Изобретение относится к области металлургии и может быть использовано при внепечной обработке жидкого металла в ковше путем продувки инертным газом.
Известны также способы, обеспечивающие пульсирующую подачу продувочного газа через фурмы и продувочные пробки. В случае донной продувки рассматриваются как минимум две продувочные пробки, через которые обеспечивается организация пульсирующего потока продувочного газа.
Наиболее близким к предлагаемому способу продувки металла в ковше является способ, обеспечивающий воздействие акустических колебаний на продувочный газ (патент РФ №2238984 С1, С7/072). При этом обеспечивается воздействие на размер пузырей продувочного газа в металле, что, в свою очередь, позволяет достигать оптимального размера пузырей, при котором увеличивается коэффициент массоотдачи, скорость всплывания пузырей и снижается агрессивное влияние обратного удара лопающихся пузырей на стойкость продувочной пробки.
Недостатком данного способа является малая мощность акустических колебаний, что при большом объеме и массе металла не позволяет достичь ускорения макроперемешивания металла и снижения содержания неметаллических включений в металле.
Техническим результатом предлагаемого изобретения является увеличение интенсивности макроперемешивания металла в ковше при одновременном воздействии на размер всплывающих в металле пузырей, что обеспечивает улучшение качества металла, а также снижение износа продувочной пробки и днища сталеразливочного ковша.
Решение этой задачи достигается за счет того, что в продувочное сопло пробки вмонтирован акустический высокочастотный излучатель, который создает акустические высокочастотные колебания. Акустический высокочастотный излучатель последовательно включен с низкочастотным генератором, создающим пульсирующие колебания. Расход инертного газа, подаваемого на акустический высокочастотный излучатель и низкочастотный пульсирующий генератор, поддерживают одинаковым и создают частоту акустических высокочастотных колебаний в пределах 100-5000 Гц, а частоту пульсирующих колебаний - в пределах 30-60 1/мин.
В случае продувки жидкого металла через продувочные сопла двух или более двух продувочных пробок расход продувочного газа, подаваемого на акустический высокочастотный излучатель и пульсирующий низкочастотный генератор, изменяют синхронно. При этом на каждом продувочном сопле пробки низкочастотные пульсирующие колебания сдвигают по фазе.
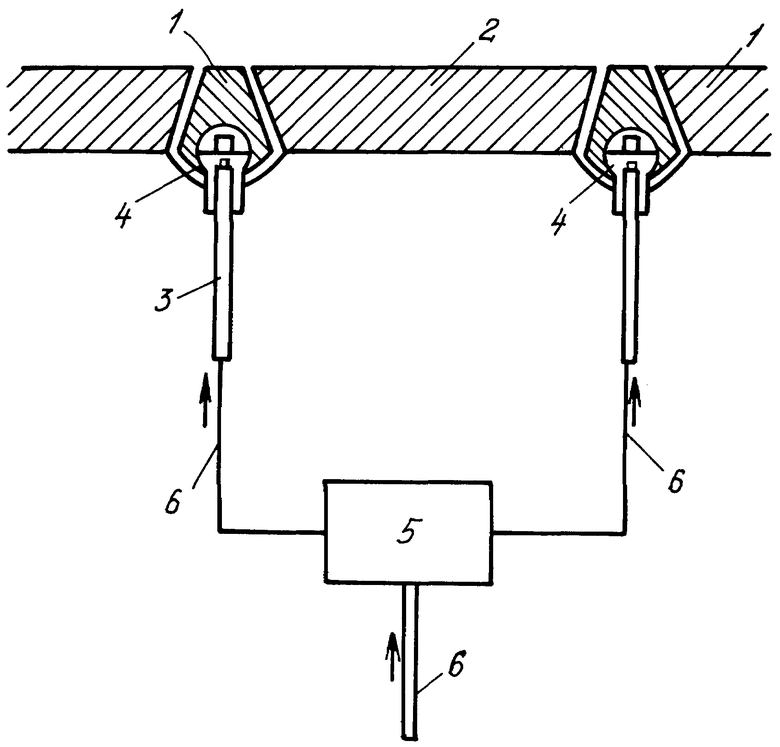
На чертеже представлено устройство, реализующее данный способ.
Оно состоит из продувочных пробок 1, установленных в днище ковша 2, продувочных сопел для подачи продувочного газа 3, акустического высокочастотного излучателя (АВИ) 4, низкочастотного генератора 5, трубопроводов для подачи газа 6.
Устройство работает следующим образом.
Выпущенный из печи металл передается в сталеразливочном ковше на установку внепечной обработки жидкого металла для доведения его до требуемого качества. Продувочный газ, например аргон, поступает по трубопроводу 6 в низкочастотный генератор 5, создающий пульсирующие колебания с частотой в пределах 30-60 1/мин. Далее газ поступает через продувочные сопла 3 в высокочастотный акустический излучатель 5, где создаются акустические высокочастотные колебания частотой 100-5000 Гц.
