Область техники, к которой относится изобретение
Настоящее изобретение относится к управлению индукционным нагревом или плавлением электропроводного материала, при котором зоной нагрева или плавления управляют избирательно.
Уровень техники
Индукционный нагрев и плавление электропроводного материала с порционной загрузкой могут выполняться в тигле посредством окружения этого тигля индуктором. Порция электропроводного материала, такого как металлические болванки или лом, помещается в тигель. Один или несколько индукторов окружают этот тигель. Подходящий источник электропитания обеспечивает переменный ток для индукторов, создавая тем самым магнитное поле вокруг индукторов. Это поле направлено внутрь таким образом, что оно в магнитном отношении связывается с материалом в тигле, в результате чего индуцируется вихревой ток в указанном материале. В основном, цепь магнитной связи обычно описывается как трансформаторная цепь, в которой один или несколько индукторов представляют собой первичную обмотку, а магнитно-связанный материал в тигле представляет собой короткозамкнутую вторичную обмотку.
Фиг.1 показывает в упрощенном виде пример цепи, включающей в себя источник электропитания, элемент согласования сопротивления нагрузки (конденсатор Ст колебательного контура) и индуктор LL, который может быть использован в процессе порционной плавки. Источник электропитания 102 включает в себя выпрямитель 104 (переменного тока в постоянный) и обратный преобразователь 106. Выпрямитель 104 выпрямляет имеющуюся мощность переменного тока (AC MAINS) в мощность постоянного тока. Как правило, после фильтрации мощности постоянного тока обратный преобразователь 106, используя подходящие полупроводниковые переключающие устройства, формирует однофазный переменный ток. Мощность переменного тока питает цепь нагрузки, которая включает в себя импеданс индуктора и импеданс электромагнитно-связанного материала в тигле, при обратном отражении в первичную цепь нагрузки. Емкость конденсатора Ст колебательного контура выбирают такой, чтобы обеспечить максимальную передачу мощности в первичную индуктивную цепь нагрузки. Индуктор LL включает в себя первичную секцию LP и вторичную секцию LS, которые предпочтительно соединены в параллельную конфигурацию с противоположным направлением обмоток, чтобы обеспечить мгновенный электрический ток через катушку индуктивности, как показано стрелками на Фиг.1.
Фиг.2(а) показывает использование устройства, показанного на Фиг.1, с тиглем 110 для порционной плавки в основном твердого металлического сплава 112 (показан схематично в виде отдельных кружков), помещенного в тигель. Состояние процесса порционной плавки на Фиг.2(а) называется «холодным состоянием», поскольку, в общем, металлический сплав не расплавлен. Импеданс нагрузки для верхней (первичной) цепи нагрузки индуктора по существу равен импедансу нагрузки для нижней (вторичной) цепи нагрузки индуктора. Поскольку металлический сплав подвергается индукционному нагреву, расплавленный материал образуется на дне тигля, а твердый материал обычно добавляется к верхней части тигля. Фиг.2(b) показывает «теплое состояние» процесса порционной плавки, в котором нижняя половина тигля обычно содержит расплавленный материал (показан схематично в виде линий), а верхняя половина тигля обычно содержит твердый материал. В теплом состоянии импеданс нагрузки нижней цепи нагрузки индуктора ниже, чем импеданс нагрузки первичной верхней цепи нагрузки индуктора, поскольку эквивалентное сопротивление нагрузки расплавленного материала ниже, чем эквивалентное сопротивление нагрузки твердого материала. В конечном счете, на Фиг.2(с) показано «горячее состояние» процесса порционной плавки, в котором в основном весь материал в тигле находится в расплавленном состоянии, а импеданс нагрузки в верхней и нижней цепях нагрузки индуктора является одинаковым, но более низким по величине, чем импеданс нагрузки в холодном состоянии.
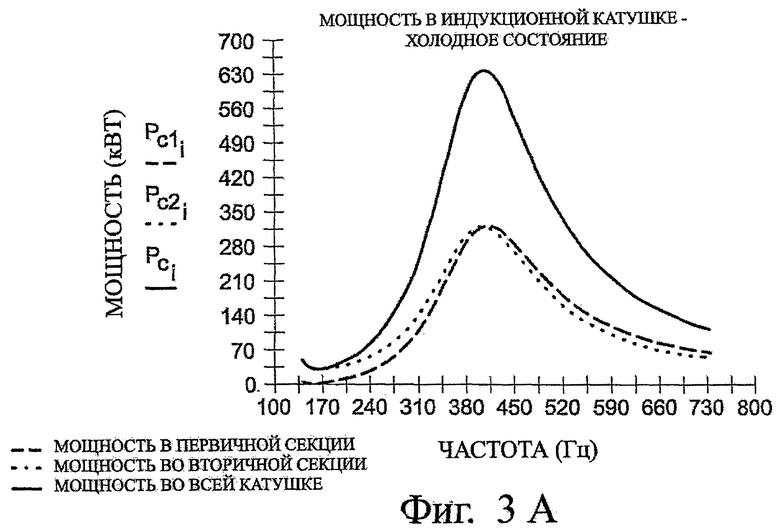
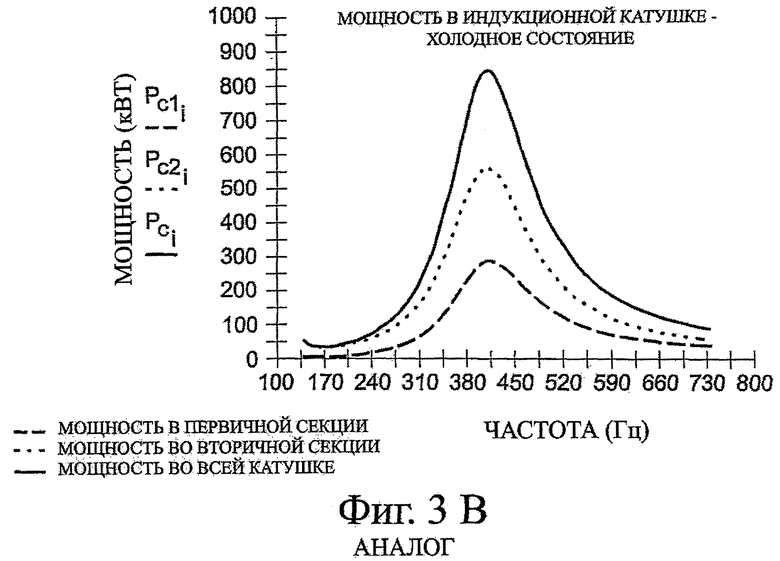
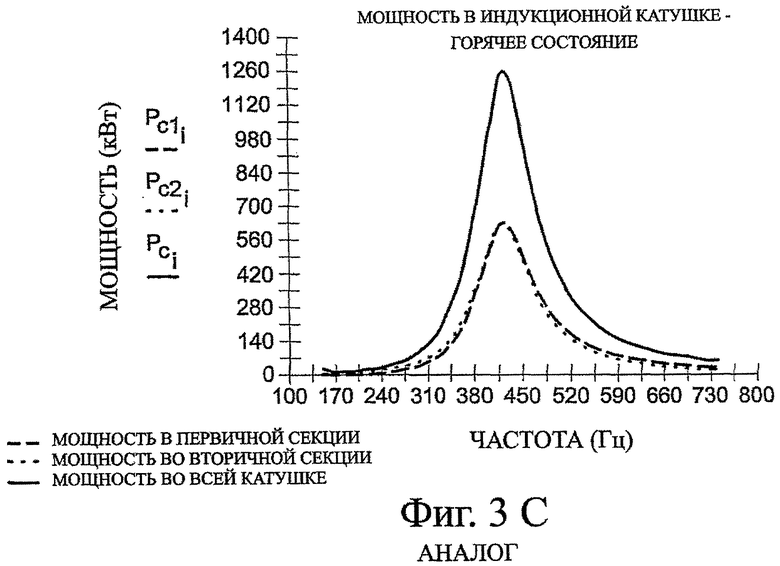
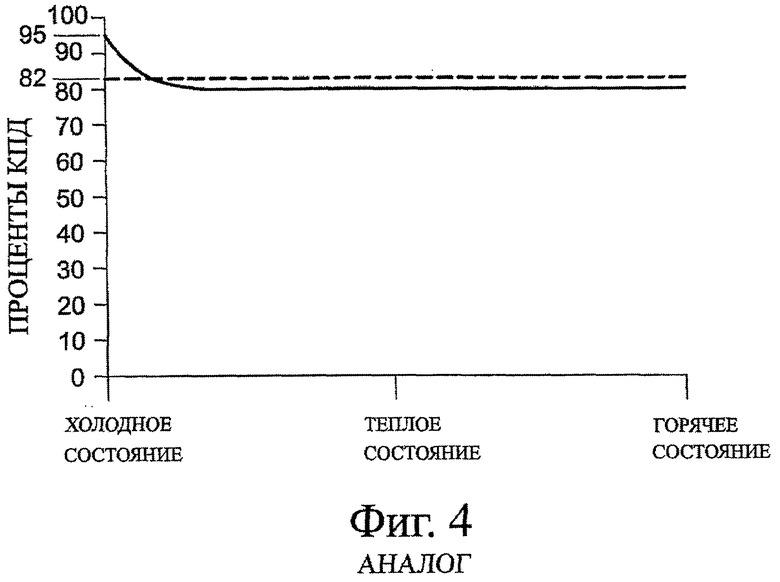
Фиг.3(а), Фиг.3(b) и Фиг.3(с) графически показывают распределение мощности, поданной от источника электропитания в верхнюю (первичную секцию c1i на этих фигурах) и нижнюю (вторичную секцию c2i на этих фигурах) секции индуктора, для всего индуктора (ci на этих фигурах), показанного на Фиг.1 и Фиг.2(а)-Фиг.2(с), в процессе порционной плавки, проходящий соответственно через холодный, теплый и горячий этапы. Например: в холодном состоянии (Фиг.3(а) при выходной мощности источника электропитания в 600 кВт и приблизительно 390 Гц) приблизительно 300 кВт подается в верхнюю секцию индукционной катушки и 300 кВт подается в нижнюю секцию индукционной катушки; в теплом состоянии (Фиг.3(b) при выходной мощности источника электропитания в 600 кВт и приблизительно 365 Гц) приблизительно 200 кВт подается в верхнюю секцию индукционной катушки и 400 кВт подается в нижнюю секцию индукционной катушки; и в горячем состоянии (Фиг.3(с) при выходной мощности источника электропитания в 600 кВт и приблизительно 370 Гц) приблизительно 300 кВт подается в верхнюю секцию индукционной катушки и 300 кВт подается в нижнюю секцию индукционной катушки. Этот пример показывает общее условие процесса, заключающееся в том, что, когда порционное плавление проходит от холодного состояния до теплого состояния, в нижнюю секцию индукционной катушки подается большая мощность, чем в верхнюю секцию индукционной катушки, поскольку нижняя секция индукционной катушки окружает увеличивающееся количество расплавленного материала, который имеет более низкое сопротивление, чем твердый материал, по мере того как процесс развивается до тех пор, когда высота расплавленного материала становится достаточной для того, чтобы возникла магнитная связь с полем, создаваемым верхней секцией индукционной катушки. Это условие противоположно предпочтительному условию, а именно тому, что твердый материал должен получать больше мощности, чем расплавленный материал, для ускоренной плавки всей порции металла. Сплошная линия на Фиг.4 графически показывает типичный кпд процесса порционной плавки в течение времени этого процесса, а пунктирная линия показывает типичный средний кпд в 82 процента для указанного процесса.
