Изобретение относится к области прикладной сверхпроводимости и может быть использовано при изготовлении сверхпроводников для работы в сильно нагруженных сверхпроводящих обмотках (механическое напряжение >100МПа), а также для сверхпроводящих обмоток и устройств, работающих в переменных режимах, например, сверхпроводящих накопителей энергии, дипольных и квадрупольных магнитов для ускорителей заряженных частиц.
Известен теплостабилизированный сверхпроводник, содержащий волокна из сверхпроводящего материала в матрице из металла или сплава с высокими проводящими свойствами и соединение из редкоземельных металлов с экстремально высокой теплоемкостью при низких температурах (например, СеАl3, CeCu6, НоСu2,
РrВ6, Gd2O3, Gd2O2S, U6Fe, Ube13, UZn17), либо в виде мелких частиц, диспергированных (распределенных) по всей матрице, либо в виде жил с существенно меньшим поперечным размером, чем сверхпроводящие волокна, причем эти жилы проходят по сверхпроводнику параллельно сверхпроводящим волокнам, либо в виде кольцевого слоя, окружающего матрицу, с одним сверхпроводящим волокном, либо в виде концентрических слоев, чередующихся с металлом матрицы, либо в виде собственно матрицы, содержащей в себе сверхпроводящие волокна, [патент США №4623862, МПК H01F 7/22].
Введение соединения из редкоземельных элементов с экстремально высокой теплоемкостью (например, при температуре кипения жидкого гелия 4,2К теплоемкость интерметаллида НоСu2 в 450 раз больше, чем у меди, а у керамики Gd2O2S, соответственно, в 650 раз) в состав сверхпроводников с объемной долей 3÷6% в 5÷10 раз повышает их среднюю объемную теплоемкость. Соответственно возрастает их теплопоглощающая способность и способность к работе в переменных режимах, а также в условиях больших механических напряжений сверхпроводника, когда необходима способность противостоять импульсным локальным тепловыделениям механического происхождения (например, движение витков, растрескивание связующего витки материала и т.д.).
Недостатками известного теплоизолированного сверхпроводника являются практически непреодолимые трудности в его изготовлении. Невозможно обеспечить равномерное диспергирование (распределение) мелкодисперсного порошка из соединения редкоземельных металлов по объему матрицы сверхпроводника из-за невозможности равномерного размешивания этого порошка в расплаве меди, поскольку он существенно легче ее.
Ввиду того, что соединения из редкоземельных элементов (интерметаллиды, например РrВ6, или керамики, например Gd2O2S) относятся к классу химических соединений, отличительная черта которых - сложное строение кристаллической решетки, они теряют способность к пластической деформации. В этой связи сложно обеспечить необходимую для достижения заданных параметров деформацию композитной заготовки в присутствии высокотеплоемких элементов. Поэтому невозможно обеспечить стандартную операцию безобрывной протяжки с обязательным для сверхпроводящих проводов скручиванием заготовки провода до нужных поперечных размеров и шага скручивания, когда соединения из редкоземельных металлов, также как сверхпроводящий материал, помещены, например, в медную матрицу в виде стержней, из-за существенной разницы механических свойств. Также невозможно обеспечить безобрывную протяжку заготовки сверхпроводника, но уже без скручивания, когда соединение из редкоземельных металлов размещено в матрице, например, медной, в виде одного или нескольких концентрических слоев, или само выполняет функцию матрицы.
Наиболее близким техническим решением является теплостабилизированный сверхпроводник, выполненный в виде матрицы из металла или сплава, содержащей волокна сверхпроводящего материала и соединение из редкоземельных металлов с экстремально высокой теплоемкостью. Сверхпроводник дополнительно содержит, по меньшей мере, две металлические трубки произвольного сечения, распределенные по сечению сверхпроводника, заполненные соединением из редкоземельных металлов, при этом расстояние между трубками составляет не менее двух линейных размеров трубки. Сверхпроводник имеет наружную оболочку из металла с высокими проводящими свойствами [заявка на изобретение №2007114248, решение о выдаче патента от 15 февраля 2008].
Недостатками известного сверхпроводника являются снижение токонесущей способности из-за того, что часть сечения матрицы с волокнами сверхпроводящего материала заняты трубками с соединением из редкоземельного металла, а также ограничение по длине сверхпроводника, поскольку необходимость продольного многократного сверления предварительной заготовки для расположения в отверстиях трубок ограничивает ее длину длиной сверла.
Известен способ изготовления сверхпроводника, при котором сначала изготавливают бронзовые прутки в виде цилиндров, содержащих множество стержней из ниобия; затем собирают заготовку, включающую в себя полый медный цилиндр, тонкую цилиндрическую оболочку из ниобия или тантала, которую располагают соосно с медным цилиндром в его полости, бронзовый цилиндр со множеством просверленных вдоль отверстий, занятых цилиндрическими прутками бронза/ниобий, который плотно вставляют внутрь оболочки; потом концы заготовки закрывают медными крышками в виде дисков и заваривают в вакуумной камере с использованием электронно-лучевой сварки; далее используют горячее прессование заготовки из контейнера со значительным уменьшением диаметра заготовки; затем применяют волочение заготовки с промежуточными отжигами и постепенным уменьшением диаметра сверхпроводника; потом производят твистирование, заключительное калибровочное волочение и заключительный отжиг [Фонер С., Шварц Б., "Металловедение и технология сверхпроводящих материалов", Металлургия, 1987, стр.281-289].
