Область техники, к которой относится изобретение
Настоящее изобретение относится к печи с холодным тиглем с нагревом электромагнитной индукцией, предназначенной для плавки по меньшей мере одного электропроводящего материала, такого как оксид и/или металл, содержащей два индуктора с по меньшей мере одним витком.
Печь по изобретению с холодным тиглем может представлять собой печь с автотиглем.
Особенно интересным предполагаемым применением является плавка смеси металла(ов) и оксида(ов). Кориум - это смесь расплавленных материалов (UO2, ZrO2, Zr, сталь), которая в случае тяжелых ядерных аварий способна образоваться в ходе расплавления топливных сборок и контрольных стержней ядерного реактора.
Несмотря на то, что изобретение описано со ссылкой на плавку кориума, оно также применимо к плавке методом электромагнитной индукции любого электропроводящего материала. Уточним здесь, что плавка действительно может быть выполнена на оксиде, который, хотя и является в холодном состоянии очень хорошим электрическим изолятором, свыше определенной температуры становится проводником. Поэтому в рамках изобретения, когда нужно выполнить плавку оксида, сначала ее инициируют с помощью резистора, предпочтительно в форме металлического кольца, именуемого обычно металлическим токоприемником индукционных токов, вокруг печи, потом, когда оксид достигнет определенной температуры и, следовательно, станет проводником, в оксиде будет возможна индукция с использованием печи по изобретению.
Таким образом, изобретение применимо, в частности, к печам, используемым в литейном производстве или в металлургии.
Уровень техники
Производство материалов в области литейного производства или металлургии обычно требует их расплавления и поддержания в жидком состоянии в течение достаточно длительного времени, чтобы добиться гомогенизации жидкости в отношении различных компонентов или температуры или, чтобы обеспечить возможность осуществления химических реакций внутри жидкости. Для этого важно перемешиванием привести жидкость в движение. Таким образом, в указанных областях широко распространенным способом осуществления плавления больших масс металла является способ нагрева в тигельной печи с использованием электромагнитной индукции. Основными преимуществами такого способа является простота его применения, эффективность и возможность отсутствия какого-либо контакта между источником тепловой энергии и металлом.
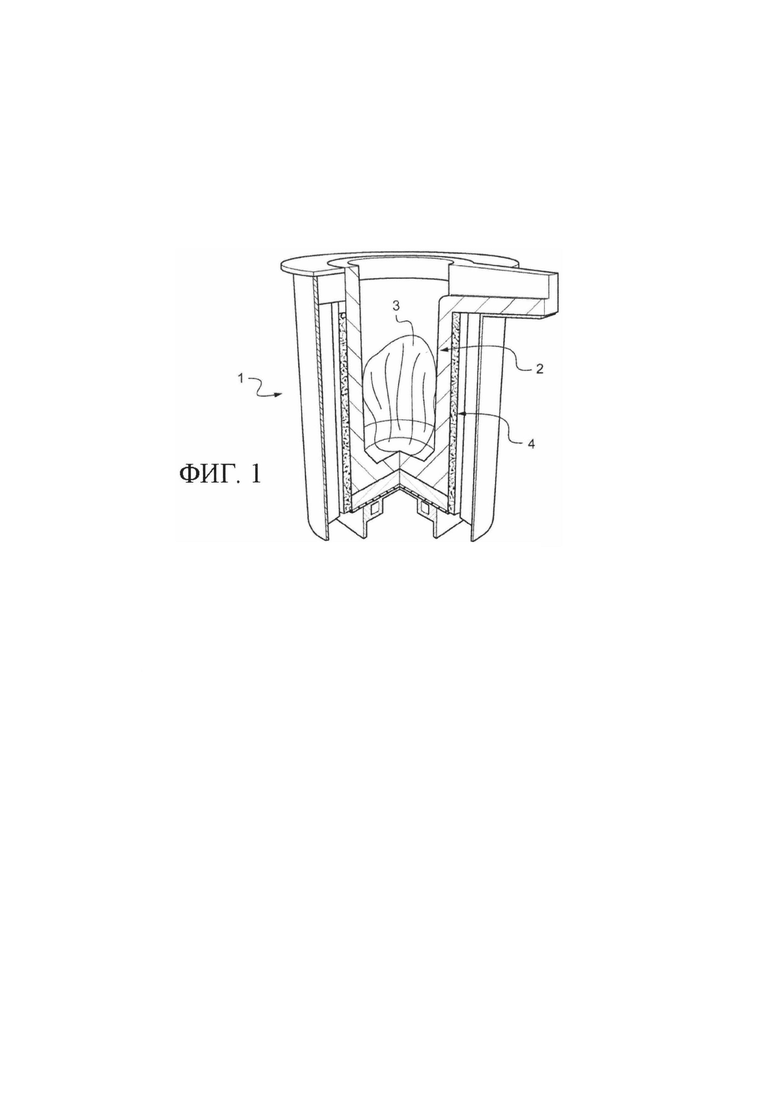
На фиг. 1 проиллюстрирована печь 1 с индукционным нагревом, содержащая тигель 2, предназначенный для вмещения шихты 3, то есть некоторой массы и объема электропроводящего материала. Боковая оболочка тигля 2 окружена индуктором 4, на который подается переменный ток некоторой высокой частоты, предназначенный для нагрева электромагнитной индукцией содержащейся в тигле шихты 3.
Как проиллюстрировано на фиг. 1, стенки тигля выполнены из огнеупорного материала, например, набивной массы или проводящего материала, например, графита. Недостатком таких тиглей является то, что температура их стенок поднимается до температуры шихты. Таким образом, образующий данные стенки огнеупорный материал (вместилище) и содержащиеся в нем примеси способны диффундировать в шихту (содержимое), что особенно мешает в случае, когда тигли предназначены для вмещения особенно химически активных материалов, например, сплавов на базе титана или стекол/эмалей, термообработка которых предназначена для придания продукту очень высокой чистоты. Это также является мешающим фактором в конкретной области использования изобретения, предложенного авторами, которые, действительно, сталкиваются с необходимостью выполнения плавки типичной для кориума смеси металла и оксидов (UO2, ZrO2, Zr, сталь). Однако, возникают не только те же самые проблемы с диффузией огнеупорного материала в шихту, но, кроме того, требующаяся для плавления кориума температура составляет порядка 3000 K, при этом температура плавления UO2 величина того же порядка. Ни один огнеупорный материал за исключением оксида тория (ThO2), поставка которого оказалась невозможной из-за радиоактивности тория (Th), не способен выдержать такую температуру.
Кроме того, имеются и другие недостатки, связанные с тиглем. Прежде всего, материал из расплавляемой шихты может понемногу проникать во вместилище вследствие его пористости. Вместилище понемногу растворяется вследствие сильной реакционной способности расплавляемого материала. В этом случае плавка не может продолжаться долго.
Поэтому рабочую температуру стенок тигля (вместилища) в вышеупомянутых условиях обязательно ограничивают.
Таким образом, возможное решение для осуществления плавки химически активных материалов с огнеупорными материалами и/или материалами с очень высокой температурой плавления заключается в использовании тигля, в котором применяется тот же принцип нагрева электромагнитной индукцией, но именуемый холодным тиглем или же тиглем с холодными стенками. В литературе также говорят о типе индукционных печей с автотиглем, так как на внутренней периферии печи у холодных стенок образуется затвердевший слой материала собственно шихты, который можно рассматривать как представляющий собой внутреннюю стенку тигля. Печи с холодным тиглем уже хорошо зарекомендовали себя для небольших количеств обычно порядка нескольких десятков килограммов металлической шихты.
Химически активные материалы, которые таким образом могут быть расплавлены при высокой температуре выше 1500°С и даже достигающей 3000°С в печах с холодным тиглем, могут быть как металлическими, например, титаном, сталью или различными сплавами, так и оксидами, например, стеклом, оксидом титана, оксидами редкоземельных металлов, или смесью последних, например, вышеупомянутым кориумом, или же слабопроводящими материалами, такими как кремний, эмали, стекла и т.д.
