Область техники
Изобретение относится к электронной технике - проектированию и изготовлению неразъемных паяных соединений, широко используемых в производстве аппаратуры на основе изделий микроэлектроники и полупроводниковых приборов, а конкретно - к контактным узлам на встречных контактах, посредством которых осуществляется сборка аппаратуры из бескорпусных компонентов, в том числе монтаж кристаллов БИС (чипов) в корпуса, а также в составе многокристальных модулей (МКМ).
Предшествующий уровень техники
Тенденцией развития этой области микроэлектронной техники является поиск физических и конструктивно-технологических принципов, которые позволили бы получить контактные узлы, устраняющие существующие в настоящее время препятствия, связанные с проблемами формирования большого числа (несколько тысяч) идентичных по своим характеристикам и надежных контактных узлов, соединяющих контакты на кристаллах БИС либо с проводниками разводки на внешние контакты корпуса БИС, либо с проводниками из разных слоев многослойной коммутационной структуры МКМ.
Таким образом, проблемы формирования большого количества идентичных контактных узлов особенно актуальны в таких областях сборки, как:
- монтаж кристаллов БИС в корпуса;
- монтаж кристаллов БИС в составе многокристальных модулей (МКМ - электронный узел из бескорпусных компонентов - кристаллов БИС).
Современные кристаллы БИС, как компоненты для сборки, отличаются:
- большой площадью кристаллов (>1 см2);
- большим количеством контактных площадок (~1 тыс.шт.);
- расположением контактных площадок либо по периферии кристалла (для сборки способом сварки - Wire Bond технология сборки), либо в виде матрицы по всей площади кристалла (для сборки способом пайки через посредство выступов из припоя на контактных площадках - Flip-Сhiр - флип-чип технология сборки).
Определенные перспективы связывались с технологией выполнения контактных узлов, в которых контакты соединялись протяженными соединительными элементами (СЭ) в виде балочных СЭ (А.Мазур и др. Процессы сварки и пайки в производстве полупроводниковых приборов. - М., Радио и связь, 1991 г., с. 38-39), предварительно сформированных (групповыми технологическими процессами) на тонкой полиимидной (ЛИ) пленке, в виде металлизированных дорожек - от контактов на чипе до ответных контактов на коммутационной подложке. Концы упомянутых дорожек оформлены таким образом, чтобы их можно было присоединить сваркой одним концом - к соответствующему контакту на чипе, а другим - к контакту на подложке (такую ПИ-структуру называют «паучком»). После присоединения дорожек к контактам и удаления вспомогательных фрагментов пары контактов оказываются связанными параллельными проводниками (балочной формы - отсюда название: балочные СЭ), закрепленными на поверхности ПИ-структуры. Т.е. в отличие от классического способа сборки сваркой проволочками СЭ в «паучке» не могут замкнуть между собой. Кроме того, все паучковые СЭ будущих КУ формируются перед сборкой в групповом процессе заранее, а не сматываются (с катушки), отмеряются и формируются последовательно, друг за другом, как это происходит при обычной сборке сваркой.
Тем не менее, технология монтажа кристаллов с помощью ПИ-паучков, представляя собой вариант развития способа сборки сваркой проволочек (Wire Bond), наследует главнейшие недостатки этого способа:
- все контакты на чипе должны быть расположены по краям чипа (это ограничивает количество контактов ввода/вывода на чипе линейным ростом от размеров чипа);
- последовательный (негрупповой) характер сборки сваркой (это определяет длительность процесса сборки, т.е. вероятность сбоя сборочной машины и % брака);
- возможность скрытого дефектообразования в чипе при сварочном воздействии (это определяет вероятность отказа в эксплуатации, т.е. эксплуатационную надежность аппаратуры, содержащей такие чипы).
Для преодоления указанных недостатков фирмой IBM в начале 60-х годов XX века были предложены способ формирования и устройство контактного узла (КУ) для флип-чип технологии сборки (монтажа) кристалла ИС (чипа) на коммутационную подложку.
Флип-чип КУ состоит из двух плоских контактов одинаковой формы и площади, один из которых размещен на рабочей поверхности кристалла ИС, обращенной к поверхности коммутационной подложки, а другой контакт, из упомянутых двух плоских контактов, размещен на поверхности коммутационной подложки, обращенной к рабочей поверхности кристалла, причем упомянутые поверхности кристалла и коммутационной подложки - плоскопараллельны, оси и ортогональные проекции контуров обоих контактов совмещены, а сами контакты жестко связаны между собой перемычкой из припоя таким образом, что между упомянутыми поверхностями кристалла и коммутационной подложки, после формирования всех контактных узлов, образуется плоскопараллельный зазор, который, как правило, заполняется гидрофобным эластичным электроизоляционным материалом (андерфилл), предназначенным для компенсации значительных термомеханических напряжений между кристаллом и коммутационной подложкой при технологических воздействиях и в процессе эксплуатации.
Таким образом, в этом способе сборки кристалл ИС (chip - чип) обращен (перевернут) рабочей поверхностью к коммутационной подложке, за что сам способ получил название Fllip-Chip (флип-чип - перевернутый чип).
Контактный узел флип-чип, соединяющий два встречных контакта, можно классифицировать как «контактный узел на встречных контактах» (КУ ВК).
Компоненты для флип-чип технологии сборки (сборник «Electronic Assembly in the Next Millennium», статья «Innovation in Surface Mount Tecnology», перевод и адаптация А. Калмыкова) заслуженно завоевали свое место на рынке сборки благодаря своим очевидным преимуществам, к которым относятся:
- экономия места на печатной плате;
- небольшая высота и незначительный вес;
- снижение стоимости материалов;
- сокращение длины соединений, что обеспечивает лучшие электрические параметры;
- меньшее количество соединений, что сокращает количество потенциальных отказов и обеспечивает более эффективное распределение тепловой энергии.
Но, как и все остальные, эта популярная технология, в последние годы символизирующая передовые тенденции технологии монтажа на поверхность (SMT), имеет и свои недостатки:
- дороговизна технологии формирования сферических выступов (Bumps=бампов) на контактных площадках кристалла;
- чрезвычайно плотная разводка платы под посадочное место для флип-чип кристалла БИС, что приводит к повышению расходов на коммутационную плату (подложку);
- большой объем работы технологов по оптимальному выбору флюсующих веществ и адгезивов, в зависимости от вида флип-чип компонента, подложки и процесса пайки;
- трудности в контроле качества техпроцесса и результатов пайки компонентов флип-чип, а также ремонта.
Кроме того, до сих пор не решен вопрос со стабильностью уровня выхода годных при бампировании кристаллов. Время цикла сборки с применением технологии флип-чип может быть довольно долгим из-за этапов нанесения специальных материалов и процессов их отверждения. Особое внимание должно быть обращено на распределение тепловой энергии для обеспечения высокой надежности сборки.
Инфраструктура поддержки технологии флип-чип для электронной индустрии до сих пор развита не столь сильно, как других стандартных технологий.
Можно выделить также следующие особенности в развитии технологии флип-чип:
- 60% всего мирового потребления флип-чипов приходится на кристаллы микросхем с низким числом контактов (каналов) ввода/вывода, используемых в производстве электронных часов и автомобильной электроники;
- далее следуют микросхемы со средним числом каналов ввода/вывода, используемые в драйверах дисплеев, модулях формата PCMCIA, а также в изделиях компьютерной техники большего формата;
- и, наконец, микросхемы с числом каналов ввода/вывода от 2000 и выше, в которых используются кристаллы высокой степени интеграции и надежности, как правило, монтируемые на керамические подложки.
Ожидается рост использования флип-чип компонентов в портативных средствах связи, что, вероятно, будет актуально и для электроники России в ближайшие несколько лет, а также в изделиях компьютерной техники высокой степени сложности.
Использование флип-чипов в изделиях высокой степени интеграции и надежности сильно зависит от отработки надежной и повторяемой технологии их производства.
Благоприятным обстоятельством в использовании флип-чип технологии является большой конструктивный и технологический опыт, накопленный при разработке и создании упомянутых выше контактных узлов.
Однако сформированные по этой технологии контактные узлы, не позволяют осуществлять прямой визуальный и электрический контроль процесса и результатов сборки контактного узла в связи с тем, что кристалл, обращенный своими контактными площадками к подложке, закрывает все совмещенные ответные контактные площадки на подложке. Кроме того, в таких конструкциях отсутствует естественный выход для технологических отходов из зазора между подложкой и кристаллом, что может приводить к деградационным явлениям в кристалле в процессе эксплуатации и снижению надежности функционирования кристалла.
Т.е. непосредственный перенос этого опыта в область микроэлектроники не может быть произведен автоматически, без учета особых требований, предъявляемых к контактным узлам спецификой сборочных процессов в современной микроэлектронике.
Известен микроэлектронный узел, содержащий:
- кристалл полупроводниковой микросхемы, имеющий направленные в противоположные стороны верхнюю и нижнюю плоские поверхности, причем упомянутая микросхема имеет выводные контакты, расположенные по периферии упомянутой нижней поверхности;
- коммутационную подложку, имеющую на поверхности, обращенной к кристаллу упомянутой микросхемы, электропроводящие металлизированные дорожки и выводные контакты, причем упомянутые выводные контакты соединены с упомянутыми металлизированными дорожками, размещенную подвижно относительно упомянутой микросхемы;
- эластичный слой, расположенный между упомянутой подложкой и упомянутой нижней поверхностью упомянутой микросхемы для облегчения перемещения упомянутых металлизированных дорожек, а также между упомянутыми электродами и упомянутой микросхемой, при этом упомянутый податливый слой состоит из материала с низким модулем, обеспечивающим независимое перемещение упомянутых электродов, как в направлении, параллельном упомянутой задней поверхности упомянутой микросхемы, так и в направлении, перпендикулярном задней поверхности упомянутой микросхемы;
- проволочные шины, соединенные с упомянутыми микросхемными контактами на передней поверхности упомянутой микросхемы, причем упомянутые проволочные шины проходят вниз вдоль упомянутых краев упомянутой микросхемы и соединяются с гибкими выводными частями подложки, приспособленной для управления импедансом упомянутых гибких, выводных частей, расположенных на ней;
- упомянутая подложка включает в себя полимерный диэлектрический материал, выполненная в виде гибкого листового материала, выбранного из группы, содержащей полиимид, фторполимер, термопластический полимер и эластомеры, обеспечивающего свободное перемещение электродов относительно микросхемы, причем упомянутая подложка также включает в себя электропроводный слой, приспособленный содействовать электроизоляции выводов электродов от микросхемы и обеспечивать лучшее управление импедансами упомянутых выводных частей;
- упомянутые микросхемные контакты определяют первое межцентровое расстояние между соседними микросхемными контактами, а упомянутые электроды определяют второе межцентровое расстояние между смежными электродами, причем упомянутое второе межцентровое расстояние больше, чем упомянутое первое межцентровое расстояние;
- упомянутая подложка имеет верхнюю поверхность, обращенную к микросхеме, и нижнюю поверхность, обращенную от микросхемы, и упомянутые гибкие выводные части и электроды могут быть расположены как на упомянутой верхней поверхности упомянутой подложки, так и на упомянутой нижней поверхности упомянутой подложки, при этом подложка включает в себя проходящие сквозь нее отверстия от упомянутой верхней поверхности к упомянутой нижней поверхности, причем электроды вскрыты через упомянутые отверстия и прикреплены к ним посредством связующего материала;
- диэлектрический герметик, покрывающий, по меньшей мере, часть упомянутой подложки и, по меньшей мере, часть упомянутых краев и упомянутых передней и задней поверхностей, а также, по меньшей мере, часть упомянутых проволочных шин и, по меньшей мере, часть упомянутых краев и упомянутой передней поверхности упомянутой микросхемы, при этом упомянутый герметик является податливым;
- теплопроводный слой, связанный с упомянутой передней поверхностью упомянутой микросхемы (патент США №5852326, МПК H01L 23/48, 23/52, опубл. 1998).
Известен контактный узел, содержащий, по крайней мере, два металлизированных контакта, связанных с токоведущими дорожками, размещенными на поверхностях коммутационных слоев, выполненных на основе из диэлектрического материала, совмещенных друг с другом и соединенных между собой электрически и механически электропроводящим связующим материалом, представляющих стык между контактом, изготовленным в виде металлизированной плоской контактной площадки, связанной с токоведущими дорожками на поверхности нижележащего коммутационного слоя, и состыкованным с ней ответным контактом, выполненным в виде металлизированного отверстия в слое диэлектрического материала, причем нижний край металлизированного отверстия обращен к металлизированной плоской контактной площадке на поверхности нижележащего коммутационного слоя, а его верхний край - связан с токоведущими дорожками на верхней поверхности вышележащего коммутационного слоя. При этом металлизированное отверстие может быть выполнено в форме или цилиндра, или усеченного конуса, а металлизированная контактная площадка - плоской, причем в центре металлизированной контактной площадки, ответной металлизированному отверстию, сформирован выступ, взаимодействующий с ответным металлизированным отверстием, и выполнен из электропроводящего материала в форме цилиндра, конуса или шара. Кроме того, контакт, ответный металлизированному отверстию, может быть выполнен в виде стержня, закрепленного в нижележащем коммутационном слое, ортогонально его поверхности, и вставленного в упомянутое металлизированное отверстие (международная заявка WO 00/35257 А1, опубликованная в соответствии с договором о патентной кооперации).
В этом контактном узле удалось, в значительной мере, устранить отмеченные выше недостатки, присущие известным конструкциям контактных узлов. Однако постоянно растущие требования к микроминиатюризации, с одной стороны, и к техническим характеристикам МКМ, с другой стороны, - делают постоянно актуальной задачу дальнейшего совершенствования конструкции контактного узла, позволяющего удовлетворять упомянутые постоянно растущие требования.
Вместе с тем известный КУ обладает явно выраженной асимметрией относительно контактов в составе КУ: один контакт - плоский (например, на чипе или печатной плате из стеклотекстолита), а второй контакт - в виде металлизированного отверстия в пленочной коммутационной структуре. И хотя необходимость и актуальность такого «несимметричного» КУ особенно значимы при создании плотноупакованной аппаратуры на основе одно- и многослойных гибких пленочных коммутационных носителей чипов в составе многокристальных модулей (МКМ), при сборке МКМ часто возникают задачи эффективного связывания пар встречных контактов (ВК), размещенных на встречных плоских копланарных жестких носителях. Ярким примером решения такой задачи (КУ на ВК) является флип-чип КУ и флип-чип технология монтажа кристалла ИС (жесткая и хрупкая пластинка из Si или другого монокристаллического полупроводника), например, на жесткую коммутационную подложку из многослойной керамики.
Известен также контактный узел, один из возможных вариантов выполнения которого показан на Фиг.5 патента, содержащий, по меньшей мере, два метализированных контакта (16, 27), связанных с проводящими дорожками, размещенными на поверхности соединительных слоев, выполненных на основании из диэлектрического материала и взаимно выровненных и взаимосвязанных электрически и механически проводящим связующим материалом (26), при этом он выполнен в виде пересечения между контактом, сделанным в виде металлизированной контактной площадки (27), связанной с проводящими дорожками на поверхности соединительного слоя, и соответствующим контактом, соединенным с этой контактной площадкой и сделанным в виде металлизированного отверстия (15) в вышележащем соединительном слое, причем нижний край металлизированного отверстия обращен к металлизированной контактной площадке на поверхности нижележащего контактного слоя, а верхний край этого отверстия связан с проводящими дорожками (21) на верхней поверхности вышележащего соединительного слоя, при этом металлизированное отверстие имеет форму цилиндра, верхний край металлизированного отверстия, связанного с проводящими дорожками на поверхности соединительного слоя, образует металлизированный ободок по периферии края, металлизированная контактная площадка плоская, верхний и нижний края металлизированного отверстия имеют фаску.
Другой возможный вариант выполнения упомянутого контактного узла в соответствии с данным изобретением приведен на Фиг.3 патента, на котором контактный узел содержит: первый соединительный слой (41), имеющий на своей поверхности проводящую дорожку; второй соединительный слой (42), нанесенный рядом с первым соединительным слоем, имеющим на своей поверхности проводящую дорожку; и металлизированное отверстие (43) через первый соединительный слой, соединенное своей внутренней поверхностью с проводящей дорожкой первого соединительного слоя; и металлизированную контактную площадку, предусмотренную на поверхности второго соединительного слоя и соединенную с проводящей дорожкой второго соединительного слоя, при этом проводящий связующий материал (45) нанесен в металлизированном отверстии для контактирования с внутренней поверхностью металлизированного отверстия и металлизированной контактной площадкой, чтобы образовать соединение между первым и вторым соединительными слоями, металлизированное отверстие имеет форму цилиндра (патент США №6100475).
В данном патенте раскрыты и защищены решения, направленные на обеспечение качественного монтажа печатной платы с BGA-выводами (например, ИС в корпусе с BGA-выводами) на монтажную плату способом пайки (BGA/Ball Grid Array - это матричный массив выступов-контактов, выполненных из припоя, как правило, в виде шариковых бампов).
Из предшествующего уровня техники известно, что массивы шариковых BGA-контактов (бампов) в BGA-устройствах характеризуются следующими основными параметрами:
- размеры (высота) бампов (-100 мкм);
- «шаг» бампов (>200 мкм) при их матричном расположении в заданной сетке;
- размеры матричной области с бампами (как правило,<50х50 мм);
- состав материалов бампов (как правило, Pb-Sn, Sn-Bi и Pb-Ag);
- температура плавления бампов: низкотемпературные (<180°С) и высокотемпературные (>220°С) и т.д.
Известно также, что основными проблемами монтажа печатных плат с BGA-выводами, не решенными до настоящего времени, являются:
- обеспечение точности совмещения BGA-выступов с ответными плоскими контактами;
- предотвращение «соскальзывания» BGA-выступов с ответных плоских контактов в процессе совмещения, фиксации и пайки;
- исключение «перекосов» копланарности монтируемых плат при совмещении контактов, фиксации и пайке;
- выдерживание равномерного фиксированного зазора между платами в процессе пайки, когда BGA-выступы становятся жидкими;
- исключение «расплывания» BGA-выступов в расплавленном состоянии, что приводит к скрытым от визуального контроля замыканиям между BGA-выводами и т.д.
На решение перечисленных выше проблем BGA-сборки и направлен данный патент. Предложено оригинальное решение предварительной фиксации печатной платы, с расположенными на нижней стороне BGA-контактами на заданном расстоянии от поверхности другой платы (монтажного основания), несущей на своей верхней стороне массив ответных плоских контактов.
Фиксация достигается с помощью особых выступов-бампов из высокотемпературного ~220°С припоя, сформированных предварительно на ответных металлизированных площадках на плате, например, несущей BGA-контакты, и расположенных по периферии или внутри массива BGA-контактов.
На первом этапе сборки обеспечивается строгая фиксация выступов-бампов из высокотемпературного припоя относительно ответных плоских контактов на нижней плате. При этом строго выдерживается зазор между платами перед основной пайкой, осуществляемой при температуре ~180°С массива BGA-бампов. Высокотемпературные >220°С перемычки из припоя на основе периферийных отверстий:
- не позволяют BGA-бампам «съехать» с ответных плоских контактов в процессе основной пайки при температуре <180°С;
- обеспечивают строгий зазор между соединяемыми платами;
- предохраняют низкотемпературные бампы от «расплывания» и замыкания между собой при низкотемпературной <180°С пайке.
Основное назначение узлов типа «плоский контакт, припаянный к металлизированному отверстию», защищенных и раскрытых в данном патенте - это предварительная фиксация двух плат относительно друг друга высокотемпературными перемычками, для обеспечения качества последующей основной пайки массива пар контактов «бамп - плоский контакт» при низкотемпературной <180°С пайке.
Предлагаемое изобретение направлено не на обеспечение зазора между спаиваемыми платами, а наоборот, - на обеспечение «беззазорного» соединения плоского контакта (например, на кристалле ИС) с ответным контактом в виде металлизированного отверстия (например, в гибком коммутационном носителе кристалла ИС) по принципу «припайки плоского дна к обечайке».
Известен также контактный узел, один из вариантов выполнения которого показан на Фиг.2 патента, содержащий, по меньшей мере, два металлизированных контакта, связанных с проводящими дорожками, размещенными на поверхности соединительных слоев, выполненных на основании из диэлектрического материала и взаимно выровненные и взаимосвязанные электрически и механически проводящим связующим материалом (13), при этом он выполнен в виде пересечения между контактом, сделанным в виде металлизированной контактной площадки (31), связанной с проводящими дорожками на поверхности соединительного слоя, и соответствующим контактом, соединенным с этой контактной площадкой и сделанным в виде металлизированного отверстия (23) в вышележащем соединительном слое, причем нижний край металлизированного отверстия обращен к металлизированной контактной площадке на поверхности нижележащего контактного слоя, а верхний край этого отверстия связан с проводящими дорожками (24) на верхней поверхности вышележащего соединительного слоя, при этом металлизированное отверстие имеет форму усеченного конуса, причем нижнее основание усеченных конусов обращено к контактной площадке на поверхности нижележащего соединительного слоя, а верхнее основание усеченных конусов связано с проводящими дорожками на верхней поверхности вышележащего соединительного слоя, верхний край металлизированного отверстия, связанного с проводящими дорожками на поверхности соединительного слоя, образует металлизированный ободок по периферии края, кристалл (41) интегральной микросхемы, ориентированный своими металлизированными контактными площадками на соответствующие металлизированные отверстия в вышележащем соединительном слое, используется в качестве соединительного слоя с металлизированными контактными площадками относительно металлизированных отверстий в вышележащем соединительном слое, металлизированная контактная площадка плоская; содержащий далее выступ (31), взаимодействующий с соответствующим металлизированным отверстием, образованным в центре металлизированной контактной площадки относительно металлизированного отверстия, выступ имеет форму сферы, верхний и нижний края металлизированного отверстия имеют фаску.
Другой возможный вариант выполнения данного изобретения показан на Фиг.2 патента, где контактный узел содержит: первый соединительный слой (21), имеющий на своей поверхности проводящую дорожку; второй соединительный слой (30), нанесенный рядом с первым соединительным слоем, имеющим на своей поверхности проводящую дорожку; и металлизированное отверстие (23) через первый соединительный слой, соединенное своей внутренней поверхностью с проводящей дорожкой первого соединительного слоя; и металлизированную контактную площадку (31), предусмотренную на поверхности второго соединительного слоя и соединенную с проводящей дорожкой второго соединительного слоя, при этом проводящий связующий материал (13) нанесен в металлизированном отверстии для контактирования с внутренней поверхностью металлизированного отверстия и металлизированной контактной площадкой, чтобы образовать соединение между первым и вторым соединительными слоями, металлизированная контактная площадка имеет металлизированный выступ (11) в виде сферы в проводящем связующем материале (патент США № 6087597).
Техническое решение, защищенное в данном патенте, также, как и техническое решение, защищенное в вышеприведенном патенте США, направлено на решение проблем монтажа плат с BGA-выводами на несущей плате с ответными плоскими контактами.
В патенте раскрыто решение той же проблемы: фиксации строгого зазора между платами в процессе сборки, что и в упомянутом патенте США, но только иным путем.
В патенте отмечается, что твердый сферический сердечник, вставленный между плоской контактной площадкой на нижней плате и ответным металлизированным отверстием конической формы, сужающимся кверху в верхней плате, входит в указанное металлизированное отверстие частично, упираясь в коническую поверхность металлизированного отверстия.
Таким конструктивным решением и достигается фиксация зазора между верхней и нижней платами при их спайке припоем, предварительно размещенным в металлизированном отверстии и на поверхности твердого сферического сердечника.
Используя выступы различной формы (сферической, конической, цилиндрической) авторы облегчают совмещение плоской контактной площадки нижней платы, на которой предварительно размещен выступ, с ответным металлизированным отверстием в верхней плате, в которое выступ входит в качестве направляющего элемента, не упираясь ни в какие преграды и не мешая верхней плате плотно прижаться к нижней несущей поверхности.
Существо изобретения в соответствии с упомянутым патентом направлено на:
- обеспечение столбиков припоя (бампов) одинаковой высоты;
- исключение сжатия бампов при пайке (с целью обеспечения и фиксации зазора между платами);
- повышение прочности бампов.
Как отмечалось выше, заявленная группа изобретений направлена не на обеспечение зазора между спаиваемыми платами, а наоборот, - на обеспечение «беззазорного» соединения плоского контакта (например, на кристалле ИС) с ответным контактом в виде металлизированного отверстия (например, в гибком коммутационном носителе кристалла ИС) по принципу «припайки плоского дна к обечайке», что не достигается в данном патенте.
Наиболее близким по технической сущности к заявленному изобретению, в части устройства, и достигаемому техническому результату при его использовании, является контактный узел, в котором соединение контактов кристалла и коммутационной подложки осуществляется контролируемым придавливанием перевернутого чипа к коммутационной подложке (способ С4=Controlled Collapse Chip Connection), с образованием контактного узла (для каждой пары встречных контактов), состоящего из двух плоских контактов, один из которых расположен на кристалле ИС, перевернутом контактами к коммутационной подложке, имеет выступ из припоя, играющий роль соединительного элемента, посредством которого упомянутый контакт соединен с ответным встречным контактом на упомянутой коммутационной подложке с нанесенным на упомянутый контакт припоем, причем после нагрева припойного выступа и припоя до температуры плавления, при дозированном придавливании перевернутого кристалла к коммутационной подложке, между упомянутыми контактами образуется механически прочное электрическое соединение упомянутых встречных контактов. Зазор между перевернутым кристаллом и коммутационной подложкой, после припайки бампов, заполняется эластичной гидрофобной композицией, служащей для разгрузки термомеханических напряжений при технологических воздействиях и в процессе эксплуатации («Microelectronics Packaging Handbook», Part II (Semiconductor Packaging), Second Edition, Edited by: Rao R. Tummala, Eugene J. Rymaszewski, Alan G. Klopfenstein, p.II-136 - II-144, by Kluwer Academic Publishers, 1999).
Способ сборки С4 является развитием флип-чип технологии, направленным на уменьшение вероятности замыкания между соседними бампами в процессе пайки, путем контролируемого придавливания чипа к подложке (к недостаткам флип-чипа, обсуждавшимся выше, следует добавить возможность неконтролируемого замыкания соседних СЭ-бампов - в 80-100-микронном зазоре между чипом и подложкой в процессе пайки).
Анализ достоинств и недостатков флип-чип (С4) КУ и флип-чип (С4) технологии сборки привели к техническому решению по данной заявке в виде «симметричного» КУ на ВК типа флип-чип (С4), но с СЭ не в виде бампов, а в виде капиллярного СЭ (КСЭ).
Это решение, подобно балочным СЭ, зафиксированным на ПИ-поверхности «паучка», описанным выше, исключает возможность неконтролируемого замыкания между КСЭ в соседних КУ на ВК. Кроме того, техническое решение по данной заявке, сохраняя основные достоинства флип-чип, преумножает их, а также купирует имеющиеся недостатки.
Раскрытие изобретения
Задача, на решение которой направлена заявленная группа изобретений, заключается в создании такого контактного узла, использование которого в микроэлектронной аппаратуре позволит исключить вышеперечисленные недостатки, присущие существующим и используемым контактным узлам, как при сборке многослойных коммутационных структур, так и при монтаже кристаллов на монтажные коммутационные структуры, т.е. контактного узла для осуществления монтажа кристаллов БИС в составе многокристальных модулей и при сборке кристаллов БИС в корпуса.
Технический результат, обусловленный использованием контактного узла на встречных контактах с капиллярным соединительным элементом при сборке микроэлектронной аппаратуры, заключается в обеспечении повышенной надежности устройств за счет увеличения прочностных характеристик контактного узла, обусловленных совокупностью признаков конструкции капиллярного соединительного элемента в эластичной среде прочного диэлектрика, а также высокой однородностью контактных узлов, выполненных в соответствии с настоящим изобретением при групповой сборке, обусловленной свойством капилляра «компенсировать» передозировки припоя, а также в устойчивости к термоциклам, что обусловлено эластичностью и прочностью пленочного диэлектрика - носителя капиллярных соединительных элементов, что особенно эффективно в структурах типа «кремний на кремнии». Кроме того, обеспечивается высокая технологичность и эффективность сборки за счет капиллярного эффекта, используемого в данной технологии, что позволяет существенно повысить процент выхода годных при сборке, а также снизить трудоемкость и себестоимость подготовительных операций, т.к. исключается необходимость в формировании на контактах кристаллов БИС прецизионных сферических бампов с характерными размерами 80-100 мкм. Кроме того, после монтажа кристалла ИС на коммутационную подложку исключается «критическая» операция «закачки» в 80-100-микронный зазор между кристалллом и подложкой вязкой эластичной композиции, служащей для компенсации стрессовых нагрузок в структуре «кристалл-подложка», в процессе технологических и эксплуатационных термомеханических воздействий, из-за разницы в термомеханических деформациях упомянутой структуры «кристалл-подложка».
Задача, положенная в основу заявленной группы изобретений, с достижением упомянутого технического результата в процессе его использования в части контактного узла, решается тем, что в известном контактном узле на встречных контактах, состоящем, по крайней мере, из двух плоских контактов, связанных между собой электрически и механически соединительным элементом, выполненным в виде перемычки из электропроводящего материала, при этом каждый из упомянутых контактов размещен на плоской поверхности одного из двух копланарных носителей, контакты ориентированы навстречу друг другу и совмещены друг с другом относительно общей оси, ортогональной копланарным носителям и проходящей через центры контактов, а зазор между копланарными носителями встречных контактов и вокруг соединительно элемента заполнен диэлектрическим материалом, в соответствии с изобретением соединительный элемент контактного узла выполнен в виде капилляра, с торцевыми фланцами, заполненного частично или полностью электропроводящим связующим материалом, втянутым в упомянутый капилляр со встречных контактов, на которых он был предварительно размещен, под действием капиллярных сил, возникающих при переходе связующего электропроводящего материала в жидкое состояние при технологическом воздействии в процессе сборки контактного узла, с образованием, после прекращения технологического воздействия, механически стойкого электропроводящего соединения между встречными контактами, причем упомянутый капилляр выполнен в виде отверстия, внутренняя поверхность которого покрыта смачиваемым электропроводящим связующим материалом, в плоскопараллельной пластине из диэлектрического материала, которая является носителем капиллярного соединительного элемента и размещена в зазоре между упомянутыми копланарными носителями встречных контактов, причем продольная ось капиллярного соединительного элемента проходит через центры упомянутых встречных контактов, ортогонально поверхностям копланарных носителей встречных контактов, а упомянутые торцевые фланцы капиллярного соединительного элемента, находящиеся на поверхностях упомянутого плоскопараллельного носителя капиллярного соединительного элемента, совмещены встык со встречными контактами и связаны механически и электрически с ними тонким слоем упомянутого связующего электропроводящего материала;
- а также тем, что упомянутый электропроводящий связующий материал выполнен из припоя, а упомянутое технологическое воздействие является термическим;
- а также тем, что упомянутый электропроводящий связующий материал является гелеобразным и смачивающим внутреннюю поверхность капиллярного соединительного элемента, его фланцы и встречные контакты как в процессе, так и после прекращения термических и иных воздействий;
- а также тем, что упомянутый электропроводящий связующий материал, предварительно перед сборкой контактных узлов, размещен внутри капиллярного отверстия;
- а также тем, что упомянутые встречные контакты смещены относительно друг друга в плоскостях своих носителей, а продольная ось капиллярного соединительного элемента, проходящая через центры контактов, наклонена под углом α<90° к поверхностям, несущим эти контакты;
- а также тем, что капиллярное отверстие соединительного элемента может быть выполнено цилиндрической формы;
- а также тем, что капиллярный соединительный элемент может быть выполнен в форме усеченного конуса, причем меньший раструб капилляра соединен с одним встречным контактом, а больший раструб капилляра соединен с другим встречным контактом;
- а также тем, что упомянутые встречные контакты смещены относительно друг друга в плоскостях своих носителей, а продольная ось капиллярного соединительного элемента, выполненного в форме усеченного конуса, проходящая через центры контактов, наклонена к плоскостям, несущим эти контакты под углом β<90°;
- а также тем, что капиллярный соединительный элемент выполнен многоканальным;
- а также тем, что капиллярный соединительный элемент представляет собой пористую структуру, проницаемую для электропроводящего связующего материала в процессе технологического воздействия при сборке контактного узла;
- а также тем, что внутренняя поверхность капиллярного соединительного элемента выполнена в форме поверхности вращения относительно продольной оси капилляра;
- а также тем, что внутренняя поверхность капиллярного соединительного элемента выполнена таким образом, что сечения, в плоскости ортогональной продольной оси капилляра, являются или многоугольниками, или гладкими замкнутыми кривыми, например эллипсами;
- а также тем, что на поверхностях встречных контактов выполнены технологические выступы, с нанесенным на них связующим электропроводящим материалом, при этом упомянутые технологические выступы контактного узла входят в капилляр частично или полностью с двух его сторон, обеспечивая взаимное самосовмещение упомянутых встречных контактов и капиллярного соединительного элемента в процессе сборки контактного узла;
- а также тем, что технологический выступ, по крайней мере, на одном из встречных контактов упомянутого контактного узла, выполнен в виде выступа сферической формы из связующего электропроводящего материала, частично или полностью размещаемого в капилляре в процессе совмещения при сборке контактного узла;
- а также тем, что оба упомянутых встречных контакта имеют идентичные по размеру и форме технологические выступы;
- а также тем, что оба упомянутых встречных контакта имеют различные по размерам и форме технологические выступы, а сопряженные с ними раструбы капиллярного соединительного элемента выполнены различными по размерам и форме и комплементарными соответствующим выступам встречных контактов;
- а также тем, что упомянутый плоскопараллельный носитель капиллярного соединительного элемента выполнен в виде пленки из эластичного материала, например из полиимида;
- а также тем, что вокруг капиллярного соединительного элемента, выполненного в упомянутом плоскопараллельном носителе из диэлектрического материала, в этом носителе имеются отверстия, заполненные адгезивной композицией, обеспечивающей склеивание копланарных носителей контактов в местах, свободных от контактов;
- а также тем, что упомянутый плоскопараллельный носитель из диэлектрического материала, в котором сформированы капиллярные соединительные элементы, выполнен в виде жесткой пластины, имеющей термомеханические характеристики, идентичные термомеханическим характеристикам носителей встречных контактов;
- а также тем, что носитель капиллярных соединительных элементов выполнен или из стекла, или из окисленного кремния;
- а также тем, что носители капиллярных соединительных элементов и встречных контактов выполнены из одного и того же материала;
- а также тем, что одна или обе упомянутые несущие поверхности со встречными контактами выполнены или из кремния, или из арсенида галлия, или из другого полупроводникового материала, которые, помимо встречных контактов, имеют на своих поверхностях активные и/или пассивные компоненты и токоведущие дорожки, выполненные по планарным технологиям микроэлектроники;
- а также тем, что один из носителей контактов выполнен в виде корпуса ИС с BGA-выводами, а носитель с ответными встречными контактами выполнен в виде печатной платы для поверхностного монтажа (SMT) компонентов, причем корпус с BGA-выводами взаимодействует с SMT-платой через массив капиллярных соединительных элементов, выполненных в пленочном диэлектрике;
- а также тем, что оба носителя встречных контактов представляют собой одинаковые корпуса ИС с BGA-выводами, которые взаимодействуют между собой через массив капиллярных соединительных элементов, выполненных в пленочном диэлектрике;
- а также тем, что один носитель контактов представляет собой корпус ИС с BGA-выводами, а носитель встречных контактов состоит из нескольких BGA-корпусов меньшего размера, причем контур их общей площади должен вписываться в контур площади самого большого встречного BGA-корпуса, а взаимодействие всех BGA-корпусов должно осуществляться через общий массив капиллярных соединительных элементов, выполненных в пленочном диэлектрике;
- а также тем, что на поверхностях плоскопараллельного носителя капиллярных соединительных элементов расположены проводящие дорожки, связывающие между собой, по крайней мере, два капиллярных соединительных элемента;
- а также тем, что на поверхностях упомянутого плоскопараллельного носителя капиллярного соединительного элемента размещены шины питания и шины земли;
- а также тем, что носитель капиллярных соединительных элементов выполнен в виде плоскопараллельной пластины из электропроводящего материала, покрытого тонким слоем изоляционного материала, включая внутренние поверхности отверстий, причем капиллярные соединительные элементы, а также активные и/или пассивные компоненты, проводящие дорожки, выполнены поверх упомянутого тонкого слоя изоляционного материала;
- а также тем, что проводящая основа носителя капиллярных соединительных элементов выполнена или из меди, или из алюминия;
- а также тем, что проводящая основа носителя капиллярных соединительных элементов, выполненная или из меди, или из алюминия, используется в качестве шины земли;
- а также тем, что упомянутые носители встречных контактов, а также носитель капиллярных соединительных элементов, размещенный между упомянутыми носителями встречных контактов, выполнены из различных материалов, имеющих одинаковые термомеханические характеристики.
Известен способ изготовления контактных узлов в процессе монтажа интегральных схем в корпусах с шариковыми выводами из припоя, выполненными в заданной координатной сетке на контактах нижней поверхности корпуса (BGA=Boll Grid Array), на коммутационную печатную плату, включающий:
- нанесение припойной пасты на контактные площадки коммутационной печатной платы, ответные шариковым выводам корпуса ИС;
- совмещение шариковых выводов корпуса с ответными контактами коммутационной печатной платы;
- нагрев области пайки до температуры плавления припойной пасты, в результате чего образуются контактные узлы, в которых электрически и механически связываются шариковые контакты корпуса и ответные контакты коммутационной печатной платы, т.е. шариковые выводы становятся соединительными элементами в контактных узлах, состоящих из пар встречных контактов на дне корпуса ИС и монтажной поверхности коммутационной печатной платы («Microelectronics Packaging Handbook», Part II (Semiconductor Packaging), Second Edition, Edited by: Rao R. Tummala, Eugene J. Rymaszewski, Alan G. Klopfenstein, p.II-93 - II-96, by Kluwer Academic Publishers, 1999).
Данному способу присущи следующие основные недостатки:
- трудности с обеспечением равновысотности шариковых выводов;
- трудности с удалением побочных продуктов пайки из узкого зазора между корпусом и коммутационной печатной платой;
- трудности с удержанием от растекания припоя шариковых выводов в расплавленном состоянии при пайке с образованием коротких замыканий между соседними выводами;
- трудности с контролем процесса и результатов пайки в узком зазоре между корпусом и коммутационной печатной платой.
Для контроля результатов монтажа BGA-корпуса с большим количеством шариковых контактов на коммутационной печатной плате используются сложные и дорогостоящие способы оптического и рентгеновского контроля.
Наиболее близким к заявляемой группе изобретений в части способа изготовления контактного узла, по технической сущности и достигаемому результату в процессе его использования, является способ «флип-чип» («перевернутый кристалл») изготовления контактных узлов в процессе монтажа бескорпусных кристаллов ИС на коммутационную подложку, включающий:
- нанесение на контакты кристалла ИС тонкопленочных слоев металлизации и припоя;
- изготовление на облуженных контактах кристалла монтажных выступов (бампов) из припоя - заготовок соединительных элементов, из которых, в процессе пайки, формируют упомянутые соединительные элементы между встречными контактами;
- облуживание припоем ответных контактов, расположенных на коммутационной подложке;
- совмещение упомянутых бампированных контактов, размещенных на кристалле, с ответными встречными контактами на коммутационной подложке до их соприкосновения, с фиксацией совмещения на время пайки;
- нагрев зоны соприкосновения до температуры плавления припоя;
- снижение температуры в зоне пайки до отверждения упомянутого припоя, в результате чего образуются контактные узлы с соединительными элементами из припоя, обеспечивающие электрическое и механическое соединение контактов кристалла ИС и контактов коммутационной подложки;
- заливку зазора между кристаллом ИС и коммутационной подложкой эластичной диэлектрической композицией (Underfill), служащей для разгрузки термомеханических напряжений, возникающих между кристаллом ИС и коммутационной подложкой в процессе последующих технологических воздействий и в эксплуатации, из-за разницы в коэффициентах термического расширения кристалла ИС и коммутационной подложки («Microelectronics Packaging Handbook», Part I (Semiconductor Packaging), Second Edition, Edited by: Rao R.Tummala, Eugene J.Rymaszewski, Alan G.Klopfenstein, p.I-493 - I-494, by Kluwer Academic Publishers, 1999).
Известный способ имеет следующие неоспоримые достоинства:
- групповой характер сборки, когда все контакты чипа одновременно присоединяются к ответным контактам коммутационной подложки;
- относительную простоту реализации процесса групповой пайки.
Вместе с тем способу присущ ряд существенных недостатков, основными из которых являются следующие:
- на контактах кристалла необходимо формировать прецизионные монтажные выступы (бампы) одинаковой формы и высоты, что отрицательно влияет на процент выхода годных, себестоимость и надежность кристаллов для монтажа способом «флип-чип»;
- в процессе пайки имеется вероятность «передавить» на чип, что может привести к слиянию и коротким замыканиям между соседними бампами из припоя, что, в свою очередь, вынуждает принимать дополнительные меры, негативно влияющие на себестоимость флип-чип сборки;
- узкий зазор между поверхностью кристалла и монтажной поверхностью коммутационной подложки затрудняет выход побочных продуктов пайки, которые остаются в этом зазоре, что отрицательно сказывается на надежности контактных узлов в процессе эксплуатации;
- разница в термомеханических характеристиках кристалла ИС и коммутационной подложки, при жесткой конструкции «флип-чип» контактных узлов, приводит к большим механическим напряжениям в контактных узлах, вплоть до их разрушения при термоциклических нагрузках, что заставляет вводить в узкий зазор между кристаллом и коммутационной подложкой эластичную композицию (underfill) для разгрузки напряжений, что, в конечном итоге, отрицательно влияет на трудоемкость и себестоимость сборки;
- введение underfill-a в зазор между кристаллом ИС и коммутационной подложкой представляет собой сложную проблему при флип-чип сборке кристаллов больших размеров из-за образования под кристаллом воздушных полостей, отрицательно проявляющих себя в эксплуатации.
В заявляемом изобретении предлагается при изготовлении контактных узлов использовать капиллярный эффект, что практически полностью устраняет недостатки, присущие известным контактным узлам и технологии их изготовления.
Одна из основных задач способа изготовления контактного узла на встречных контактах с капиллярным соединительным элементом заключалась в определении оптимальных параметров, обеспечивающих устойчивое формирование капиллярного соединения в процессе изготовления контактного узла.
В известном уровне техники не выявлены технические решения, связанные с определением основных параметров, обеспечивающих необходимую высоту поднятия расплава припоя в капилляре, представляющем собой сквозное металлизированное отверстие в полиимидной пленке (последнее покрытие - гальваническое золото 0,25 мкм).
Понятие «капиллярность» относится к поверхностям раздела, которые достаточно подвижны для образования равновесной формы. Наиболее характерными примерами являются мениски и капли, образованные жидкостями на воздухе или в другой жидкости.
Как известно, капиллярность связана с равновесными конфигурациями, которые исследуются в общей системе термодинамики, и рассматривает макроскопическое и статистическое поведение поверхностей раздела, а не детали их молекулярной структуры.
Свободная энергия, отнесенная к единице площади поверхности, эквивалентна поверхностному натяжению, определяемому как сила, действующая на единицу длины.
Концепцию поверхностной свободной энергии и поверхностного натяжения можно проиллюстрировать на следующих примерах. Рассмотрим сначала мыльную пленку, натянутую на проволочную рамку, одна сторона которой подвижная, представленную на Фиг.1. На каждый подвижный элемент действует сила, направление которой противоположно направлению, показанному на схеме стрелкой. Если величину этой силы, отнесенную к единице длины, обозначить γ, то работа, совершаемая при смещении подвижного элемента на расстояние dx, равна:

Уравнение (1) можно записать так

где dA=1·dx - изменение площади поверхности.
В качестве второго примера рассмотрим мыльную пленку, образующая пузырь, представленную на Фиг.2. В этом случае γ удобнее выразить в виде энергии, отнесенной к единице поверхности. В отсутствие полей, например гравитационного поля, мыльный пузырь имеет сферическую форму, которая характеризуется минимальной площадью поверхности для данного объема, ограниченного этой поверхностью. Рассмотрим мыльный пузырь радиуса r, показанный на Фиг.2. Общая поверхностная свободная энергия пузыря равна 4πr2γ. Если радиус пузыря уменьшить на dr, то изменение поверхностной свободной энергии составит 8πrγdr.
Поскольку при сжатии пузыря поверхностная энергия уменьшается, тенденция к сжатию должна компенсироваться разностью давлений на пленку ΔР, так чтобы работа против давления ΔР4πr2dr была в точности равна уменьшению поверхностной свободной энергии. Таким образом,

или

В результате мы приходим к важному выводу: чем меньше пузырь, тем больше разность между давлением воздуха внутри пузыря и снаружи.
Конечное состояние, показанное пунктирными линиями, является механически равновесным.
Следует отметить, что обычно γ определяют как поверхностное натяжение одинарной поверхности раздела. Поэтому при описании мыльных или других двусторонних пленок в уравнениях (1) и (2) вместо γ лучше использовать величину 2γ.
Уравнение (4) является частным случаем более общего соотношения - основного уравнения капиллярности, полученного в 1805 г. Юнгом и Лапласом

где R1, R2 - постоянные радиусы кривизны.
Уравнение (5) представляет собой основное уравнение теории капиллярных явлений, и оно будет широко использоваться в дальнейшем.
В первом приближении явление капиллярного поднятия можно интерпретировать на основе уравнения Юнга-Лапласа. Если жидкость смачивает стенку капилляра, ее поверхность должна быть параллельна стенке, и, следовательно, в целом поверхность жидкости должна иметь вогнутую форму. Разность давлений на поверхности раздела жидкость-газ определяется уравнением (5), причем ее знак таков, что давление в жидкости меньше, чем в газовой фазе. Авторами было показано, что оба радиуса кривизны (когда они имеют один и тот же знак) всегда расположены на той стороне поверхности раздела, где давление больше.
Если сечение капилляра круглое и его радиус не слишком велик, мениск имеет форму почти правильной полусферы (Фиг.3), при этом оба радиуса кривизны равны радиусу капилляра, и уравнение (5) можно привести к виду

где r - радиус капилляра.
Обозначим h высоту мениска над плоской поверхностью жидкости (для которой ΔР=0).
Тогда в уравнении (6) ΔР должна быть равна падению гидростатического давления в столбике жидкости, находящейся в капилляре. Таким образом, ΔP=Δρgh, где Δρ - разность плотностей жидкой и газовой фаз (ρвоз. - 1,29 кг/м3; ρПОС-61 - 8540 кг/м3 соответственно; Δρ=ρПОС-61, так как ρвоз.<<ρПOC-61), a g - ускорение свободного падения.
Теперь уравнение (6) можно преобразовать в


Величину а, определяемую уравнением (8), назовем капиллярной постоянной. Аналогичное уравнение можно получить и для жидкости, не смачивающей стенки капилляра, т.е. для жидкости, у которой угол контакта со стенками (краевой угол) равен не нулю, а 180°. Однако в этом случае мы имеем капиллярное понижение, при этом мениск в капилляре является выпуклым, a h соответствует глубине понижения мениска (Фиг.4).
В общем случае, когда жидкость контактирует со стенками круглого цилиндрического капилляра под некоторым углом θ, и если мениск все еще имеет сферическую форму, то, как следует из простых геометрических соображений, R2=r/cosθ, и, так как R1=R2, уравнение (7) принимает следующий вид:

Для точного математического определения высоты капиллярного поднятия необходимо принимать во внимание отклонение формы мениска от сферической, т.е. в каждой точке мениска кривизна должна соответствовать ΔP=Δρgy, где у - превышение точки над плоскостью жидкости. Это условие можно сформулировать, записав уравнение (5) в произвольной точке (х, у) мениска и заменив RR на соответствующие выражения из аналитической геометрии. При этом предполагается также, что сечение капилляра является круглым, и, следовательно, мениск имеет форму фигуры вращения, как показано на Фиг.5. Радиус R1 лежит в плоскости листа, а R2 - в перпендикулярной плоскости. Таким образом,

где y/=dy/dx и y//=d2y/d2x.
Из уравнения (10) можно получить точное выражение для общего веса W столбика жидкости. Пусть р=y/ и, следовательно, у//=pdp/dy. Тогда уравнение (10) можно записать как

Формально W определяется уравнением

которое после замены у на соответствующее выражение, найденное из уравнения (11), можно преобразовать в уравнение

Подинтегральное выражение последнего уравнения равно полному дифференциалу хр/(1+ρ2)1/2; с учетом этого соответственно запишем решение уравнения (13) в следующем виде:

По определению р=dy/dx, поэтому x=r, p=tgφ, где φ=90°-θ. Подставляя эти пределы, получаем

Отметим, что уравнение (15) в точности соответствует уравнению, которое можно записать, предполагая, что мениск «висит» на стенках капилляра и столбик удерживается вертикальной составляющей поверхностного натяжения γcosθ, умноженной на периметр сечения капилляра 2πr. Таким образом, и в этом случае наблюдается математическая идентичность концепций "поверхностного натяжения" и "поверхностной свободной энергии".
Известно, что поверхностное натяжение обусловлено тем, что молекулы на поверхности притягиваются только к молекулам, которые расположены под ними. Поэтому они стремятся забиться внутрь жидкости. В результате на поверхности образуется тонкая пленка толщиной в 2-3 слоя молекул, более плотная, чем вся жидкость, Фиг.6. Другое объяснение таково: у молекул поверхностного слоя потенциальная энергия вдвое выше, чем у молекул внутри жидкости. Стремясь занять положение с наименьшей потенциальной энергией, молекулы жидкости на поверхности стремятся втянуться внутрь жидкости.
Таким образом, жидкость, под действием внутренних сил молекулярного притяжения, стремится уменьшить свободную поверхность (то есть поверхность соприкосновения с воздухом).
Плотностью поверхностной энергии (поверхностное натяжение) называется отношение работы, требующейся для увеличения площади поверхности, к величине этого приращения к площади: γ=ΔW/ΔA.
В виду того что коэффициент поверхностного натяжения зависит от температуры, в данном случае, расплавленного припоя, его необходимо экспериментально измерять при различных температурных значениях.
Измеряя прецизионным адгезиометром силу F, которую нужно приложить, чтобы увеличить площадь поверхности жидкого припоя, можно определить поверхностное натяжение. Для этого используется проволочная рамка l, которую опускают в жидкость, Фиг.7.
Поскольку работа равна произведению сила на перемещение, ΔW=F·Δs, a изменение площади поверхности по обе стороны рамки равно ΔA=2Δs·1, поверхностное натяжение можно вычислить по формуле: γ=F·Δs/2Δs·l, соответственно γ=F/2l[Н/м].
Результаты измерений представлены в таблице 1. График зависимости коэффициента поверхностного натяжения расплава ПОС-61 от температуры приведен на Фиг.8.
Для измерения угла смачиваемости припоем золотой поверхности при разных температурах был проведен эксперимент, включающий:
- подготовку измерительного стенда (нагревательный столик, измерительная система);
- подготовку доз припоя (цилиндр d=400 мкм и h=500 мкм) и золотой поверхности (контактная площадка 4×4 мм).
Припой на золотой поверхности подвергался расплавлению при разных температурах в вакууме (0,7-6Па). После чего на микроинтерферометре МИИ-4 замерялся угол смачиваемости расплавленной капли.
При нагревании изменяется не только объем, но и плотность жидкого припоя. Для расчета плотности припоя используем формулу: ρn=ρ0/(1+3α·ΔТ), где
ρ0 - плотность припоя при нормальных условиях,
3α - коэффициент линейного расширения.
Таким образом, авторами были получены все необходимые зависимости и данные для расчета высоты поднятия припоя в капилляре, которая с учетом полученных экспериментальных данных, приобретает следующий вид:

где ρ0=8540 кг/м3; α=21·106 °С-1;
h - высота поднятия припоя в капилляре;
γ - коэффициент поверхностного натяжения припоя;
θ - угол смачиваемости припоя;
α - коэффициент линейного расширения припоя;
ρ0 - плотность припоя при нормальных условиях;
Т0 - температура припоя в градусах Кельвина при нормальных условиях;
Tn - температура расплавленного припоя в градусах Кельвина.
Проведенные расчеты показывают, что при радиусе капилляра 10 мкм и изменении температуры в диапазоне от 493К до 543К:
- коэффициент поверхностного натяжения лежит в диапазоне 0,52÷0,46 Н/м;
- угол смачиваемости изменяется от 7° до 3°;
- высота поднятия припоя составит 1500 см при условии, что доза припоя не ограничена и весь капилляр находится при определенной температуре.
Таким образом, авторами была решена задача обеспечения создания капиллярного соединительного элемента при изготовлении контактного узла на встречных контактах, в специфических условиях: когда в качестве капилляра использовалось металлизированное отверстие, выполненное в пленке из диэлектрического материала.
Задача, решаемая в предлагаемой группе изобретений, в части способа изготовления контактного узла на встречных контактах с капиллярным соединительным элементом, заключается в создании способа, позволяющего осуществлять изготовление большого количества контактных узлов, связывающих электрически и механически два массива встречных контактов, расположенных на двух разных носителях (например, при монтаже кристаллов ИС на коммутационные подложки многокристальных модулей или при монтаже ИС в BGA-корпусах на печатные платы), характеризующегося простотой реализации, низкой себестоимостью и высокой надежностью.
Задача, положенная в основу заявленной группы изобретений, в части способа изготовления контактного узла на встречных контактах с капиллярным соединительным элементом, с достижением упомянутого технического результата, решается тем, что в способе изготовления контактного узла на встречных контактах с капиллярным соединительным элементом, включающем:
- нанесение на один из плоских контактов тонкопленочных слоев металлизации и припоя;
- изготовление заготовки соединительного элемента для упомянутых встречных контактов и ее облуживание припоем;
- облуживание упомянутым припоем ответного плоского контакта;
- совмещение встречных плоских контактов с заготовкой соединительного элемента относительно общей оси, проходящей через центры упомянутых встречных контактов, до их соприкосновения, с фиксацией совмещения на время пайки;
- нагрев зоны соприкосновения упомянутых встречных контактов и заготовки соединительного элемента до плавления нанесенного припоя;
- снижение температуры в зоне пайки до отверждения упомянутого припоя между упомянутыми встречными контактами, с образованием соединительного элемента контактного узла на встречных контактах;
в соответствии с изобретением
- заготовка соединительного элемента для встречных контактов выполнена в виде металлизированного капиллярного отверстия в диэлектрической пленке, выходы которого ограничены торцевыми фланцами на поверхностях упомянутой диэлектрической пленки, а капиллярное отверстие облужено упомянутым припоем, заодно с торцевыми фланцами, при этом продольная ось капиллярного отверстия совпадает с упомянутой осью соответствующих плоских встречных контактов;
- упомянутая диэлектрическая пленка, являющаяся носителем упомянутого облуженного капиллярного отверстия, в процессе сборки контактного узла, размещается между упомянутыми носителями встречных контактов таким образом, чтобы продольная ось упомянутого капиллярного отверстия проходила через центры упомянутых встречных контактов, ортогонально поверхностям упомянутых носителей встречных контактов и облуженного капиллярного отверстия;
- после чего сближают носители встречных контактов, с обеих сторон упомянутого носителя облуженного капиллярного отверстия, вдоль упомянутой оси, до соприкосновения встречных контактов с упомянутыми торцевыми фланцами облуженного капиллярного отверстия;
- область между упомянутыми носителями встречных контактов вакуумируют до 0,1 атм, с одновременным фиксированием взаимного положения носителей встречных контактов и носителя облуженного капиллярного отверстия, размещенного между ними;
- доводят температуру в упомянутой области до температуры плавления припоя, обеспечивая подъем расплавленного припоя в облуженное капиллярное отверстие с встречных контактов, также предварительно облуженных упомянутым припоем;
- в процессе и после охлаждения и отверждения припоя в капиллярном отверстии, а также в зазорах между торцевыми фланцами капиллярного отверстия и соответствующими встречными контактами, формируется капиллярный соединительный элемент между упомянутыми встречными контактами, обеспечивая жесткую фиксацию припоя в металлизированном капиллярном отверстии, упомянутого капиллярного соединительного элемента контактного узла, как в процессе последующих технологических воздействий, так и в процессе эксплуатации его в составе микроэлектронной аппаратуры;
- при этом высота подъема припоя в капиллярном соединительном элементе, в процессе формирования капиллярного соединительного элемента, определяется формулой:
где ρ0=8540 кг/м3; α=21·106 °С-1;
h - высота поднятия расплавленного припоя в капиллярном соединительном элементе;
γ - коэффициент поверхностного натяжения припоя;
θ - угол смачиваемости припоя;
α - коэффициент линейного расширения припоя;
ρ0 - плотность припоя при нормальных условиях;
Т0 - температура припоя в градусах Кельвина при нормальных условиях;
Tn - температура расплавленного припоя в градусах Кельвина;
- а также тем, что на упомянутом плоском контакте, расположенном на одной из несущих поверхностей, и/или на ответном встречном плоском контакте, расположенном на другой несущей поверхности, сформированы облуженные выступы, частично или полностью входящие в отверстие упомянутого капиллярного соединительного элемента, которые используются в качестве элементов взаимного базирования упомянутых встречных контактов и капиллярного соединительного элемента;
- а также тем, что выступы на встречных контактах, частично или полностью входящие в отверстия капиллярного соединительного элемента, выполнены в виде идентично отформованных доз припоя;
- а также тем, что одна из упомянутых несущих поверхностей с контактами является поверхностью кристалла ИС с контактами, а другая упомянутая поверхность, несущая ответные контакты, является поверхностью с ответными контактами коммутационной подложки.
В процессе сборки контактных узлов, соединяющих два массива встречных контактов, массив облуженных контактов одного носителя (например, на кристалле ИС), массив облуженных ответных контактов на другом носителе (например, на коммутационной подложке) и массив металлизированных облуженных отверстий (трубчатых капилляров) в пленочном носителе, размещенный между двумя массивами встречных контактов, совмещаются между собой, сближаются до соприкосновения, и после нагрева до температуры плавления расплавленный припой, размещенный на встречных контактах, частично втягивается в металлизированные облуженные отверстия с обоих концов под действием капиллярных сил, образуя, после охлаждения, надежное соединение двух массивов встречных контактов.
Сущность изобретения заключается в том, что при соединении между собой двух массивов встречных контактов, расположенных на двух параллельных (копланарных) носителях, как это происходит, например, при монтаже перевернутого кристалла ИС (флип-чип) на коммутационную подложку или монтаже корпусированных ИС с BGA-выводами на печатную плату, используется монтажная прокладка из изоляционного материала, размещенная между носителями массивов встречных контактов. В прокладке сформированы металлизированные облуженные отверстия, расположенные между парами соединяемых встречных контактов. На контакты обоих массивов предварительно наносятся дозы припоя. Металлизированные облуженные отверстия становятся капиллярами для припоя, размещенного на встречных контактах, при температуре плавления припоя. Т.о., прокладка из изоляционного материала является носителем массива капиллярных соединительных элементов для контактных узлов, соединяющих между собой два массива встречных контактов (например, одна система контактов - на кристалле ИС, а ответная система контактов - на коммутационной подложке).
Способ изготовления контактных узлов на встречных контактах через монтажную прокладку посредством капиллярных соединительных элементов достаточно прост и не требует сложного оборудования с высококвалифицированным обслуживающим персоналом.
Капиллярный эффект обеспечивает высокую однородность и качество соединений, а также высокий процент выхода годных контактных узлов в процессе сборки, обеспечивает низкую себестоимость их изготовления.
Способ одинаково применим как для монтажа кристаллов в составе однокристальных и многокристальных модулей, так и для монтажа ИС в BGA-корпусах на печатные платы.
Краткое описание чертежей
Изобретение иллюстрируется графическими материалами, на которых представлено:
- на Фиг.1 изображена рамка с мыльной пленкой;
- на Фиг.2 изображен мыльный пузырь;
- на Фиг.3 схематично изображено капиллярное поднятие;
- на Фиг.4 схематично изображено капиллярное опускание;
- на Фиг.5 схематично представлено изображение мениска в капилляре, как фигуры вращения;
- на Фиг.6 представлено схематичное расположение молекул в приповерхностном слое;
- на Фиг.7 изображена схема измерения;
- на Фиг.8 представлен график зависимости коэффициента поверхностного натяжения расплава ПОС-1 от температуры;
- на Фиг.9 изображен симметричный контактный узел на встречных контактах с соединительным элементом в виде капиллярного отверстия, с торцевыми фланцами, в плоскопараллельной пластине из диэлектрического материала (фаза совмещения);
- на Фиг.9а изображен тот же симметричный контактный узел на встречных контактах с соединительным элементом в виде капиллярного отверстия, с торцевыми фланцами, в плоскопараллельной пластине из диэлектрического материала (фаза соединения);
- на Фиг.10 изображен симметричный контактный узел на встречных контактах с соединительным элементом в виде капиллярного отверстия, с торцевыми фланцами, внутри которого перед сборкой контактного узла размещен электропроводящий связующий материал (фаза совмещения);
- на Фиг.10а изображен тот же симметричный контактный узел на встречных контактах с соединительным элементом в виде капиллярного отверстия, с торцевыми фланцами, внутри которого перед сборкой контактного узла размещен электропроводящий связующий материал (фаза соединения);
- на Фиг.11 изображен контактный узел на встречных контактах с соединительным элементом в виде капиллярного отверстия с торцевыми фланцами, в котором встречные контакты смещены относительно друг друга в плоскости своих носителей, а продольная ось капиллярного отверстия, проходящая через центры контактов, наклонена под углом α<90° к поверхностям, несущим эти контакты (фаза совмещения);
- на Фиг.11а изображен тот же контактный узел на встречных контактах с соединительным элементом в виде капиллярного отверстия с торцевыми фланцами, в котором встречные контакты смещены относительно друг друга в плоскости своих носителей, а продольная ось капиллярного отверстия, проходящая через центры контактов, наклонена под углом α<90° к поверхностям, несущим эти контакты (фаза соединения);
- на Фиг.12 изображен симметричный контактный узел на встречных контактах с соединительным элементом в виде капиллярного отверстия, с торцевыми фланцами, выполненного в форме усеченного конуса, меньший раструб которого соединен с одним встречным контактом, а больший раструб соединен с другим встречным контактом (фаза совмещения);
- на Фиг.12а изображен тот же симметричный контактный узел на встречных контактах с соединительным элементом в виде капиллярного отверстия, с торцевыми фланцами, выполненного в форме усеченного конуса, меньший раструб которого соединен с одним встречным контактом, а больший раструб соединен с другим встречным контактом (фаза соединения);
- на Фиг.13 изображен симметричный контактный узел на встречных контактах с капиллярным соединительным элементом, выполненным многоканальным, при этом капиллярные каналы электрически не связаны между собой, а каждый канал имеет свои торцевые фланцы (фаза совмещения);
- на Фиг.13а изображен тот же симметричный контактный узел на встречных контактах с капиллярным соединительным элементом, выполненным многоканальным, при этом капиллярные каналы электрически не связаны между собой, а каждый канал имеет свои торцевые фланцы (фаза соединения);
- на Фиг.14 изображен симметричный контактный узел на встречных контактах с капиллярным соединительным элементом, выполненным многоканальным, при этом капиллярные каналы многоканального соединительного элемента электрически связаны между собой общими плоскими электропроводящими контактами, выполненными в виде торцевых фланцев, размещенных на поверхностях плоскопараллельной пластины из диэлектрического материала, в которой выполнен упомянутый многоканальный капиллярный соединительный элемент (фаза совмещения);
- на Фиг.14а изображен тот же симметричный контактный узел на встречных контактах с капиллярным соединительным элементом, выполненным многоканальным, при этом капиллярные каналы многоканального соединительного элемента электрически связаны между собой общими плоскими электропроводящими контактами, выполненными в виде торцевых фланцев, размещенных на поверхностях плоскопараллельной пластины из диэлектрического материала, в которой выполнен упомянутый многоканальный капиллярный соединительный элемент (фаза соединения);
- на Фиг.15 изображен симметричный контактный узел на встречных контактах с соединительным элементом, представляющим собой пористую структуру, проницаемую для электропроводящего связующего материала в процессе технологического воздействия (фаза совмещения);
- на Фиг.15а изображен тот же симметричный контактный узел на встречных контактах с соединительным элементом, представляющим собой пористую структуру, заполненную электропроводящим связующим материалом в процессе технологического воздействия (фаза соединения);