Подобным образом, когда первичная и вторичная секции индукционной катушки окружают индукционный токоприемник или электропроводный материал, такой как металлическая заготовка или сляб, схема, показанная на Фиг.1 и Фиг.2(а)-Фиг.2(с), с токоприемником или электропроводным материалом, заменяющим тигель 110, содержащий твердый металлический сплав 112, имеет в результате неуправляемый профиль распределения температуры по длине материала в связи с тем, что режим подачи энергии определяется конструкцией индукционной катушки, а режим потребления энергии определяется процессами внутри токоприемника или характеристиками металлических заготовок по поглощению тепла.
Поэтому имеется потребность в том, чтобы избирательно индуцировать нагрев части материала, который индукционно нагревают или расплавляют, когда в процессе индукционного нагрева или плавления используют несколько секций индукционной катушки.
Раскрытие изобретения
Одним из аспектов настоящего изобретения является устройство для нагрева или плавления электропроводного материала и способ нагрева или плавления указанного материала. По меньшей мере один активный индуктор и по меньшей мере один пассивный индуктор размещены вокруг различных участков электропроводного материала. Каждый из указанных по меньшей мере один пассивный индуктор соединен параллельно с конденсатором с образованием по меньшей мере одной цепи пассивного индуктора. Источник электропитания переменного тока обеспечивает подачу мощности по меньшей мере в один активный индуктор. Ток, проходящий через по меньшей мере один активный индуктор, генерирует первое магнитное поле вокруг по меньшей мере одного активного индуктора, который магнитно связан с электропроводным материалом, по существу окруженным по меньшей мере одним активным индуктором. Первое магнитное поле также связано по меньшей мере с одним пассивным индуктором, который не подключен к источнику электропитания переменного тока для индуцирования тока по меньшей мере в одной цепи пассивного индуктора. Индуцированный ток, протекающий по меньшей мере в одной цепи пассивного индуктора, генерирует второе магнитное поле вокруг по меньшей мере одного пассивного индуктора, который магнитно связан с электропроводным материалом, по существу окруженным по меньшей мере одним пассивным индуктором. Мощность для индукционного нагрева от источника электропитания может быть избирательно поделена между цепями нагрузки, образованными по меньшей мере одним активным индуктором и по меньшей мере одной цепью пассивного индуктора, которые магнитно связаны с электропроводным материалом путем управления подаваемой мощности и выбором импедансов по меньшей мере пассивных цепей таким образом, чтобы указанные цепи имели различные резонансные частоты.
Другие аспекты настоящего изобретения изложены далее в подробном описании изобретения и в прилагаемой формуле изобретения.
Краткое описание чертежей
Излагаемое далее краткое описание чертежей, а также следующее за ним подробное описание изобретения могут быть лучше поняты, если их читать в сочетании с прилагаемыми чертежами. С целью наглядного представления изобретения на этих чертежах показаны варианты осуществления изобретения, которые в настоящее время предпочтительны; однако настоящее изобретение не ограничено конкретными устройствами и приборами, показанными на следующих прилагаемых чертежах:
Фиг.1 показывает известную из уровня техники схему цепи для индукционного нагрева и плавления электропроводного материала.
Фиг.2(а) показывает известный из уровня техники процесс нагрева и плавления электропроводного материала в холодном состоянии, при котором электропроводный материал по существу совсем не расплавлен.
Фиг.2(b) показывает известный из уровня техники процесс нагрева и плавления электропроводного материала в теплом состоянии, при котором приблизительно половина электропроводного материала расплавлена.
Фиг.2(с) показывает известный из уровня техники процесс нагрева и плавления электропроводного материала в горячем состоянии, при котором по существу весь электропроводный материал расплавлен.
Фиг.3(а) графически показывает распределение мощности между верхней и нижней секциями индуктора для холодного состояния в процессе нагрева и плавления, как показано на Фиг.2(а) в зависимости от частоты мощности нагрева.
Фиг.3(b) графически показывает распределение мощности между верхней и нижней секциями индуктора для теплого состояния в процессе нагрева и плавления, как показано на Фиг.2(b), в зависимости от частоты мощности нагрева.
Фиг.3(с) графически показывает распределение мощности между верхней и нижней секциями индуктора для горячего состояния в процессе нагрева и плавления, как показано на Фиг.2(с), в зависимости от частоты мощности нагрева.
Фиг.4 графически показывает типичный кпд известного процесса нагрева и плавления.
Фиг.5 показывает в упрощенном схематическом виде один пример системы управления электрической индукцией согласно настоящему изобретению.
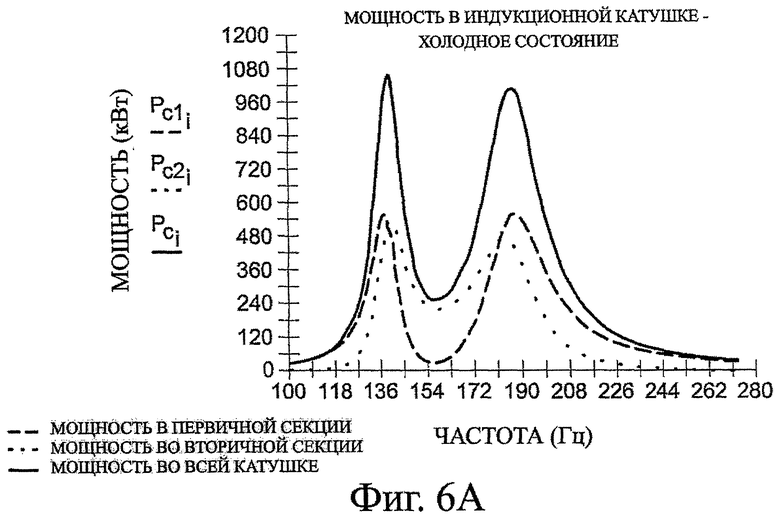
Фиг.6(а) графически показывает распределение мощности между активным индуктором и пассивным индуктором в холодном состоянии для одного примера системы управления электрической индукцией согласно настоящему изобретению при изменении частоты мощности нагрева.
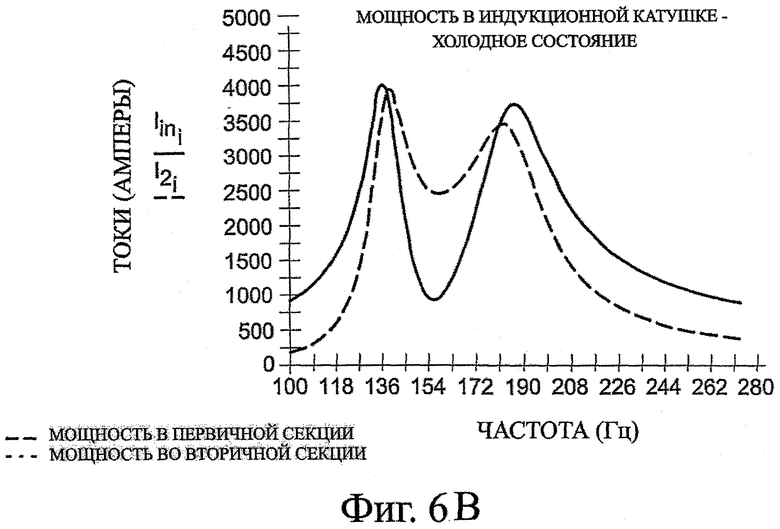
Фиг.6(b) графически показывает величины тока в активном и пассивном индукторах в холодном состоянии для одного примера системы управления электрической индукцией согласно настоящему изобретению.