Недостатком известного способа является ограничение собираемой заготовки по длине, поскольку множество сверлений в бронзовом цилиндре ограничены длиной сверла и возможностью обеспечить параллельность продольных отверстий. А так как длина заготовки определяет длину изготавливаемого из нее сверхпроводника, то он также ограничен по длине куска.
Наиболее близким техническим решением является способ изготовления сверхпроводника, названный бронзовой технологией, при котором сначала изготавливают бронзовые прутки в виде шестигранников, содержащих множество стержней из ниобия; затем собирают заготовку, включающую в себя полый медный цилиндр, тонкую цилиндрическую оболочку из ниобия или тантала, которую располагают соосно с медным цилиндром в его полости, множество шестигранных прутков бронза/ниобий, которые вставляют плотно друг к другу внутрь оболочки; потом концы заготовки закрывают медными крышками в виде дисков и заваривают в вакуумной камере с использованием электронно-лучевой сварки; далее используют горячее прессование заготовки из контейнера со значительным уменьшением диаметра заготовки; затем применяют волочение заготовки с промежуточными отжигами и постепенным уменьшением диаметра сверхпроводника; потом производят твистирование, заключительное калибровочное волочение и заключительный отжиг [Фонер С., Шварц Б., "Металловедение и технология сверхпроводящих материалов", Металлургия, 1987, стр.253-263].
Недостатком известного способа изготовления сверхпроводника является невозможность в его рамках путем изменения операций и их параметров поднять рабочие характеристики изготовленного сверхпроводника для разных режимов его работы, например, одинаково в качестве проводника сверхпроводящей магнитной системы с высоким уровнем механических напряжений (~200МПа), вызванных пондеромоторными силами, и того же проводника в динамических режимах с высокими скоростными изменениями внешнего или собственного магнитного поля (≥1 Тл/с). Другими словами, невозможно, видоизменяя известный способ, поднять критическую плотность тока изготовленного сверхпроводника, увеличить его криостатическую стабильность (устойчивость к тепловым возмущениям) и повысить термомагнитную стабильность (устойчивость к скачкам магнитного потока), поскольку действия по увеличению одной их характеристик снижает другую.
Задачей, на решение которой направлено предлагаемое изобретение, является расширение функциональных возможностей теплоизолированного сверхпроводника.
Для решения поставленной задачи теплостабилизированный сверхпроводник на основе соединения Nb3Sn выполнен в виде матрицы из металла или сплава, содержащей волокна сверхпроводящего материала, металлических трубок, заполненных соединением из редкоземельного металла с экстремально высокой теплоемкостью при низких температурах, наружного полого медного цилиндра и размещенной между матрицей и наружным полым медным цилиндром соосно с ними тонкой цилиндрической оболочки из тантала и/или ниобия, причем металлические трубки расположены плотно друг к другу в зазоре между цилиндром и оболочкой.
В частном варианте металлические трубки выполнены с поперечным сечением произвольной формы и расположены продольно оси цилиндра.
В другом частном варианте металлические трубки выполнены сплющенными до соотношения
t/В≤1,
где t - толщина трубки,
В - ширина трубки
и навиты по спирали на оболочку.
Для решения поставленной задачи способ изготовления теплостабилизированного сверхпроводника на основе соединения Nb3Sn включает сборку заготовки, состоящей из наружного полого медного цилиндра, тонкой цилиндрической оболочки из тантала и/или ниобия, расположенной соосно цилиндру и матрице, состоящей из шестигранных бронзовых прутков, содержащих множество стержней из ниобия, размещенных плотно друг к другу внутри оболочки, затем концы заготовки закрывают крышками в виде дисков и заваривают в вакуумной камере с использованием электронно-лучевой сварки, заготовку подвергают горячему прессованию со значительным уменьшением ее диаметра, волочению с промежуточными отжигами и постепенным уменьшением диаметра заготовки до требуемого диаметра сверхпроводника, проводят твистирование, заключительное калибровочное волочение и заключительный отжиг, причем между цилиндром и оболочкой выполняют зазор, в котором располагают плотно друг к другу металлические трубки, заполненные соединением из редкоземельного металла с экстремально высокой теплоемкостью при низких температурах.
В частном варианте металлические трубки располагают продольно оси цилиндра.
В другом частном варианте металлические трубки предварительно сплющивают до соотношения
t/B≤1,
где t - толщина трубки,
В - ширина трубки
и навивают по спирали на оболочку.