- на Фиг.16 изображен симметричный контактный узел на встречных контактах с капиллярным соединительным элементом, в котором на поверхностях встречных контактов выполнены технологические выступы, с нанесенным на них связующим электропроводящим материалом, при этом упомянутые технологические выступы контактного узла входят в капиллярное отверстие, частично или полностью, с обеих его сторон, обеспечивая взаимное самосовмещение упомянутых встречных контактов и капиллярного соединительного элемента в процессе сборки контактного узла (фаза совмещения);
- на Фиг.16а изображен тот же симметричный контактный узел на встречных контактах с капиллярным соединительным элементом, в котором на поверхностях встречных контактов выполнены технологические выступы, с нанесенным на них связующим электропроводящим материалом, при этом упомянутые технологические выступы контактного узла входят в капиллярное отверстие, частично или полностью, с обеих его сторон, обеспечивая взаимное самосовмещение упомянутых встречных контактов и капиллярного соединительного элемента в процессе сборки контактного узла (фаза соединения);
- на Фиг.17 изображен симметричный контактный узел на встречных контактах с капиллярным соединительным элементом, в котором на поверхностях встречных контактов выполнены технологические выступы, при этом, по крайней мере, хотя бы один из выступов выполнен в виде шарика из связующего электропроводящего материалом, частично или полностью, размещенного в капиллярном отверстии (фаза совмещения);
- на Фиг.17а изображен тот же симметричный контактный узел на встречных контактах с капиллярным соединительным элементом, в котором на поверхностях встречных контактов выполнены технологические выступы, при этом, по крайней мере, хотя бы один из выступов выполнен в виде шарика из связующего электропроводящего материала, частично или полностью, размещенного в капиллярном отверстии (фаза соединения);
- на Фиг.18 изображен симметричный контактный узел на встречных контактах с капиллярным соединительным элементом, в котором плоскопараллельная пластина из диэлектрического материала является носителем отверстий, одно из которых, расположенное между встречными контактами, является капиллярным соединительным элементом для этих встречных контактов, а другие отверстия, которые не находятся между встречными контактами, пропитаны клеевой (адгезивной) композициией, предназначенной для склеивания копланарных носителей контактов в местах, свободных от контактов (фаза совмещения);
- на Фиг.18а изображен тот же симметричный контактный узел на встречных контактах с капиллярным соединительным элементом, в котором плоскопараллельная пластина из диэлектрического материала является носителем отверстий, одно из которых, расположенное между встречными контактами, является капиллярным соединительным элементом для этих встречных контактов, а другие отверстия, которые не находятся между встречными контактами, пропитаны клеевой (адгезивной) композицией, предназначенной для склеивания копланарных носителей контактов в местах, свободных от контактов (фаза соединения).
- на Фиг.19 изображены основные этапы подготовки, совмещения и соединения (сборки) компонентов КУ в единое устройство - контактный узел на встречных контактах с капиллярным соединительным элементом (КУ на ВК с КСЭ);
- на Фиг.20 приведена схема базового технологического процесса фотолитографии;
- на Фиг.21 приведена схема базового технологического процесса изготовления металлизированных отверстий в полиимидной пленке;
- на Фиг.22 приведено фото экспериментального образца сборочной машины для сборки КУ на ВК с КСЭ;
- на Фиг.23 приведена блок-схема экспериментального образца сборочной машины для сборки КУ на ВК с КСЭ;
- на Фиг.24 приведено фото образца однокристального модуля ОКМ-1600 на базе тестового чипа размерами 1×1 см с матрицей 40×40=1600 контактов, собранного с помощью экспериментального образца сборочной машины для сборки КУ на ВК с КСЭ;
- на Фиг.25 приведено фото образца многокристального модуля МКМ-3200 на базе 8-ми тестовых чипов размерами 1×1 см с матрицей 20×20=400 контактов, собранного с помощью экспериментального образца сборочной машины для сборки КУ на ВК с КСЭ;
- на Фиг.26 представлена таблица зависимости коэффициента поверхностного натяжения расплава припоя ПОС-61 от температуры в диапазоне 493-543К.
Предпочтительный вариант выполнения изобретения
Один из многочисленных возможных вариантов выполнения контактного узла на встречных контактах с капиллярным соединительным элементом, представленный на Фиг.9 (фаза совмещения), содержит: контакт 1, размещенный на одном из копланарных носителей, например верхнем носителе 2, в качестве которого может быть использован, например, Si-кристалл с активными компонентами, контакт 3, размещенный на втором копланарном носителе, например нижнем носителе 4, в качестве которого может быть использована, например, Si-PCB-коммутационная подложка. Между упомянутыми копланарными носителями 2 и 4 контактного узла размещается пластина из диэлектрического материала, например полиимидная пленка 5 со сформированным в ней металлизированным отверстием 6. На верхнем носителе 2, в качестве которого используется, например, кремниевый кристалл, нанесена проводящая дорожка 7, например, из алюминия, соединенная с контактом 1. Аналогичная проводящая дорожка 8 нанесена на нижнем носителе 4 и соединена с контактом 3. Завершается формирование одного из встречных контактов, например 1, нанесением на него дозы связующего электропроводящего материала 9 (припоя). Аналогичным образом формируется второй встречный контакт 3, нанесением на него дозы связующего электропроводящего материала 10 (припоя). Покрытие из аналогичного связующего материала 12 наносится и на металлизированную поверхность 11 отверстия 6 и торцевых фланцев 13 и 14, образованных на выходах отверстия 6, выполненного в диэлектрической пленке 5. Таким образом, выше приведено описание выполнения основных элементов контактного узла на встречных контактах с капиллярным соединительным элементом. Далее будут использованы эти обозначения для описания отдельных особенностей и различных вариантов выполнения данного контактного узла.
Итак, в фазе совмещения (Фиг.9) контакты 1 и 3, расположенные навстречу друг другу - на верхнем 2 и нижнем 4 носителях соответственно, совмещаются относительно общей оси А-А между собой и отверстием 6 в диэлектрической пленке 5. На упомянутых контактах 1 и 3 находится связующий электропроводящий материал 9 и 10 соответственно. На внутреннем металлизированном покрытии 11 отверстия 6 и упомянутых торцевых фланцев 13 и 14 находится аналогичный связующий электропроводящий материал 12. Далее осуществляется фаза соединения.
В фазе соединения (Фиг.9а) контакты 1и 3 сближаются навстречу друг другу до соприкосновения соответственно с верхним 13 и нижним 14 торцевыми фланцами металлизированного отверстия 6. В этот момент зона контактов 1, 3 и отверстия 6 с торцевыми фланцами 13 и 14 подвергается технологическому воздействию (например, температурное воздействие до плавления связующего электропроводящего материала - припоя), в результате которого металлизированное отверстие 6 становится капилляром для связующего электропроводящего материала, который в процессе технологического воздействия втягивается в капилляр с обоих контактов 1 и 3 под действием капиллярных сил. После прекращения технологического воздействия связующий электропроводящий материал в капилляре, а также между упомянутыми фланцами и встречными контактами, затвердевает. При этом образуется контактный узел, состоящий из двух контактов 1 и 3, связанных между собой электрически и механически капиллярным соединительным элементом 6, заполненным затвердевшим связующим электропроводящим материалом.
Контактный узел на встречных контактах с капиллярным соединительным элементом может быть выполнен несколько иначе, нежели описанный выше. Так дозы связующего электропроводящего материала 9, 10 могут быть размещены не на контактах 1 и 3 перед сборкой контактного узла, а непосредственно внутри металлизированного отверстия 6. Такой вариант выполнения контактного узла представлен на Фиг.10.
В фазе совмещения (Фиг.10) контакты 1 и 3, расположенные навстречу друг другу - на верхнем 2 и нижнем 4 носителях соответственно, совмещаются относительно общей оси А-А между собой и отверстием 6, с торцевыми фланцами 13 и 14, в диэлектрической пленке 5, заполненным связующим электропроводящим материалом 15.
В фазе соединения (Фиг.10а) контакты 1и 3 сближаются навстречу друг другу до соприкосновения с верхним и нижним торцевыми фланцами 13 и 14 металлизированного отверстия 6. В этот момент зона контактов 1, 3 и отверстия 6 подвергается технологическому воздействию (например, температурное воздействие до плавления связующего электропроводящего материала - припоя), в результате которого металлизированное отверстие 6 становится капилляром для связующего электропроводящего материала 15, который в процессе технологического воздействия смачивает контакты 1 и 3. При этом капиллярные силы не позволяют упомянутому связующему электропроводящему материалу 15 распространиться из капилляра 6 за пределы смачиваемых контактов 1 и 3 и упомянутых торцевых фланцев 13 и 14. После прекращения технологического воздействия связующий электропроводящий материал в капилляре, а также между упомянутыми торцевыми фланцами и встречными контактами затвердевает. При этом образуется контактный узел, состоящий из двух контактов 1 и 3, связанных между собой электрически и механически капиллярным соединительным элементом, заполненным затвердевшим связующим электропроводящим материалом.
В весьма многообразной практике изготовления микроэлектронной аппаратуры достаточно распространены случаи, когда необходимо выполнить контактный узел, в котором встречные контакты смещены друг относительно друга. Такой вариант выполнения контактного узла на встречных контактах с капиллярным соединительным элементом представлен на Фиг.11.
В фазе совмещения (Фиг.11) контакты 1 и 3, расположенные навстречу друг другу - на верхнем 2 и нижнем 4 носителях соответственно, совмещаются относительно общей оси А-А между собой и наклонным отверстием 6, с торцевыми фланцами 13 и 14, в диэлектрической пленке 5. На упомянутых контактах 1 и 3 находятся дозы связующего электропроводящего материала 9 и 10 соответственно. На металлизированном покрытии 11 отверстия 6 и упомянутых торцевых фланцах 13 и 14, находится такой же связующий электропроводящий материал 12.
В фазе соединения (Фиг.11а) контакты 1 и 3 сближаются навстречу друг другу до соприкосновения с верхним и нижним торцевыми фланцами 13 и 14 металлизированного отверстия 6. В этот момент зона контактов 1, 3 и отверстия 6 подвергается технологическому воздействию (например, температурное воздействие до плавления связующего электропроводящего материала - припоя), в результате которого металлизированное отверстие 6 становится капилляром для связующего электропроводящего материала, который в процессе технологического воздействия втягивается в капилляр с обоих контактов 1 и 3 под действием капиллярных сил. После прекращения технологического воздействия связующий электропроводящий материал в капилляре, а также между упомянутыми торцевыми фланцами и встречными контактами затвердевает. При этом образуется контактный узел, состоящий из двух контактов 1 и 3, связанных между собой электрически и механически капиллярным соединительным элементом, заполненным затвердевшим связующим электропроводящим материалом.
В соответствии с настоящим изобретением предусматривается возможность выполнения контактного узла на встречных контактах с капиллярным соединительным элементом различной формы и конфигурации. Так, на Фиг.12 представлен контактный узел на встречных контактах с капиллярным соединительным элементом, выполненным в форме усеченного конуса.
В фазе совмещения (Фиг.12) контакты 1 и 3, расположенные навстречу друг другу - на верхнем 2 и нижнем 4 носителях соответственно, совмещаются относительно общей оси А-А между собой и коническим отверстием 6, с торцевыми фланцами 13 и 14, в диэлектрической пленке 5. При этом меньший раструб капилляра соединен с одним из контактов, а больший раструб капилляра соединен с другим встречным контактом. На упомянутых контактах 1 и 3 находится связующий электропроводящий материал 9, 10 соответственно. На внутреннем металлизированном покрытии 11 отверстия 6 и торцевых фланцах 13 и 14 находится такой же связующий электропроводящий материал 12.
В фазе соединения (Фиг.12а) контакты 1 и 3 сближаются навстречу друг другу до соприкосновения с верхним и нижним торцевыми фланцами 13 и 14 металлизированного отверстия 6. В этот момент зона контактов 1, 3 и отверстия 6 с торцевыми фланцами 13 и 14 подвергается технологическому воздействию (например, температурное воздействие до плавления связующего электропроводящего материала - припоя), в результате которого металлизированное отверстие 6 становится капилляром для связующего электропроводящего материала, который в процессе технологического воздействия втягивается в капилляр с обоих контактов 1 и 3 под действием капиллярных сил. После прекращения технологического воздействия связующий электропроводящий материал в капилляре, а также между упомянутыми торцевыми фланцами и встречными контактами затвердевает. При этом образуется контактный узел, состоящий из двух контактов 1 и 3, связанных между собой электрически и механически капиллярным соединительным элементом, заполненным затвердевшим связующим электропроводящим материалом.
На Фиг.13 представлен контактный узел на встречных контактах, в котором капиллярный соединительный элемент выполнен многоканальным.
В фазе совмещения (Фиг.13) контакты 1 и 3, расположенные навстречу друг другу - на верхнем 2 и нижнем 4 носителях соответственно, совмещаются, относительно общей оси А-А, между собой и торцевыми фланцами 13 и 14 группы капиллярных каналов 6 в диэлектрической пленке 5. На упомянутых контактах 1 и 3 находится связующий электропроводящий материал 9, 10 соответственно. На внутреннем металлизированном покрытии каналов 6 и на торцевых фланцах 13 и 14 находится аналогичный связующий электропроводящий материал 12.