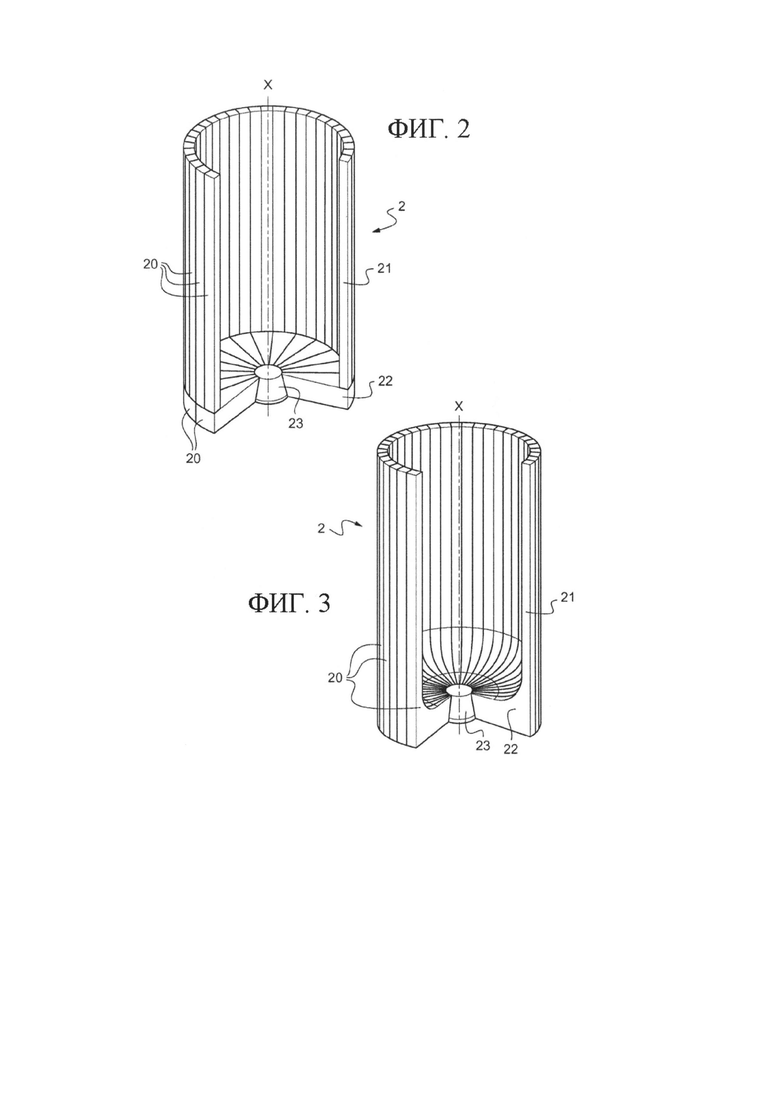
На фиг. 2-4 представлена часть такой печи 1 с холодным тиглем - тигель 2 образован стенками из электропроводящего материала, разделенными по вертикали на несколько электрически изолированных друг от друга продольных полых секторов 20. Такие сектора 20 обычно выполнены из такого металла, как медь, преимуществом которого является низкое удельное электрическое сопротивление и хорошие теплообменные свойства. Кроме того, внутри секторов происходит циркуляция текучей охлаждающей среды (не показана), обычно воды. Данная охлаждающая среда позволяет поддерживать внутреннюю поверхность секторов 20, находящуюся в контакте с жидкой шихтой, при температуре значительно ниже температуры плавления шихты, обычно ниже 300°С.
Учитывая трудности процесса плавки, холодный тигель 2 может содержать отдельные сектора 20 между боковой оболочкой 21, также называемой кожухом, и дном 22, также называемым подиной, как проиллюстрировано на фиг. 2. В данной конфигурации плоскость стыка между боковой оболочкой 21 и подиной 22 имеет скорее прямоугольную форму.
Каждый сектор 20 боковой оболочки 21 и подины 23 также может быть одним и тем же сектором 20, как проиллюстрировано на фиг. 3. В данной конфигурации возможны такие сектора 20, у которых внутренняя стенка между боковой оболочкой 21 и подиной 22 имеет полусферическую форму.
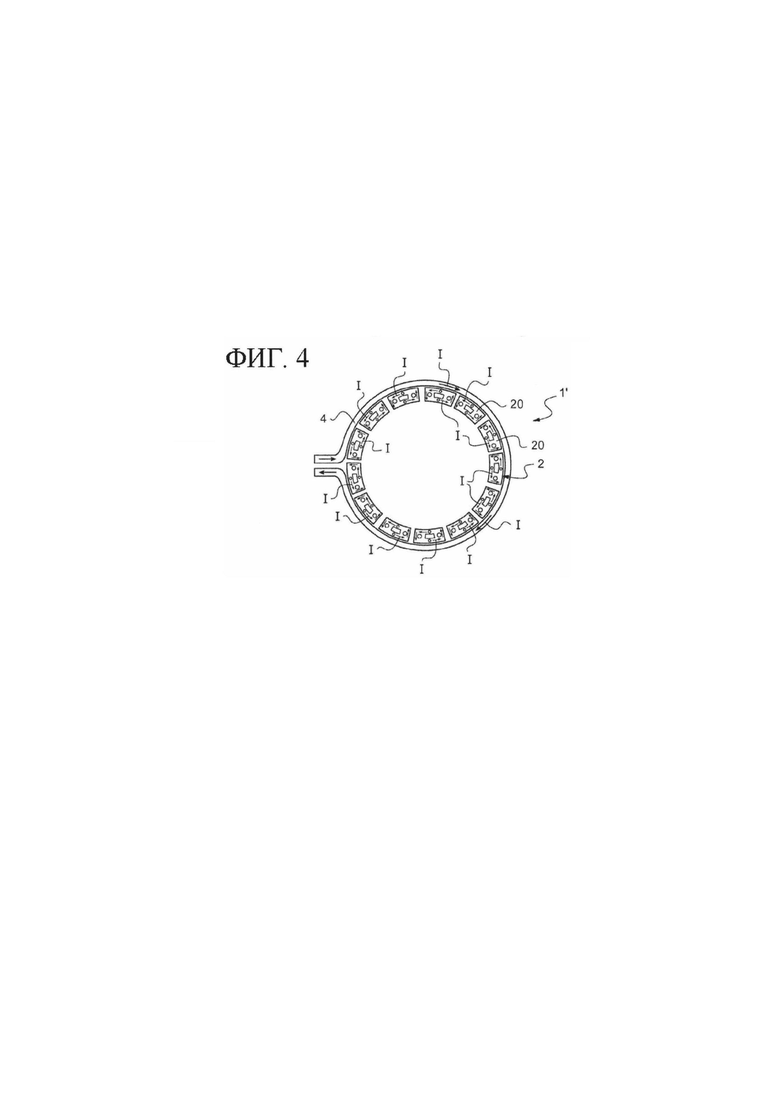
Боковая оболочка 21 холодного тигля 2 размещена внутри индуктора 4, по меньшей мере, с одним витком, на который подается переменный ток I определенной частоты, создающий индуцированные токи I в секторах 20 - токи I с возможностью их замыкания при огибании внутренней стенки тигля, в котором они создают магнитное поле. Таким образом, циркулирующий в индукторе 4 ток высокой частоты создает периферийный ток в каждом из секторов 20. Совокупность токов на внутренней периферии каждого сектора 20 создает электромагнитное поле в содержащейся в тигле шихте. Действительно, любой электропроводящий материал в таком тигле является локализацией индуцированных токов, которые во взаимодействии с созданным индуктором 4 магнитным полем приводят к возникновению электродвижущих сил, называемых силами Лоренца. Таким образом, индуцируемые в шихте токи, соответствующие сумме прямой индукции от индуктора 4 и косвенной индукции от холодного тигля 2, позволяют нагреть материал(ы) шихты до плавления и при этом происходит перемешивание жидкой шихты под действием сил Лоренца, а также естественной конвекции, вызванной градиентами температуры в жидкой шихте.