Также для решения поставленной задачи теплостабилизированный сверхпроводник на основе соединения Nb3Sn выполнен в виде матрицы из металла или сплава, содержащей волокна сверхпроводящего материала, металлических трубок, заполненных соединением из редкоземельного металла с экстремально высокой теплоемкостью при низких температурах, наружного полого медного цилиндра и размещенной между матрицей и цилиндром соосно с ними тонкой цилиндрической оболочки из тантала и/или ниобия, причем металлические трубки расположены плотно друг к другу в зазоре, выполненном в радиальном направлении в стенке цилиндра.
В частном варианте металлические трубки выполнены с поперечным сечением произвольной формы и расположены продольно оси цилиндра.
В другом частном варианте металлические трубки выполнены сплющенными до соотношения
t/В≤1,
где t - толщина трубки,
В - ширина трубки
и навиты по спирали в зазоре стенки цилиндра.
Также для решения поставленной задачи способ изготовления теплостабилизированного сверхпроводника на основе соединения Nb3Sn включает сборку заготовки, состоящей из наружного полого медного цилиндра, тонкой цилиндрической оболочки из тантала и/или ниобия, расположенной соосно в полости цилиндра, и матрицы, состоящей из шестигранных бронзовых прутков, содержащих множество стержней из ниобия, размещенных плотно друг к другу внутри оболочки, затем концы заготовки закрывают крышками в виде дисков и заваривают в вакуумной камере с использованием электронно-лучевой сварки, заготовку подвергают горячему прессованию со значительным уменьшением ее диаметра, волочению с промежуточными отжигами и постепенным уменьшением диаметра заготовки до требуемого диаметра сверхпроводника, проводят твистирование, заключительное калибровочное волочение и заключительный отжиг, причем в стенке цилиндра в радиальном направлении выполняют зазор, в котором устанавливают плотно друг к другу металлические трубки, заполненные соединением из редкоземельного металла с экстремально высокой теплоемкостью при низких температурах.
В частном варианте металлические трубки располагают продольно оси цилиндра.
В другом частном варианте металлические трубки предварительно сплющивают до соотношения
t/B≤1,
где t - толщина трубки,
В - ширина трубки
и навивают по спирали в зазоре стенки цилиндра.
Присутствие редкоземельного интерметаллида в сверхпроводнике на основе соединения Nb3Sn, изготовленного предлагаемым способом, после диффузионного температурного отжига (~1000°С), во время которого при диффузии олова из бронзы в ниобиевые стержни и происходит образование слоев из сверхпроводящего соединения Nb3Sn, увеличивает прочность сверхпроводника на сжатие.
Разница в сжимаемости компонентов сверхпроводника (бронза, медь, Nb3Sn, редкоземельный интерметаллид) при охлаждении до температуры жидкого гелия (-269°С) приводит к возникновению в слоях Nb3Sn нерелаксированых сжимающих напряжений, которые снижают критические свойства (критическую температуру, критические магнитные поля, критический ток). Увеличение прочности на сжатие, благодаря введению в состав сверхпроводника редкоземельного интерметаллида, снижает эти напряжения в слоях Nb3Sn и, таким образом, повышает критические свойства, в частности, критические токи сверхпроводника, изготовленного предлагаемым способом, по сравнению с аналогичным, изготовленным известным способом.
Наличие в сверхпроводнике, изготовленном предлагаемым способом, легирующей добавки - редкоземельного интерметаллида, обладающего экстремально высокой теплоемкостью при гелиевых температурах (например, у РrB6 в 100 раз больше, чем у меди) даже при небольших объемных долях в 5-6% позволяет в 5-6 раз поднять среднюю теплоемкость сверхпроводника по сравнению с аналогичным, изготовленным известным способом. Это увеличение теплоемкости в том же соотношении поднимает устойчивость к тепловым возмущениям (повышает криостатическую стабильность) и в чуть меньшей степени (из-за быстроты процесса) устойчивость к скачкам магнитного потока (термомагнитную стабильность).
Таким образом, по сравнению со сверхпроводником, изготовленным известным способом, у сверхпроводника, изготовленного предлагаемым способом, существенно возрастают функциональные возможности, что позволяет в равной степени использовать его для токонесущих элементов и в стационарных сверхпроводящих магнитах с высоким уровнем пондеромоторных напряжений (~200 МПа), генерирующих тепловые возмущения механического происхождения (движение витков, растрескивание и разрывы связующего и изолирующего материалов, прерывистая деформация), а также в сверхпроводящих магнитах с динамическими режимами работы: с высоким уровнем электрических потерь и ограничениями на скорость ввода/вывода тока.
Предлагаемое изобретение поясняется чертежами.
На фиг.1 представлено поперечное сечение сверхпроводника на основе Nb3Sn по известной бронзовой технологии.