В фазе соединения (Фиг.13а) контакты 1 и 3 сближаются навстречу друг другу до соприкосновения с верхним и нижним торцевыми фланцами 13 и 14 металлизированных каналов 6. В этот момент зона контактов 1, 3 и отверстий 6 подвергается технологическому воздействию (например, температурное воздействие до плавления связующего электропроводящего материала - припоя), в результате которого металлизированные каналы 6 становятся капиллярами для связующего электропроводящего материала, который в процессе технологического воздействия втягивается в капиллярные каналы с обоих контактов 1 и 3 под действием капиллярных сил. После прекращения технологического воздействия связующий электропроводящий материал в капиллярах, а также между упомянутыми торцевыми фланцами и встречными контактами затвердевает. При этом образуется контактный узел, состоящий из двух контактов 1 и 3, связанных между собой электрически и механически капиллярным соединительным элементом, состоящим из нескольких каналов, электрически не связанных между собой и заполненных затвердевшим связующим электропроводящим материалом.
В отличие от предыдущего варианта контактный узел на встречных контактах с капиллярным соединительным элементом может быть выполнен таким образом, что капиллярные каналы многоканального соединительного элемента электрически связаны между собой общими плоскими электропроводящими контактами в виде общих торцевых фланцев, размещенных на поверхностях диэлектрической пленки, в которой выполнен упомянутый многоканальный капиллярный соединительный элемент. Такой вариант выполнения контактного узла представлен на Фиг.14.
В фазе совмещения (Фиг.14) контакты 1 и 3, расположенные навстречу друг другу - на верхнем 2 и нижнем 4 носителях соответственно, совмещаются относительно общей оси А-А между собой и группой капиллярных каналов 6, с общими торцевыми фланцами 13 и 14, в диэлектрической пленке 5. На упомянутых контактах 1 и 3 находится связующий электропроводящий материал 9, 10 соответственно. На внутреннем металлизированном покрытии каналов 6 и на упомянутых торцевых фланцах 13 и 14 находится такой же связующий электропроводящий материал 12.
В фазе соединения (Фиг.14а) контакты 1 и 3 сближаются навстречу друг другу до соприкосновения с верхним 13 и нижним 14 торцевыми фланцами капиллярных каналов 6 на поверхностях пленки 5, общими для металлизированных каналов 6. В этот момент зона контактов 1, 3 и отверстий 6 подвергается технологическому воздействию (например, температурное воздействие до плавления связующего электропроводящего материала - припоя), в результате которого металлизированные каналы 6 становятся капиллярами для связующего электропроводящего и материала, который, в процессе технологического воздействия, втягивается в капилляры с обоих контактов 1 и 3 под действием капиллярных сил. После прекращения технологического воздействия связующий электропроводящий материал в капиллярах, а также между упомянутыми торцевыми фланцами и встречными контактами затвердевает.При этом образуется контактный узел, состоящий из двух контактов 1 и 3, связанных между собой электрически и механически капиллярным соединительным элементом, состоящим из нескольких каналов, заполненных затвердевшим связующим электропроводящим материалом.
Контактный узел на встречных контактах с капиллярным соединительным элементом может быть выполнен таким образом, что соединительный элемент представляет собой пористую структуру, проницаемую для электропроводящего связующего материала в процессе технологического воздействия. Такой вариант выполнения контактного узла представлен на Фиг.15.
В фазе совмещения (Фиг.15) контакты 1 и 3, расположенные навстречу друг другу - на верхнем 2 и нижнем 4 носителях соответственно, совмещаются относительно общей оси А-А между собой и пористой структурой 16 в диэлектрической пленке 5. На упомянутых контактах 1 и 3 находится связующий электропроводящий материал 9 и 10 соответственно. Пористая структура 16 является смачиваемой и проницаемой для связующего электропроводящего материала во время технологического воздействия.
В фазе соединения (Фиг.15а) контакты 1 и 3 сближаются навстречу друг другу до соприкосновения с верхним и нижним торцами пористой структуры 16. В этот момент зона контактов 1, 3 и пористой структуры 16 подвергается технологическому воздействию (например, температурное воздействие до плавления связующего электропроводящего материала - припоя), в результате которого пористая структура 16 становится смачиваемой и проницаемой для связующего электропроводящего материала, который, в процессе технологического воздействия, втягивается в пористую структуру 16 с обоих контактов 1 и 3 под действием капиллярных сил. После прекращения технологического воздействия связующий электропроводящий материал в пористой капиллярной структуре 16 затвердевает. При этом образуется контактный узел, состоящий из двух контактов 1 и 3, связанных между собой электрически и механически капиллярным соединительным элементом, заполненным затвердевшим связующим электропроводящим материалом.
Еще один вариант выполнения контактного узла на встречных контактах с капиллярным соединительным элементом представляет собой контактный узел, в котором на поверхностях встречных контактов выполнены технологические выступы, с нанесенным на них связующим электропроводящим материалом. Упомянутые технологические выступы контактного узла входят в капилляр частично или полностью с двух его сторон, обеспечивая взаимное самосовмещение упомянутых встречных контактов и капиллярного соединительного элемента в процессе сборки контактного узла. Такое выполнение контактного узла представлено на Фиг.16.
В фазе совмещения (Фиг.16) технологические выступы 17 и 18 на контактах 1 и 3 соответственно, покрытые связующим электропроводящим материалом 9 и 10 соответственно, сближаются навстречу друг другу до соприкосновения с верхним и нижним торцевыми фланцами 13 и 14 металлизированного отверстия 6 в пленочном носителе 5 и совмещаются между собой и металлизированным отверстием 6 относительно общей оси А-А.
В фазе соединения (Фиг.16а) зона технологических выступов 17 и 18 и металлизированного отверстия 6 подвергается технологическому воздействию (например, температурное воздействие до плавления связующего электропроводящего материала - припоя), в результате которого связующий электропроводящий материал, в процессе технологического воздействия, втягивается в отверстие 6 с технологических выступов 17 и 18 под действием капиллярных сил. После прекращения технологического воздействия связующий электропроводящий материал в капиллярной структуре, а также между упомянутыми торцевыми фланцами 13 и 14 и встречными контактами затвердевает. При этом образуется контактный узел, состоящий из двух контактов 1 и 3, связанных между собой электрически и механически капиллярным соединительным элементом, заполненным затвердевшим связующим электропроводящим материалом, причем сформированный контактный узел получается армированным технологическими выступами 17 и 18, что существенно повышает прочность контактного узла.
Описанный выше вариант контактного узла может быть разнообразен в части выполнения следующим образом - технологический выступ, по крайней мере, на одном из встречных контактов упомянутого контактного узла, представляет собой шарик из связующего электропроводящего материала, частично или полностью размещенного в металлизированном отверстии. Такой контактный узел изображен на Фиг.17.
В фазе совмещения (Фиг.17) технологические выступы 19 и 20, выполненные в виде шариков из связующего электропроводящего материала, сформированных на контактах 1 и 3, сближаются навстречу друг другу до соприкосновения с верхним и нижним торцевыми фланцами 13 и 14 металлизированного отверстия 6 в пленочном носителе 5 и совмещаются между собой и металлизированным отверстием 6 относительно общей оси А-А.
В фазе соединения (Рис.17а) зона технологических выступов 19 и 20 и металлизированного отверстия 6 подвергается технологическому воздействию (например, температурное воздействие до плавления связующего электропроводящего материала - припоя), в результате которого связующий электропроводящий материал втягивается в отверстие 6 с технологических выступов 19 и 20 под действием капиллярных сил. После прекращения технологического воздействия связующий электропроводящий материал в капиллярной структуре затвердевает. При этом образуется контактный узел, состоящий из двух контактов 1 и 3, связанных между собой электрически и механически капиллярным соединительным элементом, заполненным затвердевшим связующим электропроводящим материалом, и шариком 20 на контакте 3.
Вариант контактного узла на встречных контактах с капиллярным соединительным элементом, обладающего повышенной герметичностью и механической прочностью, изображен на Фиг.18.
В этом контактном узле плоскопараллельная пластина из диэлектрического материала 5 является носителем отверстий, одни из которых 6, с торцевыми фланцами 13 и 14, расположенные между встречными контактами 1 и 3, являются капиллярными соединительными элементами для этих встречных контактов, а другие отверстия 6а, которые не находятся между встречными контактами, пропитаны клеевой (адгезивной) композицией 21, предназначенной для склеивания копланарных носителей 2 и 4 упомянутых встречных контактов в местах, свободных от контактов на упомянутых носителях.
В фазе совмещения (Фиг.18) пары сопряженных контактов 1 и 3, расположенные навстречу друг другу - на верхнем 2 и нижнем 4 носителях соответственно, совмещаются между собой и капиллярным отверстием 6, с торцевыми фланцами 13 и 14, в упомянутой пластине из диэлектрического материала 5, относительно общей оси А2А2. На упомянутых контактах 1 и 3 находится связующий электропроводящий материал соответственно 9 и 10. На внутреннем металлизированном покрытии отверстия 6, а также на упомянутых торцевых фланцах 13 и 14 находится такой же связующий электропроводящий материал.
В фазе соединения (Фиг.18а) пары сопряженных контактов 1 и 3 сближаются навстречу друг другу до соприкосновения с верхним и нижним торцами металлизированных отверстий 6, а клеевая композиция 21, размещенная в остальных отверстиях 6а, приходит в соприкосновение с несущими поверхностями 2 и 4, свободными от встречных контактов. В этот момент в зоне контактов 1, 3 и отверстий 6 и 6а включается технологическое воздействие, природа которого такова, что металлизированные отверстия 6 становится капилляром для связующего электропроводящего материала, который, в процессе технологического воздействия, втягивается в капилляры 6 с встречных контактов 1 и 3 под действием капиллярных сил. После прекращения технологического воздействия связующий электропроводящий материал в капиллярах 6, а также между упомянутыми торцевыми фланцами и встречными контактами затвердевает, а клеевая композиция 21 заполняет все оставшиеся полости между носителями 2 и 4 и также затвердевает. В результате технологического воздействия образуется контактный узел, состоящий из встречных контактов 1 и 3, связанных между собой электрически и механически капиллярным соединительным элементом 6, заполненным затвердевшим связующим электропроводящим материалом, а носители контактов 2 и 4 оказываются герметично и прочно склеенными.
Ниже описывается технологический процесс изготовления контактного узла (КУ) на встречных контактах (ВК) с капиллярным соединительным элементом (КСЭ) со следующими общими характеристиками (на примере КУ на Фиг.9): 2 -носитель контакта 1 (кремниевый кристалл ИС); 4 - носитель контакта 3 (кремниевая коммутационная подложка); 1 и 3 - контакты (контактные площадки) из А1 размерами 70×70 мкм со слоями металлизации (адгезивный слой Ti толщиной ~ 0,1 мкм, проводящий слой Сu~1,0 мкм, защитный слой Ni~0,1 мкм, припой 9, 10 SnBi~15-20 мкм - высота по верхнему краю мениска); 5 - носитель капиллярного отверстия (полиимидная пленка толщиной 50 мкм); 6 - капиллярное отверстие (с внутренним диаметром 20-30 мкм), а также 13 и 14 - верхний и нижний торцевые фланцы капиллярного отверстия 6 со слоями металлизации (адгезивный слой из Сr~0,1 мкм, проводящий слой из Сu~3-5 мкм, защитный слой из Ni~0,1 мкм, припой 12 из SnBi~3-5 мкм, внешний диаметр фланцев ~ 70 мкм, ширина фланцев ~ 10 мкм).
В технологический процесс изготовления КУ (Фиг.9) входит два подготовительных техпроцесса (подготовка контактов на носителях 2 и 4, причем техпроцессы для контактов 3 и 4 - одинаковые, и подготовка носителя 5 капиллярного отверстия 6 с торцевыми фланцами) и техпроцесс сборки КУ из подготовленных упомянутых деталей (Фиг.19).
Техпроцессы обработки контактов на кристаллах ИС и коммутационной подложке являются групповым (т.е. все контакты 3 или 4 всех носителей 1 и 2 соответственно, размещенных на кремниевых пластинах, обрабатываются одновременно).
В техпроцессе подготовки контактов важной операцией является процедура плазмохимической очистки контактных площадок из Аl от Аl2О3 (например, на установке «Трион»; подробное описание установки: О.Д.Парфенов. Технология микросхем. Изд-во Высшая школа, 1986, стр.226-227).
Затем, на упомянутой установке «Трион», в том же цикле вакуумной откачки, производится последовательное напыление слоев металлизации: адгезивного слоя Ti (0,1 мкм), проводящего слоя Сu (1,0 мкм) и защитного слоя Ni (0,1 мкм).
После извлечения пластин из установки очистки/напыления на них производится стандартная фотолитография со вскрытием окон, в задубленном фоторезисте, над запыленными контактными площадками в соответствии со схемой Фиг.20 (О.Д.Парфенов. Технология микросхем. Изд-во Высшая школа, 1986, стp.90-112).
Затем, во вскрытых окнах, производится гальваническое наращивание припоя (SnBi, 15 мкм) на металлизацию (Ni).
