Изобретение относится к термообработке и может быть применено для закалки изделий сложной конфигурации.
Известен индуктор для нагрева плоских и криволинейных поверхностей, содержащий многовитковый провод и магнитопровод, в пазу которого укреплена токопро- водящая Т-образной формы водоохлаждающая шина, выполненная из немагнитного материала [1]
Однако в известном индукторе невозможно обеспечить равномерную закалку изделий переменного сечения, например, прокладок, стоек и т.д. используемых в системе люлечного подвешивания рам тележек подвижного состава, из-за того, что переменное магнитное поле, создаваемое токопроводящей шиной, в первую очередь нагревает участки, имеющие меньшее поперечное сечение, вследствие чего возникает перепад температур на участках с разным поперечным сечением. Резкое охлаждение вызывает в закаливаемых изделиях, имеющих температурный перепад, напряжение, остаточные деформации.
Наиболее близким по технической сущности к предлагаемому является индуктор, содержащий токопровод, спрейер, магнитопровод и приспособление для установки изделия. Токопровод выполнен в виде рамочной однорядной катушки, виткам которой придается крестообразная форма, переходящая внутри катушки в прямоуголь- ную петлю [2]
Недостатком известного индуктора является то, что быстропеременное магнитное поле, образуемое каждым витком крестообразной формы, обеспечивает равномерный нагрев изделий только сферической формы, вращаемых с постоянной угловой скоростью.
При вращении относительно индуктора изделия, не имеющего сферической формы, создаются зоны перегрева, так как поверхность изделия то проходит под индуктирующими витками и температура нагрева резко возрастает, то выходит из зоны действия быстропеременного магнитного поля и температура понижается, т. е. нагрев носит пульсирующий характер, если изделие установлено стационарно (не вращается), равномерного нагрева поверхности также не получается, так как создаются зоны ослабленного и сильного поля, а быстрое охлаждение не позволяет получить оптимальную структуру и требуемое свойство закаливаемого слоя.
Целью изобретения является обеспечение равномерной закалки зон переменных сечений изделий сложной конструкции.
Для этого в индукторе для поверхностной закалки изделий сложной конфигурации, содержащем токопровод, спрейер, магнитопровод и приспособление для установки изделий, магнитопровод выполнен с U-образным пазом, токопровод в виде активного и пассивного элементов, при этом активный элемент выполнен в виде параллельно соединенных проводников, один участок которого выполнен со спрейерами с сетчатой поверхностью и контурами, повторяющими контур закаливаемой поверхности и установленными в пазу магнитопро- вода, а другой участок выполнен с дополнительным охлаждением крайних проводников, пассивный элемент расположен под активным участком со спрейерами в пазу магнитопровода, а приспособление для установки изделий выполнено с узлом регулировки зазора между изделием и спрейером и размещено под спрейером активного участка.
При просмотре патентной и научно-технической литературы не обнаружено признаков, отличающих предлагаемое техническое решение от прототипа.
На фиг. 1 показан предлагаемый индуктор, общий вид в изометрии; на фиг. 2 индуктор, общий вид; на фиг. 3 сечение А-А на фиг. 2; на фиг. 4 узел I на фиг. 3.
Индуктор состоит из установочной плиты 1, токопровода 2, приспособления 3 для установки изделий на термообработку. Токопровод 2 выполнен в виде активного элемента, соединенного с токоведущими шинами 4 и контактными колодками 5, и пассивного элемента взаимной индуктивности и охлаждения 6. Активный элемент выполнен, например, из трех полых парал- лельно соединенных проводников 7-9, (прямоугольного профиля), жестко соединенных между собой, причем один участок проводников, например 7 и 9 токопровода 2 выполнен со спрейерами 10 с сетчатой поверхностью и контурами, повторяющими контур закаливаемой поверхности и установленными в пазу 11 магнитопровода 12. Другой участок проводник 8 токопровода 2 проходит через спрейеры 10 без изменения и служит для охлаждения токопровода 2 в процессе работы. Магнитопровод 12 выполнен с U-образным пазом. Пассивный элемент взаимной индуктивности и охлаждения 6 магнитопровода 12 расположен под активным участком со спрейерами 10 в пазу 11 магнитопровода 12 и выполнен из того же материала, что и токопровод 2, по форме кольца с двумя водоводами 13 для подвода охлаждающей жидкости. В верхней части токопровода 2 на крайних проводниках 7 и 9 встроено устройство дополнительного охлаждения изделия в период закалки в виде патрубков 14 и 15. Отверстия в спрейере выполнены с фасками под углом 30-40о к оси отверстия, благодаря чему струи охлаждающей жидкости, вытекающие из отверстий, имеют угол падения 20-30о, что позволяет исключить образование по поверхности изделия паровой пленки и обеспечить равномерное охлаждение закаливаемой поверхности.