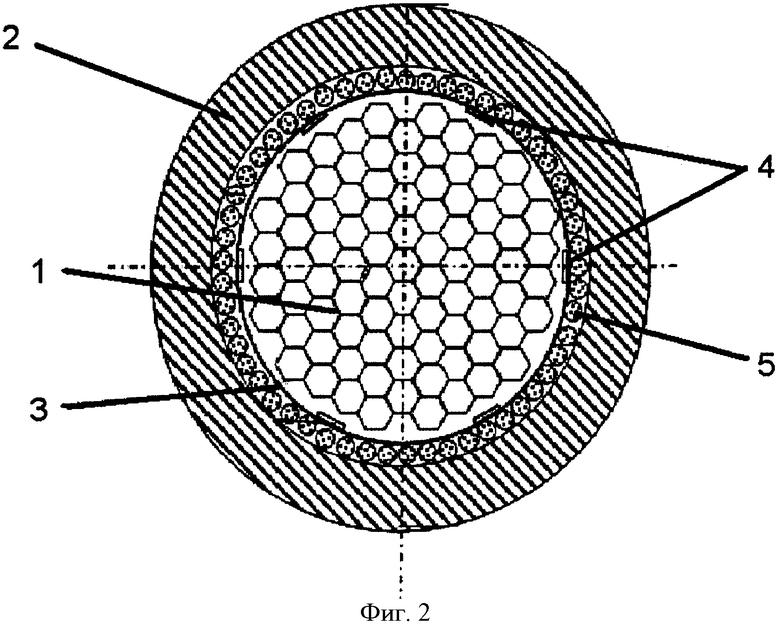
На фиг.2 представлено поперечное сечение заготовки, собранной для изготовления теплостабилизированного сверхпроводника на основе Nb3Sn, легированного редкоземельным интерметаллидом РrВ6, расположенным внутри трубок, помещенных в зазоре между полым медным цилиндром и тонкой цилиндрической оболочкой из ниобия или тантала продольно их оси.
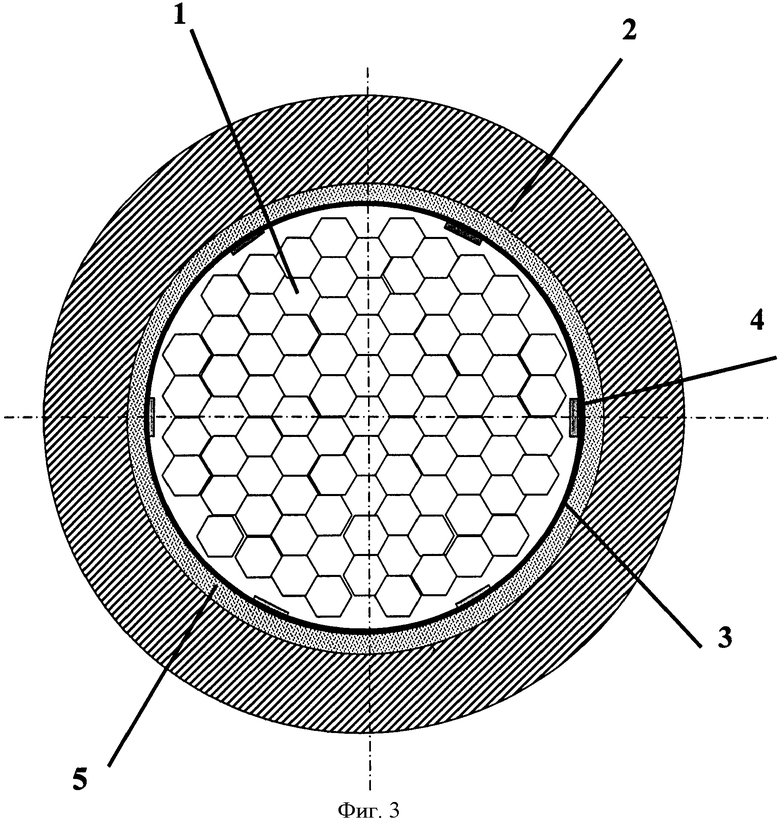
На фиг.3 представлено поперечное сечение заготовки, собранной для изготовления теплостабилизированного сверхпроводника на основе Nb3Sn, легированного редкоземельным интерметаллидом РrВ6, расположенным внутри сплющенных трубок, навитых по спирали на оболочку из ниобия или тантала в зазоре между полым медным цилиндром и тонкой цилиндрической оболочкой из ниобия или тантала.
