Это изобретение относится к сигаретной пачке, снабженной открываемой и закрываемой крышкой, и к способу ее изготовления.
Сигаретная пачка этого типа содержит внутреннюю пачку и параллелепипедную наружную коробку, вмещающую внутреннюю пачку. Внутренняя пачка содержит группу стержнеобразных курительных изделий, таких как сигареты с фильтром, и внутреннюю обертку, покрывающую группу. Наружная коробка содержит коробчатый корпус, открытый на его верхнем конце, и крышку, соединенную с коробчатым корпусом на заднем крае открытого конца коробчатого корпуса, действующем как шарнир. Наружная коробка образована сгибанием заготовки вокруг внутренней пачки.
Крышкой наружной коробки может быть шарнирная крышка коробчатой формы или язычковая крышка. Когда шарнирную крышку устанавливают на верху открытого конца коробчатого корпуса, язычковая крышка имеет верхнюю стенку для закрывания открытого конца коробчатого корпуса и язычок, продолжающийся от верхней стенки, выполненной таким образом, что когда верхняя стенка закрывает открытый конец коробчатого корпуса, язычок лежит на передней стенке коробчатого корпуса.
Патентный документ 1:
Опубликованная заявка Японии № Hei 11-49134.
Желательно, чтобы во время изготовления вышеописанной сигаретной пачки крышка наружной коробки была бы соединена с коробчатым корпусом разрываемой линией разделения. Наличие такой разделительной линии является эффективным средством индикации доступа в сигаретную пачку.
Конкретнее, когда крышку открывают впервые, ее отрывают от коробчатого корпуса по разделительной линии, при этом разорванная линия разделения оставляет следы разрыва на корпусе коробки, а также на крышке, которые указывают на то, что крышку уже открывали.
Обычно линию разделения обеспечивают в виде перфорированной линии, образованной в заготовке наружной коробки. Перфорированная линия, т.е. линия разделения, имеет множество соединений, соединяющих смежные перфорации. Таким образом, когда крышку открывают впервые, разрывается первое соединение на одном конце разделительной линии, а затем друг за другом разрываются смежные соединения, так что происходит полный разрыв по разделительной линии. Другими словами, линия разделения разрывается таким образом, как распространяется трещина.
Однако разрыв не обязан распространяться только по разделительной линии, а может распространяться с отклонением от этой линии. Такое отклонение разрыва может вызвать нежелательный разрыв язычковой крышки и/или коробчатого корпуса и, следовательно, привести к нарушенному внешнему виду открытой сигаретной пачки.
Этого недостатка можно избежать, изготавливая соединения в разделительной линии более короткими, так чтобы соединения можно было легко разрывать. Однако это может создать проблему в том, что в процессе изготовления сигаретной пачки, в частности при сгибании заготовки, заготовка разделяется на части по разделительной линии, так что не удается изготовить сигаретную пачку.
Основной задачей настоящего изобретения является создание сигаретной пачки, которая делает возможным стабильное производство, несмотря на наличие разделительной линии, и которая может обеспечить то, что когда впервые открывают крышку, наружная коробка разделяется на коробчатый корпус и крышку надежно по разделительной линии, а также способа изготовления сигаретной пачки.
Для того чтобы решить вышеуказанную задачу сигаретная пачка согласно настоящему изобретению содержит внутреннюю пачку, содержащую в себе группу стержнеобразных курительных изделий, обернутых внутренней оберткой, и параллелепипедную наружную коробку, вмещающую внутреннюю пачку и образованную сгибанием бумажной заготовки вокруг внутренней пачки, при этом наружная коробка содержит коробчатый корпус, имеющий открытый конец, крышку, соединенную с коробчатым корпусом и способную открывать и закрывать открытый конец, и линию разделения, расположенную на границе между коробчатым корпусом и крышкой, и, когда образована наружная коробка, разъемно соединяющую коробчатый корпус и крышку, причем разделительные линии имеют перфорации, расположенные в одном направлении с заданными интервалами, и ослабленные соединения, соединяющие смежные перфорации.
Так как связь волокон, составляющих заготовку, уже нарушена в местах расположения ослабленных соединений в разделительной линии, то заготовка имеет пониженную прочность на растяжение в месте расположения разделительной линии. Таким образом, когда впервые открывают крышку, крышка легко и надежно отделяется от коробчатого корпуса по разделительной линии, при этом на крышке или корпусе коробки не образуется трещина, отклоняющаяся от разделительной линии.
Согласно желательному аспекту изобретения линия разделения является линией сгиба для заготовки. В этом случае при сгибании заготовки по разделительной линии дополнительно нарушается связь волокон в местах расположения ослабленных соединений.
Конкретно, крышка может быть язычковой крышкой, соединенной с коробчатым корпусом на заднем крае открытого конца, действующем как шарнир, при этом язычковая крышка содержит верхнюю стенку, продолжающуюся от заднего края открытого конца и способную закрывать открытый конец, язычок, продолжающийся от верхней стенки и способный лежать на передней стенке коробчатого корпуса, когда образована наружная коробка, и пару соединительных выступов, присоединенных к наружным поверхностям противоположных боковых стенок коробки, а линия разделения включает боковые разделительные линии, каждая из которых разъемно соединяет боковой край язычка и соответствующий соединительный выступ.
Когда крышку с язычком отделяют от коробчатого корпуса по боковым разделительным линиям, боковые разделительные линии оставляют следы разрыва на крышке с язычком, а также на корпусе коробки. Наличие разделительных линий, оставляющих такие следы разрыва, является эффективным в защите сигаретной пачки от несанкционированного вскрытия.
Язычковая крышка может дополнительно содержать два внутренних верхних клапана, присоединенных к внутренней поверхности верхней стенки на противоположных концах верхней стенки, а линия разделения может дополнительно содержать верхние разделительные линии, каждая из которых разъемно соединяет боковую стенку коробчатого корпуса и соответствующий внутренний верхний клапан. Наличие двух таких внутренних верхних клапанов не только облегчает сгибание заготовки, но и усиливает верхнюю стенку.
Согласно настоящему изобретению также предлагается способ изготовления сигаретной пачки, который содержит стадию подачи, на которой к рабочему месту сгибания подают бумажную заготовку для образования соответственно наружной коробки и внутренней пачки, подлежащей охватыванию в наружной коробке, при этом внутренняя пачка содержит группу стержнеобразных курительных изделий и внутреннюю обертку, имеющую вышеописанную конструкцию, посредством сгибания заготовки вокруг внутренней пачки, при этом указанная стадия подачи содержит процесс преобразования соединений в разделительной линии в ослабленные соединения посредством приложения усилия к разделительной линии, когда заготовка транспортируется к рабочему месту сгибания.
Согласно желательному аспекту изобретения линия разделения образует линию сгиба для заготовки, и процесс осуществляют таким образом, что прикладывают усилие к разделительной линии посредством сгибания заготовки по разделительной линии в направлении, противоположном тому направлению, в котором сгибают заготовку по разделительной линии на рабочем месте сгибания.
Конкретно, когда линия разделения продолжается поперечно плоскости транспортировки, по которой транспортируют заготовку, процесс можно осуществлять, используя неподвижный элемент и подвижный элемент, расположенные на расстоянии друг от друга, в направлении транспортировки, таким образом, что когда линия разделения заготовки расположена между неподвижным элементом и подвижным элементом, перемещают подвижный элемент к противоположной стороне плоскости транспортировки для толкания заготовки к неподвижному элементу, так чтобы сгибать заготовку по разделительной линии. Согласно желательному аспекту изобретения этот процесс содержит перенос толкаемой и сгибаемой заготовки обратно на плоскость транспортировки.
Когда линия разделения продолжается в направлении транспортировки заготовки, процесс можно осуществлять, используя приемный элемент, расположенный возле плоскости транспортировки, по которой транспортируется заготовка, и имеющий канавку, продолжающуюся в направлении транспортировки, и вращающийся элемент, расположенный противоположно приемному элементу с нахождением плоскости транспортировки между ними и имеющий сгибатель, прикрепленный к его периферийной части таким образом, что когда линия разделения заготовки расположена в месте расположения канавки, перемещают сгибатель по разделительной линии, вращая вращающийся элемент, так чтобы вдавливать сгибатель в канавку вместе с линией разделения для обеспечения сгибания заготовки по разделительной линии. Согласно желательному аспекту изобретения используют приемный элемент в виде приемного ролика, поддерживаемого с возможностью вращения и имеющего кольцевую канавку на цилиндрической поверхности.
