа состава одной промышленной марки "димерной кислоты", которая может найти применение при реализации настоящего изобретения. Как указано в Таблицах I-III, обнаружено, что "димерная кислота" представляет собой приблизительно 89% димерной, приблизительно 6% мономерной (жирные кислоты) и 5% тримерной кислоты.
Предлагаемые на рынке мономерные жирные кислоты, используемые для создания димеров, могут заметно различаться в зависимости от источника исходных материалов. Доли различных содержащихся кислот различаются, например, для кокосового масла, арахисового масла, пальмового масла, оливкового масла, кукурузного масла, сафлорового масла, тунгового масла, рапсового масла, таллового масла, очищенного таллового масла, масел из морских источников и так далее. Такие масла можно смешивать для получения дальнейших вариаций.
Димеризованные молекулы могут иметь значительные различия в зависимости от источника жирной кислоты и/или параметров полимеризации. Например, можно представить димер как Х-образную конструкцию из четырех алифатических цепочек с основными гетероатомами или реакционно-способными концевыми группами на одной или более из этих цепочек. Все четыре цепочки могут иметь различную длину в зависимости от того, где соединены исходные материалы. Типичные две -СООН концевые группы в димерной кислоте могут находиться на концах соседних цепочек или на концах противоположных цепочек. Гетероатомы на концах цепочек могут быть одинаковыми или различными, и хотя типичным случаем являются две, может быть одна или более активных концевых групп на отдельных молекулах.
Вместо точного X, как может быть обнаружено в 8, 9 замещенном С18 алкане, боковые цепочки на цепочке С18 могут и не быть прямо противоположными, а могут по существу занимать любое положение вдоль такой цепочки. (Например, боковые цепочки могут находиться в положениях 3 и 12, либо 3 и 9, либо почти любая другая комбинация). Гетероатомы могут по существу находиться в любом положении по длине такой цепочки вместо положения на конце углеродной цепи. Кроме того, не все молекулы в смеси должны быть одинаковыми и, вероятно, таковыми никогда не являются.
Таким образом, может быть создано множество димеров, тримеров и полимеров более высокого порядка, в зависимости от мономеров исходного материала и условий полимеризации и/или катализатора. Например, всего лишь один производитель промышленных "димерных кислот" предлагает приблизительно две дюжины различных марок, и существует множество производителей, ежегодно изготавливающих приблизительно 235 миллионов фунтов таких продуктов. Многие из этих димерных кислот имеют отличающиеся доли мономера, димера и тримера. Большинство получены из сырья на основе таллового масла, но также находят широкое применение и другие источники жирных кислот.
Предлагаемые на рынке димерные кислоты могут содержать смешанные димеры, то есть димеры, в которых две жирные кислоты отличаются друг от друга, и могут иметься смеси насыщенных и ненасыщенных жирных кислот, которые димеризованы. Так как димеризация происходит в месте ненасыщенности, начиная с ненасыщенных жирных кислот, можно получить в результате являющиеся предпочтительными насыщенные димеры.
Примеры предлагаемых на рынке димерных кислот и тримерных кислот включают AVER13, AVER17, AVER18 и AVER19, предлагаемые компанией Aver Chemical, Yuanda Group, Ичунь, провинция Цзянси, Китай; Century 1156, Unidyme 11, Unidyme 14, Unidyme 14R, Unidyme 18, Unidyme 22, Unidyme 27, Unidyme 35, Unidyme 40, Unidyme 60, Unidyme М-9, Unidyme М-15, Unidyme М-35, Unidyme T-17, Unidyme Т-18 и Unidyme T-22, предлагаемые компанией Arizona Chemical Company, Довер, штат Огайо, и Пикаюн, штат Миссиссипи; Empol 1008, Empol 1018, Empol 1022, Empol 1040 и Empol 1062, предлагаемые компанией Cognis Group, Цинциннати, штат Огайо, и Канкаки, штат Иллинойс; MeadWestvaco DTC 155, DTC 175, DTC 180, DTC 195, DTC 275, DTC 295, DTC 595 и SCTO, предлагаемые компанией MeadWestvaco, Стемфорд, штат Коннектикут; димерная кислота, идентифицированная как РМ200, которая представляет собой от 80% до 90% димерной кислоты, от 10% до 20% тримерной кислоты и максимум 5% мономерной кислоты, предлагаемая компанией Samwoo Oil Chemical Co, Янжугун, KYE, Корея; продукты от компании Resolution Performance Products, Лейкланд, штат Флорида; Pripol 1006, Pripol 1009, Pripol 1013, Pripol 1017 и Pripol 2033, предлагаемые компанией Uniqema, Лондон, Англия, и Вилмингтон, штат Делавер; Empol 1010, Empol 1014, Empol 1016, Empol 1018, Empol 1022, Empol 1024, Empol 1040 и Empol 1041, предлагаемые компанией Brown Chemical Co. (дистрибьютор), Патерсон, штат Нью-Джерси; Pacific Dimer Acid от компании Pacific Epoxy Polymers, Inc., Ричмонд, штат Миссури; и различные димерные кислоты от компании Lianyou Products, Хяньжинь, Китай; Kodia Company Limited, Чанша, Китай; и Zhejiang Yongzai Chemical Industry Co., Чжецзян, Китай. Этот список не является исчерпывающим, и другие димерные кислоты и аналогичные продукты могут предлагаться этими и другими продавцами.
В дополнение к димерным кислотам с двумя карбоксильными группами, по сути, также могут являться эквивалентами нуклеофильные или электрофильные замещения для -СООН группы. Некоторые приемлемые концевые группы могут и не считаться электрофильными или нуклеофильными в строгом химическом понимании, но по-прежнему способны к комплексообразованию или созданию нековалентных (например, дативных) связей с оксидами металлов. Применительно к данному описанию считается, что такие концевые группы попадают в категорию "нуклеофильных и/или электрофильных". Например, другие добавки содержат амины, спирты, тиолы, фосфены и амиды в качестве димеров и/или тримеров. Могут подходить и другие добавки, если они не диссоциируют при температуре ванны расплавленного припоя, такие добавки включают сложные эфиры, ангидриды, имиды, лактоны и лактамы (Например, ERISYS GS-120, глицидиловый эфир димера линолевой кислоты, предлагаемый компанией Specialty Chemicals Inc., Морстаун, штат Нью-Джерси).
Итак, добавка может содержать углеводородную часть димера и/или тримера жирной кислоты и, по меньшей мере, одну нуклеофильную или электрофильную группу на углеводородной части. Предпочтительно, чтобы имелось, по меньшей мере, две нуклеофильных или электрофильных группы и, в частности, чтобы эти группы были карбоксильными.
С точки зрения реализации настоящего изобретения на практике считается, что можно использовать димеры и/или тримеры жирных кислот, имеющие, по меньшей мере, восемь углеродных атомов (С8). Вместо димера жирной кислоты с приблизительно 18 углеродными атомами тример жирной кислоты с более низким молекулярным весом может иметь свойства, достаточно близкие к димерной кислоте, чтобы использовать его в качестве добавки в ванну припоя.
Активная добавка необязательно должна всегда иметь углеводородную часть, соответствующую димеру жирной кислоты. Другими словами, подходящая добавка представляет собой органическую молекулу с углеводородной частью и функциональной группой (группами), которая является нуклеофильной или электрофильной с целью захвата оксида олова и/или другого оксида металла, находящегося в ванне. Например, подходит углеводород с длинной цепочкой (предпочтительно насыщенной), разделенный поблизости от одного конца боковой цепочкой и имеющий нуклеофильные или электрофильные группы на одном или обоих концах разделения.