Плита 1 состоит из двух частей, выполненных из изолирующего материала. В верхней части плиты 1 крепится токопровод 2, приспособление 3 для установки изделий на термообработку, размещенное под спрейером 10 активного участка, и выполнено с узлом регулировки зазора 16 между изделием 17 и спрейерами 10 с помощью подложек из калиброванных медных прокладок 18 из условия Н3 Н, где Н3 высота зазора, Н глубина закаливающей поверхности. В нижней части плиты 1 имеются базовые отверстия 19 для установки индуктора на закалочный станок.
Индуктор предназначен для работы с частотой 2,5 кГц.
Индуктор работает следующим образом.
От жидкостного распределителя поступает охлаждающая жидкость давлением 4-5 атм в проводник 7 токопровода 2 и в элемент 12.
Изделие 17 с переменным сечением устанавливается в приспособление 3. Подается ток высокой частоты. При прохождении тока высокой частоты по токопроводу 2 вокруг последнего образуется быстропеременное магнитное поле, изменяющееся по величине, направлению и времени. Ток высокой частоты в процессе закалки постепенно нарастает. В зоне спрейеров 10, где происходит процесс нагрева изделия, создаются условия равномерного электрического режима нагрева быстропеременным магнитным полем тока высокой частоты за счет магнитной стабилизации тока. Стабилизация достигается наличием равномерного зазора 16 между магнитопроводом 12 и поверхностью изделия 17. Это предназначено для того, чтобы обеспечить необходимое постоянство намагничивающей силы при разомкнутых концах магнитопровода 12 при изменении быстропеременного магнитного потока в спрейере 10 вследствие изменения удельного электрического сопротивления и магнитной проницаемости по поверхности переменного сечения изделия. Постоянное нарастание тока высокой частоты на спрейере 10, вызванное изменение электрического сопротивления в изделии, приводит к изменению переменного магнитного потока на концах магнитопровода 12 на величину намагничивающих сил в разомкнутой части (зазор 16). Изменение магнитного потока компенсируется изменением индукции в магнитопроводе 12 от потока рассеяния спрейера 10 с элементом 6. При этом стабилизируется ток высокой частоты в контуре на спрейере 10. Таким образом магнитное поле, созданное такой стабилизацией, равномерно и направлено через равномерный зазор 16 к изделию 17 (узел переменных сечений). Процесс происходит до достижения температуры закалки. В момент достижения заданной температуры отключается ток высокой частоты и подается закалочная жидкость под давлением 4-5 атм в два крайних проводника токопровода 2. Процесс охлаждения осуществляется одновременно в двух направлениях: с наружной стороны через патрубки 14 и 15 с помощью струи (общее охлаждение) и душевого распыления через спрейер 10 непосредственно в зоне закалки. Жидкость, проходящая по спрейеру 10, находится под давлением 4-5 атм, попадает на изделие 17 через отверстия спрейера 10 под углом 20-30о и охлаждает зону закалки. Образуемая в начальный момент охлаждения водновоздушная пленка мгновенно разрушается. Применение двух зон охлаждения после закалки обеспечивает скорость и равномерность охлаждения закаливаемой поверх- ности.
После окончания процесса закалки изделия последнее снимается с индуктора, затем устанавливается другое и цикл повторяется.
Технико-экономическая эффективность от использования изобретения заключается в том, что выполнение спрейеров сетчатого типа по контуру закаливаемого изделия позволяет получить равномерный по глубине закаливаемый слой, обеспечивает повышение прочности закаливаемого слоя. По результатам испытаний опытного образца, проведенных совместно с ВНИИТВЧ, примерно в 8 раз сокращается время термообработки, что в свою очередь ведет к уменьшению расхода электроэнергии.