На чертежах:
фиг.1 - вид в перспективе с частичным вырезом варианта выполнения сигаретной пачки;
фиг.2 - вид в перспективе открытой сигаретной пачки по фиг.1;
фиг.3 - вид сбоку в сечении части сигаретной пачки по фиг.1;
фиг.4 - вид в перспективе внутренней пачки по фиг.2;
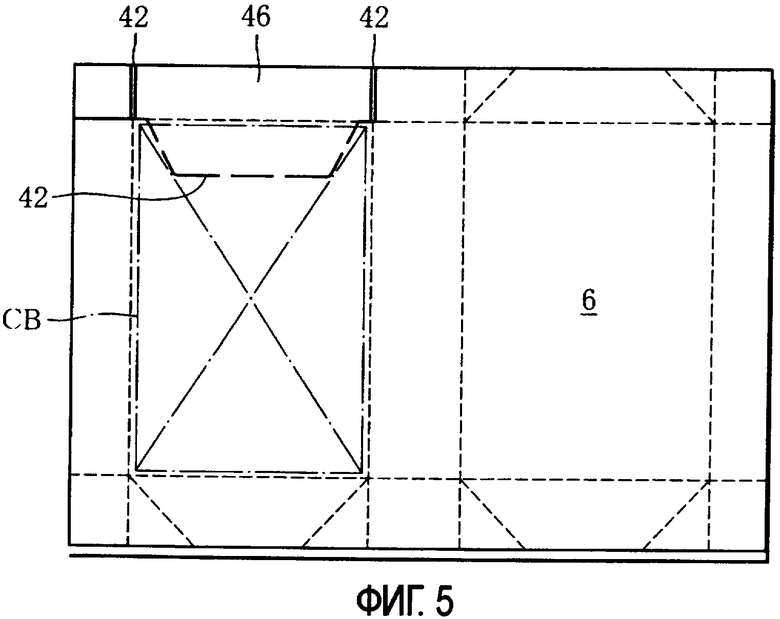
фиг.5 - вид внутренней обертки по фиг.4 в несложенном состоянии;
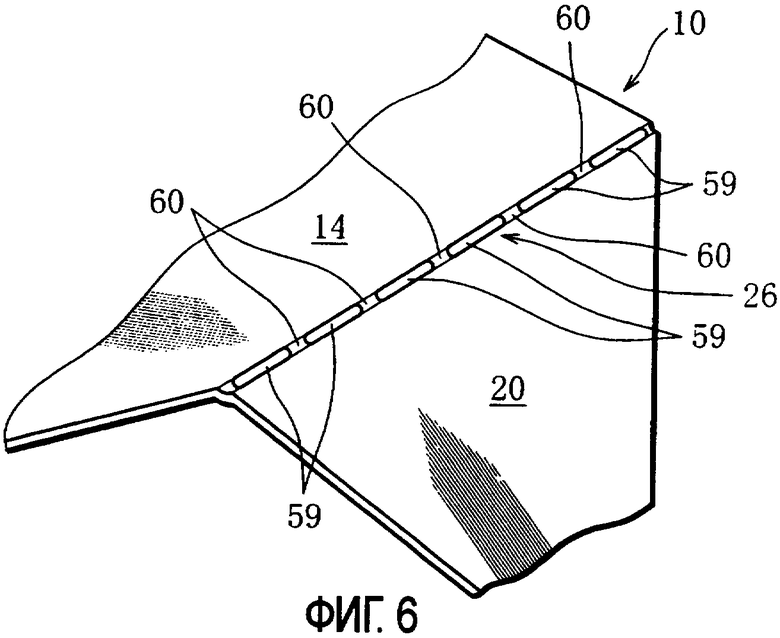
фиг.6 - вид в увеличенном масштабе части язычковой крышки по фиг.1;
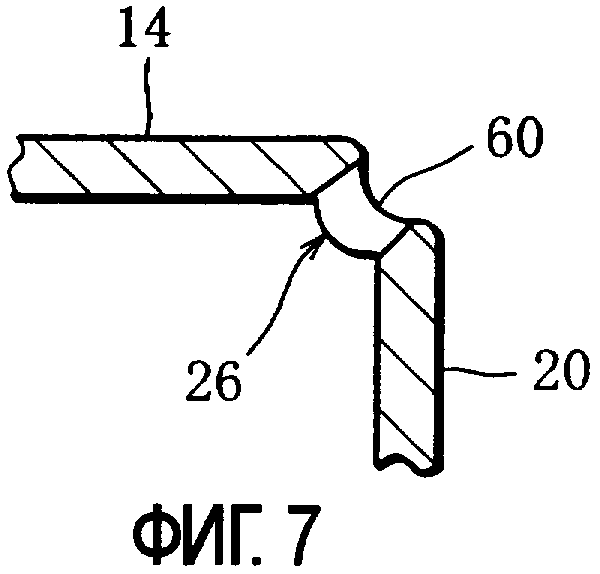
фиг.7 - вид в сечении боковой разделительной линии по фиг.6;
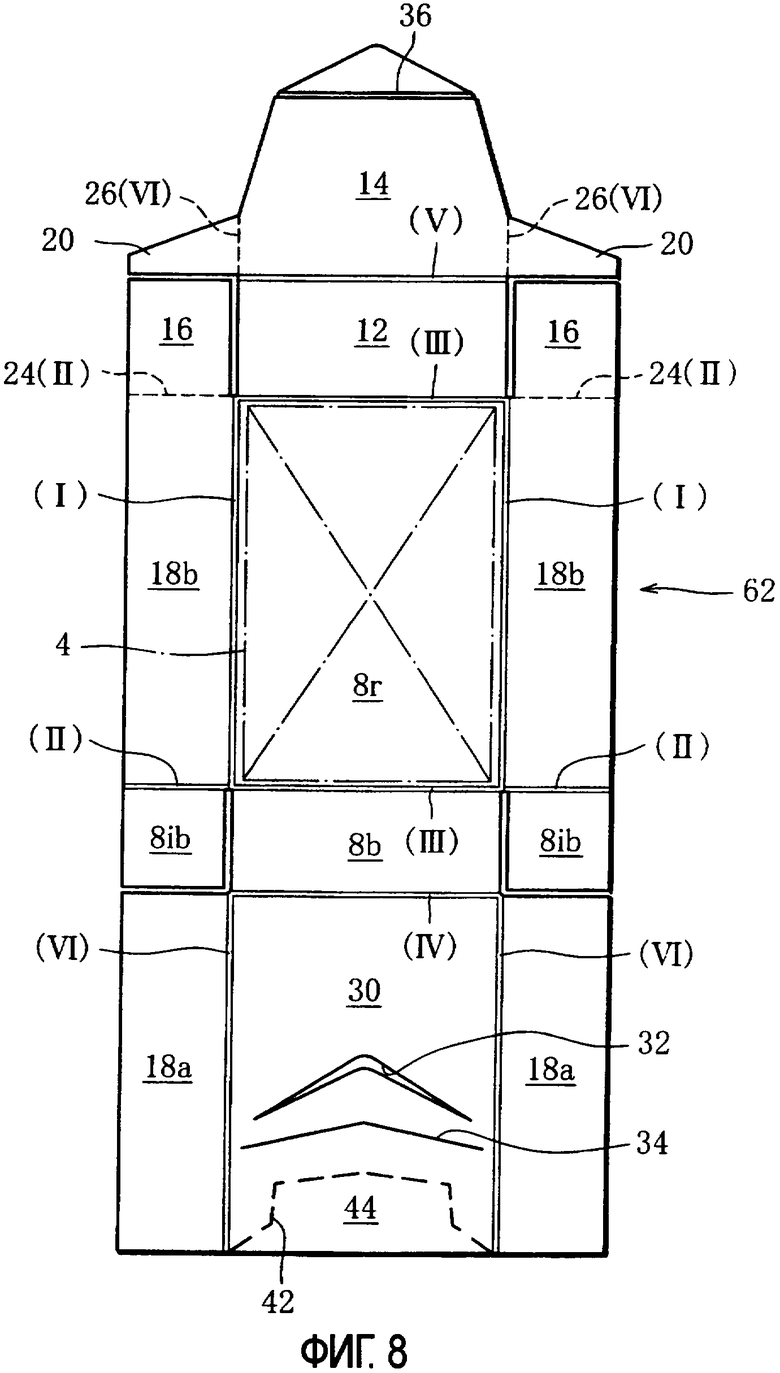
фиг.8 - вид в несложенном состоянии заготовки наружной коробки по фиг.1;
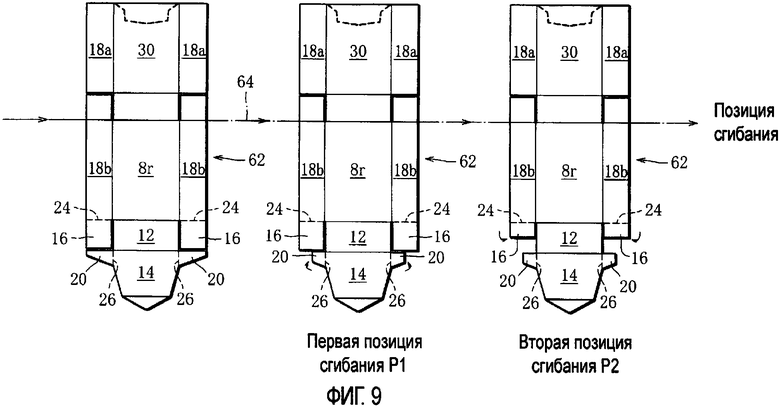
фиг.9 - виды, показывающие первую и вторую позиции сгибания на пути транспортировки заготовки;
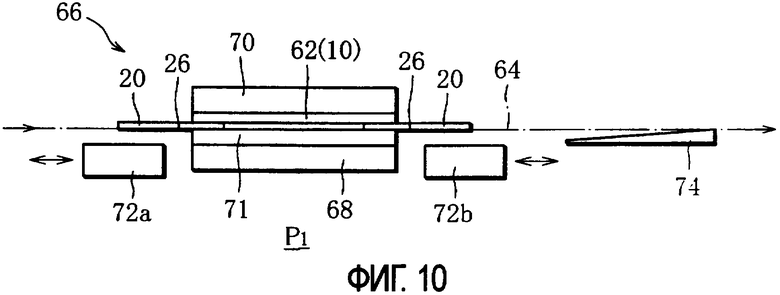
фиг.10 - вид первого гибочного устройства, расположенного на первой позиции сгибания;
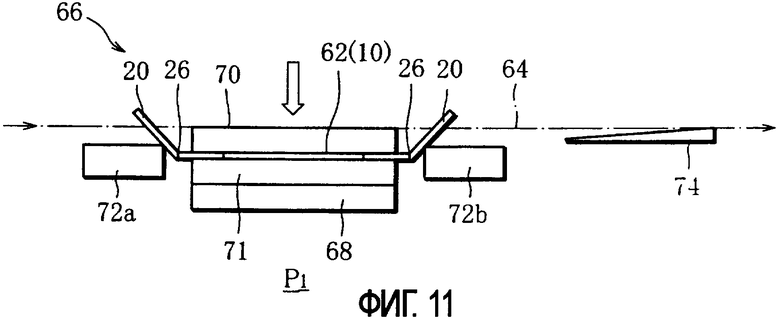
фиг.11 - вид гибочного устройства по фиг.10 в рабочем состоянии;
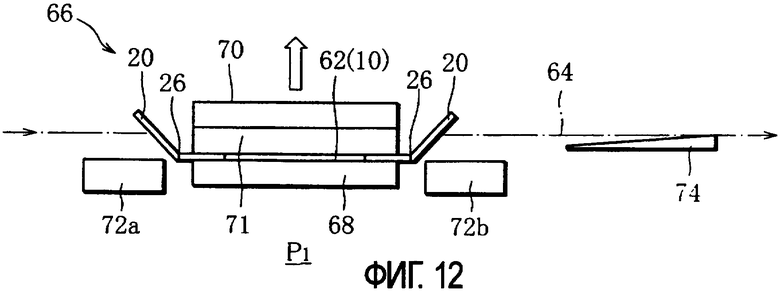
фиг.12 - вид гибочного устройства по фиг.10, возвращенного назад из рабочего положения;