Имеется ряд свойств активной добавки по отношению к ванне припоя, которые важны для промышленных вариантов применения. Например, добавка находится в жидком состоянии при температуре расплавленного припоя в ванне, а также имеет достаточную устойчивость к окислению и достаточно низкое давление насыщенного пара, чтобы оставаться в качестве активного жидкого слоя на поверхности ванны расплавленного припоя, предпочтительно в течение, по меньшей мере, четырех часов, а еще лучше в течение всего дня. Активная добавка включает органический материал, имеющий одну или более нуклеофильных и/или электрофильных концевых групп, и обладает способностью удалять и поглощать оксид, по меньшей мере, одного металла, находящегося в ванне, и в предпочтительном случае оставаться эффективным в течение, по меньшей мере, всей рабочей смены и более предпочтительно - приблизительно один день. В предпочтительном случае слой активной добавки эффективно препятствует достижению кислородом, содержащимся в воздухе, спокойной поверхности припоя. Также желательно, чтобы добавка была некорродирующей, неэлектропроводной и негидрофильной, таким образом, чтобы не оказывалось вредное воздействие в случае наличия остатка добавки на печатной плате или другом паяемом объекте.
Так как количество предлагаемых на рынке димерных кислот и/или тримерных кислот и других пригодных соединений, содержащих нуклеофильные и/или электрофильные группы, является достаточно большим, а число возможностей в пределах диапазона "активных добавок" даже больше, то существует некоторая вероятность того, что есть вещества с некоторыми из этих свойств, которые не будут 100% эффективны, как это описано, и поэтому не пригодны для реализации настоящего изобретения на практике.
Например, словарное определение жирной кислоты сужено до 4 углеродных атомов в мономере. Димер из этого материала, вероятно, не подойдет по любому из ряда соображений. Например, он может иметь давление насыщенного пара, которое слишком высоко (либо температура кипения низка), в результате чего он не сможет быть использован в ванне расплавленного припоя; он может иметь температуру воспламенения, которая слишком низка для применения в ванне припоя при 260°С и так далее. Однако могут оказаться пригодными олигомеры более высокого порядка из жирных кислот с такой короткой цепочкой. Отсутствие некоторых из упомянутых выше свойств поможет легко исключить некоторые материалы из списка вероятных кандидатов.
К счастью существует быстрый, легкий и недорогой способ проверки для отбора вероятных материалов - активных добавок и устранения тех, которые непригодны. Ясно, что специалист в данной области техники может исключить некоторые вещества, просто зная определенные физические свойства, такие как вязкость, давление насыщенного пара, температура кипения, температура воспламенения, стойкость к окислению и так далее. Некоторые вещества-кандидаты можно оставить, если существует неопределенность в отношении того, будут ли они хорошо работать. Они могут быть проверены экспериментально. Кроме того, могут существовать вещества, которые прошли отбор и фактически работают, но не подходят для промышленного применения из-за необходимости сохранять работоспособность в течение длительных периодов времени при высокой температуре. Некоторые материалы разрушаются быстрее других и не могут считаться промышленно применимыми, несмотря на то, что работоспособны.
Отбор является простым. Инициируют поток припоя в устройстве, например устройстве пайки волной припоя, и наблюдают этот поток. В ванну припоя добавляют небольшое количество вещества-кандидата. Если это вещество может работать, происходит быстрое визуально различимое изменение характеристик потока припоя. Припой "в водопаде" над порогом или протекающий через прорезь кажется более текучим, как если бы имелось уменьшение вязкости. Неровности на поверхности волны уменьшаются. По-видимому, шлак на поверхности припоя собирается в одну или несколько областей, при этом другие зоны поверхности припоя, ранее содержащие плавающий шлак, становятся блестящими и чистыми. Твердый шлак может исчезать по мере его поглощения жидкой добавкой. Изменения могут быть определены количественно, но для отбора в этом нет необходимости. Необходимо добавить всего лишь маленькое количество материала, т.е. 50-100 миллилитров или менее в типичном небольшом устройстве пайке волной припоя, чтобы получить визуально различимое изменение и обеспечить хорошие характеристики пайки с использованием ванны припоя. Для оценки более долговременной устойчивости существования добавки на ванну расплавленного припоя можно добавить большее его количество.
Неожиданным результатом добавления активной добавки на поверхность ванны припоя в устройстве пайки волной припоя является почти немедленное уменьшение вязкости расплавленного металла. Когда активную добавку подают сверху ванны, не содержащей такой добавки и возможно содержащей некоторое количество видимого шлака, высота волны быстро увеличивается. В устройстве пайки волной припоя металл, который поступает в волну, берется из области поблизости от дна ванны припоя, поэтому плавающая жидкая активная добавка не является частью припоя, проходящего через насос. Без изменения давления, создаваемого насосом, существует довольно заметное изменение высоты волны. Например, волна, ранее слегка касавшаяся дна печатных плат, перемещающихся над этой волной в автоматическом устройстве, теперь может подняться достаточно высоко, чтобы перелиться через верх платы.
Очевидно, существует растворимость или, по меньшей мере, диспергирование оксида металла в расплавленном металле, например диспергирование оксида олова в олове. Необходимо всего лишь небольшое количество оксида металла, чтобы изменить реологию расплавленного металла. Даже небольшая концентрация материалов с высокой температурой плавления в расплавленном металле может изменить его вязкость. По-видимому, слой активной добавки, добавленный в ванну расплавленного припоя, удаляет и поглощает, по меньшей мере, некоторую часть оксида металла, диспергированного в расплавленном припое, таким образом, очищая припой и снижая вязкость расплавленного металла. Этим можно объяснить визуально различимое изменение характеристик потока в устройстве пайки волной припоя при добавлении активной добавки, а также улучшенное смачивание припоем паяемых компонентов.
В примерной ситуации слою оксидного шлака дали возможность накапливаться на поверхности припоя в небольшом промышленном устройстве пайки волной припоя, проработавшем в течение трех восьмичасовых смен. Резервуар с припоем имел площадь поверхности приблизительно 10 на 14 дюймов (25×35 см), включая площадь волны. Приблизительно 1/3 или более поверхности была "спокойной", то есть не входила в состав текущей волны. В устройство было добавлено приблизительно 150-200 мл активной добавки из димерной кислоты, которая образовала слой, толщиной приблизительно 3-4 мм. Плавающий шлак был в значительной степени поглощен этим жидким слоем приблизительно за полминуты.
Поразительно то, что по истечении двух или трех минут вязкость жидкого металла, нагнетаемого в волну, по-видимому, уменьшилась, так как высота волны заметно увеличилась по сравнению с ее высотой до образования слоя активной добавки. Это считается признаком того, что оксид металла удаляется из расплавленного металла. В течение следующих 24 часов в устройстве осуществлялась пайка печатных плат, перемещаемых вдоль волны. После чего слой стал темным (скорее как шоколад) и смолистым, но по-прежнему эффективно работал на поглощение оксида металла. Объем слоя увеличился приблизительно на 50-100% от его первоначальной толщины.
Итак, особенностью способа является уменьшение вязкости и повышение чистоты ванны припоя за счет добавления в ванну устойчиво жидкой активной добавки с нуклеофильной и/или электрофильной концевой группой (группами), которая удаляет оксиды из расплавленного припоя. Предпочтительной нуклеофильной концевой группой является -СООН. При уменьшении вязкости за счет очистки ванны от оксидов металла можно использовать более низкие температуры пайки. Кроме того, оксид металла поглощается жидким слоем активной добавки. Особое значение имеет то, что удаление оксида металла из ванны расплавленного металла улучшает смачивание твердых (например, медных) паяемых поверхностей.
Одной из удивительных особенностей настоящего изобретения является то, что температура, при которой происходит надежное пропаивание с использованием в качестве припоя бессвинцовых сплавов, таких как сплавы из олова-серебра и на основе олова-серебра, снижается до значения не более 260°С. Поэтому процесс пайки содержит приведение паяемой печатной платы или тому подобного в контакт с расплавленным припоем при температуре не более 260°С. Это происходит в случае добавления на поверхность расплавленного припоя активной добавки. Сравнимая надежность создания паяных соединений в случае ванны без активной добавки требует температуры выше 260°С.