Благодаря системе охлаждения температура внутренней поверхности секторов 20 значительно ниже температуры расплавляемой шихты и при контакте с секторами 20 тигля 2, а также с подиной 22 происходит быстрое затвердевание расплавленного материала с возможностью образования твердого диффузионно-барьерного слоя, позволяющего избежать какой-либо химической активности между материалом секторов и расплавленным материалом. Иными словами, вследствие затвердевания шихты на несколько миллиметров и даже сантиметров происходит образование корки небольшой толщины, то, что в уровне техники называется автотиглем из шихты, или холодным тиглем. Данный холодный тигель допускает перепад температуры от порядка 20-250°С в случае медного холодного тигля до температуры солидуса расплава шихты.
Таким образом, печи с холодным тиглем обладают всеми преимуществами вышеупомянутых печей с индукционным нагревом с так называемым «горячим» тиглем, такими как применение высоких температур, кроме того, высокая чистота шихты, обусловленная отсутствием загрязнения тиглем, осуществление перемешивания, благодаря которому состав расплава шихты становится однородным и которое улучшает теплопередачу и, следовательно, повышает температурную однородность.
И наоборот, известные печи с холодным тиглем в силу своего принципа действия имеют множество ограничений.
Как было упомянуто выше, боковой индуктор 4, нагревающий шихтовый материал, инжектирует в находящийся на некоторой глубине на периферии шихты материал джоулеву мощность, величина которой меняется в зависимости от частоты тока питания индуктора и удельного сопротивления шихтового материала. Так как нижняя часть тигля изготовлена из такого электропроводящего материала, как медь, она изменяет линии магнитного поля и, следовательно, индуцированные токи. Таким образом, инжектированная джоулева мощность оказывается меньше в нижней части тигля, как проиллюстрировано на фиг. 5, где ясно видно, что распределение Σ плотности индуцированной мощности быстро линейно уменьшается по мере приближения к подине 22.
Это явление в сочетании с охлаждением секторов 20 боковой оболочки 21 и подины 22 приводит к тому, что толщина корки на подине 22 оказывается значительно больше, чем на боковой оболочке 21, как это показано на фиг. 6. Обычно в зависимости от конфигурации бокового индуктора 4 и используемого охлаждения толщина e1 корки на подине 22 может быть в 2-3 и даже в 10 раз больше толщины е2 корки на боковой оболочке 21. На фиг. 6 можно четко различить образовавшуюся корку, содержащую ванну В жидкого расплавленного материала или материалов, с ее двумя толщинами e1, е2 с переходной зоной Т между ними. Таким образом, ванна В жидкого материала находится в верхней части, причем несмотря на усиленные силами Лоренца термогидравлические процессы, генерируемые боковым индуктором 4.
Толщины корки различаются в зависимости от типа материала(ов), которые требуется расплавить. Чем ниже удельная теплопроводность, тем больше может быть толщина корки. Уточним здесь, что для таких прозрачных материалов, как стекло, нужно учитывать кажущуюся удельную теплопроводность, обусловленную частично проводимостью, частично лучеиспусканием. В случае металлов, у которых удельная теплопроводность достаточно высока, обычно порядка 10-50 ватт на метр-кельвин (Вт⋅м-1⋅K-l), толщина корки может быть порядка мм, в то время как в случае оксидов и/или материалов с низкой удельной теплопроводностью обычно порядка 1-5 Вт⋅м-1⋅K-l, толщина корки может достигать нескольких десятков мм.
После того как материал(ы) расплавились, можно производить выпуск последнего (последних) в расплавленном состоянии. В этот момент важно учитывать, что чем больше масса автотигля, которую невозможно разлить, тем ниже выход материала у способа плавки.
Могут быть предусмотрены два способа выпуска плавки: либо путем наклона тигля, либо самотеком после извлечения расположенной в подине 22 пробки-стопора 23.
В значительном числе применений способ с наклоном тигля не может быть использован по технологическим причинам и из-за стоимости. В частности, в той области применения, с которой столкнулись авторы изобретения, плавление типичной для кориума смеси материалов требует создания контролируемой атмосферы. Для применения наклона печи с холодным тиглем в такой камере потребовалось бы спроектировать камеру очень больших размеров. Кроме того, из-за того, что печь фактически по всей периферии содержит системы охлаждения, наклон потребовал бы принятия очень сложных мер. Наконец, очень серьезным сдерживающим фактором может оказаться время, необходимое для осуществления наклона.
Выпуск плавки самотеком также имеет некоторое число ограничений. Прежде всего, после извлечения пробки-стопора, чтобы освободить сквозное отверстие, через которое могла бы вытекать ванна жидкого материала или смесь материалов, необходимо разбить корку на дне тигля. Это осуществляется с помощью механического устройства типа молота.
Итак, чем больше толщина корки, тем ее будет труднее и даже невозможно разбить без нарушения целостности самой корки и/или повреждения расположенного вокруг нее оборудования.
Поэтому, для успешного выполнения классического выпуска плавки используют перегрев ванны жидкого расплавленного материала. Однако тепловые потери при этом оказываются значительными, так как одновременно имеют место потери лучеиспусканием с поверхности ванны, потери на проводимость на стенках тигля и потери за счет конвекции, обусловленные окружающей атмосферой. Данные потери приводят к тому, что общая производительность способа может оказаться очень низкой - порядка 10%. А в случае переохлаждения потери увеличиваются еще в 1,5-2 раза в зависимости от температуры переохлаждения, что дополнительно влияет на производительность способа. Чтобы это компенсировать, обычно повышают электрическую мощность индукционного генератора и увеличивают размеры системы охлаждения. Таким образом, значительное увеличение размеров общего оборудования с сопутствующим повышением добавочной стоимости осуществляется исключительно с целью выпуска плавки.
Но даже после принятия таких мер нельзя быть уверенным в том, что переохлаждения будет достаточно для обеспечения выпуска плавки.
Решение, которое уже было ранее рассмотрено, заключается в том, чтобы добавить один индуктор локально вокруг зоны выпуска плавки под подиной, которая является зоной расположения пробки-стопора и должна быть освобождена путем извлечения последней. На фиг. 7 схематически показан такой индуктор, названный выпускным индуктором 4', расположенный вокруг переходной зоны 24 выпуска плавки. Данный выпускной индуктор 4' позволит создать дополнительные индуцированные токи вокруг зоны Zb ванны жидкого материала вертикально над зоной 24 выпуска плавки и, следовательно, нагреть данную зону Zb, что должно таким образом ослабить корку на данном уровне. На фиг. 8 схематически показаны распределения Σ1, Σ2 плотности мощности, индуцированные соответственно боковым индуктором 4 и выпускным индуктором 4'.
Данное решение с выпускным индуктором описано, например, в публикациях [1]-[7], а также и в патенте ЕР 1045216 В1. Это решение относится исключительно к плавке металла, такого как титановый скрап согласно данному патенту, при температуре не выше 1700°С и поэтому не подходит для задач плавки оксидов.