фиг.13 - вид второго гибочного устройства, расположенного на второй позиции сгибания;
фиг.14 - вид торцевой поверхности вращающегося барабана устройства по фиг.13;
фиг.15 - вид устройства по фиг.13 в рабочем состоянии;
фиг.16 - вид, объясняющий способ сгибания заготовки;
фиг.17 - вид, показывающий состояние после выполнения дополнительной операции сгибания заготовки в состоянии, показанном на фиг.16;
фиг.18 - вид, показывающий состояние после выполнения дополнительной операции сгибания заготовки в состоянии на фиг.1.
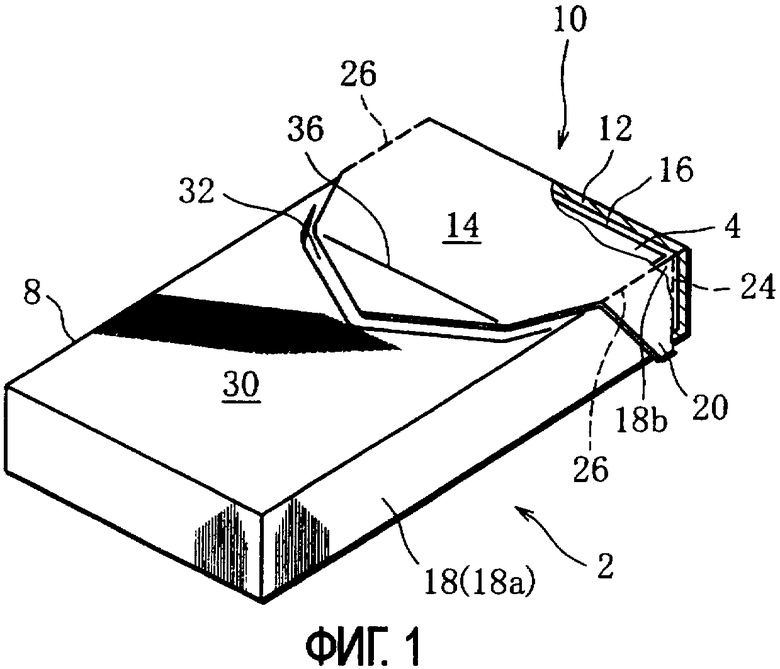
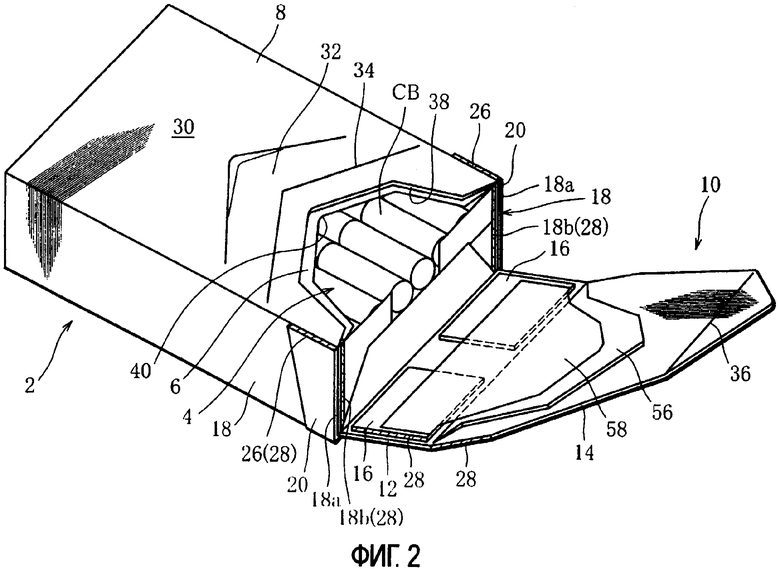
На фиг.1 показана сигаретная пачка непосредственно после ее изготовления, имеющая крышку с язычком. На фиг.2 сигаретная пачка, изображенная на фиг.1, показана в открытом состоянии. Как ясно видно на фиг.2, сигаретная пачка содержит параллелепипедную наружную коробку 2 и внутреннюю пачку 4, заключенную в наружную коробку 2. Внутренняя пачка 4 содержит группу стержнеобразных курительных изделий, как, например, сигарет с фильтром, которая будет называться группой сигарет СВ, и внутреннюю обертку 6, покрывающую группу сигарет СВ.
