Изобретение относится к металлургии, в частности к внепечной обработке жидкого металла в ковше путем продувки его инертным газом.
Известны способы продувки металла в сталеразливочном ковше, заключающиеся в том, что инертный газ подается через продувочные фурмы, как минимум две, установленные в днище ковша. При этом подаваемый через фурмы продувочный газ приводит в движение слои жидкого металла, создавая условия для лучшего перемешивания как металла, так и задаваемых в ковш добавочных материалов.
Известен способ перемешивания стали в ковше, обеспечивающий пульсирующее колебание на продувочный газ по синусоидальному закону (патент №2304172). Применение данного способа продувки ускоряет время обработки, снижает расход добавочных в ковш материалов.
Наиболее близким к предлагаемому способу является способ продувки жидкого металла (патент №2376390), обеспечивающий комбинированное воздействие на продувочный газ: акустическое и пульсирующее. Причем акустические колебания находятся в пределах 100-5000 Гц, а частота пульсирующих колебаний находится в пределах 30-60 1/мин. Применение данного способа обеспечивает сокращение длительности продувки и расхода продувочного газа, увеличивает стойкость продувочного узла и днища ковша.
Недостатком данных способов является затухающая мощность пульсирующих колебаний в момент снижения расхода продувочного газа, что при работе пневматического устройства, через которое проходит продувочный газ, неизбежно. Снижение расхода продувочного газа снижает эффективность процессов удаления неметаллических включений и газов в обрабатываемом металле.
Техническим результатом предлагаемого изобретения является увеличение интенсивности макроперемешивания металла в ковше в результате воздействия на размер всплывающих в металле пузырей, что обеспечивает интенсификацию как процессов удаления из металла неметаллических включений, так и растворенных в металле газов.
Решение этой задачи достигается за счет того, что в способе продувки стали в ковше, включающем продувку стали инертным газом по меньшей мере через две продувочные фурмы, на каждую струю инертного газа, исходящую из продувочных фурм, накладываются акустические колебания определенной частоты. На струю инертного газа, исходящую из одной продувочной фурмы, накладываются акустические колебания частотой 500-1000 Гц, а на струю инертного газа, исходящую из второй продувочной фурмы, накладываются акустические колебания частотой 2000-3500 Гц.
На продувочный газ одной фурмы накладываются акустические колебания с частотой 500-1000 Гц. На продувочный газ другой фурмы накладываются акустические колебания с частотой 2000-3500 Гц.
При низких частотах (500-1000 Гц) акустических колебаний образуются крупные газовые пузыри, которые, поднимаясь вверх, увлекают за собой примыкающие слои металла и, следовательно, способствуют перемешиванию металла в ковше.
Повышение частоты акустических колебаний до 2000-3500 Гц приводит к уменьшению размеров пузырей, а это значит, что появляется возможность создать условия для эффективного удаления неметаллических включений и дегазации металла в ковше.
На Рис.1 представлено устройство, реализующее данный способ. Оно состоит из сталеразливочного ковша (1), в днище которого установлены продувочные фурмы (2), акустического излучателя низкой частоты (3), акустического излучателя повышенной частоты (4), запорной арматуры (5), трубопровода подачи продувочного газа (6).
Способ заключается в следующем.
Выпущенный из печи металл передается в сталеразливочном ковше на установку внепечной обработки стали жидкого металла для доведения его до требуемого качества. Продувочный газ, например аргон, подается по трубопроводу (6) в продувочные фурмы (2) через акустические излучатели (3, 4). Проходя через акустический излучатель (3), на струю продувочного газа накладываются акустические колебания с частотой 500-1000 Гц. Проходя через акустический излучатель (4), на струю продувочного газа накладываются акустические колебания с частотой 2000-3500 Гц.
В зависимости от особенности плавки во время обработки металла в ковше используются различные технологические приемы, в том числе и регулирование расходов продувочного газа на одну или другую фурму, или обе вместе, добиваясь выполнения требований, предъявляемых к обрабатываемому металлу.