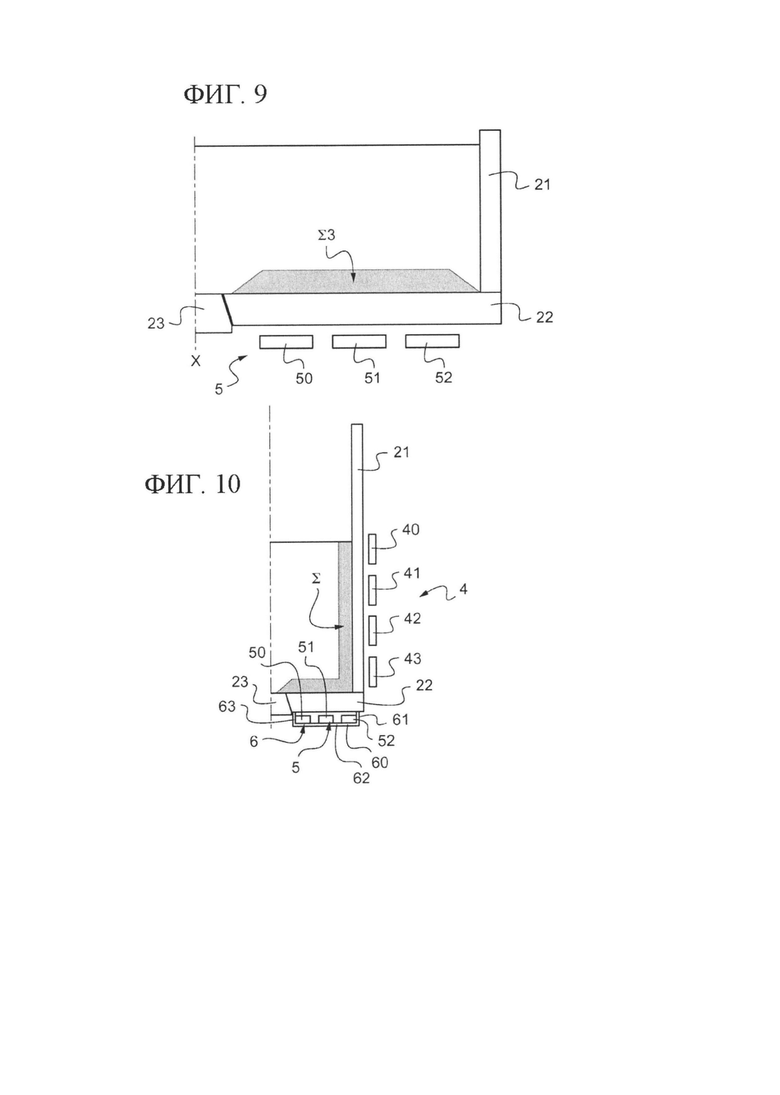
Некоторые способы плавки требуют применения тиглей, диаметр которых значительно больше их высоты. В этом случае индуктор необходимо разместить под подиной. Такой индуктор, называемый донным индуктором 5, схематически показан на фиг. 9, на которой также можно увидеть обеспечиваемое им распределение S3 плотности мощности. В данной конфигурации тепловые потери за счет конвекции могут оказаться значительными, поскольку они напрямую связанны со свободной поверхностью ванны жидкого материала, а тепловые потери на проводимость на стенке боковой оболочки не компенсируются вследствие отсутствия бокового индуктора.
Резюмируя вышесказанное, недостатки классических печей с холодным тиглем связаны с толщиной корки, которая (слишком) велика в направлении, перпендикулярном к местонахождению индуктора, как правило, на дне (подине), вследствие установки в большинстве случаев бокового индуктора. Данная значительная толщина корки, чтобы ее локально уменьшить, обязывает осуществлять перегрев ванны жидкого материала, что в качестве основных недостатков имеет следствием увеличение тепловых потерь и необходимость повышения мощности индукционного генератора и системы охлаждения печи.
Решение, которое уже было ранее рассмотрено, такое как то, что описано в публикации [8], заключается в добавлении одного бокового витка, значительно удаленного от витков, расположенных под подиной, и образующего в итоге единый индуктор с донным индуктором. Данный боковой виток инжектирует мощность, локализуемую в верхней части ванны. Это решение не приспособлено к полной плавке (боковой и донной) таких материалов, как рассматриваемые в предусмотренном в рамках изобретения основном применении.
Другое решение заключается в установке двух индукторов, то есть в добавлении дополнительно к боковому индуктору так называемого донного индуктора под подиной, но при этом зона выпуска плавки остается свободной.
Таким образом можно получить непрерывность плотности мощности в расплавляемом материале или материалах, что позволяет уменьшить толщину корки на дне, т.е. в контакте с подиной, причем без необходимости перегрева ванны жидкого материала, как в вышеупомянутых классических решениях. Без перегрева для получения переохлаждения - при этом не происходит значительного увеличения тепловых потерь и может быть лучше оптимизирована индуцированная мощность.
В патенте US 4609425 описано такое решение для печи с холодным тиглем с двумя отдельными индукторами - одним боковым и одним донным. Температура плавления, которую можно получить с помощью описанной печи, ограничивается примерно 1550°С, что исключает любую плавку с оксидами. Кроме того, теплостойкость и использование неэлектропроводящего материала подины печи является сложной проблемой и не может подходить для плавок при температуре порядка 2200°С и предпочтительно 3000°С.
В патенте US 4687646 также раскрыта печь с холодным тиглем с одним боковым и одним донным индукторами. Данный патент, конечно, упоминает о плавке оксидов, но раскрытая в нем печь в действительности не может осуществлять плавку разнородной смеси оксидов/металла, имеет те же самые недостатки, что и печь согласно патенту US 4609425 и, кроме того, из-за ее конфигурации исключает всякий выпуск плавки самотеком.
В патенте JP 10253260 также описана печь с холодным тиглем с двумя отдельными индукторами, позволяющая осуществлять плавку только металлов с очень низкими значениями индукционной частоты порядка 60 Гц и при температурах плавки ниже температуры плавления оксидов. Авторы данного патента стараются любой ценой избежать образования корки и поэтому используют донный индуктор для того, чтобы приподнять расплавляемую массу так, чтобы она не находилась в контакте с подиной. Конфигурация подставки донного индуктора и подины в соответствии с данным патентом рассчитана таким образом, чтобы в точности следовать контуру системы охлаждения донного индуктора. Вследствие этого должна быть обеспечена герметичность подины, поэтому ее стенки обязательно непрерывные, то есть подина не разделена на сектора. Поэтому если попытаться использовать предлагаемый донный индуктор для функционирования при более высоких частотах индукции, весьма вероятно, что индуцированные токи могут не пройти через подину или не настолько, чтобы обеспечить удовлетворительную плавку. Точнее, чтобы обеспечить плавление оксидов частота индукции должна составлять несколько сотен кГц или даже 100 кГц. Силы Лоренца достаточно слабые. Следовательно, если нужно получить высокую температуру плавления, то неэлектропроводящий материал подины не подойдет.
Напротив, если подина согласно патенту JP 10253260 металлическая, то, учитывая, что подина не разделена на сектора, магнитное поле, индуцированное при высокой частоте порядка 100 кГц, не сможет пройти через нее и, следовательно, не сможет создать индуцированные токи в шихте для ее плавления.
Помимо вышеупомянутых недостатков патентов US 4609425, USE 4687646 и JP 10253260, раскрытые решения с двумя отдельными индукторами - боковым и донным, имеют один существенный недостаток. Каждый из двух индукторов может индуцировать токи в окружающих компонентах. В частности, и особенно ток, индуцированный одним из индукторов, будет создавать помехи в другом индукторе и наоборот - явление, которое обычно определяется термином «взаимоиндукция». Кроме того, что снижается КПД индуктора, находящегося под воздействием помех, а именно донного индуктора, возникает риск того, что помехи станут причиной неисправности двух независимых генераторов тока с потенциально разными рабочими частотами, управляющая электроника которых не сможет выдержать встречных индуцированных токов. В случае единственного генератора тока для обоих индукторов, скомбинированного с системой распределения мощности на оба индуктора, рабочая частота является одинаковой. В этом случае взаимоиндукция может только уменьшить кпд и не позволит получить оптимизированного распределения мощности.
