Изобретение относится к области машиностроения, в частности к способам изготовления сборной внутренней втулки, используемой в подшипниках скольжения, предназначенных для работы в маловязких жидкостях, в том числе нефти и динамических нагрузках.
Известен способ изготовления сборной втулки подшипника скольжения, реализованный в конструкции подшипника скольжения, описанного в патенте РФ №2007634 по кл. F16С 27/02 от 26.11.1991 г.
Данный способ включает изготовление упругих элементов, выполненных из резины, а крепление керамического вкладыша с металлической втулкой осуществляется выполнением соответствующих торцевых прорезей и выступов.
Недостатком данного способа является недостаточная прочность соединения элементов сборной втулки, ограниченный температурный диапазон и ресурс.
Наиболее близким техническим решением по совокупности существенных признаков является способ изготовления защитной сборной втулки, реализованный в конструкции подшипника скольжения, описанного в патенте РФ №2190786 по кл. F16C 33/04 от 10.10.2002 г.
Данный способ включает размещение опорной втулки в полости наружной втулки и жесткое соединение их между собой.
Недостатком данного способа является недостаточная прочность защитной втулки подшипника скольжения, обусловленная наличием значительных растягивающих напряжений керамического вкладыша при механических и температурных воздействиях во время эксплуатации, что ведет к разрушению защитной втулки и к снижению ее ресурса.
Задача, на решение которой направлено заявленное изобретение, заключается в повышении эксплуатационной надежности внутренней втулки подшипника скольжения за счет исключения растягивающих напряжений и создания напряжений сжатия внутренней втулки.
Поставленная задача решается за счет того, что в способе изготовления сборной внутренней втулки подшипника скольжения, включающем изготовление составляющих элементов сборной втулки, состоящей из опорной втулки и наружной керамической втулки с последующим размещением опорной втулки в полости наружной керамической втулки и жесткое соединение их между собой, на одном конце наружной поверхности и внутренней поверхности опорной втулки выполняют проточки, а на другом конце опорной втулки выполняют проточку с образованием кольцевого выступа и кольцевой канавки, в промежутке между кольцевым выступом и наружной проточкой на другом конце размещают наружную керамическую втулку с фасками на торцевых поверхностях, при этом ось конуса с коническими поверхностями фасок смещена относительно оси керамической втулки, в проточке наружной поверхности опорной втулки размещают упорное кольцо с буртиком на одном конце и закрепляют его на наружной поверхности развальцовкой торцевой поверхности опорной втулки, а жесткое соединение опорной и наружной керамических втулок осуществляют завальцовкой кольцевого выступа опорной втулки с одной стороны опорной втулки и завальцовкой буртика упорного кольца с другой стороны опорной втулки.
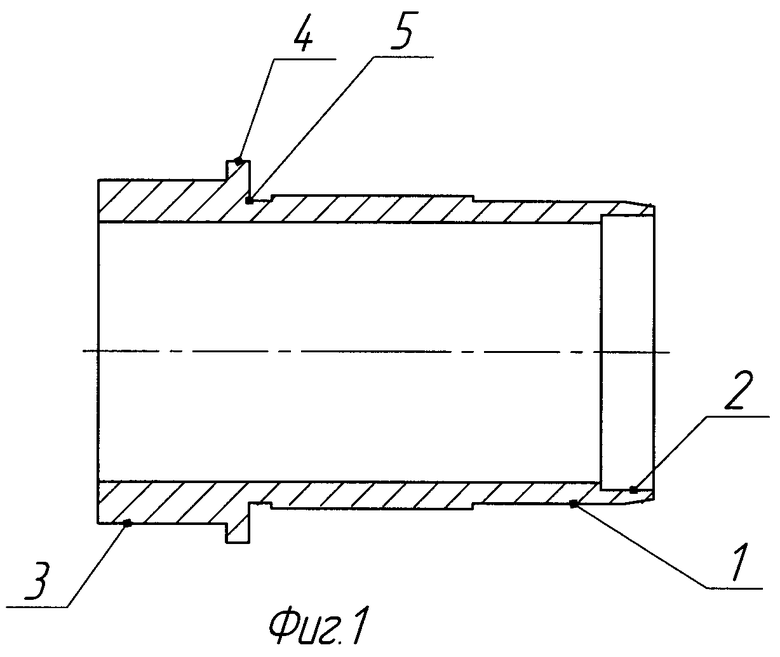
На фиг.1 представлена иллюстрация общего вида металлической опорной втулки и технологии ее изготовления.
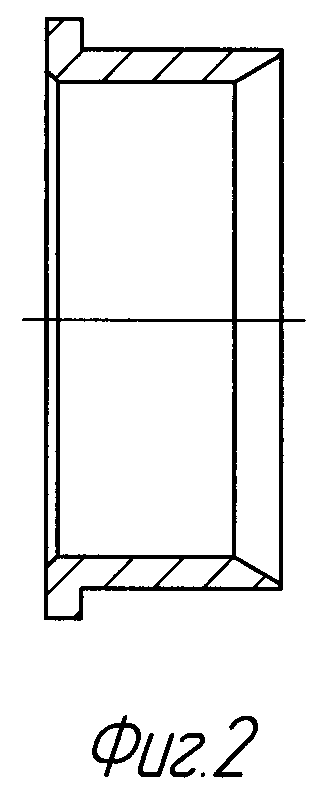
На фиг.2 представлена иллюстрация общего вида металлического упорного кольца с буртиком.