Тесты на смачиваемость продемонстрировали эффективность активной добавки, которая удаляет оксиды из металла, при смачивании бессвинцовым припоем меди. В паре тестов образцы были погружены в припой из сплава SAC 305 при температуре 235°С, и ни в одном случае не происходило какого-либо смачивания после восьми секунд нахождения в резервуаре с припоем. Фиг.1 представляет собой график зависимости силы от времени, полученный на основе этих тестов. Для одного образца наблюдалось легкое смачивание спустя приблизительно 8 секунд. По сути, смачивание отсутствовало.
Кроме того, образцы погружались в припой соответственно при температурах 245°С, 255°С и 265°С, и эти тесты приведены на графике, показанном на Фиг.2. Образец, погружавшийся при 245°С, показал замедленное плохое смачивание (спустя приблизительно четыре секунды). Образец, погружавшийся при 255°С, показал медленное плохое смачивание (спустя приблизительно 1,5 секунды). Образец, погружавшийся при 265°С, показал хорошее смачивание (за менее чем 3/4 секунды). При выполнении этих тестов добавка на поверхности ванны отсутствовала.
В резервуар с припоем было добавлено приблизительно две жидкостных унции (приблизительно 60 мл) димерной кислоты, которой дали возможность распространиться к краям. После того, как кислоту сдвинули ножом, приблизительно 1/3 поверхности расплавленного припоя имела слой димерной кислоты, толщина которого оценивалась приблизительно в 6 мм. В области, где погружались образцы, димерной кислоты не было видно. На поверхности отсутствовал видимый шлак. Были погружены три тестовых образца, и при каждом тесте было хорошее смачивание при 235°С. Фиг.3 представляет собой график, иллюстрирующий эти результаты. Для каждого образца пересечение с осью абсцисс, на которой сила равна 0, происходило при значении времени приблизительно 0,3 секунды, и каждый образец полностью смачивался за период не более 3/4 секунды.
После того, как димерную кислоту удалили из резервуара без видимых следов и дали возможность образоваться шлаку, образцы показали существенно замедленное смачивание при 235°С. Для любого из трех образцов смачивания не наблюдалось приблизительно первые две секунды. Приемлемое смачивание было обнаружено спустя приблизительно четыре секунды. Стоит отметить, что при наличии слоя активной добавки, плавающего на поверхности ванны припоя, в устройстве пайки волной припоя или тому подобном, изменяется внешний вид поверхности паяного соединения. Обычное паяное соединение хорошего качества из свинцово-оловянного сплава имеет гладкую блестящую поверхность, и операторы, выполняющие пайку, полагаются на этот внешний вид, чтобы оценить, получены ли качественные соединения. Поверхность без свинцового припоя, такого как сплав олова-серебра-меди, в типичном случае выглядит скорее шероховатой или зернистой, даже, если получено приемлемое соединение. Кроме того, может существовать узор, являющийся, по-видимому, линиями потока или пятнами из упорядоченных неровностей на поверхности. Это субъективное восприятие внешнего вида соединения, которое не оценивается количественно, но эти результаты видны опытному оператору либо невооруженным глазом, либо при небольшом увеличении.
Обнаружено, что поверхность соединения из бессвинцового припоя, которое получено из расплава в случае присутствия на поверхности припоя в резервуаре активной добавки, в общем случае имеет гладкий (не текстурированный) блестящий внешний вид обычного соединения из свинцово-оловянного припоя. Когда печатную плату паяют в устройстве пайки волной припоя, "низ" этой платы приводится в контакт с гребнем волны припоя. Расплавленный припой протекает через металлизированное монтажное отверстие в плате и вдоль вывода, находящегося в этом отверстии, образуя соединение, которое проходит через плату до ее "верха". Если такое паяное соединение создается без использования активной добавки в устройстве пайки волной припоя, может существовать небольшое различие во внешнем виде соединения между его верхней и нижней поверхностями. Нижняя поверхность соединения кажется более гладкой, а верхняя поверхность кажется более шероховатой. В то же время при использовании активной добавки на поверхности ванны припоя верхняя и нижняя поверхности соединения имеют достаточно похожий внешний вид и, в общем, являются гладкими и блестящими.
Кроме того, внешний вид такого бессвинцового припоя при металлографии различается в зависимости от того, используется или не используется активная добавка.
Припой из сплава олова-серебра содержит эвтектику, поэтому при кристаллизации из расплава возникает двухфазная структура: фаза в основном из олова и фаза, богатая серебром (вероятно, интерметаллидное соединение). Медь и другие дополнительные легирующие элементы могут присутствовать в таких достаточно небольших количествах, чтобы оставаться растворимыми в одной из этих фаз, либо могут присутствовать как третья фаза в таких малых количествах и с таким размером зерна, что они не заметны в поперечном сечении, например при 100-кратном увеличении. Поперечное сечение (после травления, например, в растворе КОН) демонстрирует большие области зерен олова и меньшие области зерен, богатых серебром.
Если припой поступает из ванны, не имеющей слоя активной добавки, зерна, богатые оловом, становятся несколько вытянутыми или несимметричными. Если припой поступает из ванны, содержащей слой активной добавки, богатые оловом зерна более округлы или симметричны. Различия не были определены количественно, но легко видны опытному оператору. Фиг.5 представляет собой микрофотоснимок увеличенного поперечного сечения примерного паяного соединения, полученного при помощи пайки волной припоя с использованием бессвинцового припоя, поступающего из ванны, не содержащей на поверхности плавающего слоя активной добавки. Фиг.6 представляет собой аналогичное поперечное сечение примерного паяного соединения, полученного по той же технологии с использованием слоя активной добавки, плавающего на поверхности ванны расплавленного припоя.
Эти визуальные наблюдения поверхности и структуры зерна припоя при использовании и без использования активной добавки при выполнении процесса пайки являются "усредненными". Другими словами, осмотр одного соединения или поперечного сечения не может ясно показать, было ли это соединение получено с использованием или без использования активной добавки. Отдельное соединение может вызывать сомнение, хотя в других случаях даже одного соединения достаточно, чтобы отличить процессы пайки, выполняемые с использованием и без использования активной добавки. Использование или неиспользование добавки можно определить, исследуя группу соединений, полученных при помощи одного и того же процесса.
Одной из особенностей настоящего изобретения является снижение до минимума образования шлака на поверхности расплавленного припоя. Когда расплавленный припой подвергается воздействию воздуха, происходит окисление металла. Оксиды (обычно называемые шлаком) образуются на поверхности и накапливаются во время работы устройства непрерывной пайки, например установки для пайки волной припоя. Возникает несколько проблем, связанных с образованием шлака.
Шлак может мешать тщательному пропаиванию печатных плат. Например, в серьезных ситуациях он может препятствовать смачиванию паяемых поверхностей и приводить к получению некачественных или незавершенных соединений. Наличие шлака также ведет к возникновению перемычки припоя между расположенными близко друг от друга электрическими выводами или контактными площадками. Кроме того, шлак представляет собой отходы припоя, и металл, удаляемый как шлак, должен быть заменен. В случае свинцово-оловянных припоев шлак является опасным отходом.
Обнаружено, что при добавлении слоя активной добавки на поверхность расплавленного припоя, например, в устройстве пайки волной припоя образование шлака уменьшается. Наличие пленки из активной добавки на поверхностях, открытых для воздействия воздуха, очевидно, препятствует достижению воздухом поверхности металла и, таким образом, препятствует окислению.