Следовательно, существует потребность в усовершенствовании печей с холодным тиглем с нагревом электромагнитной индукцией, в частности, с целью обеспечения возможности уменьшения толщины корки на подине, причем без переохлаждения ванны расплавленного материала или материалов, а именно содержащего (содержащих) оксиды, и/или без увеличения в значительной степени стоимости оборудования печей, и/или без генерации нежелательных индуцированных токов, способных создать помехи для устройств, расположенных в окружении индуктора или индукторов, а именно генераторов тока.
Техническая проблема, на решение которой направлено изобретение, состоит в том, чтобы, по меньшей мере, частично удовлетворить эту потребность.
Раскрытие сущности изобретения
Для этого объектом изобретения в одном из его аспектов является печь с холодным тиглем с нагревом электромагнитной индукцией, предназначенная для плавки по меньшей мере одного электропроводящего материала, такого как оксид и/или металл, содержащая:
- тигель для вмещения материала для плавки, стенки которого выполнены из электропроводящего материала, предпочтительно меди, и содержат боковую оболочку имеющую в целом форму цилиндрического тела вращения вокруг оси X и дно, называемое подиной, имеющее по меньшей мере одну пробку-стопор, причем и боковая оболочка и подина разделены, каждая, на электрически изолированные сектора, вытянутые параллельно оси X;
- по меньшей мере один индуктор, называемый боковым индуктором с по меньшей мере одним витком, накрученным вокруг наружной периферии боковой оболочки;
- по меньшей мере один индуктор, называемый донным индуктором, с по меньшей мере одним витком, накрученным вокруг оси X напротив нижней стороны подины с оставленной свободной зоной под пробкой-стопором.
Оба индуктора, т.е. боковой индуктор и донный индуктор, служат для плавки и гомогенизации шихты.
Согласно изобретению печь, кроме того, содержит по меньшей мере одно устройство, образованное концентратором магнитного потока, представляющим собой элемент из ферромагнитного материала, содержащий по меньшей мере одну боковую стенку и одну донную стенку, расположенные соответственно напротив нижней стороны и наружной периферии донного индуктора.
Под «концентратором магнитного потока» здесь и в рамках изобретения понимают элемент из материала с относительно большой и даже очень большой магнитной проницаемостью, то есть с величиной μr значительно больше 1. Преимущественно может идти речь об элементе из феррита или об элементе, состоящем из пакета листов магнитной стали.
Уточним, что элемент-концентратор по изобретению имеет общую форму тела вращения вокруг оси X, и может содержать одну или несколько выемок, отверстий, канавок, чтобы в случае необходимости пропустить через них электрические токоподводы донного индуктора, которые, кроме того, могут включать трубы, подводящие жидкий теплоноситель для охлаждения донного индуктора.
Поэтому изобретение заключается в том, чтобы окружить основную часть донного индуктора, не находящуюся прямо напротив подины, элементом, высокая и даже очень высокая магнитная проницаемость которого позволит удерживать генерируемые донным индуктором магнитные поля в зоне на уровне дна тигля в контакте с подиной.
Таким образом, благодаря удержанию, или иными словами, локализации магнитных полей будет улучшено их воздействие на шихтовой(ые) материал(ы). Отсюда повышение кпд донного индуктора, причем без необходимости в чрезмерном увеличении размеров оборудования печи с холодным тиглем. Авторы изобретения считают, что кпд можно повысить на 20-30% по сравнению с решением с двумя индукторами без концентратора по изобретению.
Кроме того, концентратор по изобретению позволяет избежать или, по меньшей мере, значительно сократить появление взаимоиндукции между боковым индуктором и донным индуктором. Это позволяет избежать риска возникновения электромагнитных помех в индукционных генераторах и, следовательно, легче обеспечить два различных питания с выделенными частотами - одна для бокового индуктора, другая для донного индуктора.
Наконец, концентратор по изобретению позволяет увеличить силы Лоренца внутри расплавляемого(ых) материала(ов). Таким образом, благодаря концентратору по изобретению в конфигурациях с присутствием металла в шихте для плавки, в которых тепловые потери на проводимость значительно больше, чем в случае оксидов, могут быть улучшены условия для полулевитации шихты и таким образом сокращены тепловые потери на контакт. Частоты в данных конфигурациях предпочтительно будут более низкими.
Решение магнитного концентратора по изобретению отличается от защитного электромагнитного экрана, который мог бы порекомендовать специалист по уровню техники: действительно, когда сталкиваются с проблемой появления взаимоиндукции между боковым индуктором и донным индуктором, склоняются скорее к тому, чтобы традиционным образом выполнить защитный электромагнитный экран между обоими индукторами, но такой экран не только создаст риск наведения других, губительных для задачи плавки токов, но, кроме того, разумеется, будет не способен эффективным образом локализовать магнитное поле донного индуктора. Следует, к тому же, подчеркнуть, что ни при каких обстоятельствах защитный электромагнитный экран не может быть приравнен к концентратору магнитного потока по изобретению.
Согласно одному преимущественному способу осуществления элемент-концентратор магнитного потока дополнительно содержит боковую стенку, расположенную напротив внутренней периферии донного индуктора, при этом обе боковые стенки и донная стенка элемента образуют по существу U-образный элемент, в котором расположен донный индуктор. Благодаря данной дополнительной боковой стенке можно избежать необходимости восстанавливать все токи, которые могут быть индуцированы проводящей стенкой, предназначенной для выпуска расплавляемого(ых) материала(ов).
Согласно другому преимущественному варианту осуществления можно предусмотреть размещение под боковым индуктором дополнительного сегментированного или не сегментированного концентрирующего магнитного кольца. В результате выполненных авторами изобретения вычислений для некоторых геометрических конфигураций близости обоих индукторов с высокими потенциальными мощностями авторы изобретения смогли установить, что наличие дополнительного концентрирующего магнитного кольца позволяет в качестве преимущества значительно ослабить взаимоиндукцию между обоими индукторами.
Такой дополнительный магнитный концентратор под боковым индуктором позволяет усилить результаты вышеописанного магнитного концентратора. Действительно, по мощности, частотам и близости обоих индукторов данный дополнительный концентрирующий магнитный элемент (кольцо или сегмент) может увеличить КПД донного индуктора и уменьшить взаимоиндукцию вплоть до почти полного ее исчезновения.
Предпочтительно элемент-концентратор по изобретению является ферритовым или выполнен из листовой магнитной стали.
Согласно преимущественному варианту боковой индуктор и донный индуктор способны функционировать одновременно при разных частотах.
Согласно данному варианту целесообразно, чтобы рабочая частота донного индуктора была несколько меньше рабочей частоты бокового индуктора.
В случае плавки оксидов и смешанных материалов оксид/металл при допустимой загрузке порядка 30-1000 кг:
- источники мощности бокового индуктора и донного индуктора рассчитаны на функционирование в диапазоне частот приблизительно от 500 Гц до 300 кГц в зависимости от шихты;
- в особом случае применения для плавки кориума источники мощности бокового индуктора и донного индуктора рассчитаны на функционирование предпочтительно в диапазоне частот приблизительно от 80 кГц до 160 кГц.
Как правило, можно выбрать одну рабочую частоту бокового индуктора или донного индуктора, которая подходила бы для плавки одного или нескольких металлов, при этом другая из рабочих частот бокового индуктора или донного индуктора будет подходить для плавки одного или нескольких оксидов.
Объектом изобретения в другом из его аспектов также является применение вышеописанной печи для плавки смеси по меньшей мере одного или нескольких металлов с одним или несколькими оксидами.
Смесью может быть смесь металлов (сталь, цирконий и т.д.) с оксидами (урана UO2, циркония и т.д.), а также с компонентами из бетона, причем смесь является характерной для кориума.