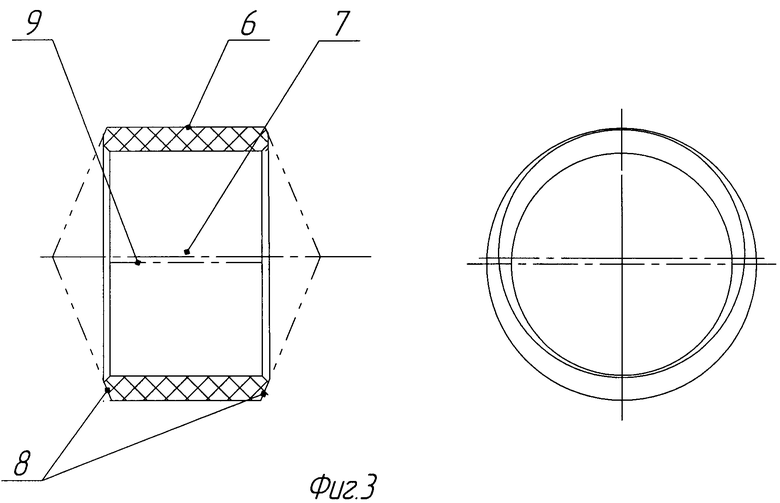
На фиг.3 представлена иллюстрация общего вида наружной керамической втулки и технологии ее изготовления.
На фиг.4 представлен общий вид сборной металлической втулки с иллюстрацией ее сборки.
Способ изготовления защитной сборной втулки подшипника скольжения осуществляют следующим образом.
На наружной поверхности опорной втулки (фиг.1) выполняют проточку 1, а на внутренней поверхности - проточку 2. На другом конце опорной втулки выполняют проточку 3 с образованием кольцевого выступа 4 и кольцевой канавки 5.
На керамической наружной втулке 6 выполняют фаски, при этом ось конуса 7 с коническими поверхностями фасок 8 смещена относительно оси 9 керамической втулки.
После изготовления всех составляющих элементов защитной сборной втулки в промежутке между кольцевым выступом 4 и наружной проточкой 1 размещают керамическую наружную втулку 6, а в проточке наружной поверхности опорной втулки 1 размещают упорное кольцо и закрепляют его на наружной поверхности втулки развальцовкой. После этого осуществляют жесткое соединение наружной керамической втулки на поверхности опорной втулки завальцовкой кольцевого выступа опорной втулки с одной стороны опорной втулки и завальцовкой буртика упорного кольца с другой стороны опорной втулки с последующей механической чистовой обработкой наружной поверхности керамической втулки. Предложенная технология изготовления сборной втулки позволяет исключить растягивающие усилия, а фиксация керамической втулки завальцовкой на опорной втулке обуславливает во время эксплуатации наличие сжимающих усилий на втулку, материал которой лучше воспринимает сжимающие усилия, чем растяжения, что в конечном итоге повышает эксплуатационную надежность втулки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сборки подшипникового узла и подшипниковый узел | 2024 |
|
RU2828240C1 |
| БУРОВОЕ ШАРОШЕЧНОЕ ДОЛОТО | 2005 |
|
RU2291270C1 |
| УЗЕЛ ВЫСОКООБОРОТНОЙ ШЕСТЕРНИ РЕДУКТОРА ВЕТРОДВИГАТЕЛЯ | 1999 |
|
RU2150022C1 |
| ПЯТИЛИНЕЙНЫЙ ДВУХПОЗИЦИОННЫЙ ЗОЛОТНИКОВЫЙ ЭЛЕКТРОПНЕВМОРАСПРЕДЕЛИТЕЛЬ | 2008 |
|
RU2379556C1 |
| УЗЕЛ КРЕПЛЕНИЯ ТЕПЛОВЫДЕЛЯЮЩЕЙ СБОРКИ ЯДЕРНОГО РЕАКТОРА | 2021 |
|
RU2764061C1 |
| МУФТА | 2006 |
|
RU2299366C1 |
| ЦЕПНАЯ ПЕРЕДАЧА (ВАРИАНТЫ) И СОСТАВЛЯЮЩИЕ ЕЕ ЭЛЕМЕНТЫ | 2007 |
|
RU2439398C2 |
| Устройство для обработки фасок на седлах клапанов | 1989 |
|
SU1741974A1 |
| Многофункциональное дульное эжекторное устройство (МДЭУ) | 2020 |
|
RU2752099C1 |
| НАСОСНЫЙ АГРЕГАТ | 2004 |
|
RU2262005C1 |