Шлак, который может образоваться на открытых зонах поверхности расплавленного припоя, поглощается слоем активной добавки. Шлак, образовавшийся на поверхности ванны припоя, в типичном случае включает оксид металла и захваченный металлический припой, если шлак возникает при отсутствии активной добавки. До 3/4 или более шлака может быть в виде захваченного припоя. При реализации настоящего изобретения на практике оказалось, что часть шлака, представляющая собой оксид металла, удерживается в слое добавки, а металл, содержащийся в шлаке (если таковой имеется), возвращается в ванну, в результате чего общее количество припоя, ушедшего в шлак, в значительной степени уменьшается. Не наблюдается того, что в активной добавке содержится сколь либо заметное количество неокисленного металла. В итоге, во время пайки расходуется меньше припоя и, таким образом, уменьшаются затраты, так как возникает меньше отходов.
Обнаружено, что шлак, содержащий металл, может быть нагрет в контакте с активной добавкой, и захваченный шлаком металл освобождается, в то время как оксид металла поглощается этой добавкой. Таким образом, шлак, удаленный из резервуара с припоем в устройстве пайки волной припоя, может быть снят и обработан для извлечения припоя. Шлак нагревают выше температуры плавления припоя под слоем активной добавки. Слои могут быть перемешаны, чтобы улучшить контакт для ускорения обработки. Под слоем добавки возникает и/или растет ванна расплавленного припоя, и остаток шлака поглощается жидкой добавкой.
Активная добавка с поглощенным окисленным металлом может быть подвергнута обжигу для извлечения олова и других металлов (например, серебра). Некоторые оловянные руды обычно обжигают в облицованных огнеупорным кирпичом карусельных печах (или отражательных печах), отапливаемых углем или нефтью, при температуре до 650°С, прежде чем удалить примеси. Наполненную металлом добавку можно использовать как некоторую часть подаваемого топлива или просто добавлять в руды и сжигать в печи. Применяется окислительный обжиг, так как восстановительный обжиг может дать нежелательный дым, и оксид олова является наиболее распространенной формой, в которой металл присутствует в оловянных рудах. Можно использовать хлоридизирующий обжиг (с NACl) в окислительных условиях для отделения олова от серебра, которое извлекается в виде паров.
Хотя предполагается, что над спокойными частями открытой поверхности расплавленного металла образуется, по меньшей мере, мономолекулярная пленка, вероятно, что области металлической поверхности при существовании подвижности или турбулентности неполностью покрыты такой пленкой. Поэтому, если имеется значительная турбулентность (например, когда волна падает на поверхность припоя в ванне) или быстрый поток (например, в некоторой части волны), сплошной пленки может не существовать. Даже если пленка не покрывает поверхность полностью, она эффективна с точки зрения снижения до минимума образования шлака, а также постоянного удаления оксидов металла из массы припоя в ванне.
Чтобы имело место окисление с образованием шлака, могут потребоваться места зародышеобразования, в которых возникает этот шлак, мешающий пайке. При удалении большей части оксида и изолированию его от тех участков, где шлак мешает процессу, число мест зародышеобразования уменьшается и подобным же образом снижается образование шлака. Другими словами, шлак продолжает образовываться, но с меньшей скоростью. Тот шлак, который возник, захватывается и поглощается активной добавкой, и его вредное воздействие исключается.
Как минимум добавления в ванну припоя должно быть достаточно, чтобы поддерживать фактически сплошную пленку на спокойной поверхности расплавленного припоя. Не было обнаружено никакого ущерба от наличия избыточных количеств добавки, сверх того, что требуется для поддержания сплошной пленки.
Считается желательным добавлять достаточное количество активной добавки на поверхность припоя в резервуаре устройства пайки волной припоя для образования плавающего слоя ощутимой толщины, например, приблизительно 1/4-1 см, по меньшей мере, на части поверхности ванны. Это количество позволяет устройству работать в течение одного дня или более до обслуживания ванны (кроме добавления припоя для замены использованного на печатных платах). Этот слой создает барьер, который предотвращает окисление припоя в ванне. На поверхности волны происходит небольшое окисление, и частички плавающего оксида падают в "водопаде" обратно в ванну. Этот новый оксид металла быстро поглощается плавающим слоем и фактически исчезает.
Толщина слоя активной добавки, размещенного на поверхности ванны, в некоторой степени зависит от объема припоя в этой ванне. Важной функцией активной добавки является удаление оксида металла из расплавленного припоя. Поэтому вместо определения, главным образом, на основе площади поверхности, более подходящим критерием количества добавки, которое должно быть использовано в ванне, является количество припоя. В качестве порядка величины приблизительно 100 мл активной добавки оказывается подходящим для 100 кг припоя. То есть этого количества более чем достаточно для первоначального удаления и это позволяет непрерывно использовать ванну в течение продолжительного времени. После очистки ванны от оксидов в расплавленном металле объем припоя имеет меньшее значение, и количество добавки, поддерживаемое на поверхности ванны, больше связано с площадью поверхности и с уровнем турбулентности, который открывает металл для доступа воздуха, в результате чего образуются оксиды.
Димерная кислота при ее добавлении в ванну является почти прозрачной как вода. Слой постепенно темнеет по мере поглощения оксида металла органической добавкой. Этот слой постепенно принимает вид чая, чая с молоком, какао, кофе со сливками и черного кофе. Предполагается, что потемнение частично связано с разрушением органического материала, а частично - с поглощением оксида металла. Разрушение может быть обусловлено полимеризацией, разложением или окислением, и возможно включает все эти процессы. Образуется потемневший "смолистый" слой, после снятия которого на спокойной поверхности расплавленного металла в типичном случае остается, по меньшей мере, пленка из активной добавки, которая продолжает оставаться эффективной для поглощения оксида металла, препятствования контакту воздуха и поверхности металла и поддержания в металле небольших количеств оксида.
Если слой активной добавки находится на подвижной поверхности ванны, например в устройстве пайки волной припоя, такое потемнение также происходит, но очевидно с более низкой скоростью, чем на спокойной поверхности ванны. Слой органической жидкости на поверхности ванны остается в более спокойных зонах, но при этом может удаляться от турбулентной области, где волна падает в ванну. По мере потемнения активного слоя его вязкость, по-видимому, увеличивается, в результате чего он постепенно приближается к основанию волны и может, в конце концов, встретиться с металлом, покидающим волну. Может оказаться желательным в перерывах удалять разрушившийся или израсходованный материал.
Хотя активная добавка остается в виде жидкости на поверхности ванны даже после разрушения, она может включать диспергированные твердые вещества. Несмотря на то, что в определенных зонах может образовываться твердая корка, и добавка становится вязкой, она при температуре ванны продолжает вести себя как жидкость, хотя и достаточно вязкая. Кроме того, обнаружено, что эффективность добавки может поддерживаться за счет добавления свежей порции даже после того, как добавка становится достаточно вязкой. Когда добавка становится достаточно темной и смолистой, ее эффективность может уменьшиться, и весь видимый слой органического материала может быть удален из ванны.
Слой разрушившейся активной добавки может быть удален при помощи "губки", стойкой к высоким температурам. Например, после полномасштабной производственной операции, описанной выше, на поверхности был размещен кусок тканого материала из арамидного волокна (Kevlar™) размером приблизительно 7 на 20 см. Плотный тканый материал имел толщину до приблизительно 6,5 мм. Разложившийся материал смачивал арамид и впитывался в ткань. Плавающий лоскут ткани перемещали по поверхности для сбора добавки вдоль краев резервуара, и когда его подняли, оказалось, что почти весь видимый слой добавки был удален этим лоскутом.