Осуществление изобретения
Другие преимущества и отличительные признаки будут лучше понятны при чтении подробного описания, приведенного в качестве неограничительного примера со ссылками на следующие фигуры, среди которых:
- фиг. 1 - вид в аксонометрии с частичным вырывом тигельной печи с нагревом электромагнитной индукцией;
- фиг. 2 - вид в аксонометрии с частичным вырывом примера осуществления тигля для печи с холодным тиглем с нагревом электромагнитной индукцией, в котором боковая оболочка и подина, разделены каждая, на одинаковые сектора, причем сектора боковой оболочки отличны от секторов подины;
- фиг. 3 - вид в аксонометрии с частичным вырывом другого примера осуществления тигля для печи с холодным тиглем с нагревом электромагнитной индукцией, в котором боковая оболочка и подина, разделены каждая, на одинаковые сектора, причем каждый сектор является общим одновременно для боковой оболочки и для подины;
- фиг. 4 - схематический вид сверху тигельной печи также с нагревом электромагнитной индукцией, образующей печь с холодным тиглем;
- фиг. 5 - схематический вид в осевом полуразрезе печи с холодным тиглем с индукционным нагревом с единственным боковым индуктором согласно уровню техники, при этом фиг. 5 показывает распределение плотности мощности вдоль стенки боковой оболочки;
- фиг. 6 - повторяет фиг. 5 и показывает ванну жидкого(их) расплавленного(ых) материала (материалов) в тигле и толщины корки на боковой оболочке и на подине;
- фиг. 7 - схематический вид в осевом полуразрезе печи с холодным тиглем с индукционным нагревом с боковым индуктором и выпускным индуктором согласно уровню техники, при этом фиг. 7 показывает ванну жидкого(их) расплавленного(ых) материала (материалов) в тигле и локальную плавильную зону над пробкой-стопором, толщины корки автотигля на боковой оболочке и на подине;
- фиг. 8 - повторяет фиг. 7 и показывает распределение плотности мощности вдоль стенки боковой оболочки и над подиной;
- фиг. 9 - схематический вид в осевом полуразрезе печи с холодным тиглем с индукционным нагревом с тиглем, диаметр которого больше его высоты, и с единственным донным индуктором согласно уровню техники, при этом фиг. 9 показывает распределение плотности мощности вдоль стенки подины;
- фиг. 10 - схематический вид в осевом полуразрезе печи с холодным тиглем с индукционным нагревом с боковым индуктором, донным индуктором и концентратором магнитного потока по изобретению, при этом фиг. 10 показывает распределение плотности мощности одновременно вдоль стенки боковой оболочки и подины при рабочих частотах, одинаковых для индукторов;
- фиг. 11 - повторяет фиг. 10 и показывает ванну жидкого(их) расплавленного(ых) материала (материалов) в тигле и толщины корки автотигля на боковой оболочке и на подине;
- фиг. 12 - повторяет фиг. 10 и показывает распределение плотности мощности одновременно вдоль стенки боковой оболочки и подины при рабочей частоте донного индуктора, которая меньше рабочей частоты бокового индуктора;
- фиг. 13 - схематический вид в осевом полуразрезе печи с холодным тиглем с индукционным нагревом с боковым индуктором, донным индуктором и концентратором магнитного потока по изобретению, к которому добавлен дополнительный концентратор магнитного потока под боковым индуктором;
- фиг. 14 - вид, идентичный виду на фиг. 13, показывающий вариант осуществления дополнительного концентратора магнитного потока, соответствующего изобретению.
Во всей настоящей заявке термины «вертикальный», «нижний», «верхний», «низ, вниз», «верх, вверх», «под» и «над», «внутренний», «наружный» следует понимать по отношению к печи с холодным тиглем с индукционным нагревом, расположенной в вертикальной рабочей конфигурации. Таким образом, в рабочей конфигурации печь установлена в вертикальном положении с дном (подиной), через которое удаление расплавленного материала происходит вниз.
Фиг. 1-9 уже были прокомментированы во вводной части. Поэтому они не будут подробно описаны в дальнейшем.
Для ясности элементы, общие для тигельной печи согласно уровню техники и согласно изобретению имеют одни и те же цифровые позиционные обозначения.
На фиг. 10 представлена печь 1 с холодным тиглем, включающая, по меньшей мере, один концентратор 6 магнитного потока согласно изобретению. Такая печь 1 предназначена предпочтительно для осуществления плавки шихты, представляющей собой типичную для кориума смесь металла(ов) и оксида(ов), такого как оксид урана UO2.
Такая печь 1 включает медный тигель 2, окруженный боковым индуктором, т.е. электромагнитной индукционной катушкой 4, по меньшей мере, с одним витком, накрученным вокруг наружной периферии боковой оболочки 21 тигля. В представленном примере индуктор 4 включает равное четырем число последовательных равноудаленных один от другого одинаковых витков 40-43.
Не представленная здесь боковая стенка тигля 2 разделена на некоторое количество одинаковых секторов 20.
Тигель 2 также включает дно 22, называемое подиной. Дно 22 содержит пробку-стопор 23, выполненную с возможностью удаления материала или смеси материалов после того как он (они) перейдут в жидкое состояние посредством плавки.
Благодаря такому разделению стенки или боковой оболочки 21 тигля 2 на сектора 20 при прохождении переменного тока по витку или виткам индуктора 2 индуцированные токи не остаются локализованными на периферии тигля, а обтекают каждый сектор 20, как это уже было объяснено во вводной части в связи с фиг. 4. Совокупность токов на внутренней периферии каждого сектора 20 создает электромагнитное поле в содержащейся в тигле шихте.
Таким образом, индуцируемые в шихте токи, соответствующие сумме прямой индукции, создаваемой индуктором 4, и косвенной индукции, создаваемой холодным тиглем 2, позволяют нагреть материал(ы) шихты до плавления, а благодаря силам Лоренца, а также естественной конвекции, вызванной температурными градиентами в жидкой шихте, происходит перемешивание жидкой шихты. Когда расплавляемая шихта становится жидкой, она вступает в контакт со стенками тигля 2, охлаждаемыми не показанной системой охлаждения, что приводит к ее отвердеванию и созданию таким образом корки, то есть твердого слоя, образованного в материале(ах) шихты, первоначально загруженной в тигель 2.
Применение такой печи 1 с холодным тиглем обладает преимуществами при плавке шихты, представляющей собой типичную для кориума смесь оксида урана и металла. Действительно, температура плавления оксида урана составляет порядка 2865°С, что намного выше температуры плавления металлов, в частности титана. При таких температурах металл характеризуется почти нулевой вязкостью, то есть он может проникнуть в малейшую трещину тигля.
Благодаря образованию корки, как было объяснено выше, можно быть уверенным, с одной стороны, в том, что присутствующий в расправляемой шихте металл ни в коем случае не вызовет коррозии металла, из которого выполнены стенки тигля, а, с другой стороны, что смесь материалов сохранит свою первоначальную чистоту.
Предпочтительно между двумя последовательными (соседними) секторами 20 установить не показанный элемент из электроизоляционного материала. Такой изоляционный элемент служит не только для того, чтобы избежать утечек и уменьшить тепловые потери, но также и для того, чтобы свести к минимуму возможность образования электрической дуги между медными секторами 20 во время работы печи.
Как проиллюстрировано на фиг. 10, печь также содержит донный индуктор 5, по меньшей мере, с одним витком 50, 51, 52, накрученным вокруг оси X напротив нижней стороны подины 22 так, чтобы под пробкой-стопором 23 оставалась свободная зона. В проиллюстрированном примере донный индуктор 5 имеет три одинаковых и равноудаленных один от другого витка.