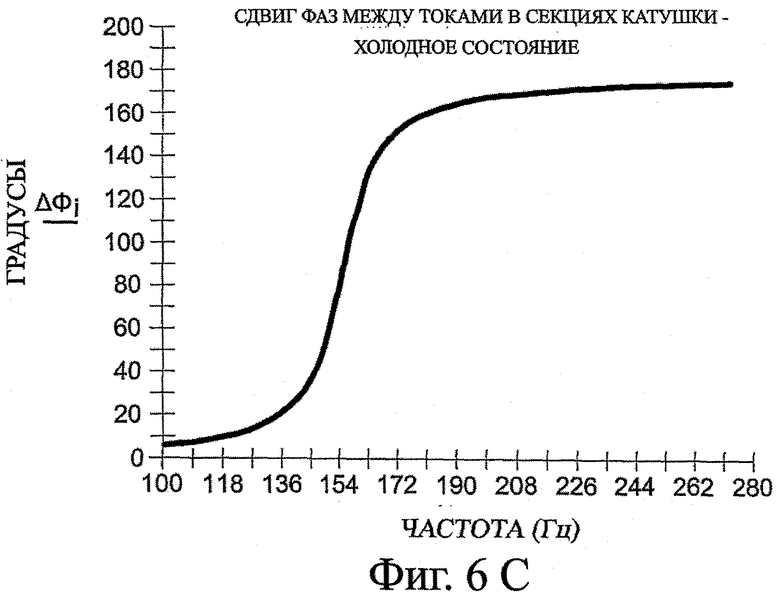
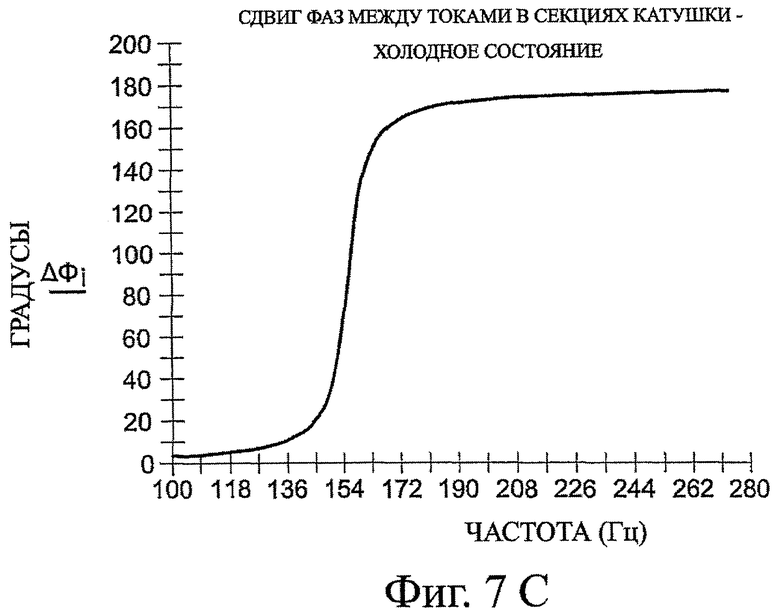
Фиг.6(с) графически показывает изменение фазового сдвига между токами в активном и пассивном индукторах при изменении частоты мощности нагрева в холодном состоянии для одного примера системы управления электрической индукцией согласно настоящему изобретению.
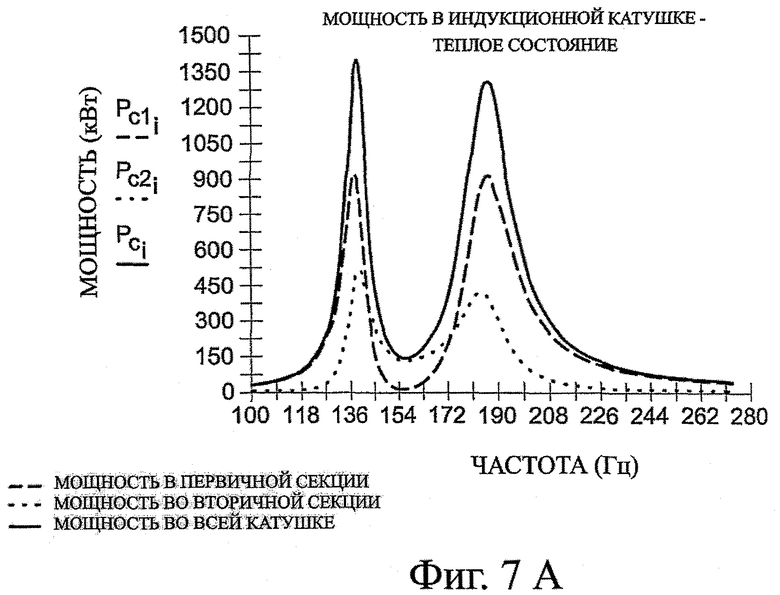
Фиг.7(а) графически показывает распределение мощности между активным индуктором и пассивным индуктором в теплом состоянии для одного примера системы управления электрической индукцией согласно настоящему изобретению при изменении частоты мощности нагрева.
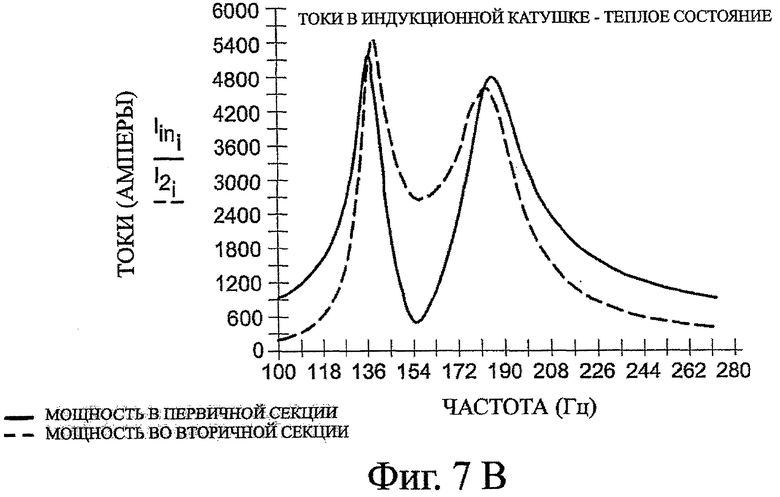
Фиг.7(b) графически показывает величины тока в активном и пассивном индукторах в теплом состоянии для одного примера системы управления электрической индукцией согласно настоящему изобретению.
Фиг.7(с) графически показывает изменение фазового сдвига между токами в активном и пассивном индукторах при изменении частоты мощности нагрева в теплом состоянии для одного примера системы управления электрической индукцией согласно настоящему изобретению.
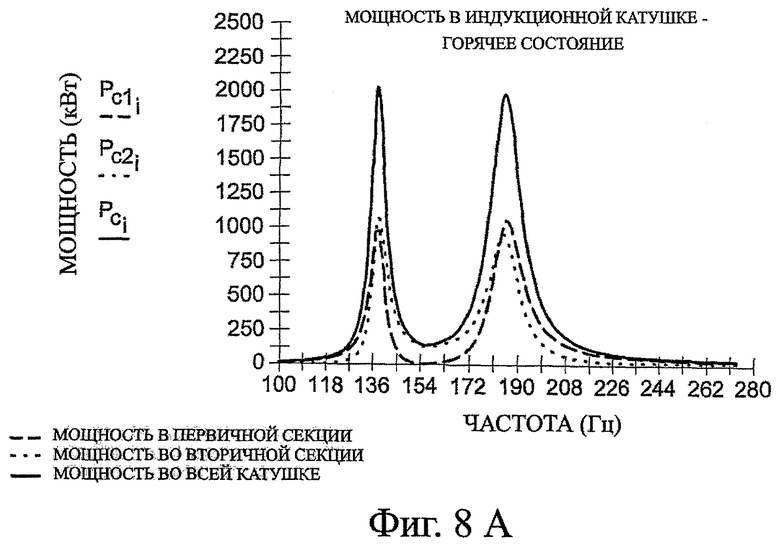
Фиг.8(а) графически показывает распределение мощности между активным индуктором и пассивным индуктором в горячем состоянии для одного примера системы управления электрической индукцией согласно настоящему изобретению при изменении частоты мощности нагрева.
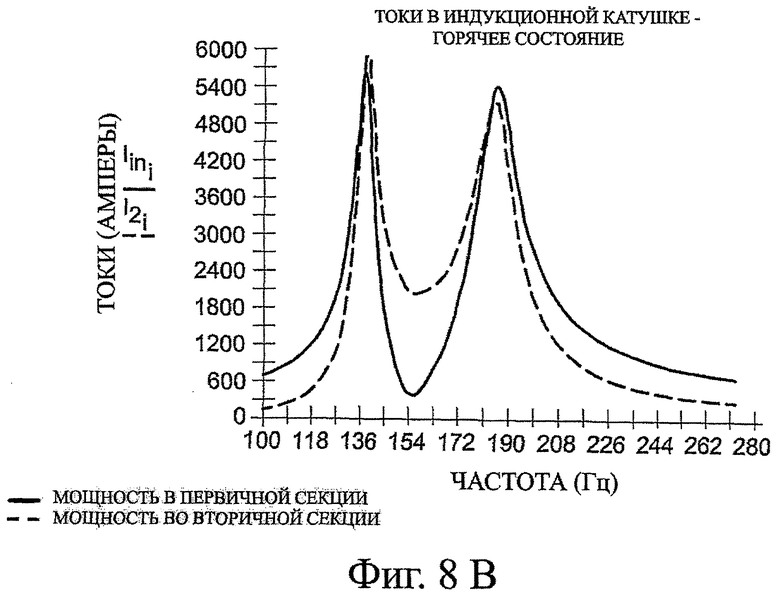
Фиг.8(b) графически показывает величины тока в активном и пассивном индукторах в горячем состоянии для одного примера системы управления электрической индукцией согласно настоящему изобретению.