Изобретение относится к области машиностроения, в частности к способам изготовления сборной внутренней втулки, используемой в подшипниках скольжения, предназначенных для работы в маловязких жидкостях, в том числе нефти и динамических нагрузках. Способ изготовления включает изготовление составляющих элементов сборной втулки, состоящей из опорной втулки и наружной керамической втулки с последующим размещением опорной втулки в полости наружной втулки, и жесткое соединение их между собой. На одном конце наружной поверхности и внутренней поверхности опорной втулки выполняют проточки, а на другом конце опорной втулки выполняют проточку с образованием кольцевого выступа и кольцевой канавки. В промежутке между кольцевым выступом и наружной проточкой на другом конце размещают наружную втулку с фасками на торцевых поверхностях, при этом ось конуса с коническими поверхностями фасок смещена относительно оси наружной втулки. В проточке наружной поверхности опорной втулки размещают упорное кольцо с буртиком на одном конце и закрепляют его на наружной поверхности развальцовкой торцевой поверхности опорной втулки, а жесткое соединение опорной и наружной втулок осуществляют завальцовкой кольцевого выступа опорной втулки с одной стороны опорной втулки и завальцовкой буртика упорного кольца с другой стороны опорной втулки. Технический результат: повышение эксплуатационной надежности внутренней втулки подшипника скольжения за счет исключения растягивающих напряжений и создания напряжений сжатия внутренней втулки. 4 ил.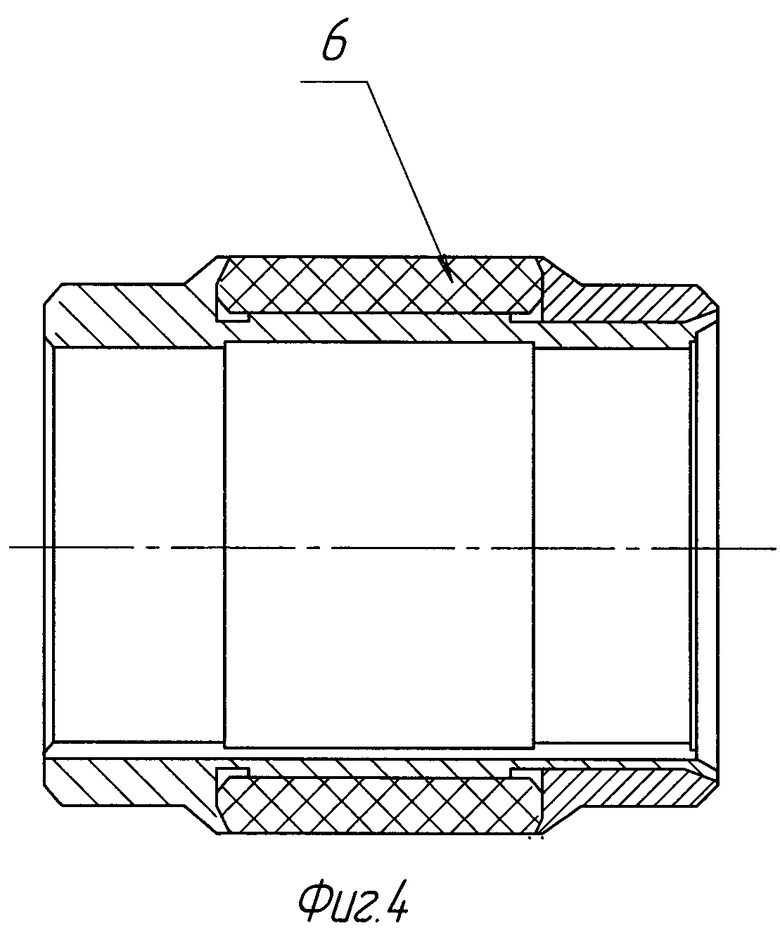
Способ изготовления сборной внутренней втулки подшипника скольжения, включающий изготовление составляющих элементов сборной втулки, состоящей из опорной втулки и наружной керамической втулки с последующим размещением опорной втулки в полости наружной керамической втулки и жесткое соединение их между собой, отличающийся тем, что на одном конце наружной поверхности и внутренней поверхности опорной втулки выполняют проточки, а на другом конце опорной втулки выполняют проточку с образованием кольцевого выступа и кольцевой канавки, в промежутке между кольцевым выступом и наружной проточкой на другом конце размещают наружную керамическую втулку с фасками на торцевых поверхностях, при этом ось конуса с коническими поверхностями фасок смещена относительно оси керамической втулки, в проточке наружной поверхности опорной втулки размещают упорное кольцо с буртиком на одном конце и закрепляют его на наружной поверхности развальцовкой торцевой поверхности опорной втулки, а жесткое соединение опорной и наружной керамических втулок осуществляют завальцовкой кольцевого выступа опорной втулки с одной стороны опорной втулки и завальцовкой буртика упорного кольца с другой стороны опорной втулки.
| ПОДШИПНИК СКОЛЬЖЕНИЯ (ВАРИАНТЫ) | 2000 |
|
RU2190786C2 |
| Способ повышения тягового усилия локомотивов | 1934 |
|
SU39169A1 |
| Электростатический сепаратор | 1935 |
|
SU48006A1 |
| JP 6147230 A, 27.05.1994. | |||