Оказалось, что необязательно использовать дорогостоящую "губку" из арамидного волокна. Разложившаяся активная добавка успешно удалялась из ванны расплавленного припоя с помощью обычного полотенца из хлопковой махровой ткани. Тряпка не контактировала с припоем достаточно долго, чтобы подвергнуться ощутимому повреждению или оставить какой-либо остаток на поверхности ванны. Поэтому для удаления израсходованной активной добавки может использоваться недорогая хлопковая тряпка или другое волокно, смачиваемое этой добавкой.
Так как эффективность слоя активной добавки на поверхности расплавленного припоя в устройстве непрерывной пайки может ухудшиться или исчерпаться во время использования, то может оказаться желательным заменять вещество приблизительно со скоростью ухудшения его эффективности. Это может выполняться путем ручного снятия или удаления некоторой части активной добавки в перерывах и добавления небольшого количества вещества в ванну припоя для поддержания эффективного слоя. В ином случае этот процесс может быть автоматизирован для удаления и добавления в перерывах или периодически небольших количеств вещества во время работы устройства.
Если активная добавка является вязкой жидкостью (как это часто и бывает), она может легко дозироваться (например, покапельно) при помощи любого из множества существующих дозаторов жидкости. Вязкость может быть снижена за счет использования подходящих растворителей, таких как толуол, гексан, октан, изопропиловый спирт, бутиловый спирт, гексанол или тому подобное. Требуемую скорость обновления слоя легко найти эмпирическим путем. Израсходованная или разрушившаяся добавка может быть удалена автоматизированным "снятием" с использованием арамидной губки, как описано выше, либо жидкость может быть удалена с поверхности.
Особенно подходящими материалами для изменения реологии димерной кислоты или аналогичной активной добавки являются мономеры жирных кислот или сложные эфиры с короткими цепочками (например, метилбутилат или дибутиловый эфир).
Активная добавка может быть разбавлена фактически неэффективными ингредиентами без нарушения эффективности. Существенное разбавление может уменьшить время, в течение которого активный ингредиент остается эффективным, либо ускорить возникновение необходимости удалить разрушившийся материал. Например, в димерную кислоту было добавлено небольшое количество карнаубского воска (до приблизительно 1%), чтобы получить довольно приятный запах при нагревании. Десятипроцентное разбавление карнаубским воском существенно не снизило эффективность или срок службы. Разбавление до содержания приблизительно 70% димерной кислоты и 30% воска заметно снизило срок службы, но вероятно не снизило эффективность. Срок службы снизился, так как смесь становилась темной и смолистой быстрее, чем неразбавленная димерная кислота. Итак, в предпочтительном случае основной частью жидкого слоя на поверхности расплавленного припоя является активная добавка, то есть более приблизительно 50%. Кроме того, без вредных последствий в активную добавку можно добавить красящие вещества.
Отличительной особенностью активной добавки является то, что она "поглощает оксид металла" из расплавленного металла или шлака, либо "поглощает оксид, по меньшей мере, одного металла, находящегося в ванне". Под этим подразумевается поглощение металла в его окисленном состоянии. Точно неизвестно, как именно "оксид металла" удерживается в слое активной добавки. Не известно, происходит ли замещение оксидом металла в молекуле, либо добавка захватывает оксид металла, могут происходить и оба эти процесса. Может происходить хелатообразование, изолирование, реакция или просто окружение. Например, если реакционно-способной группой активной добавки является амин, то ион металла может прикрепляться к молекуле добавки и высвобождать воду. Активная добавка удаляет и поглощает оксид металла, так как она имеет большее сродство к нему, чем расплавленный металл.
Так, активная добавка, находящаяся на поверхности расплавленного припоя и используемая в устройстве непрерывной пайки, может постепенно разрушаться за счет омыления в процессе устранения оксидов металла. Может происходить образование ковалентной или дативной (координационной) связи между концевой группой (группами) органической добавки и оксидом металла. В наиболее вероятном случае мицеллы активной добавки фактически захватывают оксиды. По существу, некоторое число молекул органической жидкости окружает молекулу или группу молекул оксида металла. При таком поглощении оксида металла добавка остается жидкостью, хотя ее вязкость может увеличиваться. Оксид металла, может быть, и не поглощается как отдельные стехиометрические молекулы, но это несущественно. Могут существовать "олигомеры" оксиды металла со свободным связыванием нескольких явно стехиометрических молекул.
Возможно, что активные добавки с нуклеофильными или электрофильными концевыми группами образуют "мыла тяжелых металлов" при нагреве сплава, используемого в качестве расплавленного припоя. Как и большинство солей, эти мыла тяжелых металлов обладают высокой стойкостью к нагреву, которая может помочь объяснить, почему добавка быстро не разрушается в суровой среде расплавленных сплавов.
При необходимости, можно повысить стойкость к нагревам путем снижения до минимума ненасыщенности в молекулах активной добавки. Уменьшение ненасыщенности увеличивает стойкость к нагревам за счет стимулирования плотной молекулярной упаковки. Так, например, продукт 432369 компании Sigma-Adrich, гидрогенизированная димерная кислота, может обеспечить улучшенную стойкость к нагреву по сравнению с ненасыщенными аналогами. Кроме того, улучшенную теплоустойчивость имеют ароматические димерные кислоты или тому подобное. Особенно подходящими могут оказаться фениловые кислоты с двумя карбоксильными группами, являющиеся аналогами фталевой кислоты. Для улучшения стойкости к нагреву к активным добавкам могут добавляться галогенизированные материалы, например нонадекафтордекановая кислота или сополимер диметилсилоксана с димерной кислотой с концевыми перфтордодецильными группами; соответственно продукты 177741 и 434906 компании Sigma-Adrich (Sigma-Adrich Inc., Медисон, Штат Висконсин). Другие продукты - димерные кислоты от компании Sigma-Adrich включают продукты 430307, 191043, 191035, 191019, 434647 и 434655.
Активная добавка в процессе пайки не ведет себя как флюс. Функцией флюса при пайке является удаление оксидной пленки из основного металла в результате химической реакции или высвобождение этой пленки иным образом с поверхности основного металла. После чего расплавленный флюс образует защитный покров в непосредственной близости от соединения, который предотвращает повторное образование оксидной пленки до тех пор, пока расплавленный припой не заменит флюс и не прореагирует с основным металлом с образованием интерметаллической связи. Активная добавка удаляет оксид металла из расплавленного припоя и может никогда не контактировать с твердыми паяемыми поверхностями. Флюс также может использоваться на твердых поверхностях для облегчения пропаивания при реализации данного способа. Флюсование является отдельной, независимой функцией.
Маловероятно, что активная добавка присутствует на гребне волны припоя, например в устройстве пайки волной припоя, так как расплавленный припой, образующий волну, подается под давлением со дна ванны, значительно ниже плавающего слоя добавки. Добавка не является ни растворимой, ни легко диспергируемой в металле. На печатных платах, полученных при помощи пайки волной припоя, не было обнаружено остатков добавки, когда ванна припоя содержала слой димерной кислоты на поверхности.
Вещество, добавляемое к припою при осуществлении непрерывного процесса, может добавляться постоянно, например в перерывах или периодически, и, вероятно, нет необходимости в непрерывном добавлении. По-видимому, также достаточно периодически удалять остатки израсходованной жидкости с поверхности припоя, и если это делается неоднократно, то по существу происходит постоянное удаление.
Как отмечено выше, нет необходимости в том, чтобы димерная кислота и/или тримерная кислота, пригодные для использования при реализации настоящего изобретения, были чистым димером одной жирной кислоты. Приведен пример димерной кислоты, которая включает небольшие количества мономера и тримера. Подходящим может оказаться то вещество, которое можно было бы назвать "тримерной кислотой" и которое содержит существенную долю тримера жирных кислот. Поэтому, например, вполне удовлетворительной может оказаться тримерная кислота, содержащая приблизительно две трети тримера и одну треть димера, особенно, если используемая жирная кислота (кислоты) позволяет получить тример с небольшими углеродными числами. Композиция, содержащая главным образом тримерную кислоту, с подходящим углеродным числом может оказаться предпочтительней композиции, содержащей главным образом димерную кислоту, так как предполагается, что тримерная кислота разрушается медленней, чем димерная.