| название | год | авторы | номер документа |
|---|---|---|---|
| Индукционная установка для непрерывно-последовательной закалки дорожек качения колец крупногабаритных подшипников | 1985 |
|
SU1281593A1 |
| ИНДУКТОР ДЛЯ НАГРЕВА ПОВЕРХНОСТЕЙ ИЗДЕЛИЙ ТОКАМИ ВЫСОКОЙ ЧАСТОТЫ | 2002 |
|
RU2216598C1 |
| Станок для индукционной закалки длинномерных изделий | 1984 |
|
SU1254033A1 |
| Индуктор для высокочастотной закалки валов | 1986 |
|
SU1721844A1 |
| Кольцевой индуктор для высокочастотной термообработки деталей | 1978 |
|
SU745025A1 |
| УСТРОЙСТВО для ЗАКАЛКИ ШЕСТЕРЕН I | 1971 |
|
SU307193A1 |
| Индукционный нагреватель | 1982 |
|
SU1025736A1 |
| УСТАНОВКА ДЛЯ ЛОКАЛЬНОЙ ЗАКАЛКИ ОСЕЙ ТОКАМИ ВЫСОКОЙ ЧАСТОТЫ | 2010 |
|
RU2453611C1 |
| КУЛАЧКОВЫЙ МЕХАНИЗМ С КИНЕМАТИЧЕСКИМ ЗАМЫКАНИЕМ И СПОСОБ МЕСТНОЙ ЗАКАЛКИ РОЛИКОВОГО ПАЗА КУЛАЧКА | 2014 |
|
RU2575279C1 |
| Установка для термообработки изделий | 1990 |
|
SU1770385A1 |



Изобретение относится к термообработке и может быть применено для закалки изделий сложной конфигурации. Целью изобретения является обеспечение равномерной закалки зон переменных сечений изделий сложной конфигурации. Индуктор состоит из установочной плиты 1, токопровода 2, приспособления 3 для установки изделий на термообработку, спрейера 10, магнитопровода 12, элементов взаимной индуктивности и охлаждения и устройства регулировки зазора между изделием и спрейером 10. Изделие устанавливают в приспособлении 3. При прохождении тока вокруг токопровода 2 образуется быстропеременное поле, которое в зоне закалки преобразуется в равномерно направленное магнитное поле, создающее условие для равномерного нагрева изделия. В момент достижения заданной температуры отключается ток и подается закалочная жидкость. Процесс охлаждения осуществляется одновременно в двух направлениях: общим охлаждением и охлаждением непосредственно в зоне закалки. 4 ил.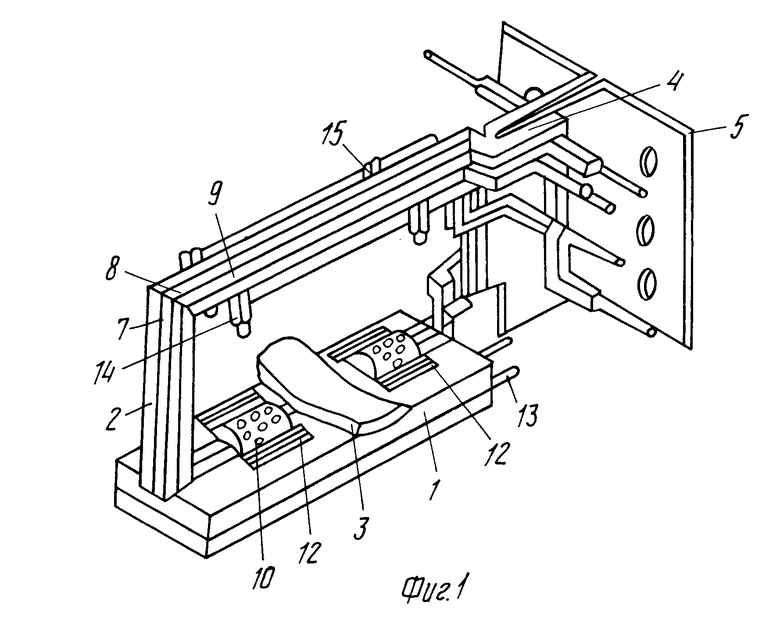
ИНДУКТОР ДЛЯ ПОВЕРХНОСТНОЙ ЗАКАЛКИ ИЗДЕЛИЙ СЛОЖНОЙ КОНФИГУРАЦИИ, содержащий токопровод, спрейер, магнитопровод и приспособление для установки изделий, отличающийся тем, что магнитопровод выполнен с  -образным пазом, токопровод в виде активного и пассивного элементов, при этом активный элемент выполнен в виде параллельно соединенных проводников, один участок его выполнен со спрейерами с сетчатой поверхностью и контурами, повторяющими контур закаливаемой поверхности и установленными в пазу магнитопровода, а другой участок выполнен с дополнительным охлаждением крайних проводников, пассивный элемент расположен под активным участком со спрейерами в пазу магнитопровода, а приспособление для установки изделий выполнено с узлом регулировки зазора между изделием и спрейером и размещено над спрейером активного участка.
-образным пазом, токопровод в виде активного и пассивного элементов, при этом активный элемент выполнен в виде параллельно соединенных проводников, один участок его выполнен со спрейерами с сетчатой поверхностью и контурами, повторяющими контур закаливаемой поверхности и установленными в пазу магнитопровода, а другой участок выполнен с дополнительным охлаждением крайних проводников, пассивный элемент расположен под активным участком со спрейерами в пазу магнитопровода, а приспособление для установки изделий выполнено с узлом регулировки зазора между изделием и спрейером и размещено над спрейером активного участка.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| 0 |
|
SU285018A1 | |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