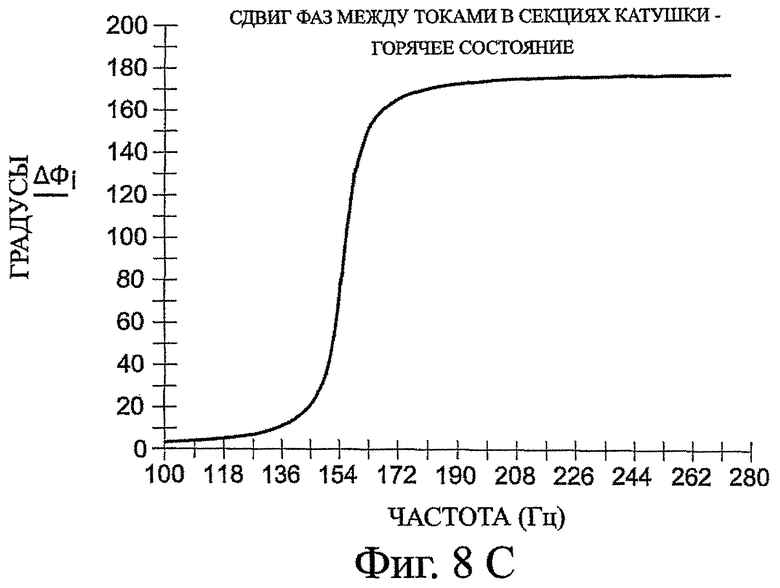
Фиг.8(с) графически показывает изменение фазового сдвига между токами в активном и пассивном индукторах при изменении частоты мощности нагрева в горячем состоянии для одного примера системы управления электрической индукцией согласно настоящему изобретению.
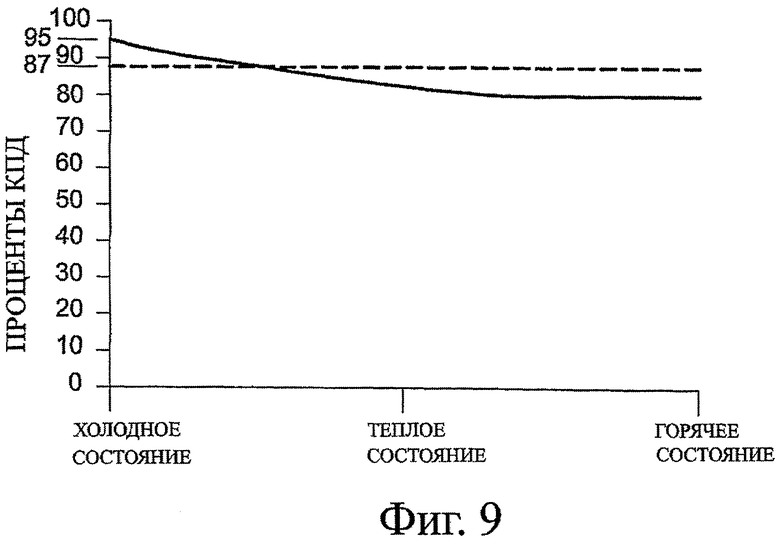
Фиг.9 графически показывает типичный кпд, достигаемый в примере системы управления электрической индукцией согласно настоящему изобретению.
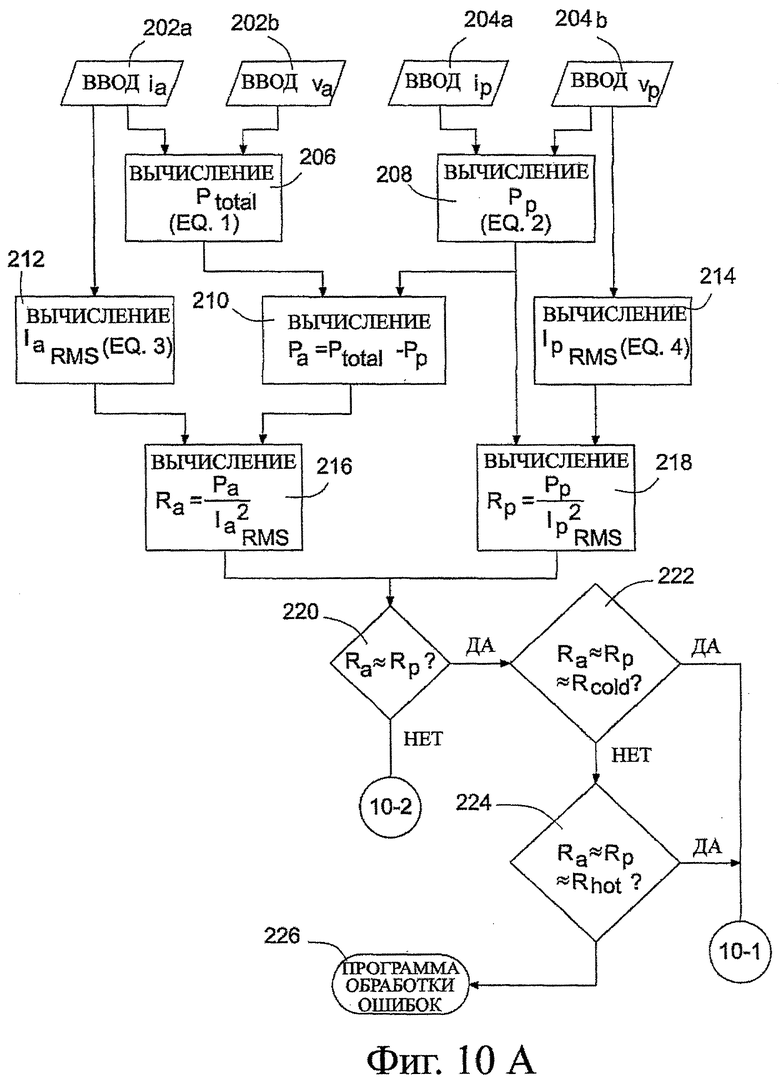
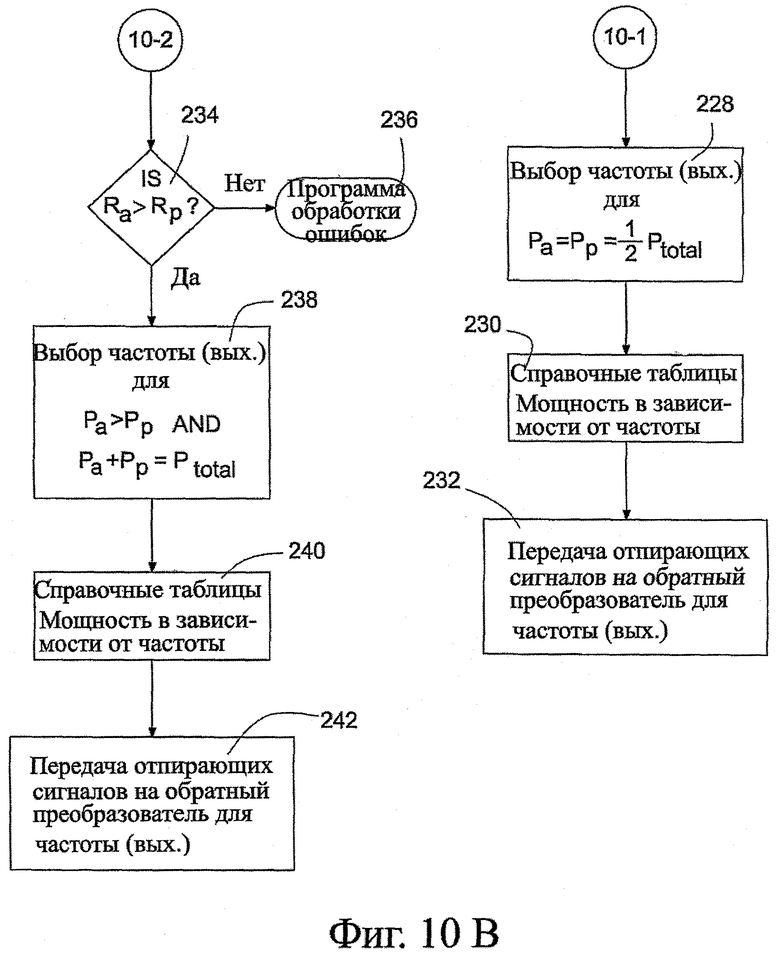
Фиг.10(а) и 10(b) - блок-схема одного примера системы управления электрической индукцией согласно настоящему изобретению.