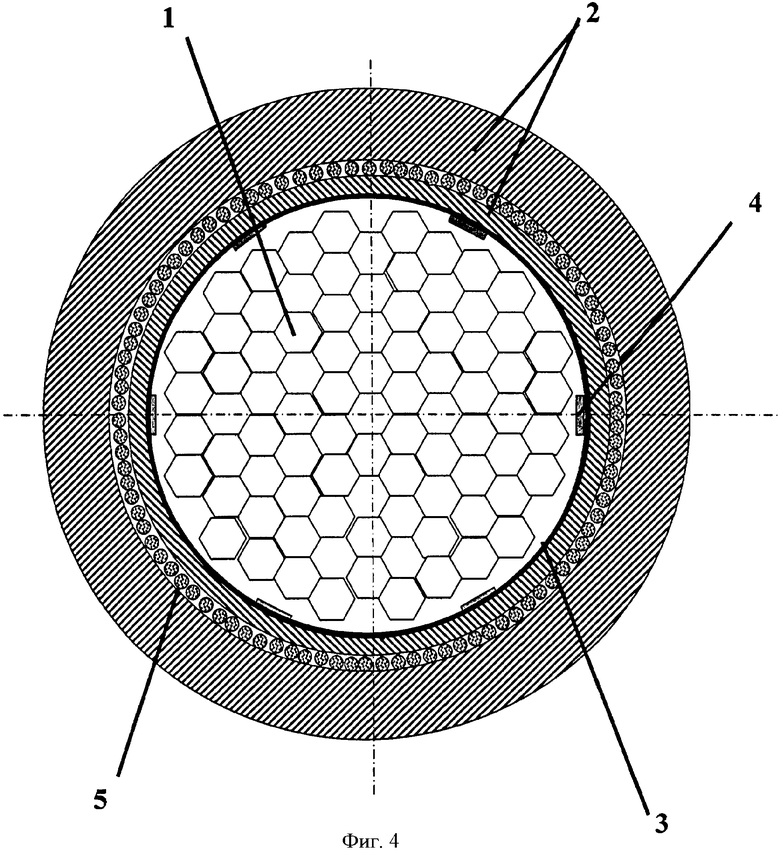
На фиг.4 представлено поперечное сечение заготовки, собранной для изготовления теплостабилизированного сверхпроводника на основе Nb3Sn, легированного редкоземельным интерметаллидом РrВ6, расположенным внутри трубок, помещенных в зазоре, выполненном в радиальном направлении в стенке наружного полого цилиндра продольно их оси.
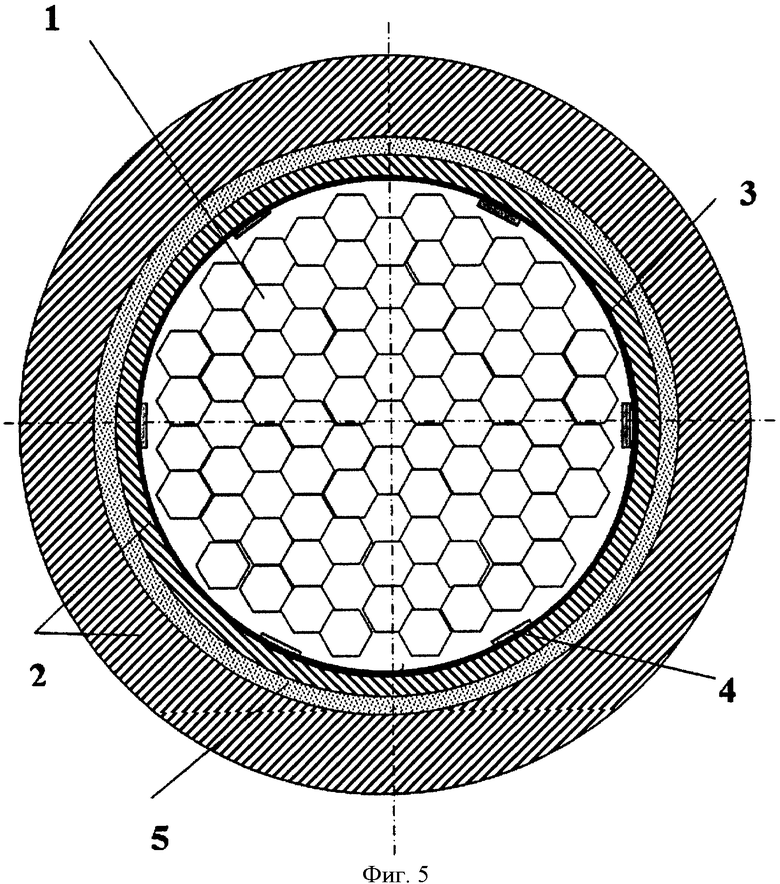
На фиг.5 представлено поперечное сечение заготовки, собранной для изготовления теплостабилизированного сверхпроводника на основе Nb3Sn, легированного редкоземельным интерметаллидом РrВ6, расположенным внутри сплющенных трубок, навитых по спирали в зазоре, выполненном в радиальном направлении в стенке полого медного цилиндра.