Димерные кислоты и тримерные кислоты, обладающие эффективностью при пайке, могут быть получены из жирных кислот, имеющих приблизительно 18 углеродных атомов, включая углерод в карбоксильной группе. Легко доступные жирные кислоты из растительных источников в общем случае содержат четное число углеродных атомов. Так как они легко доступны и недороги, предпочтительны димерные кислоты, полученные из жирных кислот с углеродными числами в диапазоне от С14 до С22. Димерные и/или тримерные кислоты с более высокими углеродными числами, вероятно, подходят для некоторых вариантов применения пайки, но не являются легко доступными в промышленном масштабе. Кроме того, эти кислоты также могут оказаться полезными для ванн с цинком, используемых при цинковании погружением.
Когда углеродное число ниже двенадцати, желательно использовать тримеры, либо полимеры более высокого порядка или дендримеры для достижения подходящих длин углеродной части с целью получения хороших свойств по образованию пленки и хорошего поглощения оксидов металла. Так предпочтительно, чтобы димерная кислота или ее эквивалент имели углеродное число в диапазоне от 24 до 60. Вероятно, наилучшие результаты могут быть достигнуты при использовании димерной кислоты с углеродным числом в диапазоне от 28 до 44. Говоря об углеродном числе, необходимо понимать, что в обычном случае оно является "усредненным" для димерной кислоты или тому подобного, так как такие материалы обычно являются смесью димеров различных жирных кислот и могут включать мономеры, тримеры и дендримеры с более высокими или низкими углеродными числами. Особенно полезными могут оказаться дендримеры, так как может существовать несколько реакционно-способных мест без ухудшения других необходимых свойств добавки.
Процесс удаления оксида металла из ванны припоя особенно эффективен при использовании бессвинцовых припоев. Он пригоден для обычных свинцово-оловянных припоев, но с субъективной точки зрения предоставляет меньше преимуществ. Обнаружено, что активная добавка более эффективна на поверхности ванны без свинцового припоя, чем на поверхности ванны с припоем из сплава свинца-олова.
На поверхности волны, например в устройстве пайки волной припоя, может иногда быть заметна "корка" из шлака. Корка перемещается по поверхности припоя в резервуаре, пока не достигнет активной добавки, в результате чего она поглощается этой добавкой. Неизвестно, включает ли этот шлак захваченный металл или в значительной степени представляет собой окисленный металл. Если в шлаке содержится металлический припой, он высвобождается и возвращается в ванну припоя по мере того, как окисленный металл поглощается добавкой. На поверхности подвижной волны в ванне свинцово-оловянного припоя образуется гораздо более визуально заметный слой, чем на поверхности ванны без свинцового припоя. Вероятно, это является динамическим эффектом, так как свинец окисляется легче или быстрее олова в условиях, созданных в устройстве пайки. Также может играть роль высокая плотность свинца и его соединений. Корка из оксида, содержащего свинец, может продвигаться дальше по спокойной поверхности в направлении активной добавки, чем аналогичная корка из бессвинцового оксида.
Использование активной добавки особенно подходит для припоев из олова-серебра и припоев из тройных сплавов на основе олова, включая, например, сплавы из олова-серебра с добавлениями меди, никеля, висмута, сурьмы, цинка и/или индия. Она также эффективна для ванн из "чистого" свинца. Насколько известно, процесс пайки также не зависит от устройства пайки, в котором он используется.
По существу функции защиты поверхности расплавленного припоя от доступа воздуха и удаления оксида, содержащегося в металле, могут выполняться разными материалами. Так, например, на, по меньшей мере, части поверхности припоя в ванне создается слой барьерной жидкости. Барьерной жидкостью является, например, органическое масло. В дополнение к этому в ванну припоя добавляется удалитель оксида. Подходящий удалитель имеет более высокую (отрицательную) свободную энергию образования оксида, чем оксид олова, в результате чего оксид олова химически восстанавливается. Ион олова восстанавливается в металлическое олово и может быть образован альтернативный оксид.
Подходящим жидким слоем, обеспечивающим барьер кислороду, является органическое масло, такое как масло жирной кислоты, например такие мономеры, как кокосовое масло, арахисовое масло, пальмовое масло, оливковое масло, кукурузное масло, сафлоровое масло, талловое масло и так далее. Такие масла могут быть смешаны для получения дальнейших вариаций. Дополнительные жидкости, обеспечивающие барьер кислороду, включают, например, другие растительные масла, олеиновую кислоту, стеариновую кислоту, абиетиновую кислоту, пальмитиновую кислоту, линолевую кислоту, линоленовую кислоту, смоляные кислоты, а также димеры, тримеры и дендримеры таких масел. Материалы с более низким молекулярным весом приемлемы, даже несмотря на то, что они могут дымить, так как пары и дым можно удалить из зоны.
Предпочтительными являются более стабильные материалы с более высоким молекулярным весом. Пригодны замещенные жирные кислоты (включая димеры и тримеры) с концевыми группами, замещенными на -СООН группы, включая амин, амид и тиол. Кроме того, подходящие жидкости, обеспечивающие барьер кислороду, могут создавать различные парафины и воски, например пчелиный воск, и смеси на их основе с более высокой температурой плавления. Предпочтительны насыщенные алифатики с прямыми цепочками, но ароматические вещества также являются приемлемыми.
Особенно предпочтительная жидкость, обеспечивающая барьер кислороду, включает мыло тяжелого металла (например, олова) из мономера, димера или тримера жирной кислоты. Также пригодны мыла легких металлов (например, натрия, лития, кальция, магния). Такое мыло может образовать мономолекулярную пленку на спокойных поверхностях припоя для эффективного блокирования доступа кислорода. Предпочтительны полярные жидкости, так как они лучше "смачивают" расплавленный припой для поддержания сплошной пленки или слоя.
Другие добавки, которые могут подойти, если они не диссоциируют при температуре расплавленного припоя, содержат сложные эфиры, ангидриды, имиды, лактоны и лактамы (Например, ERISYS GS-120, глицидиловый эфир димера линолевой кислоты, предлагаемый на рынке компанией Specialty Chemicals Inc., Морстаун, Штат Нью-Джерси. Так, жидкость, обеспечивающая барьер кислороду, может содержать углеводородную часть димера и/или тримера жирной кислоты и, по меньшей мере, одну нуклеофильную и/или электрофильную группу на углеводородной части. Подходящей добавкой является дифункциональная органическая молекула с углеводородной частью, обеспечивающая возможность создания мономолекулярной пленки на расплавленном припое.
Подходящими барьерами кислороду могут также служить неорганические соли или смеси солей с низкой температурой плавления. Примеры включают хлорид натрия и алюминия (NaCl·AlCl2, температура плавления 185°С), монофторацетат натрия и смеси хлоридов, фторидов и бромидов металла. В такие смеси для снижения температуры плавления жидкости, обеспечивающей барьер кислороду, может включаться хлорид двухвалентного олова (SnCl2, температура плавления 246°С).
Слоем текучего барьера для кислорода может также быть инертный газ, например азот или аргон, который покрывает поверхность. Азот пытались применить в процессах пайки для снижения до минимума образования шлака. Это имело ограниченный успех, возможно потому, что кислород смешивается с азотом по мере его высвобождения вблизи припоя. Чтобы получить из азота удовлетворительный барьер для кислорода, например, можно использовать более качественные преграды и более высокие скорости потока азота. Аргон является более подходящей барьерной текучей средой, так как он имеет более высокую плотность и, следовательно, меньше смешивается с воздухом. Если имеются ограничивающие стенки, над ванной расплавленного припоя можно поддерживать устойчивый покров из аргона.