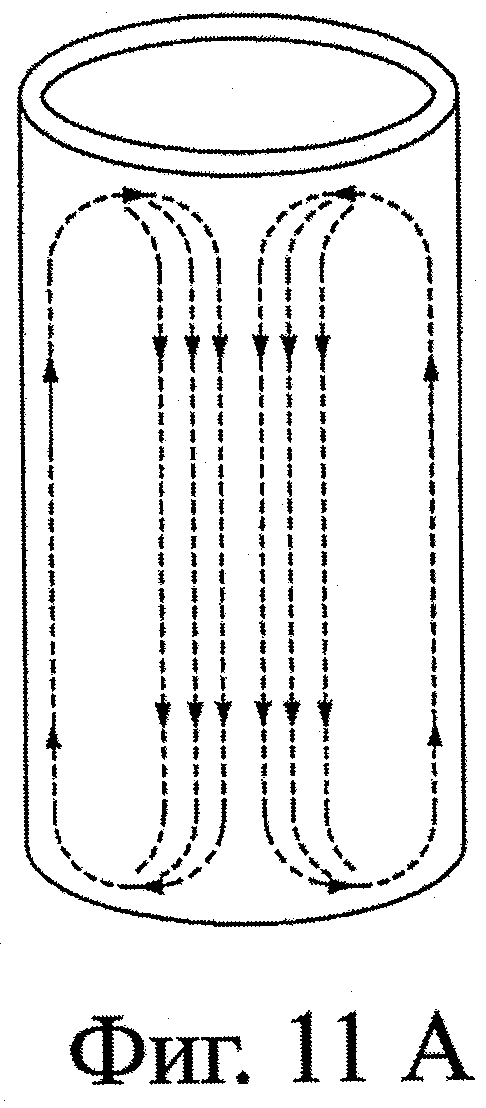
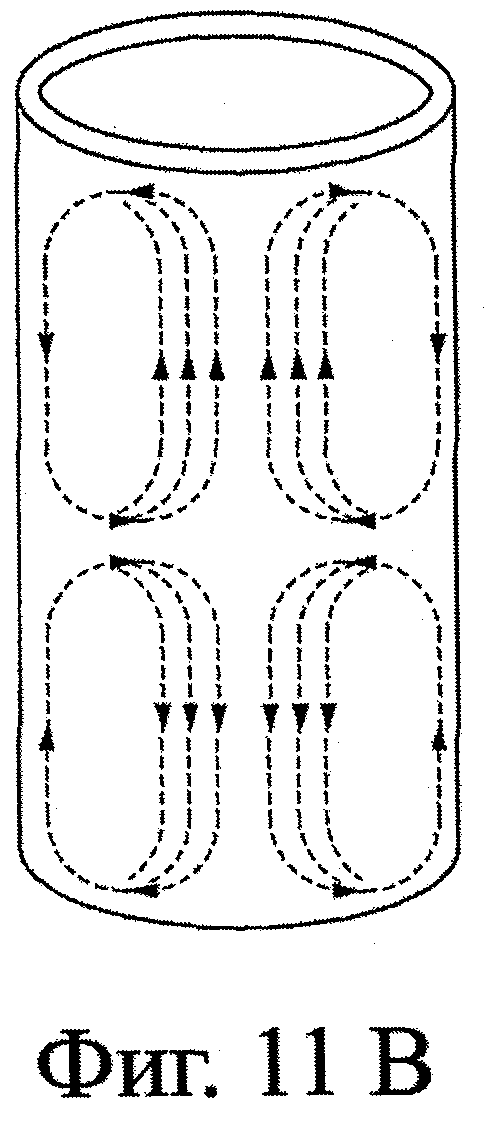
Фиг.11(а) и 11(b) показывают конфигурацию электромагнитного потока для расплавленного материала в тигле с системой управления электрической индукцией согласно настоящему изобретению, когда сдвиг фаз между токами активной и пассивной цепи нагрузки составляет приблизительно 90 градусов и менее 20 градусов соответственно.
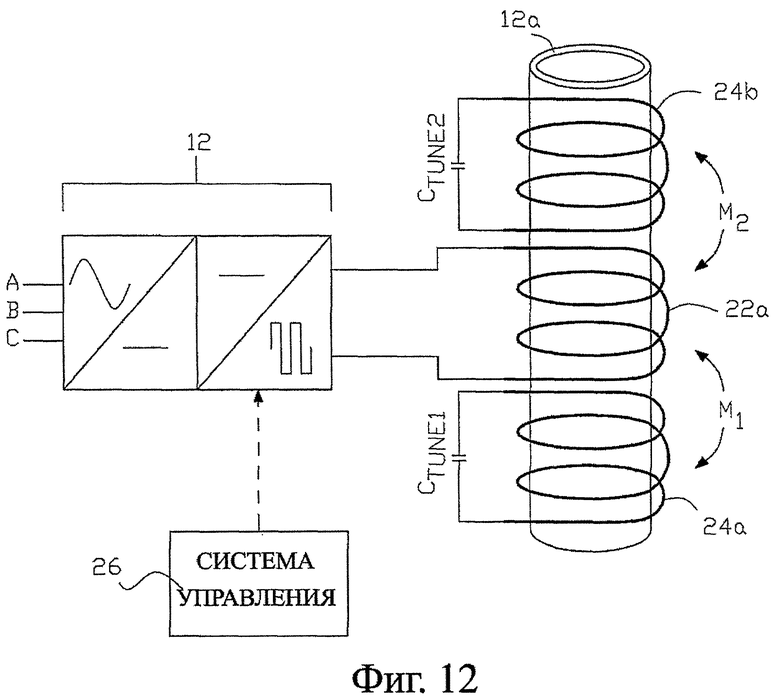
Фиг.12 показывает в упрощенной схематической и графической форме другой пример системы управления электрической индукцией согласно настоящему изобретению.
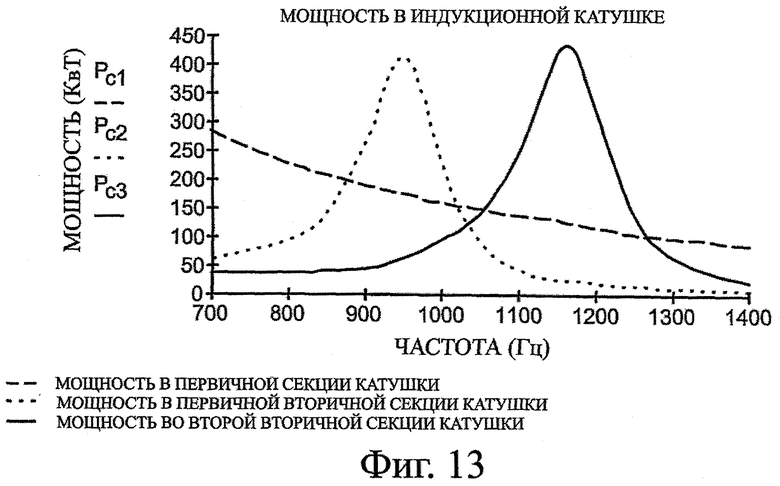
Фиг.13 показывает распределение мощности между активным индуктором и пассивным индуктором для примера, показанного на Фиг.12, где выходная частота подаваемой мощности изменяется так, чтобы изменять индукционную мощность, подводимую к различным частям электропроводного материала.
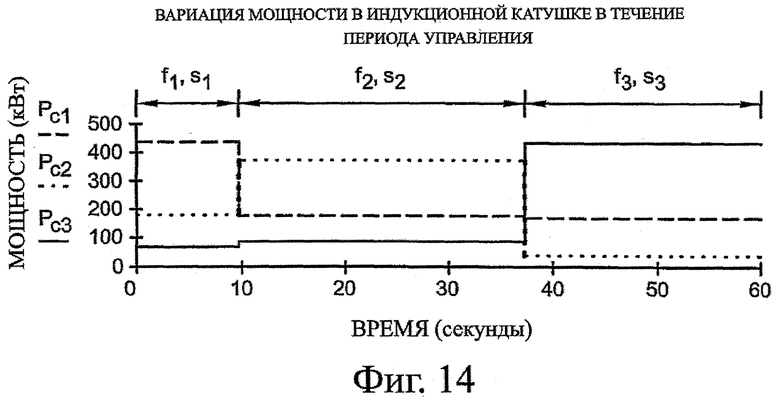
Фиг.14 показывает один пример распределения по времени индукционной мощности, подводимой к различным частям электропроводного материала, для примера, показанного на Фиг.12.
Осуществление изобретения
Со ссылкой на чертежи, на которых одинаковыми позициями обозначены одинаковые элементы, на Фиг.5 показан один пример упрощенной электрической схемы управления электрической индукцией согласно настоящему изобретению.
Патент US № 6542535, который полностью включен сюда посредством ссылки, описывает индуктор, включающий в себя активную индукционную катушку, которая соединена с выходом источника энергии переменного тока, и пассивную индукционную катушку, соединенную с конденсатором для образования замкнутой цепи, которая не соединена с источником энергии. Активная и пассивная катушки окружают тигель, в который помещен электропроводный материал. Активная и пассивная катушки расположены таким образом, что активное магнитное поле, создаваемое током в активной катушке (ток подается из источника энергии), магнитно связано с пассивной катушкой, а также с материалом в тигле.
Фиг.5 показывает один пример источника 12 энергии переменного тока, используемого с системой управления электрической индукцией согласно настоящему изобретению. Блок 14 выпрямителя включает в себя двухполупериодный мостиковый выпрямитель 16 с входом мощности переменного тока по линиям А, В и С. Факультативный блок 18 фильтра включает в себя токоограничивающую катушку индуктивности LCLR и конденсатор CFIL фильтра постоянного тока. Блок 20 обратного преобразователя включает в себя четыре коммутирующих устройства S1, S2, S3 и S4, а также соответствующие им встречные диоды D1, D2, D3 и D4 соответственно. Предпочтительно, чтобы каждое коммутирующее устройство являлось полупроводниковым устройством, которое может быть включено и выключено в любой момент в периоде переменного тока, таким как биполярный транзистор с изолированным затвором (IGBT - insulated gate bipolar transistor).