В зависимости от технологии продувки (в зависимости от задаваемой марки стали) в высокочастотном акустическом излучателе 4 задается частота высокочастотных колебаний, в низкочастотном генераторе 5 задается частота пульсирующих колебаний. В случае продувки через продувочные сопла двух или более двух продувочных пробок расход продувочного газа, подаваемого на акустический высокочастотный излучатель и пульсирующий низкочастотный генератор, изменяют синхронно, при этом на каждом продувочном сопле пробки низкочастотные пульсирующие колебания сдвигают по фазе.
Применение данного способа обеспечивает улучшение качества металла, сокращение длительности продувки и расхода продувочного газа, а также увеличение стойкости огнеупорных продувочных пробок и днища ковша.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОДУВКИ МЕТАЛЛА В СТАЛЕРАЗЛИВОЧНОМ КОВШЕ | 2011 |
|
RU2460808C1 |
| ФУРМА ДЛЯ ДОННОЙ ПРОДУВКИ МЕТАЛЛА ГАЗАМИ В КОВШЕ | 2005 |
|
RU2291202C1 |
| СПОСОБ ПРОДУВКИ МЕТАЛЛА | 2002 |
|
RU2238984C2 |
| ФУРМА ДЛЯ ДОННОЙ ПРОДУВКИ МЕТАЛЛА В КОВШЕ | 2010 |
|
RU2443784C1 |
| СПОСОБ ВНЕПЕЧНОГО РАФИНИРОВАНИЯ МЕТАЛЛИЧЕСКОГО РАСПЛАВА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2074896C1 |
| УСТРОЙСТВО ДЛЯ ОЧИСТКИ ПРОДУВОЧНЫХ ФУРМ В СТАЛЕРАЗЛИВОЧНЫХ КОВШАХ | 2005 |
|
RU2294968C1 |
| СПОСОБ ОБРАБОТКИ СТАЛИ В КОВШЕ | 2012 |
|
RU2507273C2 |
| Акустическая фурма | 1986 |
|
SU1361178A1 |
| СПОСОБ ВНЕПЕЧНОГО РАФИНИРОВАНИЯ МЕТАЛЛИЧЕСКОГО РАСПЛАВА | 1988 |
|
RU1547323C |
| СПОСОБ ПЕРЕМЕШИВАНИЯ СТАЛИ В КОВШЕ | 2002 |
|
RU2208054C1 |
Изобретение относится к металлургии, в частности к внепечной обработке жидкого металла в ковше. Способ включает продувку металла инертным газом через продувочные сопла в пробках, установленных в днище ковша, с использованием акустических высокочастотных и пульсирующих колебаний. Акустические высокочастотные колебания создают акустическим высокочастотным излучателем, вмонтированным в продувочное сопло пробки и последовательно включенным с низкочастотным генератором, создающим пульсирующие колебания. Расход инертного газа, подаваемого на акустический высокочастотный излучатель и низкочастотный пульсирующий генератор, поддерживают одинаковым и создают частоту акустических высокочастотных колебаний в пределах 100-5000 Гц, а частоту пульсирующих колебаний - в пределах 30-60 1/мин. При продувке жидкого металла через продувочные сопла двух или более двух продувочных пробок расход продувочного газа, подаваемого на акустический высокочастотный излучатель и пульсирующий низкочастотный генератор, изменяют синхронно, при этом на каждом продувочном сопле пробки низкочастотные пульсирующие колебания сдвигают по фазе. Использование изобретения позволяет повысить качество металла, увеличить стойкость огнеупорной продувочной пробки и днища ковша. 1 з.п. ф-лы, 1 ил.
1. Способ внепечной обработки жидкого металла в ковше, включающий продувку металла инертным газом через продувочные сопла в пробках, установленных в днище ковша, с использованием акустических высокочастотных и пульсирующих колебаний, при этом акустические высокочастотные колебания создают акустическим высокочастотным излучателем, вмонтированным в продувочное сопло пробки и последовательно включенным с низкочастотным генератором, создающим пульсирующие колебания, при этом расход инертного газа, подаваемого на акустический высокочастотный излучатель и низкочастотный пульсирующий генератор, поддерживают одинаковым и создают частоту акустических высокочастотных колебаний в пределах 100-5000 Гц, а частоту пульсирующих колебаний - в пределах  .
.
2. Способ по п.1, отличающийся тем, что в случае продувки жидкого металла через продувочные сопла двух или более двух продувочных пробок расход продувочного газа, подаваемого на акустический высокочастотный излучатель и пульсирующий низкочастотный генератор, изменяют синхронно, при этом на каждом продувочном сопле пробки низкочастотные пульсирующие колебания сдвигают по фазе.
| СПОСОБ ПРОДУВКИ МЕТАЛЛА | 2002 |
|
RU2238984C2 |
| СПОСОБ ВНЕПЕЧНОГО РАФИНИРОВАНИЯ МЕТАЛЛИЧЕСКОГО РАСПЛАВА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2074896C1 |
| RU 96115132 A, 27.11.1998 | |||
| RU 97110068 A, 10.07.1999 | |||
| ФУРМА ДЛЯ ПРОДУВКИ РАСПЛАВА МЕТАЛЛА И ВВОДА В РАСПЛАВ ПОРОШКООБРАЗНЫХ РЕАГЕНТОВ | 1998 |
|
RU2134303C1 |