Наружная коробка 2 содержит коробчатый корпус 8, который открыт на верхнем конце. Кроме того, наружная коробка 2 включает с себя крышку 10 с язычком, и эта язычковая крышка 10 соединена с коробчатым корпусом 8 на заднем крае открытого конца коробчатого корпуса 8, который действует как шарнир. Язычковая крышка 10 имеет верхнюю стенку 12 для закрывания открытого конца коробчатого корпуса 8 и язычок 14, продолжающийся от верхней стенки 12. Язычок 14 имеет заостренный конец.
Когда сигаретная пачка находится в состоянии, показанном на фиг.1, верхняя стенка 12 крышки 10 с язычком закрывает открытый конец коробчатого корпуса 8, а язычок 14 крышки 10 лежит на передней стенке 30 коробчатого корпуса 8.
Язычковая крышка 10 дополнительно содержит пару внутренних верхних клапанов 16 и пару соединительных выступов 20. Внутренние верхние клапаны 16 присоединены к внутренней поверхности верхней стенки 12 на ее противоположных концах. Соединительные выступы 20 соответственно присоединены к наружным поверхностям боковых стенок 18 коробчатого корпуса 8 рядом с открытым концом коробчатого корпуса 8.
Конкретнее, каждая боковая стенка 18 состоит из наружной стенки 18а и внутренней стенки 18b. Когда сигаретная пачка находится в состоянии, показанном на фиг.1, каждый внутренний верхний клапан 16 разрываемой верхней линией разделения 24 соединен с верхним краем внутренней стенки 18b соответствующей боковой стенки 18, в то время как каждый соединительный выступ 20 разрываемой боковой разделительной линией 26 соединен с соответствующим боковым краем язычка 14. Каждая из верхних разделительных линий 24 и боковых разделительных линий 26 представляет собой перфорированную линию.
Вышеописанную наружную коробку 2 образуют сгибанием бумажной заготовки, как описано ниже, в процессе которой верхние разделительные линии 24 и боковые разделительные линии 26 служат в качестве линий сгиба.
Когда впервые открывают крышку 10 с язычком в произведенной сигаретной пачке, а именно - оттягивают язычок 14 крышки 10 вверх от передней стенки 30 коробчатого корпуса 8 и поворачивают вокруг линии поворота, язычковая крышка 10 отделяется от коробчатого корпуса 8 по верхним разделительным линиям 24 и боковым линям разделения 26 так, как это показано на фиг.2.
Как обозначено штриховкой на фиг.2, при разделении по боковым разделительным линиям 26 остаются следы разрыва 28 на боковых краях язычка 14, а также на двух соединительных выступах 20, а при разделении по разделительным линиям 24 остаются метки разрыва 28 на внутренних стенках 18b и внутренних верхних клапанах 16. Даже когда после этого крышка 18 с язычком закрыта, следы разрыва 28 на язычке 14 и соединительных выступах 20 остаются обнаженными, а именно - видимыми снаружи. Таким образом, наличие разделительных линий, оставляющих следы разрыва 28, является эффективным средством индикации доступа в сигаретную пачку.
Как видно на фиг.1, передняя стенка 30 коробчатого корпуса 8 имеет углубление 32, которое по форме сходно с концевой частью язычка 14. Таким образом, в процессе изготовления сигаретной пачки, когда язычок 14 укладывают на переднюю стенку 30 коробчатого корпуса 8, это углубление 32 принимает концевую часть язычка 14, так что предотвращается то, что концевая часть язычка 14 выступала бы за поверхность передней стенки 30.
Кроме того, как видно на фиг.2, передняя стенка 30 имеет прорезь 34. Прорезь 34 образована между открытым концом коробчатого корпуса 8 и углублением 32 и имеет V-образную форму, расходящуюся от углубления 32 к открытому концу коробчатого корпуса 8.
Когда крышку 10 с язычком однажды открывают и затем закрывают, крышку 10 с язычком укладывают на переднюю стенку 30 коробчатого корпуса 8, вставляя ее конец внутрь коробчатого корпуса 8 через прорезь 34. При желании крышку 10 с язычком можно снабдить линией сгиба 36 возле конца язычка 14. Когда концевая часть язычка 14 загнута к передней стенке 30 коробчатого корпуса 8 по линии сгиба 36, то легче вставлять крышку 10 с язычком в прорезь 34.
Кроме того, как видно на фиг.2, когда впервые открывают крышку 10 с язычком, то в передней стенке 30 коробчатого корпуса образуется приблизительно U-образный вырез 38, а во внутренней обертке 6 внутренней пачки 4 одновременно образуется приблизительно U-образный вырез 40, сходный с вырезом 38. Вырезы 38, 40 являются непрерывными с открытым концом коробчатого корпуса 8 и соответствуют друг другу. Таким образом, группе сигарет СВ во внутренней упаковке 4 позволяется быть частично открытой в вырезах 38, 40.
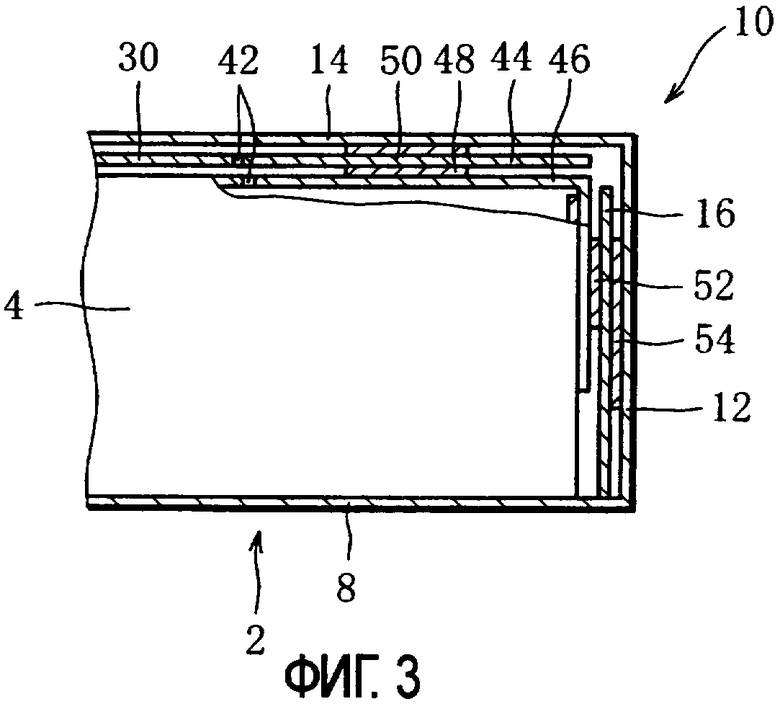
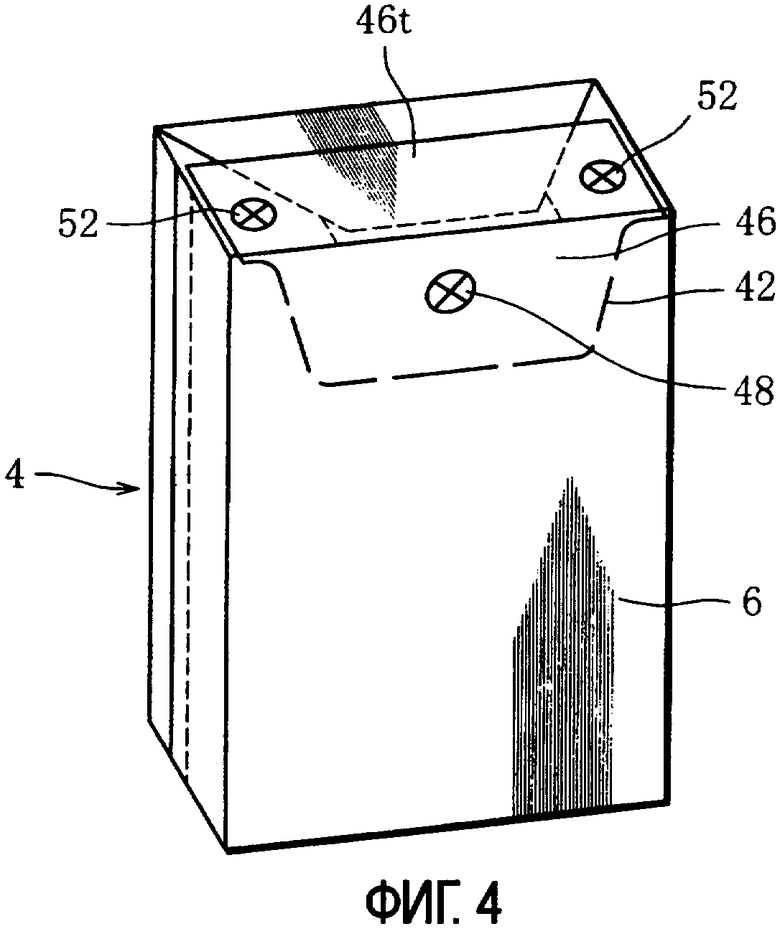
Как показано на фиг.3 и 4, для образования вырезов 38, 40 передняя стенка 30 и внутренняя обертка 6 имеют соответственно разделительные линии 42. Каждая из разделительных линий 42 состоит из ряда отверстий или прорезей и определяет отделяемые части 44, 46, соответствующие вырезам 38, 40, на передней стенке 30 и внутренней обертке 6. Отделяемые части 44, 46 соединены вместе адгезивом 48. Кроме того, отделяемая часть 44 присоединена к внутренней поверхности язычка 14 адгезивом 50, а отделяемая часть 4 содержит верхнюю часть 46t, соединенную с двумя внутренними верхними клапанами 16 адгезивом 52.