После снятия фоторезистивной маски и отмывки пластин производится химическое стравливание тонких слоев металлизации в порядке, обратном напылению (см. п.1.2. выше). При этом слои металлизации под гальванически нарощенным припоем остаются на контактных площадках поскольку припой играет роль маски.
После оплавления припоя SnBi (при Т~220°С), для придания припойным выступам одинаковой формы выпуклого мениска высотой ~ 20 мкм, процесс подготовки контактов 1, 2 завершается.
После разделения (скрайбирования) пластин на кристаллы и коммутационные подложки (например, с использованием полуавтомата скрайбирования «Алмаз-М»: О.Д.Парфенов. Технология микросхем. Изд-во Высшая школа, 1986, стр.254) производится укладка кристаллов и подложек в технологическую тару для перемещения на участок сборки.
Технологический процесс изготовления и облуживания припоем металлизированных отверстий, с торцевыми фланцами, в полиимидной пленке проводится по схеме, приведенной Фиг.21 (И.Н.Воженин и др. Микроэлектронная аппаратура на бескорпусных интегральных схемах, М., Радио и связь, 1985, стр.154).
Групповое изготовление прецизионных отверстий в полиимиде производилось методом двухстороннего химического травления в растворе КОН. Координаты отверстий и их форма задаются фотошаблонами в процессе фотолитографии по схеме Фиг.20. В качестве носителя капиллярных отверстий использовалась полиимидная пленка Kapton-200H фирмы Du Point (США) толщиной 50 мкм.
Следует отметить, что существуют и другие способы формирования отверстий в ПИ-пленке в заданных координатах, например лазерной сверловкой. В отличие от группового процесса химического травления лазерная сверловка является последовательной процедурой, которая для своей реализации требует сложного оборудования.
Металлизация отверстий и поверхностей полиимидной пленки производилась на установке УВН-71-Р1, доработанной под плазмохимическую очистку и магнетронное напыление двух металлов в едином цикле вакуумной откачки. Время прогрева в вакуумной камере - 25 минут, что позволяет достичь 150°С, давление рабочего газа аргона при плазмохимической чистке 4,9·10-2 Па, а при напылении металлизированных слоев 2,7·10-1 Па.
Полиимидные подложки металлизировались медью чистотой 99,9%. Удельное сопротивление полученных медных пленок не превышало 2,0 мкОм/см, а адгезия составила не менее 400 г/см.
Напыленные на обе поверхности пленки и в отверстия слои Cr-Cu-Сr будут служить в качестве одного из электродов при электрохимическом (гальваническом) осаждении и наращивании Cu-Ni-SnBi в отверстиях 6 и на их торцевых фланцах 13 и 14. После 2-сторонней фотолитографии по схеме в соответствии с Фиг.20 и вскрытия маски фоторезиста окон круглой формы (диаметром -70 мкм) с обеих сторон отверстий производилось стравливание Сr до слоя Сu внутри отверстий и в границах формируемых торцевых фланцев.
Затем, в соответствии со схемой Фиг.21, на поверхностях отверстий и упомянутых фланцев, освобожденных от Сr, производилось электрохимическое (гальваническое) осаждение чистой меди (~3 мкм), защитного слоя Ni и последующее осаждение слоя припоя (SnBi ~5-7 мкм).
После снятия фоторезиста с обеих сторон ПИ-пленки производится химическое травление слоев Cr-Cu-Сr с обеих сторон ПИ-носителя 5. При этом слой припоя SnBi в отверстиях и на фланцах, играя роль защитной маски для нижележащих слоев Cr-Cu-Ni, защищает эти слои, обеспечивающие высокую адгезионную стойкость капиллярных отверстий с торцевыми фланцами на ПИ-носителе.
После отмывки, сушки и резки ПИ-носителей (их на одной ПИ-подложке может быть несколько) они проходят визуальный и электрический контроль (на КЗ и обрывы), затем помещаются в технологическую тару и поступают на сборку КУ.
Процесс изготовления контактного узла (КУ) на встречных контактах с капиллярным соединительным элементом завершается процессом сборки КУ способом вакуумной пайки.
Поскольку способ вакуумной пайки применялся, в основном, для сборки полиимидных многослойных печатных плат и доступное оборудование не соответствовало требованиям сборки КУ по данной заявке (отсутствовала система совмещения контактов 1 и 3 с капиллярным отверстием 6), то заявители разработали, изготовили и испытали (на специально созданных для этого тестовых структурах) экспериментальный образец сборочной машины, продемонстрировавшей реализуемость технических решений, раскрытых в данной заявке. Фото этого образца приведено на Фиг.22. На Фиг.23 приведена блок-схема упомянутой сборочной машины.
Образец сборочной машины был создан на базе настольной установки (907.250 фирмы FRITSCH, ФРГ) для прецизионного совмещения флип-чип и BGA-компонентов и их монтажа на коммутационные подложки и печатные платы (основные характеристики: max размеры компонентов - 48×48 мм; max размеры коммутационной подложки - 280×230 мм; точность совмещения -±5 мкм).
Чип 12 (Фиг.23) закрепляется, контактами вниз, вакуумным присосом 23 на верхнем нагревателе 7 с датчиком температуры 27 под крышкой 11 вакуумной микрокамеры, которая образуется при опускании до упора крышки 11 на притертую поверхность основания 14, содержащего нижний нагревательный элемент 25 с датчиком температуры 28, на котором, через посредство базовых штырьков 38, установлена, контактами вверх, коммутационная подложка 9, а на нее, через посредство упомянутых базовых штырьков, укладывается ПИ-носитель капиллярных отверстий 39. На время совмещения чипа 12 и ПИ-носителя 39 чип 12 с верхней крышкой 11 поднимается вверх настолько, чтобы между чипом 12 и ПИ-носителем 39 можно было свободно ввести сдвоенную призму 8 (на поворотном кронштейне - на блок-схеме не показан) оптической системы визуального контроля, через посредство видеокамеры 21 и цветного ТВ-монитора 22, и совмещения верхних и нижних встречных контактов.
Совмещение встречных контактов производится вручную следующим образом. Основание 14, с ПИ-носителем 39 и коммутационной подложкой 9, размещенное на координатном столике 18, передвигается в плоскости XY манипуляторами 36 (X) и 37 (Y). Вращение чипа 12 вокруг оси Z осуществляется приводом 10 под управлением манипулятора 20. Управляя по координатам X, Y и Z манипуляторами 36, 37 и 20 и контролируя на цветном экране взаимное перемещение контактов чипа и отверстий ПИ-носителя 39 капиллярных отверстий (уже совмещенных с контактами подложки 9 по базовым штырькам 38), оператор добивается полного совмещения изображений контактов чипа 12 и ответных капиллярных отверстий на ПИ-носителе 39, разнесенных по вертикали на ~10 см (высота введенной призмы ~8 см).
Далее оператор выводит призму из области между чипом 12 и основанием 14 вакуумной микрокамеры, и все последующие операции производятся автоматически под управлением контроллера 17.
С помощью прецизионного винта 6 кронштейн 5 с чипом 12, под управлением контроллера 17, опускается, до касания с ПИ-носителем 39, без нарушения предыдущего совмещения, с мягкой фиксацией чипа 12 в этом положении на время пайки. Затем опускается крышка 11 до замыкания вакуумной микрокамеры, и включаются, по заданной программе, насос вакуумной откачки (на Фиг.23 не показан) и нагреватели 7 и 25 под контролем датчиков температуры 27 и 28 соответственно, которые обеспечивают необходимый температурно-временной режим пайки в структуре «чип - ПИ-носитель - подложка». По завершении пайки микрокамера девакуумируется, чип 12 отключается от вакуумного присоса 23, узел 5 с крышкой 11 поднимается вверх, подложка 9 с припаянным чипом 12 снимается с базовых штырьков 38 и установка готова к новому циклу, который длится ~1 мин.
К блоку программируемого (через внешний ПК) контроллера 17 подключены датчики положения 29, 30 и 31 шагового двигателя 1, редуктора 2 винта 6 и шагового двигателя 3 соответственно, датчики температуры 27 и 28, а также, по линии 26, блок управления 16 шаговыми двигателями 1, 3 и нагревателями 7 и 25, который управляет также, по линии 24, блоком микронасосов 15, который через шланг 13 связан с основанием 14 вакуумной микрокамеры.
Включение и индикация работоспособности блоков 16 и 17 осуществляются подсвечиваемыми клавишами 35 и 32, 33, 34.
Описанная экспериментальная сборочная машина позволила получить тестовые образцы однокристальных модулей (ОКМ) с тестовыми чипами 1×1 см, имеющими 400 контактов (в матрице 20×20 контактов) и 1600 (40×40) контактов (фото ОКМ-1600 приведено на Фиг.24).
Кроме того, получены образцы многокристального модуля (МКМ) размерами 35×70 мм на 8 тестовых чипов 1×1 см, имеющих 400 контактов (в матрице 20×20 контактов) - всего на 8×400=3200 КУ на встречных контактах с капиллярными соединительными элементами (фото - на Фиг.25).
Промышленная применимость
Выполнение контактного узла с капиллярным соединительным элементом, в соответствии с настоящим изобретением позволяет существенно улучшить качественные характеристики контактного узла: прочность (на отрыв, к вибрациям, ударам, ускорениям), однородность характеристик при групповом процессе сборки (воспроизводимость), стабильность во времени и в процессе эксплуатации (надежность), устойчивость в диапазоне температур и при термоциклах, компактность (плотность монтажа), влияние на быстродействие. Кроме того, такое выполнение контактного узла также обеспечивает существенное снижение себестоимости его изготовления за счет уменьшения: материалоемкости, снижения цены на материалы (исключение использования дефицитных и драгоценных материалов), трудоемкости подготовительных операций, обеспечения технологичности, контролепригодности, экологичности подготовительных и финишных процедур и реагентов.
Снижение трудоемкости и себестоимости подготовительных операций происходит за счет исключения необходимости формировать на контактах кристаллов ИС прецизионные сферические бампы.
Высокая технологичность и высокий выход годных при сборке контактных узлов обеспечивается использованием в процессе изготовления контактных узлов капиллярных сил, проявляющих в таких соединениях высокую эффективность.
Высокая однородность в процессе изготовления контактных узлов обусловлена свойством капилляра «компенсировать» передозировки припоя на встречных контактах.
Увеличение прочности контактного узла и устойчивость к термоциклам (особенно в системах типа «кремний на кремнии») обусловлены предлагаемой конструкцией капиллярного соединительного элемента в эластичной среде прочного диэлектрика.
Существенное уменьшенные размеры контактного узла позволили обеспечить не достигаемые ни одной известной конструкцией контактных узлов низкие удельные емкостные и индуктивные характеристики, что особенно важно при использовании контактных узлов в конструкциях, работающих в ГГц-диапазоне частот.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СОВМЕЩЕНИЯ ЭЛЕМЕНТОВ МНОГОКРИСТАЛЬНЫХ МОДУЛЕЙ ДЛЯ КАПИЛЛЯРНОЙ СБОРКИ И УСТАНОВКА ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2008 |
|
RU2378807C1 |
| КОНТАКТНЫЙ УЗЕЛ | 1998 |
|
RU2134498C1 |
| НОСИТЕЛЬ КРИСТАЛЛА ИС | 1998 |
|
RU2134466C1 |
| ОДНОКРИСТАЛЬНЫЙ МОДУЛЬ ИС | 1998 |
|
RU2134465C1 |
| МНОГОСЛОЙНАЯ КОММУТАЦИОННАЯ ПЛАТА (ВАРИАНТЫ) | 1998 |
|
RU2133081C1 |
| СПОСОБ СБОРКИ ТРЕХМЕРНОГО ЭЛЕКТРОННОГО МОДУЛЯ | 2012 |
|
RU2492549C1 |
| ТРЕХМЕРНОЕ ЭЛЕКТРОННОЕ УСТРОЙСТВО | 2011 |
|
RU2488913C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРЕХМЕРНОЙ МИКРОСБОРКИ | 2024 |
|
RU2830562C1 |
| ТЕСТ-РЕЛЕ С МЕХАНИЧЕСКОЙ АКТИВАЦИЕЙ АКСЕССУАРОМ ИЗМЕРИТЕЛЬНОГО ПРИБОРА | 2016 |
|
RU2650502C2 |
| СПОСОБ ФОРМИРОВАНИЯ ШАРИКОВЫХ ВЫВОДОВ НА АЛЮМИНИЕВОЙ МЕТАЛЛИЗАЦИИ КОНТАКТНЫХ ПЛОЩАДОК КРИСТАЛЛА | 2017 |
|
RU2671383C1 |
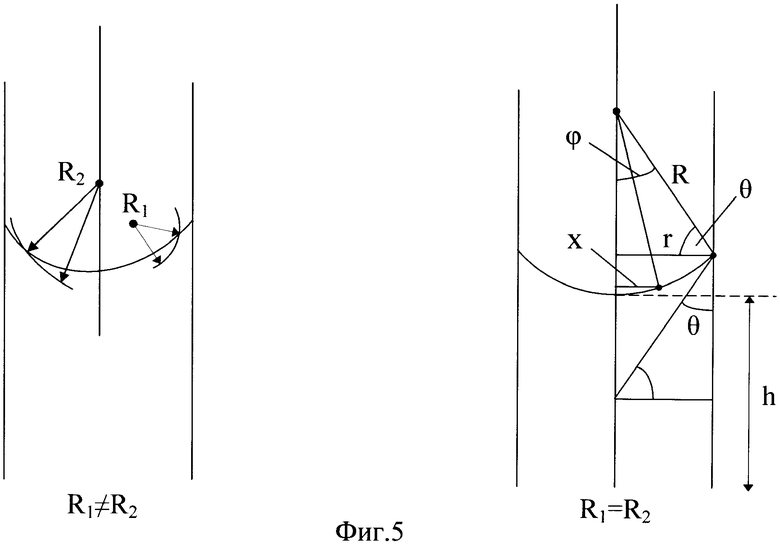
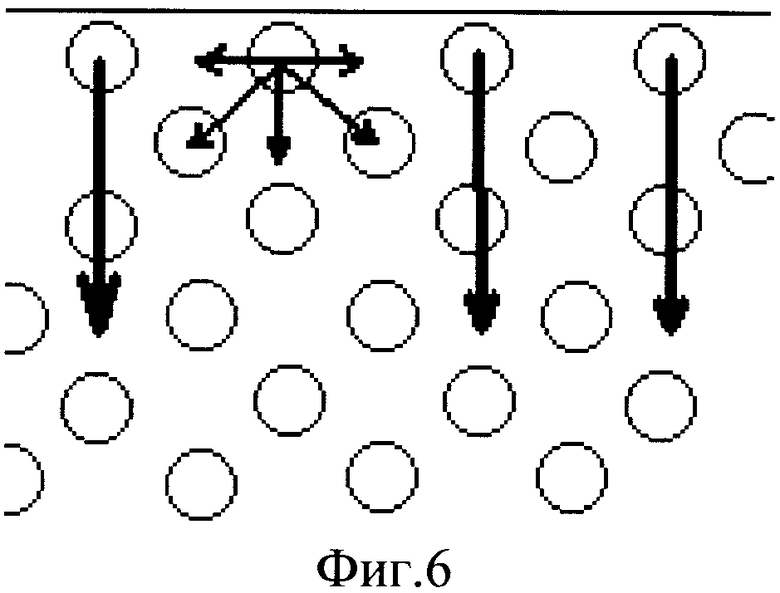
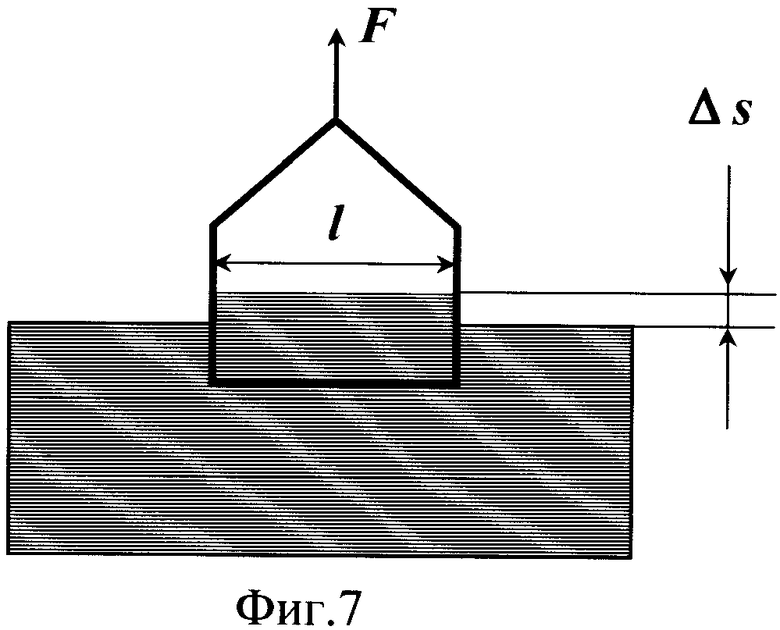
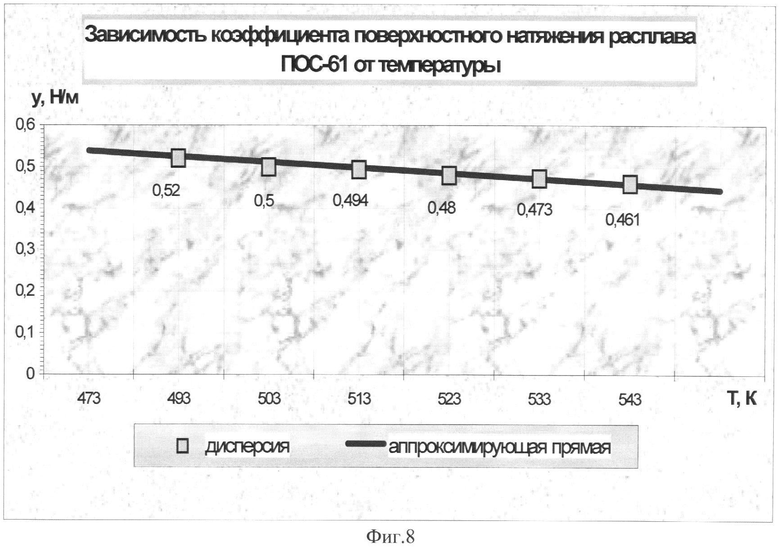
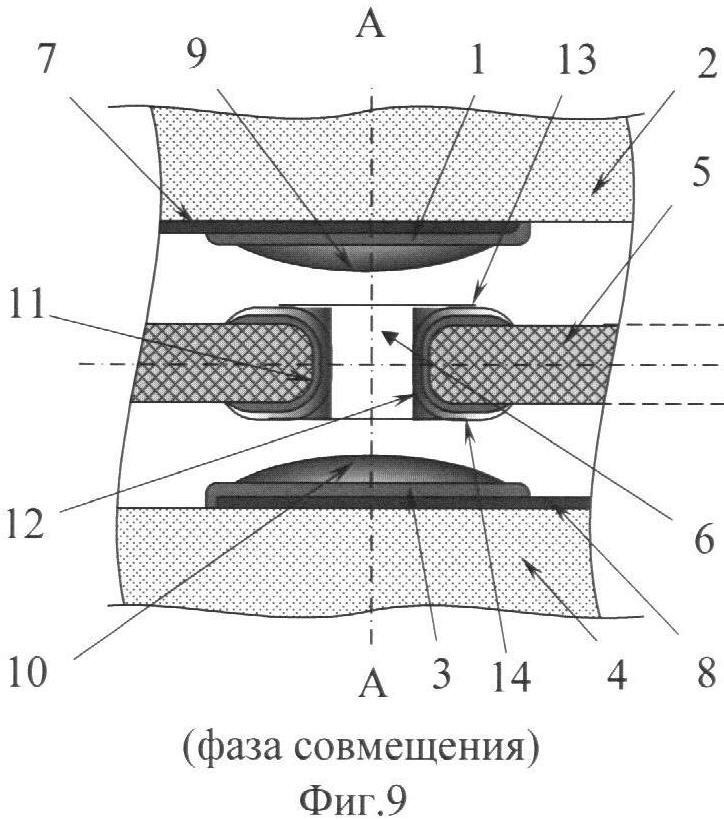
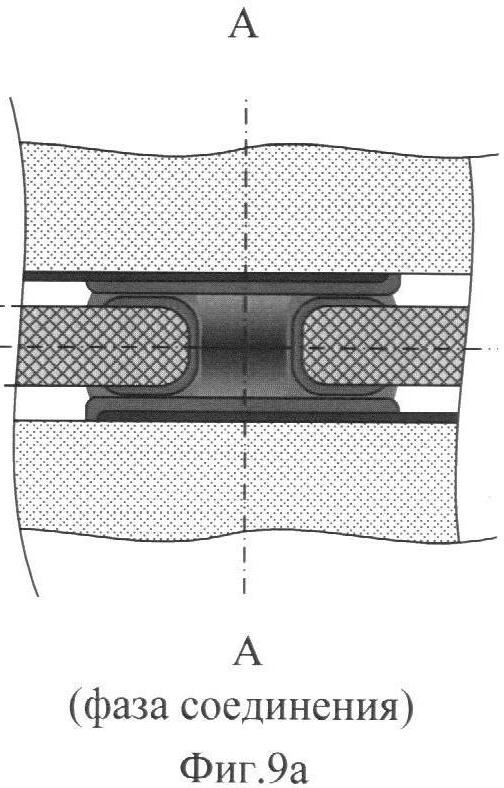
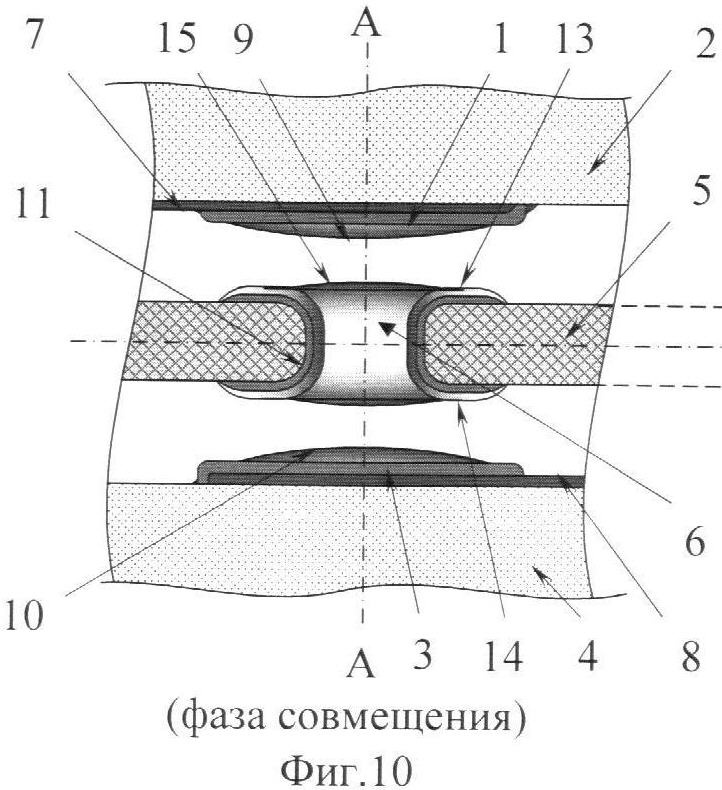
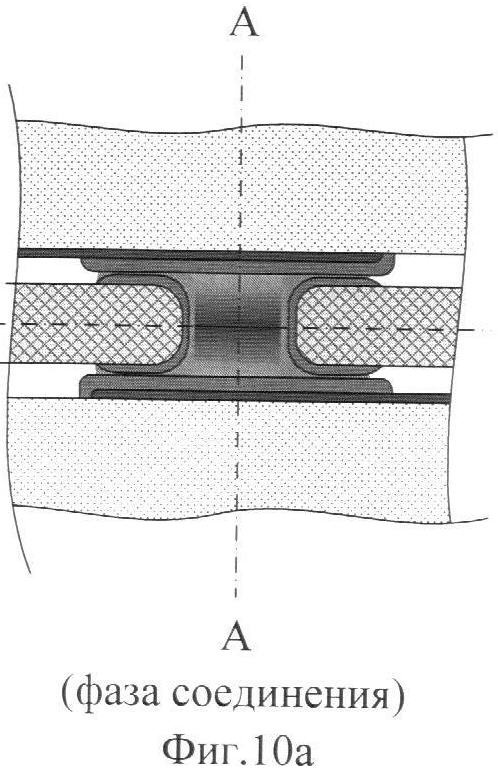
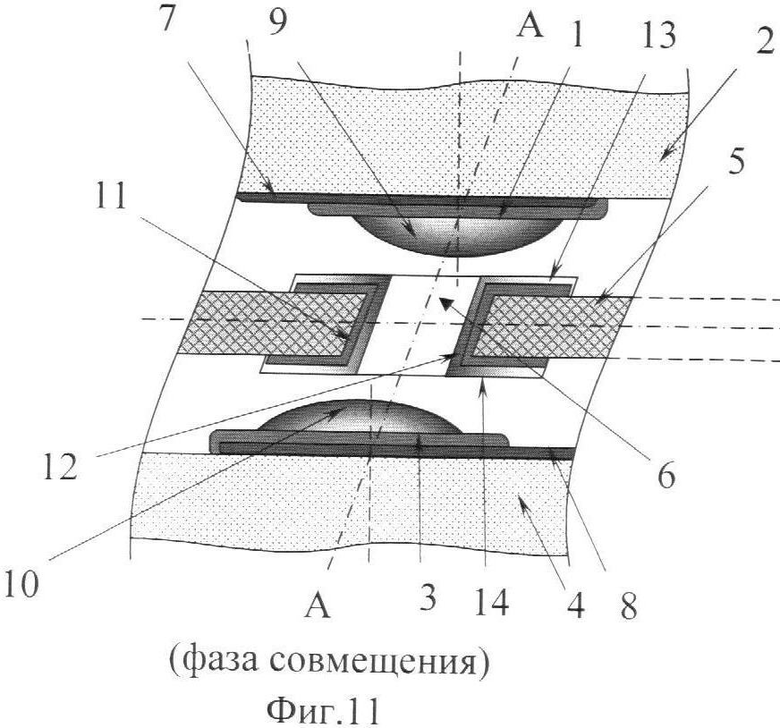
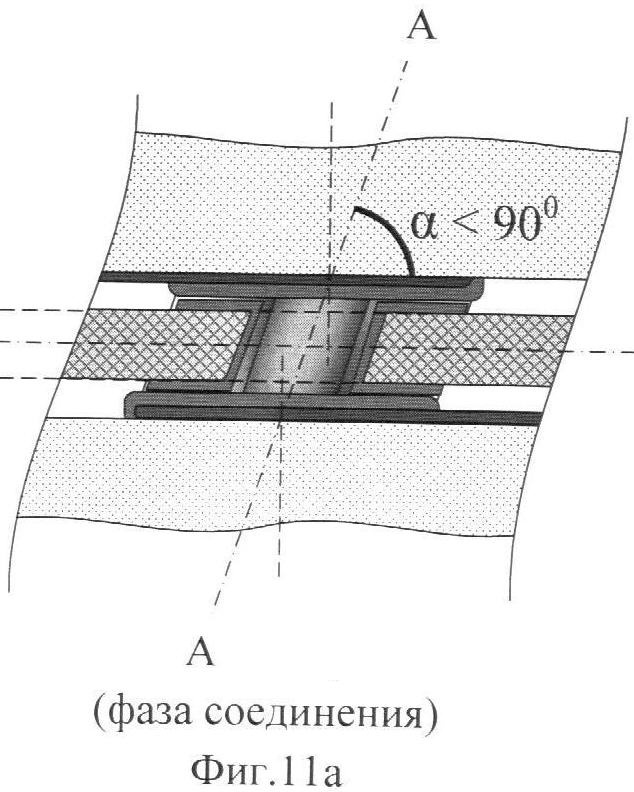
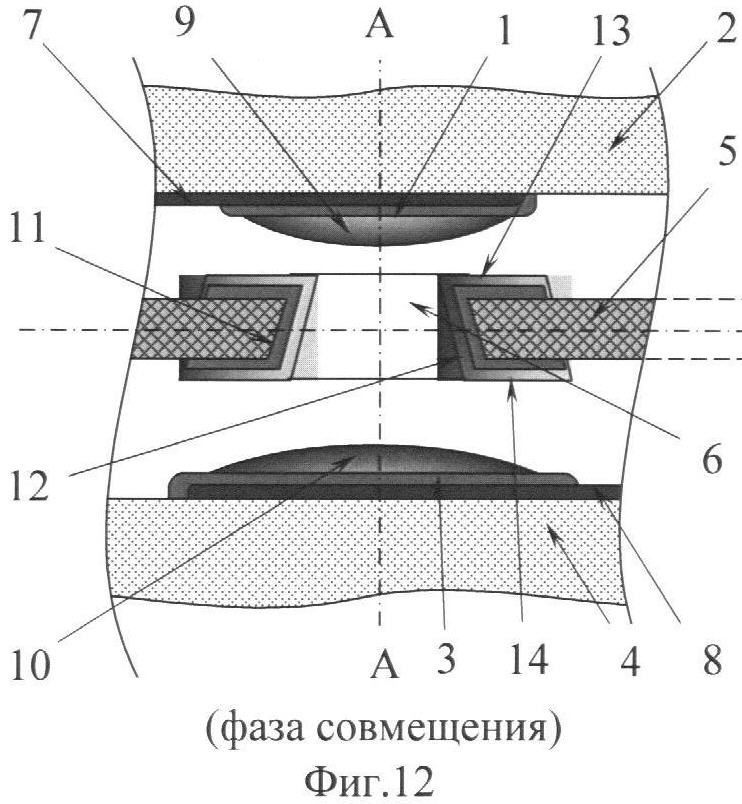
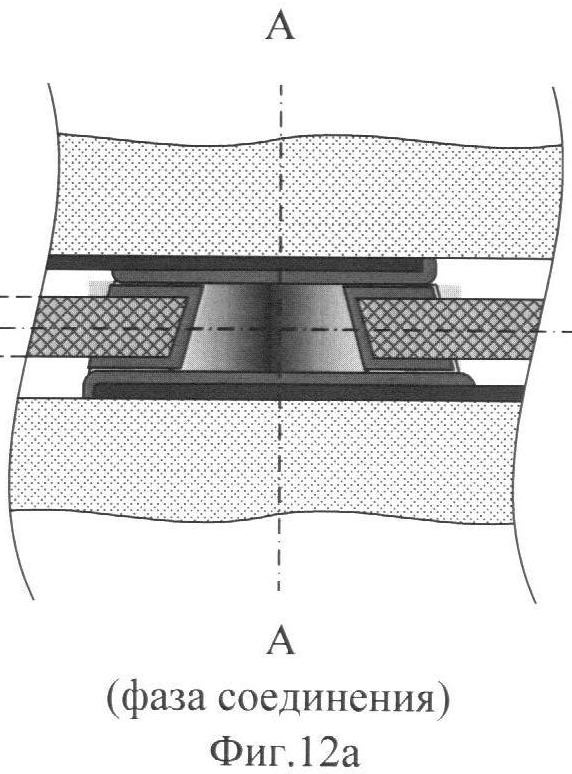
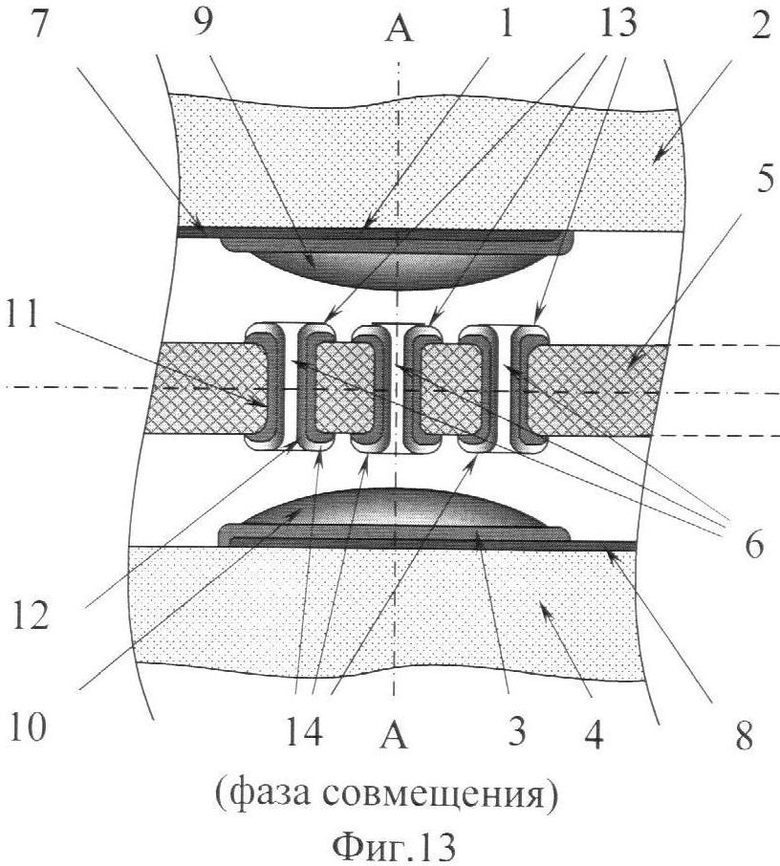
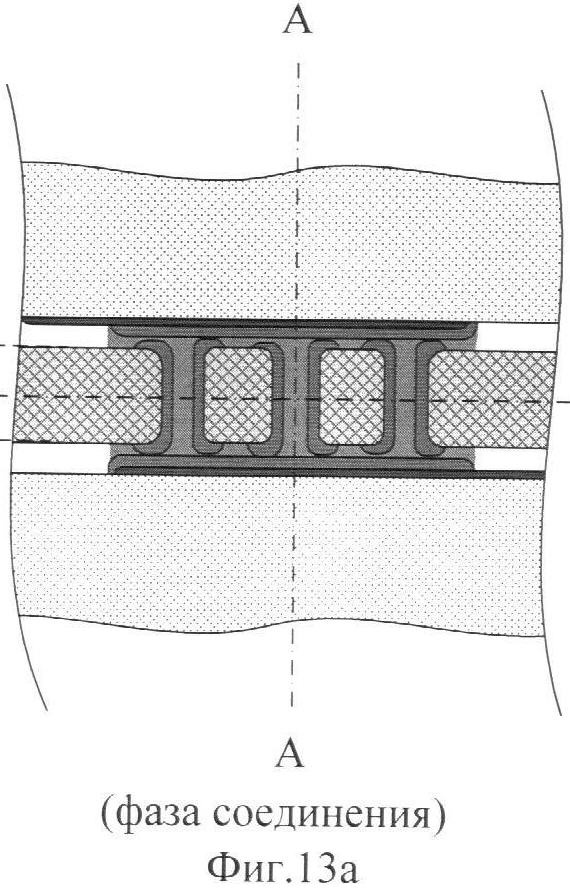
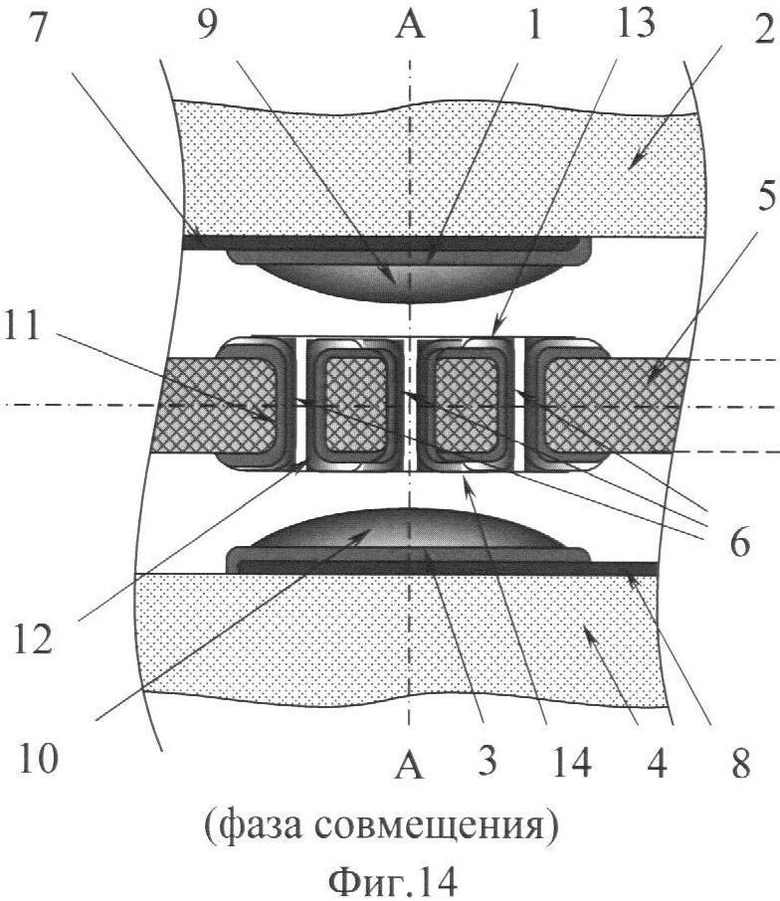
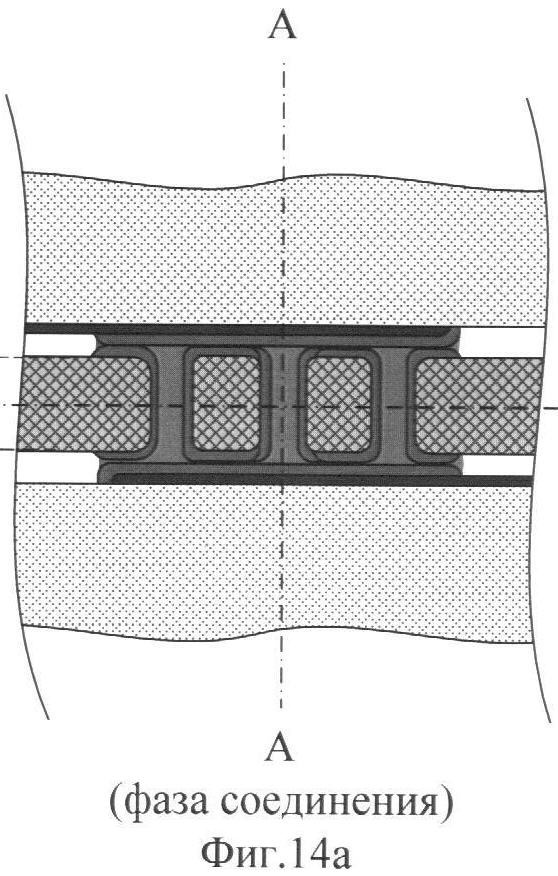
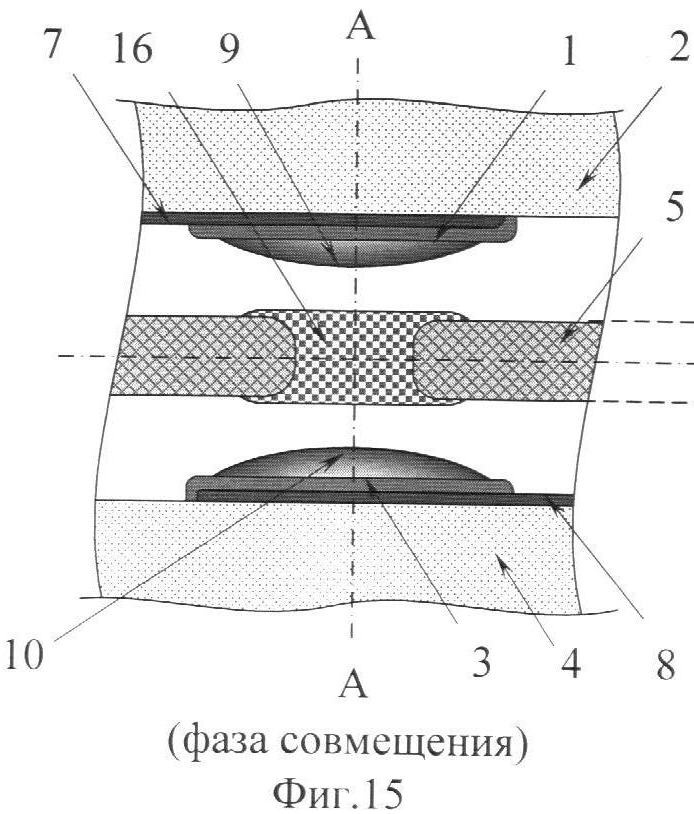
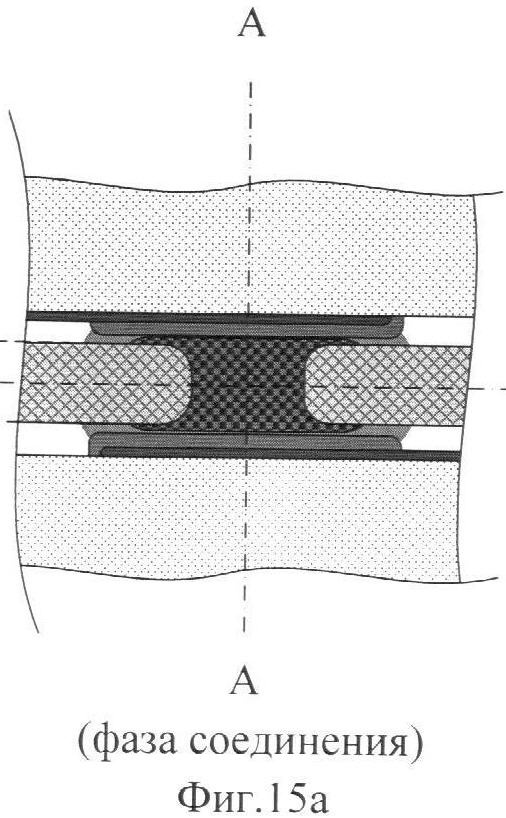
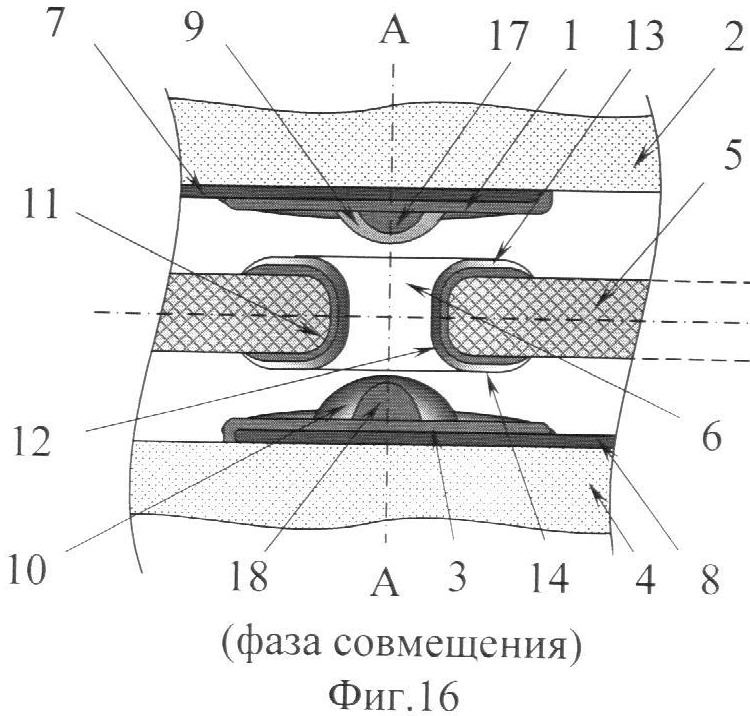
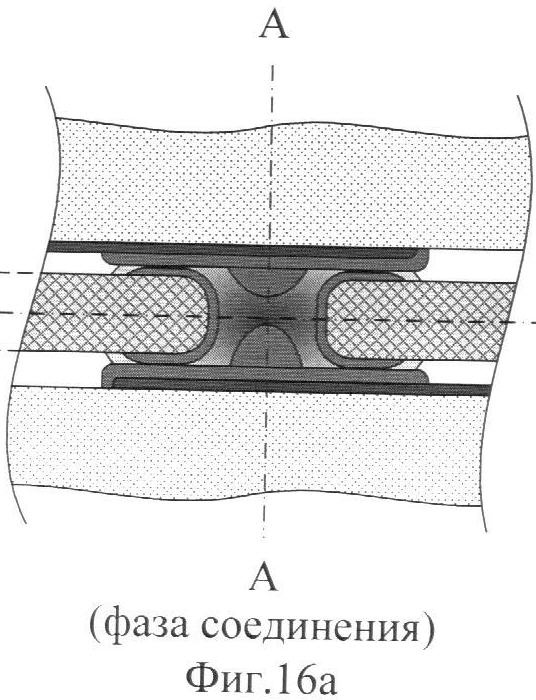
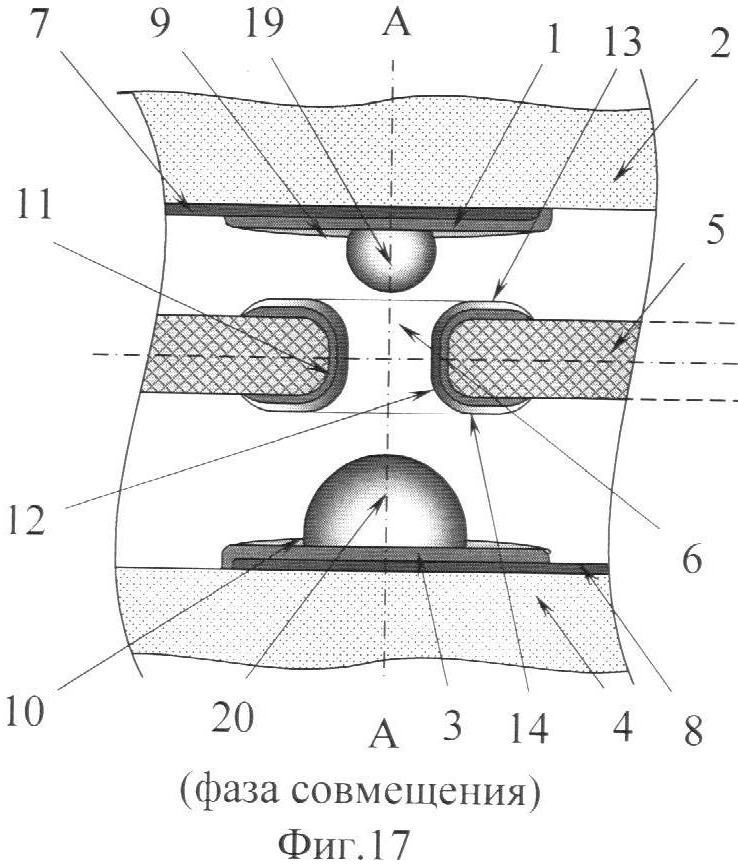
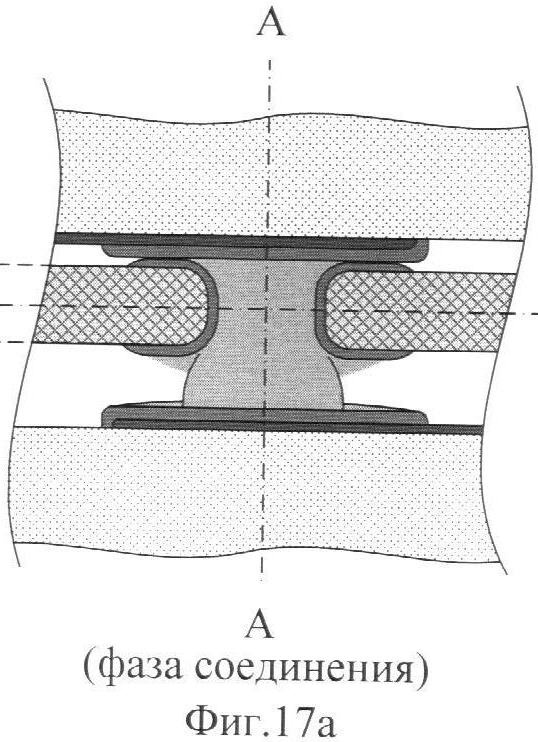
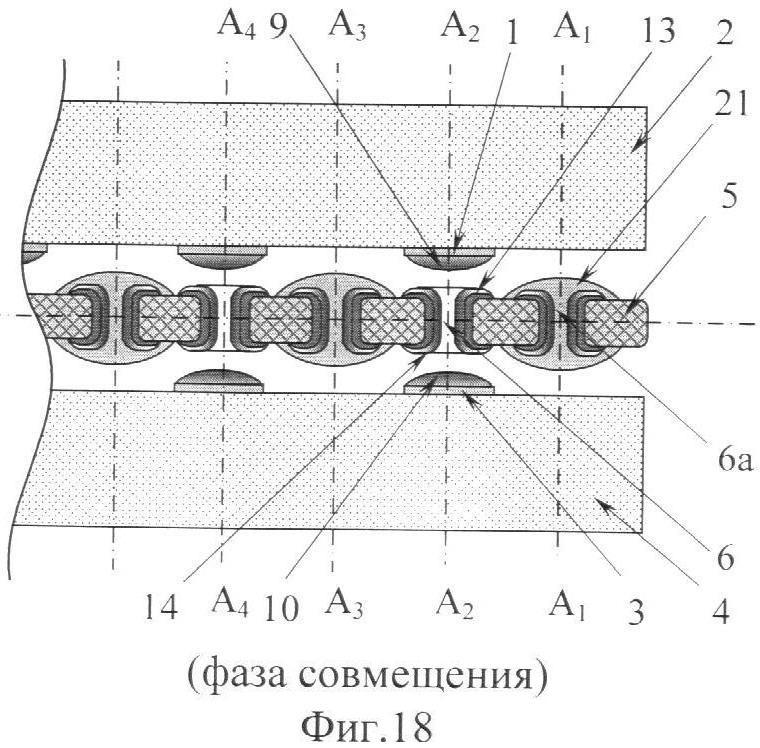
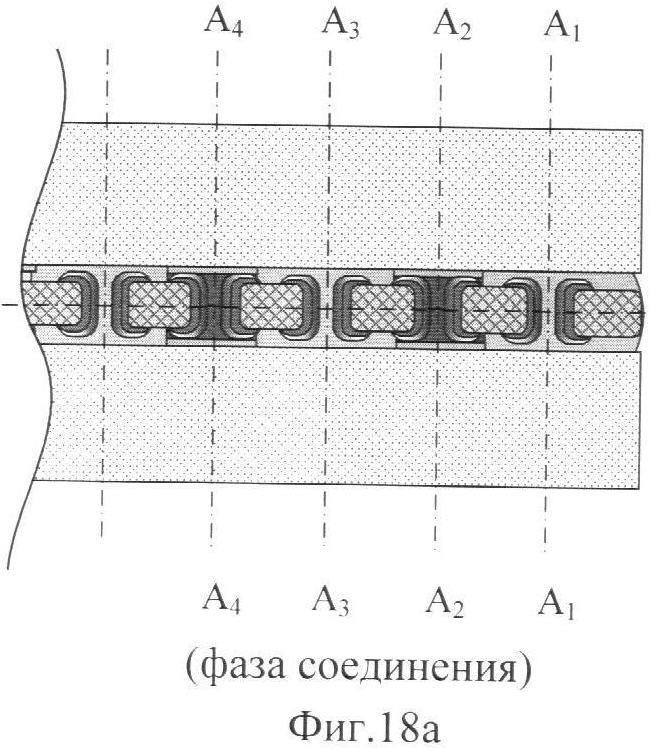
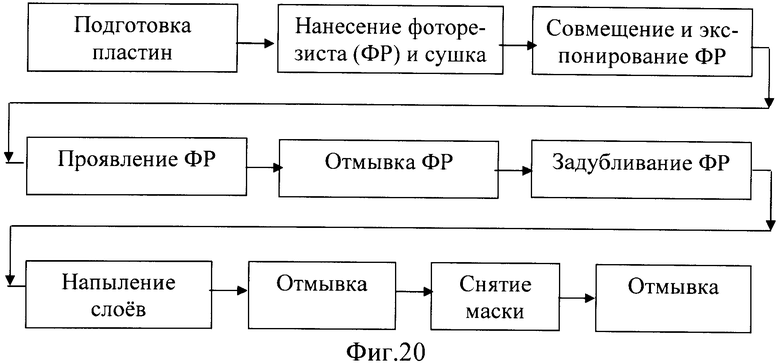
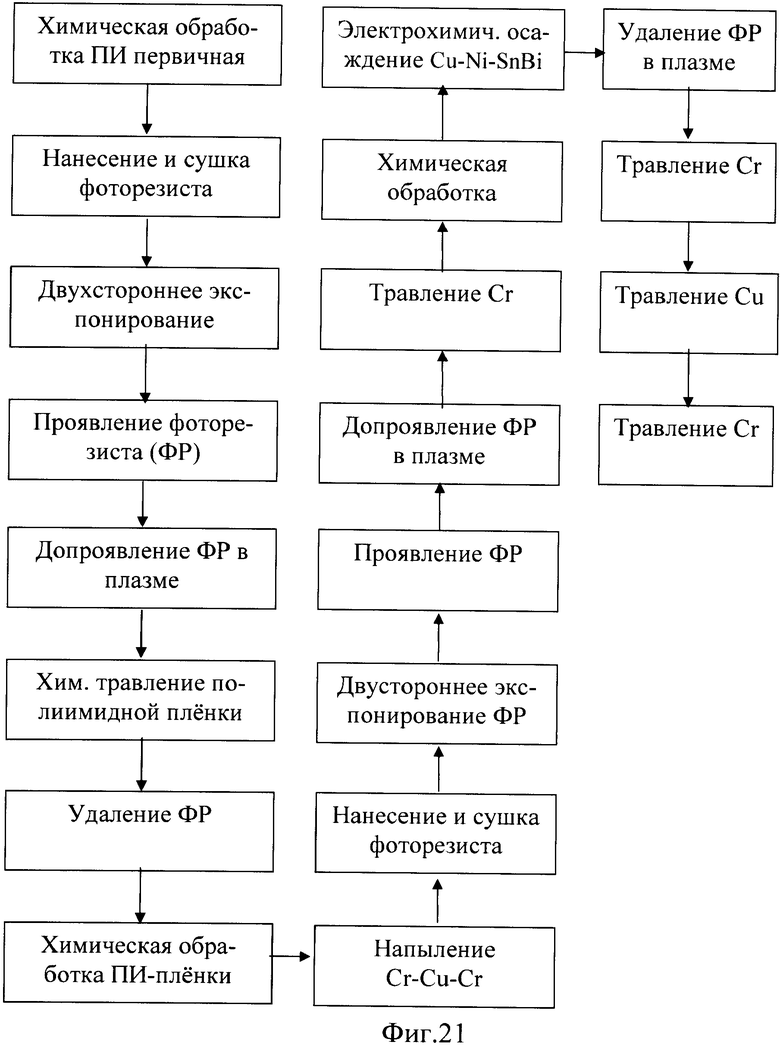
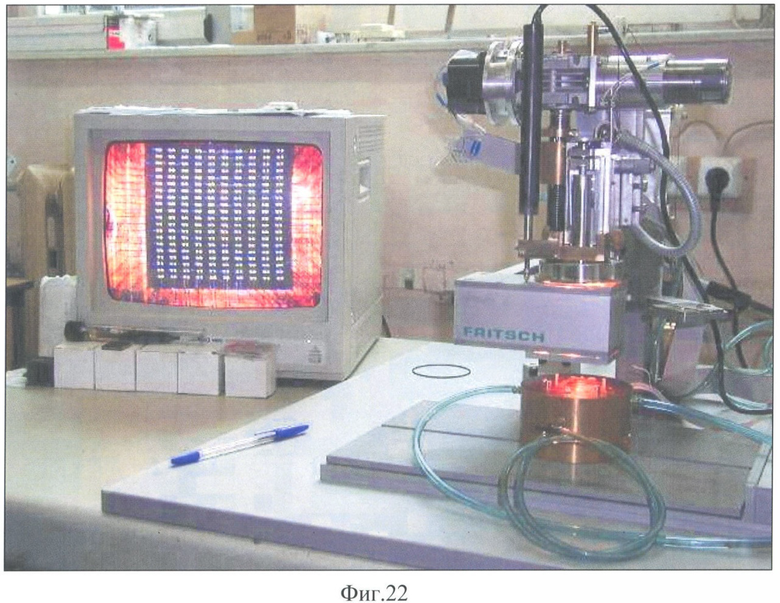
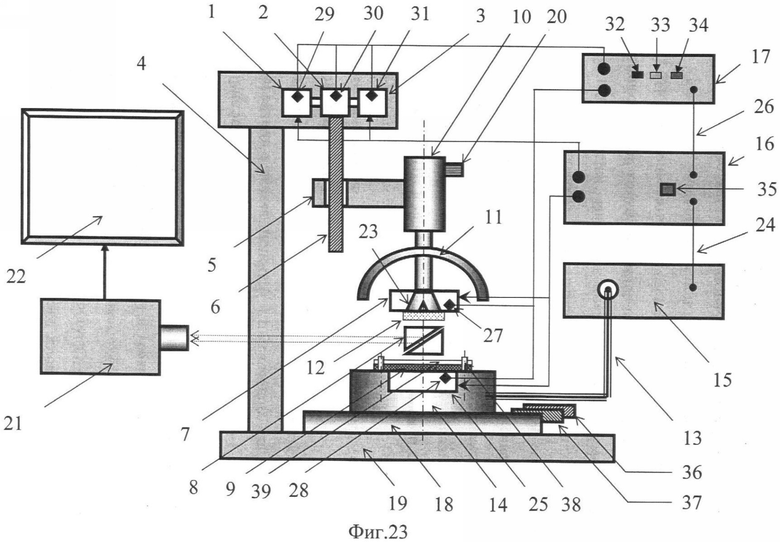
Изобретение относится к электронной технике, а конкретно - к контактным узлам на встречных контактах, посредством которых осуществляется сборка аппаратуры из бескорпусных компонентов, в том числе монтаж кристаллов БИС (чипов) в корпуса, а также в составе многокристальных модулей (МКМ). Предложен контактный узел на встречных контактах, состоящий, по крайней мере, из двух плоских контактов, связанных между собой электрически и механически соединительным элементом, выполненным в виде перемычки из электропроводящего материала, при этом каждый из упомянутых контактов размещен на плоской поверхности одного из двух копланарных носителей, контакты ориентированы навстречу друг другу и совмещены друг с другом относительно общей оси, ортогональной копланарным носителям и проходящей через центры контактов, а зазор между копланарными носителями встречных контактов и вокруг соединительного элемента заполнен диэлектрическим материалом, при этом соединительный элемент выполнен в виде капилляра, с торцевыми фланцами, заполненного, частично или полностью, электропроводящим связующим материалом, втянутым в упомянутый капилляр со встречных контактов, на которых он был размещен предварительно, под действием капиллярных сил, возникающих при переходе связующего электропроводящего материала в жидкое состояние при технологическом воздействии в процессе сборки контактного узла, с образованием, после прекращения технологического воздействия, механически стойкого электропроводящего соединения между встречными контактами, причем упомянутый капилляр выполнен в виде отверстия, покрытого внутри упомянутым смачиваемым электропроводящим связующим материалом, в плоскопараллельной пластине из диэлектрического материала, которая является носителем капиллярного соединительного элемента и размещена в зазоре между копланарными носителями встречных контактов, причем продольная ось капилляра проходит через центры упомянутых встречных контактов ортогонально поверхностям упомянутых носителей встречных контактов, а упомянутые торцевые фланцы капилляра, находящиеся на поверхностях упомянутого плоскопараллельного носителя капиллярного соединительного элемента, совмещены встык со встречными контактами и связаны механически и электрически с ними тонким слоем упомянутого связующего электропроводящего материала. Технический результат заключается в обеспечении повышенной надежности устройств за счет увеличения прочностных характеристик контактного узла, обусловленных совокупностью признаков конструкции капиллярного соединительного элемента в эластичной среде прочного диэлектрика, а также высокой однородностью контактных узлов, обусловленной свойством капилляра «компенсировать» передозировки припоя, а также в устойчивости к термоциклам, что обусловлено эластичностью и прочностью пленочного диэлектрика - носителя капиллярных соединительных элементов, что особенно эффективно в структурах типа «кремний на кремнии». 2 н. и 33 з.п. ф-лы, 1 табл., 25 ил.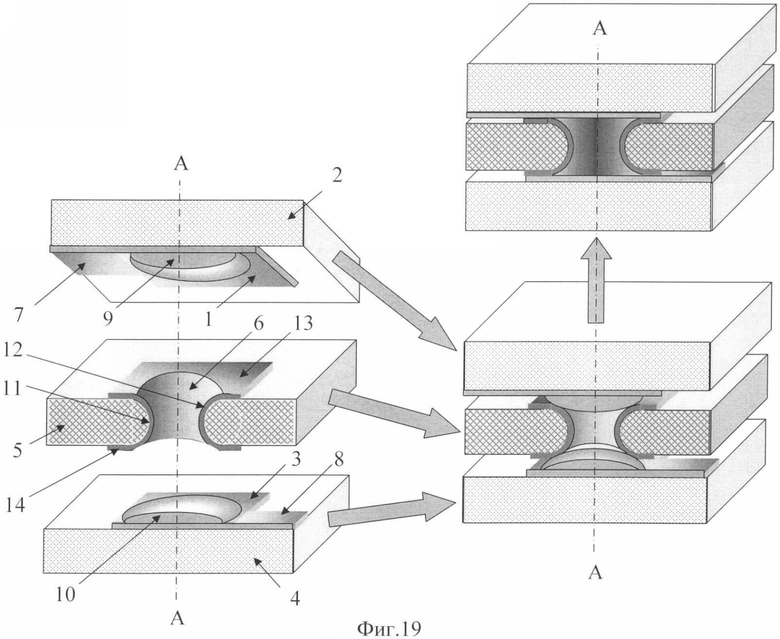