Наличие в качестве средств нагрева одновременно бокового индуктора 4 и донного индуктора 5 позволяет получить непрерывность плотности мощности, индуцированной в расплавляемом шихтовом материале. Таким образом обеспечивается лучшее распределение толщины корки без необходимости переохлаждения шихты как в классических решениях согласно уровню техники. Благодаря этому не происходит значительного увеличения тепловых потерь и может быть оптимизирована мощность индукции.
Учитывая это, авторы изобретения проанализировали, не способен ли наведенный донным индуктором 5 ток создать помехи для функционирования бокового индуктора 4 и наоборот. Это явление, известное как «взаимоиндукция», которое может даже привести к повреждению донных индукционных генераторов, значительно слабее.
Поэтому авторы изобретения разместили концентратор 6 магнитного потока, представляющий собой элемент 60 из ферромагнитного материала, содержащий, по меньшей мере, одну боковую стенку 61 и одну донную стенку 62, расположенные напротив нижней стороны и наружной периферии донного индуктора 5.
Элемент 60 из ферромагнитного материала позволяет таким образом удерживать создаваемое донным индуктором 5 магнитное поле в локальной зоне на подине 22 вокруг центральной пробки-стопора 23.
Это позволяет не только уменьшить и даже устранить любую взаимоиндукцию, но, кроме того, увеличить кпд донного индуктора 5. Это проиллюстрировано на фиг. 10, где видно, что одновременно и на боковой оболочке 21 и на подине 22 имеется хорошее распределение Σ плотности мощности индукции.
Фиг. 11 иллюстрирует гомогенную ванну В расплавляемого(ых) материала(ов) и почти равномерное распределение е толщины корки, полученной благодаря обоим индукторам 4, 5 с концентратором магнитного потока по изобретению.
Согласно преимущественному способу осуществления, когда подлежащая плавке шихта представляет собой смесь оксидов и, по меньшей мере, одного металла, такую как смесь, типичная для кориума, на боковой индуктор 4 подают переменный ток, имеющий частоту, отличную от частоты донного индуктора 5. Действительно, температура плавления такого металла, как титан, обычно порядка 1800°С явно ниже температуры плавления таких оксидов, как оксид урана UO2, порядка 2865°С.
Таким образом, если на боковой индуктор 4 и на донный индуктор 5 подавать ток с двумя разными частотами, одна из которых подходит для индукционной плавки металла (металлов), а другая - для плавки оксидов, можно убедиться в одновременном расплавлении компонентов смеси по-прежнему с обеспечением перемешивания и, следовательно, гомогенной смеси, и, кроме того, можно убедиться в том, что в ходе всего процесса плавки металл (металлы) не будет (не будут) вступать в непосредственный контакт со стенками тигля. Действительно, с одной стороны, для одного и того же материала чем больше частота индукции, тем больше электромагнитная волна должна проникнуть в указанный материал и, следовательно, генерировать в массе джоулев нагрев.
С другой стороны, как было сказано выше, вследствие разницы в температуре плавления оксиды требуют более высоких частот индукции, а металл (металлы) - более низких.
Наконец, после запуска процесса плавки в печи, когда оксиды начнут плавиться, у металла (металлов) будет почти нулевая вязкость.
Таким образом, при использовании только одной частоты индукции для функционирования печи по изобретению существует риск просачивания плавящегося(ихся) металла (металлов) в малейшую трещину в стенках тигля. Также существует риск налипания металла (металлов) на указанные стенки, что может привести к нежелательному эффекту образования экрана для электромагнитных волн и, потенциально, к повреждению холодного тигля.
Следовательно, функционирование печи по изобретению на двух разных частотах -одна для бокового индуктора 4, другая для донного индуктора 5, позволяет исключить или, по крайней мере, уменьшить такие риски: от начала до конца процесса плавки происходит отклонение металла (металлов) к внутренней части тигля. Таким образом получают гомогенную смесь в равновесной системе плавящихся составляющих. Тем не менее, в частности в случае, когда шихта образована в основном оксидом(ами), боковой индуктор 4 и донный индуктор 5 могут функционировать на относительно близких и даже одинаковых частотах.
Фиг. 12 иллюстрирует данный преимущественный способ осуществления с рабочей частотой донного индуктора 5 ниже рабочей частоты бокового индуктора 4: вследствие этого распределение Σi плотности мощности менее значительно на боковой оболочке 21, чем на подине 22.
На фиг. 13 и 14 представлен преимущественный способ осуществления печи по изобретению. Согласно данному способу под боковым индуктором 4 предусмотрено размещение дополнительного концентрирующего магнитного элемента в форме сегментированного или не сегментированного кольца 7.
Как проиллюстрировано, данное кольцо 7 может содержать единственную стенку 70, вытянутую перпендикулярно к виткам 40, 41, 42, 43 бокового индуктора 4 (фиг. 13) или же оно может содержать дополнительную стенку 71, вытянутую параллельно виткам 40, 41, 42, 43 бокового индуктора 4 (фиг. 14).
Данное кольцо 7 под боковым индуктором 4 позволяет усилить результаты магнитного концентратора 6, 60. Действительно, в зависимости от мощности, частот и близости к обоим индукторам 4, 5, кольцо 7 должно увеличить КПД донного индуктора 5 и ослабить взаимоиндукцию вплоть до почти полного ее исчезновения.
Предпочтительно источники мощности бокового индуктора 4 и донного индуктора 5 рассчитаны на функционирование в диапазоне частот порядка 500 Гц - 300 кГц в зависимости от шихты.
Также в специфическом случае плавки кориума предпочтительно использовать источники мощности бокового индуктора 4 и донного индуктора 5, рассчитанные предпочтительно на функционирование в диапазоне частот порядка 80 Гц - 160 кГц.
Изобретение не ограничивается описанными примерами, можно, в частности, скомбинировать между собой отличительные признаки проиллюстрированных примеров в не проиллюстрированные варианты.
СПИСОК ЛИТЕРАТУРЫ
[1]: Reboux J. "High frequency induction currents and their utilization in the field of very high temperatures" (Индукционные токи высокой частоты и их применение в области очень высоких температур) // Ed. "Steel".-France. - 1965.
[2]: Петров Ю.Б. и Васильев А.С. (1966) Авторское свидетельство №185492 от 05.11.1965. Бюллетень изобретений, 17, 70 (на русском языке).
[3]: Петров Ю.Б., Бешта С.В., Лопух Д.Б. и др. (1992) «Физическое моделирование тяжелых аварий корпусных реакторов и исследование жидкого кориума с использованием индукционной плавки в холодном тигле».
Труды 3-й Международной конференции Ядерного Общества СССР, Санкт-Петербург (на русском языке).
[4]: Bechta S., Khabensky V., Vitol S., Krushinov E., Lopukh D., Petrov Y., Petchenkov A., Kulagin I., GraNovsky V., Kovtunova S., Martinov V., Gusarov V. (2001) "Experimental studies of oxidic molten corium-vessel steel interaction" (Экспериментальные исследования взаимодействия расплава оксидного кориума со сталью корпуса). Nuclear Engineering and Design, 210(13): 193-224, 2001. ISSN 0029-5493.
http://www.sciencedirect.com/science/article/pii/S0029549301003776.
[5]: Asmolov V.G., Bechta S.V., Khabensky V.B et al. 2004 "Partitioning of U, Zr and Fe between molten oxidic and metallic corium" (Распределение U, Zr и Fe по расплавленному оксидному и металлическому кориуму), Proceedings of MASCA Seminar 2004, Aix-en-Provence, France.
[6]: S.V. Bechta, V.B. Khabensky, V.S Granovsky et al. CORPHAD and METCOR ISTC projects. The first European Review Meeting on Severe Accident Research (ERMSAR2005) (Проекты МНТЦ CORPHAD и METCOR. Первая Европейская рабочая встреча по исследованиям тяжелых аварий (ERMSAR2005)), SARNET FI6O-CT-2004-509065, Aix-en-Provence, France, 14-16 November 2005, Session 2: CORIUM TOPICS, N1.