Второй добавкой для процесса пайки является удалитель кислорода или раскислитель, предназначенный для минимизации содержания оксида металла в расплавленном припое, а также восстановления оксида олова и других оксидов металла, которые могут образоваться. Наиболее распространенной разновидностью оксида олова, очевидно, является SnO2, и удалитель оксида должен иметь более высокую свободную энергию образования оксида (то есть более высокую отрицательную свободную энергию), чем оксид олова, чтобы эффективно восстанавливать последний. В наиболее общем случае удалитель добавляют в массу расплавленного олова или оловянного сплава.
Удалители оксида включают кальций, магний, алюминий, литий, калий, натрий, титан, цирконий, кремний, иттрий, редкоземельные металлы и так далее. Гидриды металлов также могут обеспечить хорошее удаление оксидов. Эти раскислители могут добавляться непосредственно в припой или более предпочтительно в форме оловянного сплава способом, аналогичным добавлению ферросплавов к стали. Такие сплавы предпочтительны при быстром расплавлении, а не медленном растворении в припое. Можно изготовить гранулы или пасту из материала, обеспечивающего барьер для кислорода и порошка добавки-удалителя для одновременного автоматического добавления в припой с целью замены отработанных добавок. Кроме того, ниже поверхности расплавленного припоя можно вводить газообразные раскислители или удалители. Например, можно барботировать через расплавленный металл восстановительный газ, содержащий 80% гелия и 20% водорода. Такая восстановительная смесь является невзрывоопасной.
Удалитель оксида может входить в состав слоя, плавающего на поверхности ванны расплавленного металла либо как отдельный слой, либо быть распределенным в слое оксидного барьера. Например, некоторые цеолиты (природные или искусственные) изолируют оксиды металла в своих порах. Таким образом, оксиды могут удаляться из расплавленного металла и/или поглощаться из шлака, который может образовываться там, где металл открыт для доступа воздуха. Такой твердый (например, цеолит) удаляющий агент в предпочтительном случае объединяют с жидкостью, которая устойчива к воздействию металла, в результате чего частицы твердого вещества не увеличивают просто объем твердого шлака на поверхности ванны. Например, соединения фосфора, используемые как раскислитель, могут находиться в слое барьера для кислорода вместо их растворения в ванне подобно упомянутым выше реакционно-способным металлам.
Удалитель оксида или его продукты находятся предпочтительно в плавающем слое, но вместо этого может быть применен материал, который погружается в расплавленное олово. Примерами являются ванадий и обедненный уран. Если используется такой погружающийся материал, то припой, используемый для волны или тому подобного, в предпочтительном случае отводится из ванны на среднем уровне или в другом месте, где оксиды не погружены в волну.
Как подходящие упомянуты несколько текучих сред, обеспечивающих барьер кислороду, и раскислители. Необходимо понимать, что некоторые из них могут оказаться непригодными для пайки электроники по другим соображениям (например, осадок может быть гигроскопичным). Они по-прежнему могут подходить для процессов пайки в других областях применения, например стоматологические изделия, ювелирные изделия, автомобильные радиаторы, изделия для водопровода и канализации и так далее.
Вместо добавки удаляющей металл, в припой можно погружать электрод. Электрод может быть расходуемым, либо он может быть включен в электрическую цепь для электрического восстановления оксидов металла на его поверхности без расходования. Можно барботировать жидкий или газообразный раскислитель через ванну припоя для удаления оксидов. Как упомянуто выше, вместо жидкого барьера для кислорода можно закрыть поверхность припоя азотом, аргоном или другим инертным газом. Так, вообще говоря, жидкий барьер используют вместе с отдельным раскислителем.
Хотя настоящее изобретение описано в контексте пайки волной припоя печатных плат с установленными компонентами, оно также полезно для лужения печатных плат или выводов компонентов, а также других процессов пайки. Например, только что изготовленные печатные платы имеют электропроводные области, покрытые припоем в результате контакта платы с расплавленным припоем, приблизительно так же, как и в устройстве пайки волной припоя. Затем для удаления избыточного припоя на контактных площадках или даже из металлизированных монтажных отверстий применяется продувка горячим воздухом. Эта технология подготовки печатных плат называется "Выравниванием припоя горячим воздушным ножом" (HASL).
Кроме пайки печатных плат и тому подобного описанный здесь способ пайки может использоваться для других изделий. Например, сердцевины автомобильных радиаторов часто паяют, погружая их в ванну расплавленного припоя. Слой активной добавки на поверхности ванны облегчает такую пайку. Ювелирные и другие изделия для одежды часто паяют, и этот способ также пригоден для таких вариантов применения.
Активная добавка, которая удаляет оксид металла из расплавленного припоя, может быть включена, например, в сердцевину проволоки из бессвинцового припоя. Очистка даже небольшой ванны расплавленного припоя может улучшить смачивание и дать возможность использовать более низкие температуры при пайке железа, чем достижимые при пайке вручную (ручной или автоматизированной) без активной добавки.
Шлак является определенной проблемой при плакировании стали оловом, изготовлении флоат-стекла, изготовлении пуль или свинцовой дроби, игрушечных фигурок и в других процессах, где имеются расплавленные металлы, и использование настоящего изобретения также помогает решить эти проблемы. Если активная добавка достаточно устойчива к повышенным температурам, этот способ можно использовать для горячего цинкования погружением. Такая активная добавка может представлять собой, например, тример или ароматическое соединение, и может быть твердой при комнатной температуре, что не нарушает принципов настоящего изобретения. Специалистам в данной области техники очевидны и другие области применения такого способа.
Ниже приведены упоминаемые выше Таблицы.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОПОЛНЯЕМЫЙ БЕССВИНЦОВЫЙ ПРИПОЙ И СПОСОБ РЕГУЛИРОВАНИЯ КОНЦЕНТРАЦИИ МЕДИ И НИКЕЛЯ В ВАННЕ ДЛЯ ПАЙКИ | 2006 |
|
RU2410222C2 |
| СОСТАВЫ ДЛЯ ПРИПОЯ | 2012 |
|
RU2627822C2 |
| БЕССВИНЦОВАЯ ФОЛЬГА ПРИПОЯ ДЛЯ ДИФФУЗИОННОЙ ПАЙКИ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2018 |
|
RU2765104C2 |
| СПОСОБ ПАЙКИ, ГИРОСКОП И ПАЯНЫЙ УЗЕЛ | 2010 |
|
RU2553144C2 |
| БЕССВИНЦОВЫЙ ПРИПОЙ | 2000 |
|
RU2254971C2 |
| Состав для защиты зеркала расплавленного припоя от окисления | 1989 |
|
SU1639921A1 |
| СПОСОБ ИЗВЛЕЧЕНИЯ ОЛОВА ИЗ БЕССВИНЦОВОГО ПРИПОЯ (ВАРИАНТЫ) | 2006 |
|
RU2405844C2 |
| СПОСОБ УВЕЛИЧЕНИЯ ЭКСПЛУАТАЦИОННЫХ СВОЙСТВ ИЗДЕЛИЙ АВИОНИКИ | 1995 |
|
RU2116172C1 |
| ФЛЮС ДЛЯ НИЗКОТЕМПЕРАТУРНОЙ ПАЙКИ | 2010 |
|
RU2463144C2 |
| Устройство для лужения и пайки волной расплавленного припоя | 1990 |
|
SU1706790A1 |
Способ может быть использован для пайки волной припоя или фонтаном припоя, или каскадной пайки, или пайки погружением, или пайки с выравниванием припоя горячим воздушным ножом преимущественно при изготовлении печатных плат. На поверхности расплавленного припоя поддерживают жидкий слой активной добавки, содержащей димерную кислоту, для удаления оксида металла из припоя и поглощения его. Активная добавка представляет собой органическую жидкость с нуклеофильными и/или электрофильными группами. Расплавленный припой очищают на месте, делая процесс пайки более эффективным, в особенности при использовании бессвинцового припоя. Удаление оксида металла очищает ванну и снижает вязкость припоя, в результате чего получают надежные паяные соединения. 6 н. и 16 з.п. ф-лы, 6 ил., 3 табл.