1. Контактный узел на встречных контактах, состоящий, по крайней мере, из двух плоских контактов, связанных между собой электрически и механически соединительным элементом, выполненным в виде перемычки из электропроводящего материала, при этом каждый из упомянутых контактов размещен на плоской поверхности одного из двух копланарных носителей, контакты ориентированы навстречу друг другу и совмещены друг с другом относительно общей оси, ортогональной копланарным носителям и проходящей через центры контактов, а зазор между копланарными носителями встречных контактов и вокруг соединительного элемента заполнен диэлектрическим материалом, отличающийся тем, что соединительный элемент выполнен в виде капилляра с торцевыми фланцами, заполненного частично или полностью электропроводящим связующим материалом, втянутым в упомянутый капилляр со встречных контактов, на которых он был размещен предварительно, под действием капиллярных сил, возникающих при переходе связующего электропроводящего материала в жидкое состояние при технологическом воздействии в процессе сборки контактного узла, с образованием после прекращения технологического воздействия механически стойкого электропроводящего соединения между встречными контактами, причем упомянутый капилляр выполнен в виде отверстия, покрытого внутри упомянутым смачиваемым электропроводящим связующим материалом, в плоскопараллельной пластине из диэлектрического материала, которая является носителем капиллярного соединительного элемента и размещена в зазоре между копланарными носителями встречных контактов, причем продольная ось капилляра проходит через центры упомянутых встречных контактов ортогонально поверхностям упомянутых носителей встречных контактов, а упомянутые торцевые фланцы капилляра, находящиеся на поверхностях упомянутого плоскопараллельного носителя капиллярного соединительного элемента, совмещены встык со встречными контактами и связаны механически и электрически с ними тонким слоем упомянутого связующего электропроводящего материала.
2. Контактный узел по п.1, отличающийся тем, что упомянутый электропроводящий связующий материал выполнен из припоя, а упомянутое технологическое воздействие является термическим.
3. Контактный узел по п.1, отличающийся тем, что упомянутый электропроводящий связующий материал является гелеобразным и смачивающим внутреннюю поверхность капилляра, его упомянутые фланцы и упомянутые встречные контакты как в процессе, так и после прекращения технологических и иных воздействий.
4. Контактный узел по п.2 или 3, отличающийся тем, что упомянутый электропроводящий связующий материал предварительно перед сборкой упомянутых контактных узлов размещен внутри капиллярного отверстия.
5. Контактный узел по п.1, отличающийся тем, что упомянутые встречные контакты смещены относительно друг друга в плоскостях своих носителей, а продольная ось капиллярного соединительного элемента, проходящая через центры контактов, наклонена под утлом α<90° к поверхностям, несущим эти контакты.
6. Контактный узел по п.1, отличающийся тем, что капиллярный соединительный элемент выполнен цилиндрической формы.
7. Контактный узел по п.1, отличающийся тем, что капиллярный соединительный элемент выполнен в форме усеченного конуса, причем меньший раструб капилляра соединен с одним встречным контактом, а больший раструб капилляра соединен с другим встречным контактом.
8. Контактный узел по п.7, отличающийся тем, что упомянутые встречные контакты смещены относительно друг друга в плоскостях своих носителей, а продольная ось капиллярного соединительного элемента, выполненного в форме усеченного конуса, проходящая через центры контактов, наклонена к плоскостям, несущим эти контакты под углом β<90°.
9. Контактный узел по п.1, отличающийся тем, что капиллярный соединительный элемент выполнен многоканальным.
10. Контактный узел по п.1, отличающийся тем, что капиллярный соединительный элемент представляет собой пористую структуру, проницаемую для электропроводящего связующего материала, в процессе технологического воздействия при сборке контактного узла.
11. Контактный узел по п.1, отличающийся тем, что внутренняя поверхность капиллярного соединительного элемента выполнена в форме поверхности вращения относительно продольной оси капилляра.
12. Контактный узел по п.1, отличающийся тем, что внутренняя поверхность капиллярного соединительного элемента выполнена таким образом, что сечения, ортогональные продольной оси капилляра, являются многоугольниками.
13. Контактный узел по п.1, отличающийся тем, что внутренняя поверхность капиллярного соединительного элемента выполнена таким образом, что сечения, ортогональные продольной оси капилляра, являются гладкими замкнутыми кривыми.
14. Контактный узел по п.1, отличающийся тем, что внутренняя поверхность капиллярного соединительного элемента выполнена таким образом, что сечения, ортогональные продольной оси капилляра, являются эллипсами.
15. Контактный узел по п.1, отличающийся тем, что на поверхностях встречных контактов выполнены технологические выступы с нанесенным на них связующим электропроводящим материалом, при этом упомянутые технологические выступы контактного узла входят в капилляр частично или полностью с двух его сторон, обеспечивая взаимное самосовмещение упомянутых встречных контактов и капиллярного соединительного элемента в процессе сборки контактного узла.
16. Контактный узел по п.15, отличающийся тем, что технологический выступ, по крайней мере, на одном из встречных контактов упомянутого контактного узла выполнен в виде выступа сферической формы из связующего электропроводящего материала, частично или полностью размещаемого в капилляре в процессе совмещения при сборке контактного узла.
17. Контактный узел по п.15, отличающийся тем, что оба упомянутых встречных контакта имеют идентичные по размеру и форме технологические выступы.
18. Контактный узел по п.15, отличающийся тем, что оба упомянутых встречных контакта имеют различные по размерам и форме технологические выступы, а сопряженные с ними раструбы капиллярного соединительного элемента выполнены различными по размерам и форме и комплементарными соответствующим технологическим выступам на встречных контактах.
19. Контактный узел по п.1, отличающийся тем, что упомянутый плоскопараллельный носитель капиллярного соединительного элемента выполнен в виде пленки из эластичного материала.
20. Контактный узел по п.19, отличающийся тем, что упомянутая пленка выполнена из полиимида.
21. Контактный узел по п.1, отличающийся тем, что вокруг капиллярного соединительного элемента, выполненного в упомянутом плоскопараллельном носителе из диэлектрического материала, в этом носителе имеются отверстия, заполненные адгезивной композицией, обеспечивающей склеивание копланарных носителей контактов в местах, свободных от контактов.
22. Контактный узел по п.1, отличающийся тем, что упомянутый плоскопараллельный носитель из диэлектрического материала, в котором сформированы капиллярные соединительные элементы, выполнен в виде жесткой пластины, имеющей термомеханические характеристики, одинаковые с термомеханическими характеристиками носителей встречных контактов.
23. Контактный узел по п.22, отличающийся тем, что носитель капиллярных соединительных элементов выполнен или из стекла, или из окисленного кремния.
24. Контактный узел по п.1, отличающийся тем, что носители капиллярных соединительных элементов и встречных контактов выполнены из одного и того же материала.
25. Контактный узел по п.24, отличающийся тем, что обе упомянутые несущие поверхности со встречными контактами выполнены или из кремния, или из арсенида галлия, или из другого полупроводникового материала, которые, помимо встречных контактов, дополнительно имеют на своих поверхностях активные и/или пассивные компоненты и проводящие дорожки, выполненные по планарным технологиям микроэлектроники.
26. Контактный узел по п.1, отличающийся тем, что на поверхностях плоскопараллельного носителя капиллярных соединительных элементов расположены проводящие дорожки, связывающие между собой, по крайней мере, два капиллярных соединительных элемента.
27. Контактный узел по п.26, отличающийся тем, что на поверхностях упомянутого плоскопараллельного носителя капиллярного соединительного элемента размещены шины питания и шины земли.
28. Контактный узел по п.1, отличающийся тем, что носитель капиллярных соединительных элементов выполнен в виде плоскопараллельной пластины из электропроводящего материала, покрытого тонким слоем изоляционного материала, включая внутренние поверхности отверстий, причем капиллярные соединительные элементы, а также активные и/или пассивные компоненты и проводящие дорожки выполнены поверх упомянутого тонкого слоя изоляционного материала.
29. Контактный узел по п.28, отличающийся тем, что проводящая основа носителя капиллярных соединительных элементов выполнена или из меди, или из алюминия.
30. Контактный узел по п.29, отличающийся тем, что проводящая основа носителя капиллярных соединительных элементов, выполненная или из меди, или из алюминия, используется в качестве шины земли.
31. Контактный узел по п.1, отличающийся тем, что упомянутые носители встречных контактов, а также носитель капиллярных соединительных элементов, размещенный между упомянутыми носителями встречных контактов, выполнены из различных материалов, имеющих одинаковые термомеханические характеристики.
32. Способ изготовления контактного узла на встречных контактах с капиллярным соединительным элементом, выполненного в соответствии с п.1 формулы изобретения, включающий
нанесение на один из плоских контактов тонкопленочных слоев металлизации и припоя;
изготовление заготовки соединительного элемента для упомянутых встречных контактов и ее облуживание припоем;
облуживание упомянутым припоем ответного плоского контакта;
совмещение встречных плоских контактов с заготовкой соединительного элемента относительно общей оси, проходящей через центры упомянутых встречных контактов, до их соприкосновения, с фиксацией совмещения на время пайки;
нагрев зоны соприкосновения упомянутых встречных контактов и заготовки соединительного элемента до плавления нанесенного припоя;
снижение температуры в зоне пайки до отверждения упомянутого припоя между упомянутыми встречными контактами с образованием соединительного элемента контактного узла на встречных контактах;
отличающийся тем, что
заготовка соединительного элемента для встречных контактов выполнена в виде металлизированного капиллярного отверстия в диэлектрической пленке, выходы которого ограничены торцевыми фланцами на поверхностях упомянутой диэлектрической пленки, а капиллярное отверстие облужено упомянутым припоем, заодно с торцевыми фланцами, при этом продольная ось капиллярного отверстия совпадает с упомянутой осью соответствующих плоских встречных контактов;
упомянутая диэлектрическая пленка, являющаяся носителем упомянутого облуженного капиллярного отверстия, в процессе сборки контактного узла размещается между упомянутыми носителями встречных контактов таким образом, чтобы продольная ось упомянутого капиллярного отверстия проходила через центры упомянутых встречных контактов ортогонально поверхностям упомянутых носителей встречных контактов и облуженного капиллярного отверстия;
после чего сближают носители встречных контактов, с обеих сторон упомянутого носителя облуженного капиллярного отверстия, вдоль упомянутой оси, до соприкосновения встречных контактов с упомянутыми торцевыми фланцами облуженного капиллярного отверстия;
область между упомянутыми носителями встречных контактов вакуумируется до 0,1 атм, с одновременным фиксированием взаимного положения носителей встречных контактов и носителя облуженного капиллярного отверстия, размещенного между ними;
доводят температуру в упомянутой области до температуры плавления припоя, обеспечивая подъем расплавленного припоя в облуженное капиллярное отверстие с встречных контактов, облуженных упомянутым припоем;
в процессе охлаждения и отверждения припоя в капиллярном отверстии, а также в зазорах между торцевыми фланцами капиллярного отверстия и соответствующими встречными контактами, формируется капиллярный соединительный элемент между упомянутыми встречными контактами, обеспечивая жесткую фиксацию припоя в металлизированном капиллярном отверстии упомянутого капиллярного соединительного элемента контактного узла, в процессе последующих технологических воздействий и в процессе эксплуатации его в составе микроэлектронной аппаратуры;
при этом высота подъема припоя в капиллярном соединительном элементе в процессе формирования капиллярного соединительного элемента определяется формулой:

где ρ0=8540 кг/м3, α=21·106 °C-l,
h - высота поднятия припоя в капилляре;
γ - коэффициент поверхностного натяжения припоя;
θ - угол смачиваемости припоя;
α - коэффициент линейного расширения припоя;
ρ0 - плотность припоя при нормальных условиях;
Т0 - температура припоя в градусах Кельвина при нормальных условиях;
Tn - температура расплавленного припоя в градусах Кельвина.
33. Способ по п.32, отличающийся тем, что на упомянутом плоском контакте, расположенном на одной из несущих поверхностей и/или на ответном встречном плоском контакте, расположенном на другой несущей поверхности, сформированы облуженные выступы, частично или полностью входящие в отверстие упомянутого капиллярного соединительного элемента, которые используются в качестве элементов взаимного базирования упомянутых встречных контактов и капиллярного соединительного элемента.
34. Способ по п.33, отличающийся тем, что выступы на встречных контактах, частично или полностью входящие в отверстия капиллярного соединительного элемента, выполнены в виде идентично отформованных доз припоя.
35. Способ по п.32, отличающийся тем, что одна из упомянутых несущих поверхностей с контактами является поверхностью кристалла ИС с контактами, а другая упомянутая поверхность, несущая ответные контакты, является поверхностью с ответными контактами коммутационной подложки.
| US 6087597 А, 11.07.2000 | |||
| Кронштейн для опускания отвеса в шахту | 1946 |
|
SU70071A1 |
| МНОГОСЛОЙНАЯ КОММУТАЦИОННАЯ ПЛАТА (ВАРИАНТЫ) | 1998 |
|
RU2133081C1 |
| КОНТАКТНЫЙ УЗЕЛ | 1998 |
|
RU2134498C1 |
| US 6100475 А, 08.08.2000 | |||
| US 5852326 A, 22.12.1998. | |||