Цепь нагрузки, не являющаяся ограничивающим примером, включает в себя активный индуктор 22, который соединен с выходом обратного преобразователя источника электропитания через конденсатор CTANK согласования нагрузки (или конденсатор колебательного контура), и пассивный индуктор 24, который соединен параллельно с настроечным конденсатором CTUNE, чтобы образовать цепь пассивной нагрузки. Ток, подаваемый от источника энергии, создает магнитное поле вокруг активного индуктора. Это поле магнитно связано с электропроводным материалом 90 в тигле 10 и с пассивным индуктором, что индуцирует ток в цепи пассивной нагрузки. Индуцированный ток, протекая в пассивном индукторе, генерирует второе магнитное поле, которое связано с электропроводным материалом в тигле. Датчики 30 и 32 напряжения предусмотрены для того, чтобы детектировать мгновенное напряжение на активном и пассивном индукторе соответственно; а линии 30а и 32а управления передают два измеренных напряжения в систему 26 управления. Датчики 34 и 36 тока предназначены для детектирования мгновенного тока, протекающего через активный и пассивный индукторы соответственно; а линии 34а, 36а управления передают два измененных значения тока в систему 26 управления. Система 26 управления включает в себя процессор для расчета мгновенной мощности в цепи активной нагрузки и цепи пассивной нагрузки исходя из вводимых значений напряжения и тока. Вычисленные значения мощности могут сравниваться процессором с сохраняемыми данными для желаемого профиля мощности процесса порционного плавления, чтобы определить, отличаются ли вычисленные значения распределения мощности между цепями активной и пассивной нагрузки от желаемого профиля мощности процесса порционного плавления. Если имеется отличие, система 26 управления будет вырабатывать сигналы включения и выключения для коммутационных устройств в обратном преобразователе через линию 38 управления с тем, чтобы регулировать выходную частоту обратного преобразователя для получения желаемого распределения мощности между цепями активной и пассивной нагрузки.
Если выбрать конденсатор CTANK колебательного контура, настроечный конденсатор CTUNE, а также активный и пассивный индукторы с соответствующими значениями, то цепь активной нагрузки будет иметь резонансную частоту, которая отличается от резонансной частоты цепи пассивной нагрузки. Фиг.6(а), Фиг.7(а) и Фиг.8(а) показывают один пример распределения мощности, которое достигается в активном и пассивном индукторах в диапазоне частот для определенных установленных значений цепи. Например: в холодном состоянии (Фиг.6(а) при выходной мощности источника электропитания в 1,000 кВт и приблизительно 138 Гц) приблизительно 500 кВт подается в секцию активной катушки и 500 кВт подается в секцию пассивной катушки; в теплом состоянии (Фиг.7(а) при выходной мощности источника электропитания в 1,000 кВт и приблизительно 136 Гц) приблизительно 825 кВт подается в секцию активной катушки и 175 кВт подается в секцию пассивной катушки; и в горячем состоянии (Фиг.8(а) при выходной мощности источника энергии в 1,000 кВт и приблизительно 134 Гц) приблизительно 500 кВт подается в секцию активной катушки и приблизительно 500 кВт подается в секцию пассивной катушки. В отличие от предшествующей технологии в промежуточных состояниях между холодным и горячим состоянием, во время приблизительно первой половины процесса порционной плавки в этом примере, больше мощности может быть направлено в верхнюю (активную) катушку, которая окружает по существу твердый материал в тигле, чем в нижнюю (пассивную) катушку, которая окружает возрастающий уровень расплавленного материала, во время приблизительно первой половины процесса порционной плавки в этом примере. Это условие поясняется примером распределения мощности в теплом состоянии, при котором система управления индукционным нагревом согласно настоящему примеру направляет больше мощности в верхнюю катушку, чтобы расплавить по существу твердый материал, окруженный верхней катушкой.
Сохраняемые данные для желательного процесса порционного плавления для устройства с конкретными электрической схемой и тиглем могут быть определены из физических и электрических параметров этого конкретного устройства. Параметры мощности и тока в зависимости от частоты для цепей активной и пассивной нагрузки в конкретном устройстве также могут быть определены из физических и электрических параметров определенного конкретного устройства.
В альтернативных примерах настоящего изобретения различные параметры и методы могут быть использованы для измерения мощности в цепях активной и пассивной нагрузки, как известно из уровня техники. Процессор в системе 26 управления может быть микропроцессором или любым другим подходящим устройством обработки данных. В других примерах настоящего изобретения может быть использовано различное число активных и пассивных индукторов; катушки также могут быть различны образом размещены вокруг тигля. Например, активная и пассивная катушки могут перекрываться, размещены с интервалами между ними или соединены в параллельную конфигурацию с противоположным направлением обмотки, чтобы достигнуть управляемого подвода индуцированной мощности к выбранным частям электропроводного материала.
Фиг.6(b), Фиг.7(b) и Фиг.8(b) графически показывают величины тока для токов в активных и пассивных индукторах для холодного, теплого и горячего состояний соответственно, которые относятся к примеру настоящего изобретения, представленному значениями мощности на Фиг.6(а), Фиг.7(а) и Фиг.8(а) соответственно.
Фиг.6(с), Фиг.7(с) и Фиг.8(с) графически показывают различие углов фазового сдвига между токами в активном и пассивном индукторах для холодного, теплого и горячего состояний соответственно, которые относятся к примеру настоящего изобретения, представленному величинами тока, показанными на Фиг.6(а), Фиг.7(а) и Фиг.8(а) соответственно. Предпочтительно, но не путем ограничения, чтобы фазовый сдвиг между токами в активной и пассивной катушках сохраняется достаточно низким, по меньшей мере ниже чем 30 градусов, чтобы свести к минимуму различие в фазовом сдвиге с тем, чтобы не происходило значительного взаимоподавления магнитного поля между полями, создаваемыми вокруг активной и пассивной катушек.
Фиг.9 графически показывает типичный кпд процесса порционного плавления в период времени этого процесса при использовании системы управления процессом индукционного плавления согласно настоящему изобретению. Если сравнить кривую в виде сплошной линии на Фиг.9 с кривой кпд на Фиг.4 с системой управления согласно настоящему изобретению, то видно, что кпд процесса порционного плавления во время этого процесса может поддерживаться на более высоком уровне в течение более длительного периода времени по сравнению с процессом, известным из уровня техники. В результате средняя величина кпд для этого процесса, как показано пунктирной линией на Фиг.9, будет выше (87 процентов в этом примере), а сам процесс может быть выполнен за более короткий период времени.
С помощью приведенного примера, но без ограничения, система управления индукционным плавлением согласно настоящему изобретению может быть применена на практике путем реализации упрощенного алгоритма управления, показанного на блок-схеме, представленной на Фиг.10(а) и Фиг.10(b), с подходящим компьютерным аппаратным обеспечением и программным обеспечением, как показано на этой блок-схеме. На Фиг.10(а), во время процесса порционной плавки, программы 202а и 204а периодически получают входные данные от соответствующих датчиков тока, которые детектируют мгновенный полный ток в нагрузке, ia (в целях активной и пассивной нагрузки), и ток в пассивной нагрузке, ip, соответственно. Подобным образом программы 202b и 204b периодически получают входные данные от соответствующих датчиков напряжения, которые детектируют мгновенное напряжение нагрузки на активном индукторе, va, и мгновенное напряжение нагрузки на пассивном индукторе, vp, соответственно.
Программа 206 вычисляет полную мощность в нагрузке, Ptotal, из Уравнения 1:
где Т - обратная величина выходной частоты обратного преобразователя.
Программа 208 вычисляет пассивную полезную выходную мощность в пассивной нагрузке Рр из Уравнения 2:
Программа 210 вычисляет мощность в цепи активной нагрузки Ра путем вычитания мощности Рр в пассивной нагрузке из полной мощности Ptotal в нагрузке.
Программа 212 вычисляет среднеквадратичный (RMS) ток в цепи активной нагрузки, IaRMS, из Уравнения 3:
Подобным образом программа 214 вычисляет среднеквадратичный (RMS) ток в цепи пассивной нагрузки, IpRMS, из Уравнения 4:
Сопротивление Ra в цепи активной нагрузки рассчитывается путем деления мощности Ра в цепи активной нагрузки на квадрат среднеквадратичного (RMS) тока
(IaRMS)2 в цепи активной нагрузки в программе 216.
Подобным образом в программе 218 рассчитывается сопротивление Rp в цепи пассивной нагрузки путем деления мощности Рр в цепи пассивной нагрузки на квадрат среднеквадратичного (RMS) тока (IpRMS)2 в цепи пассивной нагрузки.
Программа 220 определяет, является ли сопротивление Ra в цепи активной нагрузки приблизительно равным сопротивлению Rp в цепи пассивной нагрузки. Предварительно заданный диапазон допуска величин сопротивления может быть включен в программу 220, чтобы установить диапазон апроксимации. Если Ra приблизительно равно Rp, программа 222 проводит проверку, чтобы выяснить, являются ли эти две величины приблизительно равными полному сопротивлению цепи нагрузки в холодном состоянии, Rcold, когда по существу весь материал в тигле находится в твердом состоянии. Для заданной цепи нагрузки и конфигурации тигля,
Rcold может быть определено специалистом путем проведения предварительных тестов и используя тестовую величину в программе 222. Последующие многие величины Rcold могут быть определены на основе объема и вида материала в тигле теми средствами оператора, которые позволяют выбрать соответствующую величину для конкретного процесса порционного плавления. Если приблизительно равные величины Ra и Rp не равны приблизительно величине Rcold, программа 224 проводит проверку, чтобы выяснить, являются ли эти две величины приблизительно равными полному сопротивлению цепи нагрузки в горячем состоянии, Rhot, когда по существу весь материал в тигле находится в расплавленном состоянии. Для заданной цепи нагрузки и конфигурации тигля Rhot может быть определено специалистом путем проведения предварительных тестов и используя эту тестовую величину в программе 224. Последующее множество значений Rhot может быть определено на основе объема и вида материала в тигле теми средствами оператора, которые позволяют выбрать соответствующее значение для конкретного процесса порционного плавления. Если приблизительно равные величины Ra и Rp не равны приблизительно величине Rhot, выполняется программа 226 обработки ошибок, чтобы выявить, почему Ra и Rp приблизительно равны друг другу, но не являются приблизительно равными Rcold или Rhot.