На фиг.3 позицией 54 обозначен адгезив, соединяющий вместе внутренние верхние клапаны 16 и верхнюю стенку 12 крышки 10 с язычком.
На фиг.4 ясно показаны форма отделяемой части 46 внутренней обертки 6 и места нанесения адгезива 48, 52 на отделяемую часть 46.
На фиг.5 показана внутренняя обертка 6 в несложенном состоянии. На фиг.5 пунктирными линиями обозначены линии сгиба, образуемые на внутренней обертке 6 при обертывании группы сигарет СВ во внутреннюю обертку 6. В данном варианте осуществления изобретения внутренняя обертка 6 содержит слои пергамина, образующие наружную и внутреннюю стороны внутренней обертки, и слой парафина между слоями пергамина. Слой парафина действует как преграждающий слой, так что внутренняя обертка 6 обладает более высокой влагопреграждающей способностью, а также запахопреграждающей способностью по сравнению с бумагой с алюминиевым покрытием. Таким образом, при этом выполнении сигаретной пачки не требуется покрывать пленкой наружную коробку 2.
Как упоминалось выше, когда впервые открывают крышку 10 с язычком, отделяемые части 44, 26 передней стенки 30 и внутренней обертки 6 отделяются от передней стенки 30 и внутренней обертки 6 по разделительным линиям 42 с образованием отделенных частей соответственно 56, 58. Как видно на фиг.2, отделенные части 56, 58 удерживаются соединенными с внутренней поверхностью крышки 10 с язычком.
На фиг.6 и 7 в увеличенном масштабе показана вышеупомянутая боковая разделительная линия 26.
Боковая разделительная линия 26 представляет собой перфорированную линию, которая имеет чередующиеся прорези 59 и ослабленные соединения 60. Ослабленные соединения 60 образованы приложением заданного усилия к боковой разделительной линии 26 с внутренней стороны заготовки.
Кроме того, верхняя разделительная линия 24 представляет собой перфорированную линию, сходную с боковой разделительной линией 26 и имеющую чередующиеся прорези и ослабленные соединения.
Связь волокон, составляющих заготовку, нарушена в местах расположения верхней и боковой разделительных линий 24, 26, и такие нарушения в связи волокон происходят при фальцовке заготовки по верхней и боковой разделительным линиям 24, 26. Таким образом, в наружной коробке 2, которая образована из заготовки, ослабленные соединения 60 в верхней и боковой разделительных линиях 24, 26 имеют дополнительно уменьшенную прочность.
Таким образом, когда впервые открывают крышку 10 с язычком, трещина надежно распространяется от одного конца до другого конца каждой из разделительных линий 24, 26, разрывая ослабленные соединения 60, так что язычковая крышка 10 хорошим образом отделяется от коробчатого корпуса 8. В результате этого в крышке 10 с язычком или коробчатом корпусе 8 не образуются нежелательные разрывы, отклоняющиеся от разделительных линий 24, 26.
На фиг.8 показана заготовка 62 для образования вышеописанной наружной коробки 2.
Заготовка 62 содержит множество панелей и клапанов. Эти панели и клапаны образуют вышеописанные коробчатый корпус 8 и крышку 10 с язычком. Панели и клапаны обозначены теми же самыми позициями, что и соответствующие составляющие части коробчатого корпуса 8 и крышки 10 с язычком. На фиг.8 позициями 8r, 8b, 8ib обозначены соответственно задняя стенка, нижняя стенка и внутренние нижние клапаны для усиления нижней стенки, имеющиеся в коробчатом корпусе 8.
На фиг.8 двойными тонкими линиями обозначены линии сгиба для заготовки 62, исключая верхние и боковые разделительные линии 24, 26, а позициями I-YI обозначен порядок сгибания заготовки 62 по линиям сгибания и разделительным линиям 24, 26.
Вышеупомянутые ослабленные соединения 60 в верхних и боковых разделительных линиях 24, 26 образуют до сгибания заготовки 62. Ниже будет объяснено, как образуют ослабленные соединения 60.
На фиг.9 показан путь транспортировки 64, по которому транспортируют заготовку 62. Путь транспортировки 64 продолжается горизонтально к рабочему месту сгибания. На пути транспортировки 64 заготовка 62 расположена, будучи обращенной своей наружной стороной вверх. На пути транспортировки 64 находятся первая позиция сгибания Р1 и вторая позиция сгибания Р2. На первой позиции сгибания Р1 ослабленные соединения 60 образуют в боковых разделительных линиях 26 заготовки 62, а на второй позиции сгибания Р2 ослабленные соединения образуют в верхней разделительной линии 24 заготовки 62.
Конкретнее, на первой позиции сгибания Р1 два соединительных выступа 20 в заготовке 62 сгибают по боковым разделительным линиям 26 в направлении к наружной стороне заготовки 62, а именно - вверх. При этой операции сгибания прикладывают усилие к боковым разделительным линиям 26 с внутренней стороны заготовки 62, так чтобы участки между прорезями 59 в боковых разделительных линиях 26 преобразовать в ослабленные соединения 60.
Затем на второй позиции сгибания Р2 два внутренних верхних клапана 16 в заготовке 62 сгибают вверх по разделительным линиям 24. При этой операции сгибания участки между прорезями 59 в верхних разделительных линиях 26 преобразуются в ослабленные соединения 60.
На фиг.10 особо показано первое гибочное устройство 66 для образования ослабленных соединений 60 в боковых разделительных линиях 26.
Первое гибочное устройство 66 содержит две подвижные плиты 68, 70. Подвижные плиты 68, 70 расположены соответственно под и над путем транспортировки 64 и параллельно ему и способны совершать вертикальное возвратно-поступательное движение, будучи объединенными друг с другом. Конкретно, боковой край подвижной плиты 68, продолжающейся вдоль пути транспортировки, и соответствующий боковой край подвижной плиты 70 соединены вертикальной пластиной 71.
Под путем транспортировки 64 расположены два сгибателя 72а, 72b. Сгибатель 72а расположен непосредственно впереди по ходу подвижных плит 68, 70, в то время как сгибатель 72b расположен непосредственно позади по ходу подвижных плит 68, 70. Когда две подвижные плиты 68, 70 находятся в исходном положении, показанном на фиг.10, два сгибателя 72а, 72b и нижняя подвижная плита 68 расположены на одинаковой высоте.
Два сгибателя 72а, 72b способны совершать возвратно-поступательное движение вдоль пути транспортировки 64, благодаря чему регулируется расстояние между каждым сгибателем 72 и подвижными плитами 68, 70.
Позади по ходу сгибателя 72b находится транспортная направляющая 74. Транспортная направляющая 74 расположена непосредственно под путем транспортировки 64.