1. Способ пайки, в котором на поверхности расплавленного припоя в устройстве пайки поддерживают слой жидкой активной добавки, и паяют объект с использованием расплавленного припоя, отличающийся тем, что упомянутая жидкая активная добавка содержит димерную жирную кислоту.
2. Способ по п.1, отличающийся тем, что он представляет собой пайку волной припоя, или пайку фонтаном припоя, или каскадную пайку, или пайку погружением, или пайку с выравниванием припоя горячим воздушным ножом.
3. Способ по п.1, отличающийся тем, что расплавленный припой представляет собой бессвинцовый припой, а ванна расплавленного припоя находится при температуре не более 260°С.
4. Способ по п.1, отличающийся тем, что димерная жирная кислота имеет углеродное число в диапазоне от 24 до 60, при этом ее вводят в количестве, достаточном для поглощения оксида металла по мере его образования на поверхности расплавленного припоя.
5. Способ по п.1, отличающийся тем, что паяемый объект приводят в контакт с областью расплавленного припоя, которая не содержит видимого количества димерной кислоты.
6. Способ по п.1, отличающийся тем, что жирная димерная кислота, плавающая на поверхности ванны расплавленного припоя, обеспечивает поглощение шлака с упомянутой поверхности.
7. Паяное соединение, полученное способом по любому из пп.1-6.
8. Способ пайки, при котором поддерживают отдельный слой жидкой активной добавки на поверхности ванны расплавленного припоя в устройстве пайки волной припоя, или пайки фонтаном припоя, или каскадной пайки, создают динамический поток расплавленного припоя из ванны, проводят пайку объекта, при приведении его в контакт с поверхностью упомянутого динамического потока, отличающийся тем, что упомянутый слой активной добавки способен поглощать оксид, по меньшей мере, одного металла, который образуется на поверхности ванны, и оставаться, по меньшей мере, частично жидким в течение, по меньшей мере, четырех часов для очистки припоя и снижения вязкости ванны, имеет достаточную теплоустойчивость, чтобы оставаться эффективным на поверхности ванны расплавленного припоя в течение, по меньшей мере, четырех часов, имеет достаточно низкое давление насыщенного пара, чтобы оставаться эффективным на поверхности ванны расплавленного припоя в течение, по меньшей мере, четырех часов, и эффективно препятствует достижению кислородом, содержащимся в воздухе, спокойной поверхности ванны, при этом активная добавка содержит нуклеофильные и/или электрофильные концевые группы и является жидкой при температуре ванны припоя.
9. Способ по п.8, в котором жидкая активная добавка способна эффективно удалять оксид, по меньшей мере, одного металла из ванны.
10. Способ по п.8, отличающийся тем, что основная часть добавки содержит углеводородную часть димера и/или тримера жирной кислоты.
11. Способ по п.8, отличающийся тем, что упомянутый слой содержит материал, обеспечивающий барьер для кислорода, и в ванну добавляют удалитель оксида, имеющий более высокую энергию образования оксида, чем оксид олова, в результате чего последний химически восстанавливается.
12. Способ по п.8, отличающийся тем, что припой представляет собой бессвинцовый припой, а температуру расплавленного припоя поддерживают не более 260°С.
13. Способ по п.8, отличающийся тем, что количество активной добавки поддерживают достаточным для поглощения шлака по мере его образования на поверхности расплавленного припоя.
14. Способ по п.8, отличающийся тем, что по мере отработки добавки предусмотрено образование вязкого материала, содержащего отработанную добавку, на поверхности упомянутого отдельного жидкого слоя.
15. Способ по п.14, отличающийся тем, что осуществляют удаление упомянутого вязкого материала.
16. Способ по п.15, отличающийся тем, что после упомянутого удаления добавляют свежую порцию жидкой активной добавки на поверхность ванны расплавленного припоя.
17. Способ по п.13, отличающийся тем, что упомянутая добавка, обеспечивает удержание оксида металла и возвращение в ванну металла, содержащегося в шлаке.
18. Способ пайки, в котором поддерживают отдельный слой на поверхности ванны расплавленного припоя, при этом упомянутый отдельный слой содержит текучую среду, обеспечивающую барьер для кислорода, вводят в ванну расплавленного припоя удалитель оксида, имеющий более высокую свободную энергию образования оксида, чем оксид олова, в результате чего последний химически восстанавливается, и приводят паяемую поверхность в контакт с расплавленным припоем ниже упомянутой текучей среды, при этом упомянутая текучая среда, обеспечивающая барьер для кислорода, содержит углеводородную часть димера и/или тримера жирной кислоты и по меньшей мере одну нуклеофильную и/или электрофильную концевую группу.
19. Способ по п.18, отличающийся тем, что упомянутая текучая среда, обеспечивающая барьер для кислорода, состоит в основном из димерной жирной кислоты.
20. Устройство для пайки, включающее ванну расплавленного припоя, содержащую отдельный слой активной добавки, плавающий на поверхности расплавленного припоя, и средство нанесения расплавленного припоя из ванны на паяемый объект, при этом активная добавка содержит нуклеофильные и/или электрофильные концевые группы и является жидкой при температуре ванны припоя, причем упомянутый слой активной добавки способен поглощать оксид, по меньшей мере, одного металла, который образуется на поверхности ванны, и оставаться, по меньшей мере, частично жидким в течение, по меньшей мере, четырех часов для очистки припоя и снижения вязкости ванны, имеет достаточную теплоустойчивость, чтобы оставаться эффективным на поверхности ванны расплавленного припоя в течение, по меньшей мере, четырех часов, имеет достаточно низкое давление насыщенного пара, чтобы оставаться эффективным на поверхности ванны расплавленного припоя в течение, по меньшей мере, четырех часов, и эффективно препятствует достижению кислородом, содержащимся в воздухе, спокойной поверхности ванны.
21. Устройство по п.20, в котором основная часть активной добавки состоит из димерной жирной кислоты.
22. Применение жидкой активной добавки в качестве удалителя оксидов металла, образующихся в процессе пайки с расплавленным припоем, при этом добавка способна поглощать оксид, по меньшей мере, одного металла, который образуется на поверхности ванны, и оставаться, по меньшей мере, частично жидкой в течение, по меньшей мере, четырех часов для очистки припоя и снижения вязкости ванны, имеет достаточную теплоустойчивость, чтобы оставаться эффективной на поверхности ванны расплавленного припоя в течение, по меньшей мере, четырех часов, имеет достаточно низкое давление насыщенного пара, чтобы оставаться эффективной на поверхности ванны расплавленного припоя в течение, по меньшей мере, четырех часов, и эффективно препятствует достижению кислородом, содержащимся в воздухе, спокойной поверхности ванны, при этом активная добавка содержит нуклеофильные и/или электрофильные концевые группы и является жидкой при температуре ванны припоя.
| US 4598858 A1, 08.07.1986 | |||
| 1911 |
|
SU408736A1 | |
| СПОСОБ УВЕЛИЧЕНИЯ ЭКСПЛУАТАЦИОННЫХ СВОЙСТВ ИЗДЕЛИЙ АВИОНИКИ | 1995 |
|
RU2116172C1 |
| Жидкость для защиты припоя от окисления | 1980 |
|
SU969487A1 |
| Устройство для пайки струей припоя | 1976 |
|
SU578170A1 |