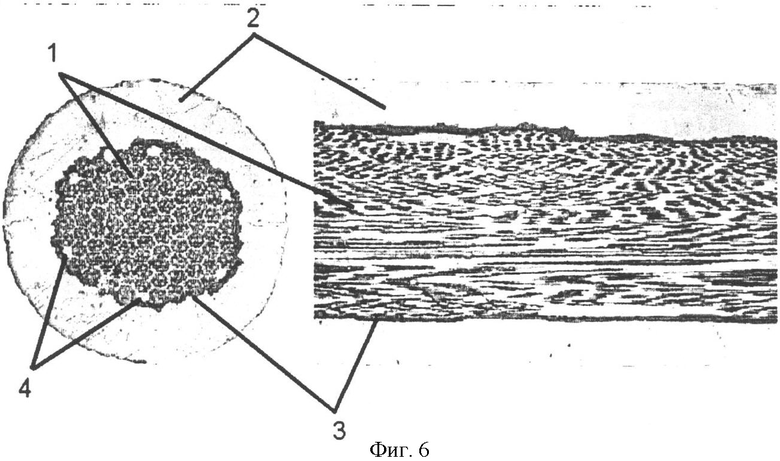
На фиг.6 представлены поперечное и продольное сечения экспериментального сверхпроводника на основе Nb3Sn, изготовленного известным способом (контрольный образец для сравнительных исследований).
На фиг.7 представлены поперечное и продольное сечения экспериментального сверхпроводника на основе Nb3Sn с легирующей добавкой РrВ6 по предложенному изобретению.
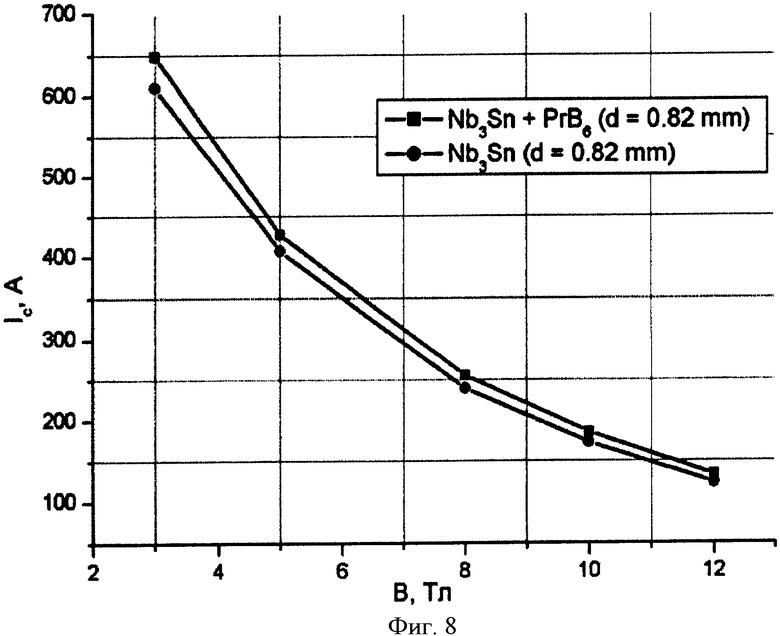
На фиг.8 представлены зависимости критического тока от индукции магнитного поля после диффузионного отжига для образцов легированного (Nb3Sn+РrВ6) и контрольно-нелигированного (Nb3Sn) сверхпроводников при продольном электрическом поле 0,1 мкВ/см.
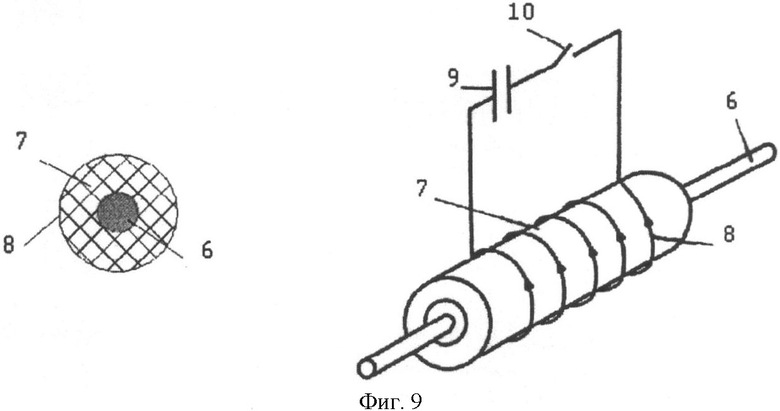
На фиг.9 представлена электрическая схема эксперимента с продольными электромагнитными возмущениями, подаваемыми на образцы изготовленных сверхпроводников (индукционный нагрев кольцевыми вихревыми токами).