Если программа 222 или программа 224 определяет, что приблизительно равные значения Ra и Rp приблизительно равны Rcold или Rhot, как показано на Фиг.10(b), программа 228 использует справочные таблицы 230 «мощность в зависимости от частоты» (POWER VS. FRO) для холодного или горячего состояния соответственно, чтобы выбрать выходную частоту, FREQout, для обратного преобразователя, что сделает мощность Ра в цепи активной нагрузки, по существу равной мощности Рр в цепи пассивной нагрузки. Программа 232 формирует соответствующие сигналы в цепи управления затвором для коммутирующих устройств в обратном преобразователе таким образом, что выходная частота обратного преобразователя по существу равна FREQout.
Если программа 220 на Фиг.10(а) определяет, что Ra не является приблизительно равным Rp, программа 234 на Фиг.10(b) определяет, является ли Ra больше Rp; если нет, то выполняется программа 236 обработки ошибок, чтобы оценить аномальное состояние, при котором Ra меньше Rp.
Если программа 234 на Фиг.10(b) определяет, что Ra больше Rp, то тогда программа 238 использует справочную таблицу 240 «мощность в зависимости от частоты» (power vs. frequency), чтобы выбрать выходную частоту FREQout для обратного преобразователя, что сделает мощность Ра в цепи активной нагрузки больше, чем мощность Рр в цепи пассивной нагрузки, в то время как сумма мощности в цепи активной и пассивной нагрузки остается равной Ptotal. Программа 242 формирует соответствующие сигналы в цепи управления затвором для коммутирующих устройств в обратном преобразователе таким образом, что выходная частота обратного преобразователя по существу равна FREQout.
Как правило, но без ограничения, Ptotal будет оставаться постоянной во все время процесса порционного плавления. Величины в справочных таблицах 230 и 240 «мощность в зависимости от частоты» могут быть заранее определены специалистами путем проведения предварительных тестов и использования этих тестовых величин в справочных таблицах 230 и 240. Адаптивные средства управления могут использоваться в некоторых примерах настоящего изобретения с тем, чтобы значения в справочных таблицах 230 и 240 «мощность в зависимости от частоты» были уточнены во время последовательных процессов порционного плавления на основе программ максимизации получения расплава для использования в последующем процессе порционного плавления.
Не обязательно, но перемешивание расплава в горячем состоянии может быть достигнуто посредством выбора такой выходной частоты обратного преобразователя, при которой фазовый сдвиг между токами в активной и пассивной катушке приблизительно составляет 90 градусов. Такой режим работы вызывает циркуляцию расплава со дна тигля вверх, как показано на Фиг.11(а), и является, как правило, предпочтительным по сравнению с обычной циркуляцией, при которой расплав в верхней половине тигля циркулирует отлично от циркуляции расплава в нижней половине тигля, как показано на Фиг.11(b). Как можно видеть на Фиг.6(с), Фиг.7(с) и Фиг.8(с), рабочие частоты для фазового сдвига в 90 градусов приводят к относительно низкой мощности нагрева (Фиг.6(а), Фиг.7(а) и Фиг.8(а)). Однако режим перемешивания обычно используется после того, как вся порция материала расплавлена, и может использоваться с перерывами, если требуется дополнительная мощность нагрева, чтобы сохранять порцию расплава при желаемой температуре.
Фиг.12 показывает другой пример системы управления электрической индукцией согласно настоящему изобретению. В этом примере источник 12 переменного тока подает мощность в активный индуктор 22а (секция активной катушки) для формирования активной цепи. Пассивные индукторы 24а и 24b (секции пассивной катушки) включены параллельно с конденсаторами CTUNE1 и CTUNE2 соответственно для образования двух отдельных пассивных цепей. Пассивные индукторы 24а и 24b магнитно связаны (схематично показано соответствующими стрелками M1 и М2) с первичным магнитным полем, созданным электрическим током в активной цепи, что, в свою очередь, генерирует токи в пассивных цепях, которые создают вторичные магнитные поля вокруг каждого из пассивных индукторов. Электропроводная заготовка 12а может быть помещена в пределах активной и пассивной катушек. Первичное магнитное поле будет электромагнитно связано по существу со средней частью указанной заготовки в этой конкретной, не являющейся ограничивающей компоновке активной и пассивной катушек для индукционного нагрева заготовки в указанной части. Вторичное магнитное поле для нижнего пассивного индуктора 24а будет по существу связано с нижней частью заготовки для нагрева этой части; а вторичное магнитное поле для верхнего пассивного индуктора 24b будет по существу связано с верхней частью заготовки для нагрева этой части. При соответствующем выборе импедансов для активной и пассивной цепей, например, выбрав величины емкости для конденсаторов и/или величины индуктивности для индукторов, две или более цепей индукционных катушек могут быть настроены на различные резонансные частоты с тем, чтобы, когда выходная частота источника энергии изменяется, эти цепи индукционных катушек работали на различных резонансных частотах, чтобы обеспечить максимальную подачу индукционной мощности в часть материала, окруженную катушкой, работающей при резонансной частоте.
Фиг.13 графически показывает изменение величины индукционной мощности, подаваемой в каждую из трех частей электропроводного материала, когда выходная частота источника энергии изменяется для первого примера осуществления настоящего изобретения. Как показано на Фиг.12 и Фиг.13, в этом не являющемся ограничивающим примере осуществления настоящего изобретения мощность (Pcl) в активной цепи (обозначенная как мощность в первичной секции катушки) на Фиг.13 снижается, когда частота возрастает; мощность (Рс2) в нижней пассивной цепи (обозначенная как мощность в первой вторичной секции катушки на Фиг.13) достигает максимума при резонансной частоте приблизительно 950 Гц; а мощность
(Рс3) в верхней пассивной цепи (обозначенная как мощность во второй вторичной секции катушки на Фиг.13) достигает максимума при резонансной частоте приблизительно 1,160 Гц. В этом конкретном примере активная цепь катушки не имеет резонансной частоты в рабочем диапазоне; в других примерах изобретения активная цепь катушки тоже может иметь резонансную частоту. Не обязательно работать при резонансной частоте; установление дискретных резонансных частот позволяет работать в некотором диапазоне частот, управляя величиной мощности, распределяемой в каждую часть. Изобретение также охватывается примерами, в которых могут быть предусмотрены две или более активных цепей, и каждая из этих активных цепей может быть связана с одной или более пассивных цепей.
Фиг.14 графически показывает другой пример осуществления настоящего изобретения, относящийся к цепи, показанной на Фиг.12. Индукционная мощность может вводиться в каждый из трех участков электропроводного материала при выбранных различных частотах для различных периодов времени, создавая период управления, который составляет 60 секунд в этом примере, для достижения конкретного профиля нагрева материала. Мощность подается последовательно от источника электропитания на протяжении периода управления следующим образом: мощность с частотой f1 в течение приблизительно 10 секунд (S1), мощность с частотой f2 в течение приблизительно 27 секунд (S2) и мощность с частотой f3 в течение приблизительно 23 секунды (S3). В соответствии с этой схемой управления, если даже мгновенная мощность будет довольно отличаться от участка к участку, как показано на Фиг.14, средние по времени величины мощности за период управления для каждого участка могут быть установлены по существу одинаковыми путем соответствующего выбора резонансных частот для пассивных цепей.
Понятие «электропроводная заготовка» включает в себя токоприемник, который может быть проводящим токоприемником, изготовленным, например, из графитовой композиции, который индукционно нагревается. Индукционный нагрев затем передается посредством теплопроводности или излучения заготовке, перемещающейся вблизи токоприемника, или процесс выполняется вблизи токоприемника. Например, заготовка может перемещаться внутри токоприемника с тем, чтобы она поглощала тепло, излучаемое или проводимое от индукционно нагретого токоприемника. В этом случае заготовка может быть из неэлектропроводного материала, такого как пластик. В качестве альтернативы процесс может выполняться в пределах токоприемника, например газ, проходящий через токоприемник, может поглощать тепло, излучаемое или проводимое от индукционно нагретого токоприемника. Поглощение тепла заготовкой или процесс по всей длине токоприемника могут быть неоднородными, и система управления индукцией согласно настоящему изобретению может использоваться для направления индукционной мощности в выбранные части токоприемника, как это требуется с учетом неоднородности. Обычно как процесс нагрева заготовки, движущейся вблизи токоприемника, так и другой процесс поглощения тепла, выполняемый вблизи токоприемника, называют «процессами поглощения тепла».
Данные о температуре соответствующей части заготовки могут быть введены в систему 26 управления, когда выполняется процесс нагрева. Например, в каждой части токоприемника могут быть расположены датчики температуры, такие как термопары, чтобы обеспечить для системы управления сигналы о температуре соответствующей части. Система управления может обрабатывать полученные данные о температуре и регулировать выходную частоту источника электропитания, как требуется, для конкретного процесса. В некоторых примерах осуществления изобретения уровень выходной мощности источника энергии может поддерживаться постоянным; в других примерах уровень выходной мощности источника энергии (или напряжение) может изменяться с помощью соответствующих средств, таких как модуляция ширины импульсов, вместе с частотой. Например, если температура электропроводного материала в целом слишком низкая, уровень выходной мощности от источника электропитания может быть увеличен путем увеличения ширины импульса напряжения.