Как показано на фиг.10, когда заготовка 62 транспортирована к первой позиции сгибания Р1, часть заготовки 62, предназначенная для образования язычка 14 крышки 10, т.е. панель язычка, расположена между подвижными плитами 68, 70, при этом левые и правые боковые разделительные линии 26 и соединительные выступы 20 в заготовке 62 расположены соответственно перед и сзади по ходу подвижных плит 68, 70. Необходимо отметить, что здесь боковые разделительные линии 26 продолжаются поперечно плоскости транспортировки, по которой транспортируется заготовка 62.
Когда две подвижные плиты 68, 70 опускаются из положения, показанного на фиг.10, верхняя подвижная плита 70 толкает вниз панель язычка с двумя соединительными выступами 20, при этом два сгибателя 72а, 72b соответственно соприкасаются с соединительными выступами 20, тем самым препятствуя их движению вниз. Следовательно, как показано на фиг.2, соединительные выступы 20 соответственно сгибаются по боковым разделительным линиям 26, так что образуются ослабленные соединения 60 в боковых разделительных линиях 26.
Необходимо отметить, что панель язычка толкают вниз таким образом, чтобы заготовка 62 фальцевалась по линии сгиба между панелью, предназначенной для образования верхней стенки 12, или, другими словами, по линии шарнира. Угол, до которого сгибают соединительный выступ 20, и соответственно усилие, прикладываемое к боковой разделительной линии 26, определяются расстоянием между сгибателем 72 и подвижной плитой 70.
Затем, как показано на фиг.12, подвижные плиты 68, 70 поднимаются для возврата в исходное положение, в котором нижняя подвижная плита 68 возвращает панель язычка до уровня, одинакового с уровнем сгибателей 72а, 72b. Таким образом, когда после этого заготовка 62 снова транспортируется вдоль пути транспортировки 64, заготовка 62, конкретнее, фальцованные соединительные выступы 20 не встречают препятствия со стороны заднего по ходу сгибателя 72b. Заготовка 62, направляемая транспортной направляющей 74, движется к последующей второй позиции сгибания Р2.
Возможно такое расположение, при котором подвижная плита 68 в исходном положении и сгибатели 72а, 72b находятся непосредственно под путем транспортировки 64. В этом случае плита 68 и сгибатели 72 служат в качестве транспортных направляющих для заготовки 62.
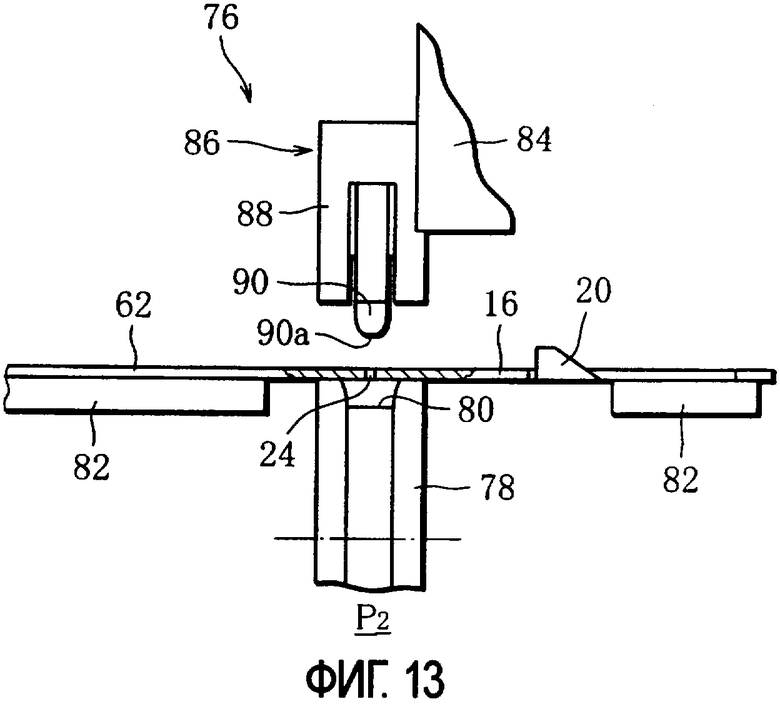
На фиг.13 показано второе гибочное устройство 76, расположенное на второй позиции сгибания Р2.
Второе гибочное устройство 76 содержит приемный ролик 78, который расположен непосредственно под путем транспортировки 64. Приемный ролик 78 поддерживается с возможностью вращения и своей цилиндрической поверхностью направляет перемещение заготовки 62. На цилиндрической поверхности имеется кольцевая канавка 80. На фиг.13 штрихпунктирной линией обозначена ось вращения приемного ролика 78, а позицией 82 обозначен направляющий элемент, определяющий путь транспортировки 64.
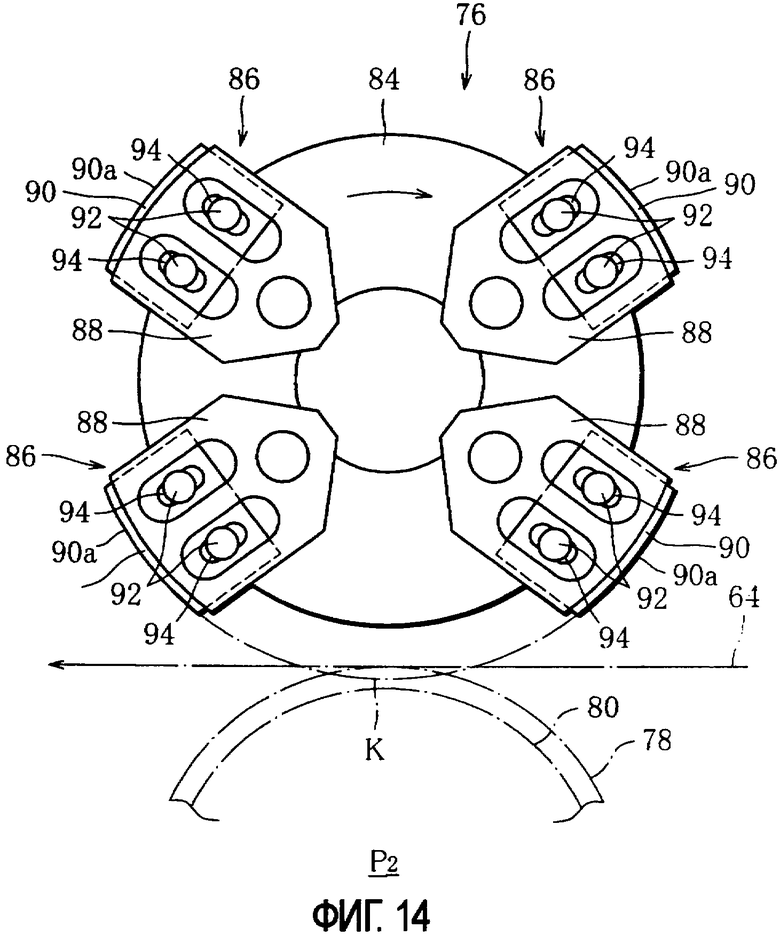
Над приемным роликом 78 расположен вращающийся барабан 84. К периферийной части вращающегося барабана 84 прикреплено множество гибочных блоков 86. Как видно на фиг.14, гибочные блоки 86 расположены с заданными интервалами по окружности вращающегося барабана 84 и радиально выступают наружу за цилиндрическую поверхность вращающегося барабана 84.
Конкретнее, каждый гибочный блок 86 содержит держатель 88, прикрепленный к вращающемуся барабану 84, и сгибатель 90, удерживаемый держателем 88. Сгибатель 90 выступает радиально наружу вращающегося барабана 84 за держатель 88. Степень выдвижения сгибателя 90 можно регулировать посредством регулировочных винтов 92 и прорезей 94. Сгибатель 90 на выступающем конце имеет поверхность 90а в виде дуги окружности. Траектория К, описываемая этой поверхностью 90а при вращении барабана 84, отчасти расположена под путем транспортировки 64.
Заготовка 62 транспортируется ко второй позиции сгибания Р2, при этом одна из верхних разделительных линий 24 в заготовке 62 достигает места прямо над кольцевой канавкой 80 в приемном ролике 78, как это показано на фиг.13. Необходимо отметить, что здесь верхние разделительные линии 24 продолжаются в направлении транспортировки заготовки 62.