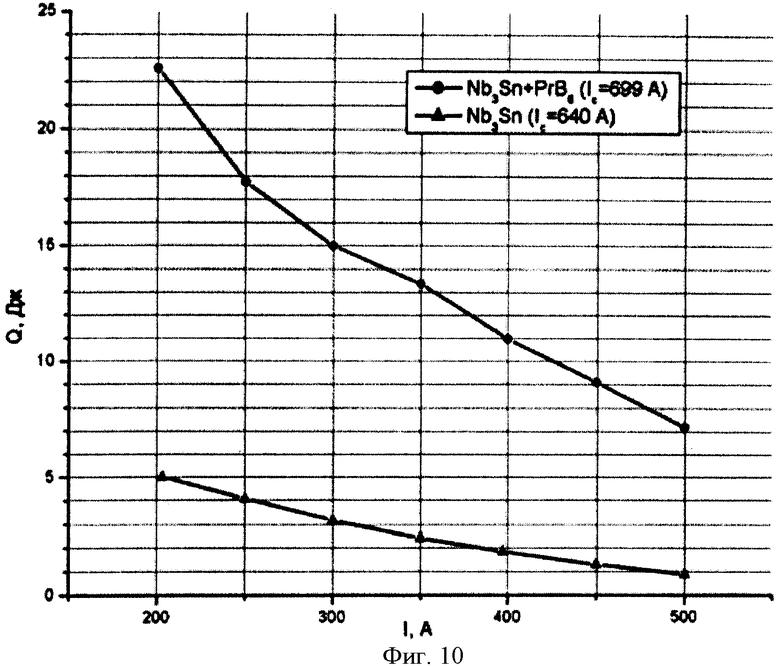
На фиг.10 представлены зависимости запасенной в конденсаторе энергии электромагнитного возмущения, при которой нелигированный контрольный (Nb3Sn) и легированный (Nb3Sn+РrВ6) образцы переходят в нормальное состояние (критические энергии; тепловыделения в образцах всегда им прямо пропорциональны) от транспортного тока в образцах, помещенных во внешнее поперечное магнитное поле с индукцией В=3 Тл.
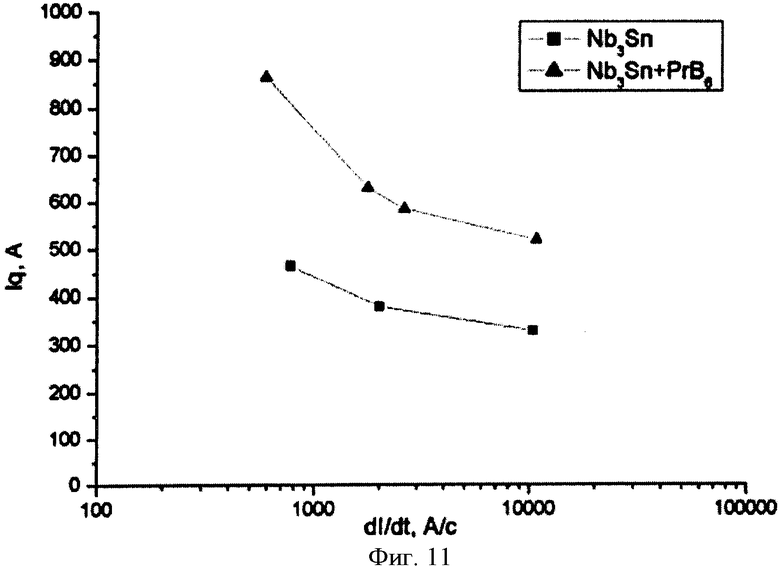
На фиг.11 представлены зависимости тока перехода нелегированного контрольного (Nb3Sn) и легированного (Nb3Sn+РrВ6) образцов от скорости ввода тока в собственном магнитном поле; переходы вызваны скачками магнитного поля в сечении образцов (очень быстрое (~10-4÷10-6) с перераспределением тока по сечению от крайне неоднородного к однородному с выделением тепловой энергии).
Используя известный способ изготовления сверхпроводника на основе Nb3Sn (бронзовая технология) и предлагаемый способ с операцией внутреннего легирования сверхпроводника редкоземельным интерметаллидом РrВ6 были получены два экспериментальных сверхпроводника длиной 120 м.
Собранная известным способом заготовка (фиг.1) включает предварительно подготовленные шестигранники бронза/ниобий 1, полый медный цилиндр 2, соосно с которым расположена оболочка из ниобия 3 и проставки из тантала 4, не позволяющие при диффузионном отжиге образоваться непрерывному цилиндрическому слою Nb3Sn в оболочке и, таким образом, предотвратить ее роль как экрана в переменных магнитных полях.
В собранной предлагаемым способом заготовке (фиг.2) между полым медным цилиндром 2 и оболочкой из ниобия 3, внутри которой расположены шестигранники бронза/ниобий 1 и танталовые проставки 4, выполнен зазор, в котором размещено множество плотно прижатых друг к другу металлических (медных) трубок 5, заполненных соединением (легирующей добавкой) РrВ6 - редкоземельным интерметаллидом с экстремально высокой теплоемкостью при низких температурах.
Так же в собранной предлагаемым способом заготовке между полым медным цилиндром 2 и оболочкой из ниобия или тантала 3, внутри которой расположены шестигранники бронза/ниобий 1 и танталовые проставки 4, выполнен зазор, в котором размещены сплющенные металлические трубки 6, навитые по спирали на оболочку, заполненные соединением (легирующей добавкой) РrВ6 - редкоземельным интерметаллидом с экстремально высокой теплоемкостью при низких температурах.