[7]: S. HONG, B. MIN et H. KIM ((Application of cold crucible for melting of UO2/ZrO2 mixture» (Применение холодного тигля для плавки смеси UO2/ZrO2). Materials Science and Engineering: A, 357(12):297-303, 2003. ISSN 0921-5093.
[8]: Д.Б. Лопух, А.П. Мартынов, A.B. Вавилов, П.М. Гарифуллин «Экспериментальное исследование условий пассивного слива остатков расплавленного стекла с подины посредством индукционной плавки в холодном тигле», 67 Научно-техническая конференция факультета университета, секция электротехники и преобразования электрической энергии, Работы студентов, аспирантов и молодых ученых, с. 157-160 (на русском языке).
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭЛЕКТРОМАГНИТНАЯ ИНДУКЦИОННАЯ ПЕЧЬ И ЕЕ ИСПОЛЬЗОВАНИЕ ДЛЯ РАСПЛАВЛЕНИЯ СМЕСИ МЕТАЛЛА (МЕТАЛЛОВ) И ОКСИДА (ОКСИДОВ), ПРЕДСТАВЛЯЮЩЕЙ СОБОЙ КОРИУМ | 2014 |
|
RU2667268C2 |
| ИНДУКЦИОННАЯ ПЕЧЬ, СОДЕРЖАЩАЯ ДОПОЛНИТЕЛЬНЫЙ РЕЗОНАНСНЫЙ КОНТУР | 2020 |
|
RU2822212C1 |
| Индукционная индукторная тигельная печь с кольцевым наборным магнитопроводом | 2016 |
|
RU2666395C2 |
| ИНДУКЦИОННАЯ ПЕЧЬ И СПОСОБ ОБРАБОТКИ СКЛАДИРУЕМЫХ МЕТАЛЛИЧЕСКИХ ОТХОДОВ | 2014 |
|
RU2664073C2 |
| ИНДУКЦИОННАЯ ТИГЕЛЬНАЯ ПЕЧЬ | 2017 |
|
RU2661368C1 |
| ИНДУКЦИОННАЯ ВАКУУМНАЯ ПЕЧЬ С ХОЛОДНЫМ ТИГЛЕМ | 1996 |
|
RU2096713C1 |
| Индукционная индукторная тигельная печь с проволочным индуктором | 2016 |
|
RU2669030C2 |
| Индукционная печь для плавки вулканической породы | 2023 |
|
RU2802941C1 |
| ИНДУКЦИОННАЯ ПЕЧЬ | 1994 |
|
RU2092761C1 |
| ИНДУКЦИОННАЯ ПЕЧЬ | 2003 |
|
RU2301949C2 |


Изобретение относится к области металлургии и может быть использовано для плавки электропроводящего материала в печи с холодным тиглем с нагревом электромагнитной индукцией. Печь содержит тигель для плавки, выполненный из электропроводящего материала, предпочтительно меди, и боковую оболочку в целом цилиндрической формы тела вращения вокруг оси X и подину, снабженную по меньшей мере одной пробкой-стопором. Боковая оболочка и подина разделены на электрически изолированные сектора, параллельные оси X, один боковой индуктор с по меньшей мере одним витком, накрученным вокруг наружной периферии боковой оболочки, один донный индуктор с по меньшей мере одним витком, накрученным вокруг оси X напротив нижней стороны подины с оставленной свободной зоной под пробкой-стопором, по меньшей мере один концентратор магнитного потока, представляющий собой ферромагнитный элемент, содержащий по меньшей мере одну боковую стенку и одну донную стенку, расположенные напротив нижней стороны и наружной периферии донного индуктора. 2 н. и 9 з.п. ф-лы, 14 ил.
1. Печь с холодным тиглем с нагревом электромагнитной индукцией, предназначенная для плавки по меньшей мере одного электропроводящего материала, такого как оксид и/или металл, содержащая:
- тигель для вмещения подлежащего плавке материала, стенки (20) которого выполнены из электропроводящего материала, предпочтительно меди, и содержат боковую оболочку (21), имеющую в целом форму цилиндрического тела вращения вокруг оси X и дно, называемое подиной (22), имеющее по меньшей мере одну пробку-стопор (23), причем и боковая оболочка (21), и подина (22) разделены, каждая на электрически изолированные сектора, вытянутые параллельно оси X;
- по меньшей мере один индуктор, называемый боковым индуктором (4), по меньшей мере с одним витком (40, 41, 42, 43), накрученным вокруг наружной периферии боковой оболочки;
- по меньшей мере один индуктор, называемый донным индуктором (5), по меньшей мере с одним витком (50, 51, 52), накрученным вокруг оси X напротив нижней стороны подины с оставленной свободной зоной под пробкой-стопором (23),
отличающаяся тем, что она содержит по меньшей мере одно устройство, образующее концентратор (6) магнитного потока, представляющий собой элемент (60) из ферромагнитного материала, имеющий по меньшей мере одну боковую стенку (61) и одну донную стенку (62), расположенные соответственно напротив нижней стороны и наружной периферии указанного донного индуктора (5).
2. Печь по п. 1, отличающаяся тем, что упомянутый элемент концентратора магнитного потока дополнительно содержит одну боковую стенку (63), расположенную напротив внутренней периферии донного индуктора (5), при этом обе боковые стенки (61, 63) и донная стенка (62) упомянутого элемента по существу образуют U-образный элемент, в котором расположен донный индуктор (5).
3. Печь по п. 1, отличающаяся тем, что она содержит сегментированное или не сегментированное концентрирующее магнитное кольцо (7, 70, 71) под боковым индуктором.
4. Печь по п. 1, отличающаяся тем, что упомянутый элемент выполнен из феррита или изготовлен из магнитной листовой стали.
5. Печь по п. 1, отличающаяся тем, что боковой индуктор (4) и донный индуктор (5) выполнены с возможностью работы одновременно на разных частотах.
6. Печь по п. 5, отличающаяся тем, что рабочая частота донного индуктора меньше рабочей частоты бокового индуктора.
7. Печь по п. 1, отличающаяся тем, что рабочая частота бокового индуктора и донного индуктора находится в пределах приблизительно от 500 Гц до 300 кГц.
8. Печь по п. 7, отличающаяся тем, что рабочая частота бокового индуктора и донного индуктора находится в пределах от 80 кГц до 160 кГц, если подлежащая плавке смесь является характерной для кориума.
9. Печь по п. 5, отличающаяся тем, что одна из рабочих частот бокового индуктора (4) или донного индуктора (5) подходит для плавки одного или более металлов, а другая из рабочих частот бокового индуктора (4) или донного индуктора (5) подходит для плавки одного или более оксидов.
10. Применение печи с холодным тиглем по п. 1 для плавки смеси по меньшей мере одного или нескольких металлов с одним или несколькими оксидами.
11. Применение по п. 10, в котором смесь представляет собой смесь из по меньшей мере одного металла, например стали или циркония, с по меньшей мере одним оксидом, например оксидом урана или оксидом циркония, и с компонентами из бетона, причем смесь является характерной для кориума.
| Пломбировальные щипцы | 1923 |
|
SU2006A1 |
| Изложница с суживающимся книзу сечением и с вертикально перемещающимся днищем | 1924 |
|
SU2012A1 |
| СПОСОБ РЕГУЛИРОВАНИЯ ДАВЛЕНИЯ НА СТОРОНЕ ВЫСОКОГО ДАВЛЕНИЯ УСТРОЙСТВА И ХОЛОДИЛЬНОЕ ИЛИ НАГРЕВАТЕЛЬНОЕ УСТРОЙСТВО (ВАРИАНТЫ) | 1990 |
|
RU2039914C1 |
| Модельный состав для точного литья по выплавляемым моделям | 1956 |
|
SU109281A1 |