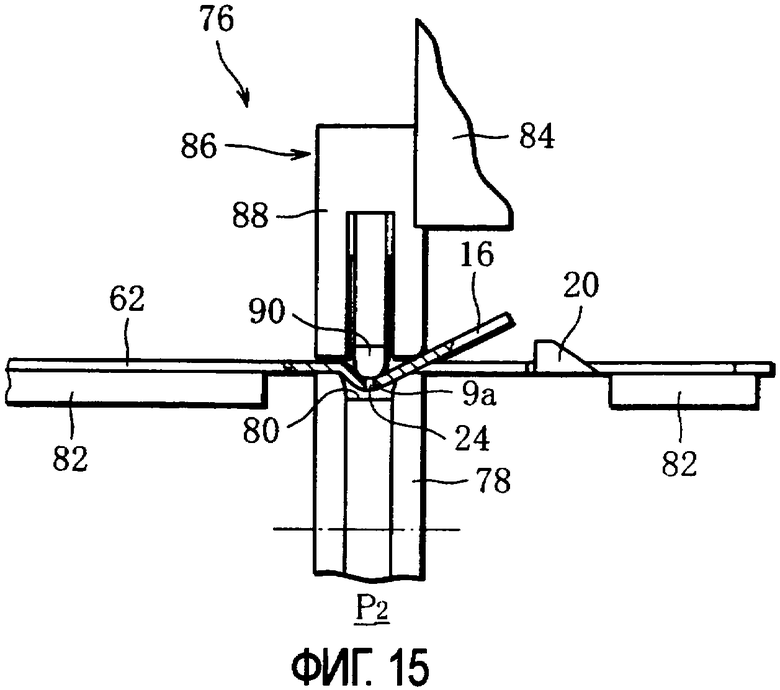
С другой стороны, непосредственно перед прибытием верхней разделительной линии 24 к месту расположения кольцевой канавки 80 начинается прерывистое вращение вращающегося барабана 84, и когда прибывает верхняя разделительная линия 24, сгибатель 90 одного из гибочных блоков 86 проходит вдоль верхней разделительной линии 24, при этом, как показано на фиг.15, сгибатель 90 вдавливает верхнюю линию разделения 24 в кольцевую канавку 80 приемного ролика 78, тем самым отгибая вверх сопряженный внутренний верхний клапан 16 по верхней разделительной линии 24. Таким образом, с внутренней стороны заготовки 62 прикладывается усилие к верхней разделительной линии 24, чтобы образовать ослабленные соединения 60 в верхней разделительной линии 24.
Так как сгибатель 90 проходит вдоль верхней разделительной линии 24, когда приемный ролик 78 направляет перемещение заготовки 62, заготовка 62 не подвергается чрезмерным нагрузкам.
Затем заготовку 62 транспортируют вдоль пути транспортировки 64 на расстояние, соответствующее расстоянию между двумя внутренними верхними клапанами 16, так чтобы другая верхняя разделительная линия 24 располагалась прямо над кольцевой канавкой 80 в ролике 78. В то время, когда другая верхняя разделительная линия 24 расположена таким образом, сгибатель 90 следующего гибочного блока 90 проходит вдоль этой верхней разделительной линии 24, вдавливая ее в кольцевую канавку 80. Следовательно, аналогичным образом также образуют ослабленные соединения 60 в этой верхней разделительной линии 24.
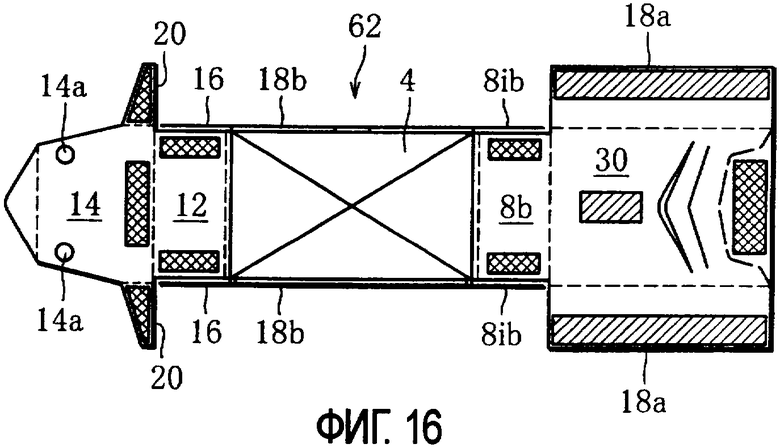
Затем заготовку 62 транспортируют далее вдоль пути транспортировки 64 к рабочему месту сгибания. На рабочем месте сгибания заготовку 62 сгибают вокруг внутренней пачки 4 способом, показанным на фиг.16-18.
Сначала, как показано на фиг.16, подают внутреннюю пачку 4 и размещают ее на внутренней стороне заготовки 62. Внутреннюю пачку 4 помещают на панель 8r задней стенки в заготовке 62 и сгибают каждый из левого и правого боковых клапанов 18b к соответствующей боковой поверхности внутренней пачки 4 вместе со сгибанием соответствующих клапанов - внутреннего верхнего клапана 16 и внутреннего нижнего клапана 8ib, для укладывания их на соответствующую боковую поверхность внутренней пачки.
Затем, как показано на фиг.17, сгибают внутренние верхние клапаны 16 и внутренние нижние клапаны 8ib к внутренней упаковке 4, чтобы уложить их на соответственно верхнюю и нижнюю поверхности внутренней пачки 4.
Затем вместе с панелью 14 язычка сгибают панель 12 верхней стенки к верхней поверхности внутренней пачки 4, чтобы уложить панель 12 верхней стенки на внутренние верхние клапаны 16. Одновременно со сгибанием панели 12 верхней стенки сгибают панель 8b нижней стенки с панелью 30 передней стенки к нижней поверхности внутренней пачки 4, чтобы уложить панель 8b нижней стенки на внутренние нижние клапаны 8ib.
Затем сгибают панель 30 передней стенки с левым и правым боковыми клапанами 18а к внутренней упаковке 4, чтобы уложить панель 30 передней стенки на переднюю поверхность внутренней пачки 4. После сгибания панели 30 передней стенки сгибают панель 14 язычка с левым и правым соединительными выступами 20 к внутренней упаковке 4, чтобы соответственно уложить панель 14 язычка на панель 30 передней стенки, а соединительные выступы 20 - на боковые клапаны 18а, как это показано на фиг.18.
Наконец, сгибают левый и правый боковые клапаны 18а с левым и правым соединительными выступами 20 к внутренней упаковке 4, чтобы уложить боковые клапаны 18а с соединительными выступами 20 соответственно на боковые клапаны 18b. На этом заканчивается изготовление сигаретной пачки.
На фиг.16 и 17 штриховкой и перекрестной штриховкой обозначены участки, на которые нанесен адгезив. Кроме того, язычковая панель 14 соединена с панелью 30 передней стенки адгезивом 14а, позволяющим отделение.
При вышеописанном способе изготовления сигаретной пачки до сгибания заготовки 62 вышеописанным образом создают ослабленные соединения 60 в верхних и боковых разделительных линиях 24, 26 в заготовке 62. В местах расположения ослабленных соединений нарушается связь волокон, составляющих заготовку 62, так что ослабленные соединения 60 имеют меньшую прочность на растяжение, чем другая часть заготовки 62. После этого, когда сгибают внутренние верхние клапаны 16 и соединительные выступы 20 по соответственно верхним и боковым разделительным линиям 24, 26, дополнительно образуются разрывы в связи волокон в местах расположения ослабленных соединений 60 в верхних и боковых разделительных линиях 24, 26.
Настоящее изобретение не ограничивается вышеописанным вариантом его осуществления, а может быть модифицировано различными способами.