Необходимо отметить, что вышеупомянутые примеры были приведены только с целью пояснения, и они ни в коем случае не должны истолковываться как ограничивающие настоящее изобретение. Тогда как это изобретение было описано со ссылкой на различные варианты конструкции, необходимо понимать, что использованные здесь слова являются лишь словами для описания и наглядности, а не ограничивающими словами. Кроме того, хотя это изобретение было описано здесь со ссылкой на конкретные средства, материалы и варианты конструкции, указанное изобретение не намеревается ограничиться особенностями, показанными здесь; наоборот, это изобретение распространяется на все те функционально эквивалентные устройства, методы и применения, которые находятся в пределах границ прилагаемой формулы изобретения. Примеры этого изобретения включают в себя ссылку на специальные электрические компоненты. Специалист может применять на практике это изобретение, заменяя его компоненты такими компонентами, которые не обязательно являются того же типа, но создадут желаемые условия или дадут желаемые результаты в соответствии с настоящим изобретением. Например, один компонент может быть заменен на несколько компонентов или наоборот. Элементы цепи без значений, указанных в чертежах, могут быть выбраны в соответствии с известными процедурами схемотехники. Специалисты, ознакомившиеся с этим описанием изобретения, могут осуществить многочисленные модификации и сделать изменения, не выходя за пределы и сущность настоящего изобретения.
Предложены устройство и способ для управления нагревом в области техники, связанной с плавлением электропроводного материала. Мощность выборочно распределяют между секциями индукционной катушки, окружающей различные участки материала, путем изменения выходной частоты источника электропитания для секций индукционной катушки. Секции индукционной катушки включают в себя по меньшей мере одну активную секцию индукционной катушки, которая подключена к выходу источника электропитания, и по меньшей мере одну пассивную секцию индукционной катушки, которая не соединена с источником электропитания, но включена параллельно с настроечным конденсатором с тем, чтобы по меньшей мере одна пассивная секция катушки функционировала на резонансной частоте, а выходную частоту источника электропитания изменяют с тем, чтобы индукционная мощность в по меньшей мере одной пассивной секции катушки изменялась при изменении частоты. Изобретение позволяет избирательно нагревать части материала, предназначенного для нагрева или расплавления с помощью нескольких секций индукционной катушки. 2 н. и 18 з.п. ф-лы, 14 ил.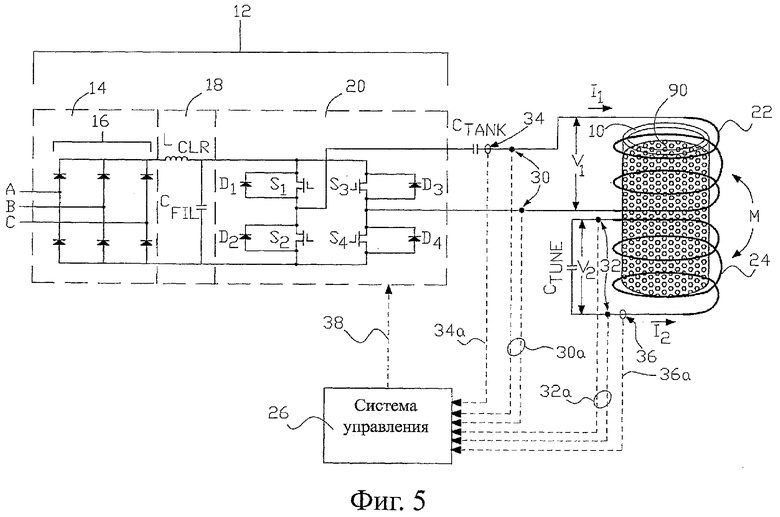
1. Устройство для электроиндукционного нагрева или плавления электропроводного материала, содержащее:
электропроводный материал;
по меньшей мере один активный индуктор, окружающий первую секцию электропроводного материала, причем указанный по меньшей мере один активный индуктор соединен с источником электропитания переменного тока для образования активной цепи и создания первого магнитного поля, при этом первое магнитное поле магнитно связано с электропроводным материалом, по существу, в первой секции электропроводного материала;
по меньшей мере один пассивный индуктор, окружающий вторую секцию электропроводного материала, причем каждый из указанных по меньшей мере одного пассивного индуктора включен параллельно с по меньшей мере одним конденсатором для образования пассивной цепи, причем указанное первое магнитное поле магнитно связано с каждым из указанных по меньшей мере одним пассивным индуктором для генерирования тока в пассивной цепи, при этом ток генерирует второе магнитное поле, причем второе магнитное поле магнитно связано с электропроводным материалом, по существу, во второй секции электропроводного материала, а импеданс каждой пассивной цепи выбран так, чтобы каждая пассивная цепь имела различную резонансную частоту, отличающуюся от резонансной частоты активной цепи; и
систему управления для избирательного изменения выходной частоты источника электропитания переменного тока с тем, чтобы изменять величину индукционной мощности в активной цепи и в каждой пассивной цепи.
2. Устройство по п.1, дополнительно содержащее систему управления для избирательного изменения выходной мощности источника электропитания переменного тока.
3. Устройство по п.1, в котором электропроводный материал содержится в тигле, а резонансная частота каждой пассивной цепи и резонансная частота активной цепи выбраны так, что изменение выходной частоты источника электропитания переменного тока вызывает направление индукционной мощности в секции электропроводного материала, находящегося, по существу, в нерасплавленном состоянии.
4. Устройство по п.3, дополнительно содержащее систему управления для избирательного изменения выходной мощности источника электропитания переменного тока.
5. Устройство по п.3, дополнительно обеспечивающее регулировку выходной частоты с тем, чтобы фазовый сдвиг между токами в активной цепи и каждой пассивной цепи был приблизительно равен 90°.
6. Устройство по п.1, в котором электропроводным материалом является токоприемник, связанный с процессом поглощения тепла, в котором тепло поглощается от токоприемника путем теплопроводности или излучения.
7. Устройство по п.6, в котором система управления изменяет выходную частоту источника электропитания переменного тока для подачи индукционной мощности в выбранные секции токоприемника.
8. Устройство по п.7, в котором система управления изменяет выходную частоту источника электропитания переменного тока в течение множества временных интервалов за период управления.
9. Устройство по п.7, в котором указанный по меньшей мере один активный индуктор представляет собой один активный индуктор, а указанный по меньшей мере один пассивный индуктор представляет собой пару пассивных индукторов, причем один из пары пассивных индукторов расположен примыкая к противоположным концам секции единственного активного индуктора, а каждый из пары пассивных индукторов образует пассивную цепь, и каждый из пары пассивных цепей работает на разной резонансной частоте.
10. Устройство по п.8, дополнительно содержащее систему управления для избирательного изменения выходной мощности источника электропитания переменного тока.
11. Способ управления электроиндукционным нагревом или плавлением электропроводного материала, окруженного на по меньшей мере одном первом участке по меньшей мере одним активным индуктором, образующим активную цепь, и на по меньшей мере одном втором участке по меньшей мере одним пассивным индуктором, образующим пассивную цепь вместе с конденсатором, причем пассивная цепь имеет резонансную частоту, отличную от резонансной частоты активной цепи, способ включает этапы, на которых:
подают первый переменный ток в активную цепь от источника электропитания для создания первого магнитного поля вокруг по меньшей мере одного активного индуктора, причем первое магнитное поле магнитно связано с электропроводным материалом, по существу, в по меньшей мере одном первом участке, и первое магнитное поле магнитно связано с по меньшей мере одним пассивным индуктором для индуцирования второго переменного тока в пассивной цепи и создания второго магнитного поля вокруг по меньшей мере одного пассивного индуктора, причем второе магнитное поле магнитно связано с электропроводным материалом, по существу, в по меньшей мере одном его втором участке; и
настраивают частоту первого переменного тока с тем, чтобы изменить распределение индукционной мощности, подаваемой в по меньшей мере один активный индуктор и в по меньшей мере один пассивный индуктор.
12. Способ по п.11, дополнительно включающий этап перекрывания, расположения с интервалом или с противоположным направлением обмотки по меньшей мере для одной пары примыкающих активных или пассивных индукторов.
13. Способ по п.11, в котором дополнительно регулируют выходную мощность источника электропитания.
14. Способ по п.11, в котором электропроводный материал помещают в тигель и настраивают частоту первого переменного тока с тем, чтобы расплавить участки электропроводного материала, которые, по существу, находятся в нерасплавленном состоянии.
15. Способ по п.14, в котором дополнительно регулируют выходную мощность источника электропитания.
16. Способ по п.14, в котором настраивают частоту первого переменного тока таким образом, чтобы фазовый сдвиг между токами в активной цепи и в пассивной цепи приблизительно составлял 90°.
17. Способ по п.11, в котором электропроводным материалом является токоприемник, при этом выполняют процесс поглощения тепла вблизи токоприемника таким образом, что при этом процессе посредством излучения или теплопроводности поглощается тепло, индуцированное в токоприемнике.
18. Способ по п.17, в котором указанный по меньшей мере один активный индуктор представляет собой единственный активный индуктор, а указанный по меньшей мере один пассивный индуктор представляет собой пару пассивных индукторов, причем каждый из пары пассивных индукторов образует пассивную цепь, и каждая пассивная цепь имеет разную резонансную частоту, при этом один из пары пассивных индукторов размещают на противоположных концах единственного активного индуктора и изменяют частоту для изменения индукционной мощности в каждом участке токоприемника.
19. Способ по п.18, в котором регулируют выходную мощность источника электропитания.
20. Способ по п.18, в котором изменяют выходную частоту источника электропитания в течение множества временных интервалов за период управления.
| US 6542535 В2, 01.04.2003 | |||
| RU 20026610 C1, 09.01.1995 | |||
| ИНДУКТОР ДЛЯ ПОВЕРХНОСТНОЙ ЗАКАЛКИ ИЗДЕЛИЙ СЛОЖНОЙ КОНФИГУРАЦИИ | 1991 |
|
RU2034045C1 |