Применение данного способа позволяет повысить качество металла, снизить время обработки металла в ковше, повысить стойкость продувочных фурм.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОДУВКИ ЖИДКОГО МЕТАЛЛА | 2007 |
|
RU2376390C2 |
| УСТРОЙСТВО ДЛЯ ОЧИСТКИ ПРОДУВОЧНЫХ ФУРМ В СТАЛЕРАЗЛИВОЧНЫХ КОВШАХ | 2005 |
|
RU2294968C1 |
| СПОСОБ ПОЛУЧЕНИЯ СУПЕРЧИСТОЙ СТАЛИ, РАСКИСЛЕННОЙ АЛЮМИНИЕМ, ДЛЯ ПРОИЗВОДСТВА ВЫСОКОКАЧЕСТВЕННОЙ МЕТАЛЛОПРОДУКЦИИ | 2019 |
|
RU2740949C1 |
| ФУРМА ДЛЯ ДОННОЙ ПРОДУВКИ МЕТАЛЛА В КОВШЕ | 2010 |
|
RU2443784C1 |
| СПОСОБ ВНЕПЕЧНОГО РАФИНИРОВАНИЯ МЕТАЛЛИЧЕСКОГО РАСПЛАВА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2074896C1 |
| СПОСОБ ПЕРЕМЕШИВАНИЯ СТАЛИ В МЕТАЛЛУРГИЧЕСКОМ АГРЕГАТЕ | 2017 |
|
RU2653743C1 |
| СПОСОБ ПРОДУВКИ МЕТАЛЛА | 2002 |
|
RU2238984C2 |
| ФУРМА ДЛЯ ДОННОЙ ПРОДУВКИ МЕТАЛЛА ГАЗАМИ В КОВШЕ | 2005 |
|
RU2291202C1 |
| СПОСОБ ПЕРЕМЕШИВАНИЯ СТАЛИ В КОВШЕ | 2005 |
|
RU2304172C1 |
| СПОСОБ ВНЕПЕЧНОГО НАГРЕВА СТАЛИ | 1998 |
|
RU2125614C1 |
Изобретение относится к металлургии, в частности к внепечной обработке стали в ковше. Способ содержит продувку стали инертным газом по меньшей мере через две продувочные фурмы. На струю инертного газа одной продувочной фурмы накладывают акустические колебания частотой 500-1000 Гц. На струю инертного газа другой продувочной фурмы накладывают акустические колебания частотой 2000-3500 Гц. Использование изобретения обеспечивает повышение качества стали, снижает время ее обработки в ковше, повышает стойкость продувочных фурм. 1 ил.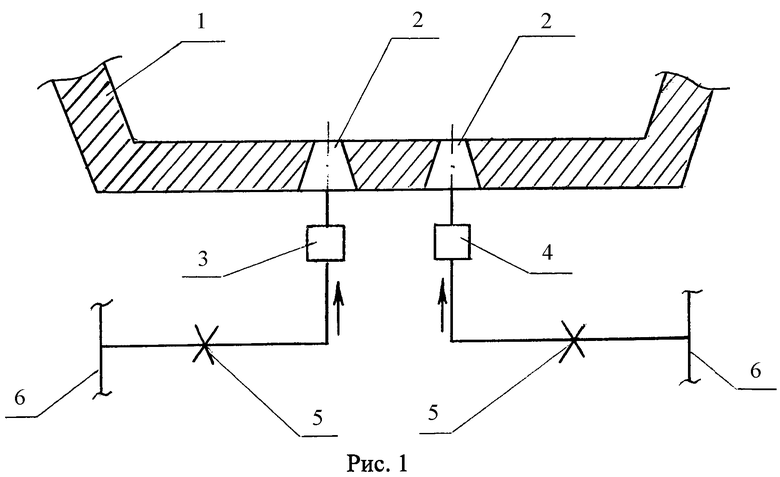
Способ продувки металла в сталеразливочном ковше, включающий продувку стали инертным газом по меньшей мере через две продувочные фурмы, при этом на каждую струю инертного газа, исходящую из продувочных фурм, накладывают акустические колебания, отличающийся тем, что на струю инертного газа, исходящую из одной продувочной фурмы, накладывают акустические колебания частотой 500-1000 Гц, а на струю инертного газа, исходящую из второй продувочной фурмы, накладывают акустические колебания частотой 2000-3500 Гц.
| СПОСОБ ПРОДУВКИ ЖИДКОГО МЕТАЛЛА | 2007 |
|
RU2376390C2 |
| СПОСОБ ПРОДУВКИ МЕТАЛЛА | 2002 |
|
RU2238984C2 |
| Прибор для вычерчивания чертежа лопастей водяных и воздушных винтов | 1937 |
|
SU54946A1 |
| JP 8041524 A, 13.02.1996. | |||