Например, настоящее изобретение может быть сходным образом применено не только к сигаретной пачке, имеющей крышку с язычком, но также и к обычным сигаретным пачкам, имеющим шарнирную крышку. Кроме того, оно может быть осуществлено таким образом, что до образования ослабленных соединений 60 в боковых разделительных линиях 26 образуют ослабленные соединения 60 в верхних разделительных линиях 24. Более того, из верхних и боковых разделительных линий 24, 26 сигаретная пачка согласно настоящему изобретению может быть снабжена только боковыми линиями разделения 26.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПАЧКА С ЯЗЫЧКОВОЙ КРЫШКОЙ ДЛЯ СТЕРЖНЕОБРАЗНЫХ КУРИТЕЛЬНЫХ ИЗДЕЛИЙ И ЕЕ ЗАГОТОВКА | 2003 |
|
RU2299846C2 |
| ПАЧКА С ЯЗЫЧКОВОЙ КРЫШКОЙ | 2009 |
|
RU2474524C2 |
| СИГАРЕТНАЯ ПАЧКА | 2009 |
|
RU2478545C1 |
| СИГАРЕТНАЯ УПАКОВКА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2005 |
|
RU2357906C2 |
| УПАКОВКА ДЛЯ СТЕРЖНЕОБРАЗНЫХ КУРИТЕЛЬНЫХ ИЗДЕЛИЙ | 2003 |
|
RU2295484C2 |
| СИГАРЕТНАЯ ПАЧКА | 2009 |
|
RU2434800C1 |
| ЖЕСТКАЯ ВЫДВИГАЕМАЯ ПАЧКА ТАБАЧНЫХ ИЗДЕЛИЙ | 2015 |
|
RU2669157C2 |
| СИГАРЕТОУПАКОВОЧНАЯ МАШИНА ДЛЯ ПРОИЗВОДСТВА ЖЕСТКИХ ПАЧЕК С ШАРНИРНОЙ КРЫШКОЙ | 2009 |
|
RU2477701C2 |
| ПАЧКА ДЛЯ ИЗДЕЛИЙ СИГАРЕТНОЙ ПРОМЫШЛЕННОСТИ, СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ И УСТРОЙСТВО ДЛЯ ЕЕ ИЗГОТОВЛЕНИЯ | 2020 |
|
RU2822029C2 |
| СИГАРЕТНАЯ ПАЧКА | 2011 |
|
RU2569250C1 |


Сигаретная пачка содержит внутреннюю пачку и параллелепипедную наружную коробку. При этом внутренняя пачка включает группу стержнеобразных курительных изделий, обернутых внутренней оберткой. А параллелепипедная наружная коробка вмещает внутреннюю пачку путем сгибания бумажной заготовки вокруг внутренней пачки. Причем наружная коробка содержит коробчатый корпус, крышку и линию разделения. При этом коробчатый корпус имеет открытый конец. Крышка соединена с коробчатым корпусом и способна открывать и закрывать открытый конец. А линия разделения расположена на границе между коробчатым корпусом и крышкой и разъемно соединяет коробчатый корпус и крышку. При этом линия разделения имеет перфорации, расположенные в одном направлении с заданными интервалами, и ослабленные соединения, соединяющие смежные перфорации. Группа изобретений также относится к способу изготовления сигаретной пачки. Предложенные способ и устройство обеспечивают создание сигаретной пачки, которая делает возможным стабильное производство, несмотря на наличие разделительной линии, и которая может обеспечить то, что когда впервые открывают крышку, наружная коробка разделяется на коробчатый корпус и крышку надежно по разделительной линии. 2 н. и 8 з.п. ф-лы, 18 ил.
1. Сигаретная пачка, содержащая:
внутреннюю пачку, включающую группу стержнеобразных курительных изделий, обернутых внутренней оберткой, параллелепипедную наружную коробку, вмещающую указанную внутреннюю пачку и образованную сгибанием бумажной заготовки вокруг указанной внутренней пачки; при этом указанная наружная коробка содержит:
коробчатый корпус, имеющий открытый конец, крышку, соединенную с коробчатым корпусом и способную открывать и закрывать открытый конец, и линию разделения, расположенную на границе между коробчатым корпусом и крышкой, и когда образована наружная коробка, разъемно соединяющая коробчатый корпус и крышку, при этом линия разделения имеет перфорации, расположенные в одном направлении с заданными интервалами и ослабленные соединения, соединяющие смежные перфорации.
2. Сигаретная пачка по п.1, в которой линия разделения образует линию сгиба для заготовки.
3. Сигаретная пачка по п.2, в которой крышка является язычковой крышкой, соединенной с коробчатым корпусом на заднем крае открытого конца, действующем как шарнир, при этом язычковая крышка содержит:
верхнюю стенку, продолжающуюся от заднего края открытого конца и способную закрывать открытый конец, язычок, продолжающийся от верхней стенки и способный лежать на передней стенке указанного коробчатого корпуса, когда образована указанная наружная коробка, и соединительные выступы, попарно присоединенные к наружным поверхностям противоположных боковых стенок указанного коробчатого корпуса, а линия разделения включает в себя боковые разделительные линии, каждая из которых разъемно соединяет боковой край язычка и соответствующий соединительный выступ.
4. Сигаретная пачка по п.3, в которой язычковая крышка дополнительно содержит два внутренних верхних клапана, присоединенных к внутренней поверхности верхней стенки на противоположных концах верхней стенки, а линия разделения дополнительно включает в себя верхние разделительные линии, каждая из которых соединяет боковую стенку указанного коробчатого корпуса и соответствующий внутренний верхний клапан.
5. Способ изготовления сигаретной пачки, предусматривающий:
стадию подачи, на которой к рабочему месту сгибания подают бумажную заготовку для образования соответственно параллелепипедной наружной коробки и внутренней пачки, размещаемой в наружной коробке, при этом внутренняя пачка содержит группу стержнеобразных курительных изделий и внутреннюю обертку, покрывающую эту группу, и стадию сгибания, на которой на рабочем месте сгибания образуют наружную коробку посредством сгибания заготовки вокруг внутренней пачки, при этом наружная коробка содержит коробчатый корпус, имеющий открытый конец, крышку, соединенную с коробчатым корпусом и способную открывать и закрывать открытый конец, и линию разделения, расположенную на границе между коробчатым корпусом и крышкой, а когда образована наружная коробка, разъемно соединяющая коробчатый корпус и крышку, при этом линия разделения содержит перфорации, расположенные в одном направлении с заданными интервалами, и соединения, соединяющие смежные перфорации, при этом указанная стадия подачи включает в себя преобразование указанных соединений разделительной линии в ослабленные соединения посредством приложения усилия к разделительной линии, когда заготовка транспортируется к рабочему месту сгибания.
6. Способ по п.5, в котором линия разделения образует линию сгиба заготовки, и указанный процесс проводят таким образом, чтобы прикладывать усилие к разделительной линии путем сгибания заготовки по разделительной линии в направлении, противоположном направлению сгибания заготовки по разделительной линии на рабочем месте сгибания.
7. Способ по п.6, в котором линия разделения продолжается поперечно плоскости транспортировки, по которой транспортируют заготовку, и указанный процесс проводят с использованием неподвижного элемента и подвижного элемента, расположенных на расстоянии друг от друга в направлении транспортировки заготовки и на противоположных сторонах плоскости транспортировки, таким образом, что когда линия разделения расположена между неподвижным элементом и подвижным элементом, подвижный элемент перемещается к противоположной стороне плоскости транспортировки для толкания заготовки к неподвижному элементу, так чтобы заготовка сгибалась по разделительной линии.
8. Способ по п.7, в котором указанный процесс включает в себя перенос толкаемой и сгибаемой заготовки обратно на плоскость транспортировки.
9. Способ по п.6, в котором линия разделения продолжается в направлении транспортировки заготовки, причем указанный процесс проводят с использованием приемного элемента, расположенного возле плоскости транспортировки, по которой транспортируется заготовка, и имеющего канавку, продолжающуюся в направлении транспортировки, и вращающийся элемент, расположенный противоположно приемному элементу с нахождением плоскости транспортировки между ними и имеющий сгибатель, прикрепленный к его периферийной части таким образом, что когда линия разделения заготовки расположена в месте расположения канавки, перемещают сгибатель по разделительной линии, вращая вращающийся элемент, так чтобы вдавливать сгибатель в канавку вместе с линией разделения для обеспечения сгибания заготовки по разделительной линии.
10. Способ по п.9, в котором используют приемный элемент в виде приемного ролика, поддерживаемого с возможностью вращения и имеющего кольцевую канавку на своей цилиндрической поверхности.
| WO 2004064550 A1, 05.08.2004 | |||
| JP 7300169 A, 14.11.1995 | |||
| Стеклоплавильный сосуд | 1980 |
|
SU895940A1 |
| DE 4032870 A1, 23.04.1992 | |||
| US 6360943 B1, 26.03.2002. | |||