По второму варианту внутри стенки полого медного цилиндра 2 выполнен зазор, в котором размещено множество медных трубок 5, заполненных соединением (легирующей добавкой) РrВ6 - редкоземельным интерметаллидом с экстремально высокой теплоемкостью при низких температурах.
Внутри стенки полого медного цилиндра 2 выполнен зазор, в котором размещены сплющенные трубки (фиг.3), заполненные соединением (легирующей добавкой) РrВ6 - редкоземельным интерметаллидом с экстремально высокой теплоемкостью при низких температурах.
После сборки заготовок ⌀ 51 мм известным и предлагаемым способами и дальнейших операций и их режимов, одинаковых для обоих способов, были изготовлены два сверхпроводника ⌀ 0,82 мм: сверхпроводник - свидетель на основе Nb3Sn (фиг.4) и сверхпроводник на основе Nb3Sn+РrВ6 (фиг.5), у которого после горячего прессования и нескольких волочений медные трубки 5 с редкоземельным интерметаллидом РrВ6 внутри спрессовались в кольцевой слой. Сверхпроводники содержали по 4420 жил Nb в бронзовой матрице, объемная доля РrВ6 во втором сверхпроводнике составляла (5±0,5)%. Фиг.6 показывает, как упрочение на сжатие в легированном сверхпроводнике Nb3Sn+РrВ6, изготовленном предлагаемым способом, приводит к увеличению критических токов на (7-9)%, что при практически доведенном до своего предела по критическим параметрам известном способе является заметной прибавкой по токонесущей способности.
Были проведены сравнительные испытания образцов изготовленных сверхпроводников по устойчивости к электромагнитным возмущениям - импульсам продольного переменного затухающего магнитного поля, приводящим к непосредственным тепловыделениям в образцах сверхпроводников (тепловым возмущениям) из-за кольцевых экранирующих вихревых токов в медном полом цилиндре 2 (фиг.4 и фиг.5).
Далее образцы сверхпроводников 6 (фиг.7) помещали в изолирующие оправки 7 для имитации адиабатических условий. На оправку 7 наматывали катушку возбуждения 8 из медного провода диаметром 0,125мм, содержащую 600 витков. Продольные электромагнитные возмущения моделировали разрядом конденсатора 9 с помощью ключа 10 на катушку возбуждения 8. При этом возникали электромагнитные колебания частотой 320 Гц, которые приводили к индукционному нагреву образца длиной 120 мм кольцевыми вихревыми токами с характерным временем их затухания 1,1 мс.
На фиг.8 приведены зависимости энергии возмущений, переводящих образцы в нормальное состояние (критические энергии) от величины транспортного тока для образца, содержащего легирующие высокотеплоемкую добавку РrВ6, и контрольного образца без добавки.
Критические энергии возмущений образца легированного сверхпроводника на основе Nb3Sn+РrВ6, изготовленного предлагаемым способом, выше, чем у контрольного на основе Nb3Sn, изготовленного известным способом, в 5-8 раз (в зависимости от близости транспортного тока к критическому), что примерно соответствует росту средней объемной теплоемкости легированного сверхпроводника благодаря высокотеплоемкой добавке. Этот факт также объясняет значительное повышение термомагнитной стабильности (фиг.9) у образца с легирующей высокотеплоемкой добавкой, что сказывается на существенно более высоких токах перехода в нормальное состояние на (60÷90%) при высоких скоростях ввода тока (103÷104)А/с.
Предлагаемое изобретение по сравнению с известным теплостабилизированным сверхпроводником и способом его изготовления позволяет:
- сократить необходимое количество изготовленного сверхпроводника (его длины) для создания магнитных систем за счет увеличения его токонесущей способности;
- поднять безопасный уровень механических напряжений изготовленного сверхпроводника в магнитных системах с большими пондеромоторными силами за счет существенного увеличения криостатической стабильности (устойчивости к тепловым возмущениям);
- уменьшить эксплуатационные расходы для магнитных систем, подверженных тренировке, при ее сокращении по той же причине;
- поднять предельные скорости изменения внешнего магнитного поля и скорости ввода/вывода тока в магнитные системы за счет увеличения термомагнитной стабильности (устойчивости к скачкам магнитного потока) предлагаемого теплостабилизированного сверхпроводника, изготовленного предлагаемым способом.
| название | год | авторы | номер документа |
|---|---|---|---|
| ТЕПЛОСТАБИЛИЗИРОВАННЫЙ СВЕРХПРОВОДНИК | 2007 |
|
RU2334296C1 |
| КОМБИНИРОВАННЫЙ СВЕРХПРОВОДНИК | 2014 |
|
RU2558117C1 |
| СПОСОБ ПОЛУЧЕНИЯ NbSn СВЕРХПРОВОДНИКА МЕТОДОМ ВНУТРЕННЕГО ИСТОЧНИКА ОЛОВА | 2013 |
|
RU2547814C1 |
| СВЕРХПРОВОДЯЩИЙ ПРОВОД НА ОСНОВЕ NbSn | 2012 |
|
RU2522901C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИТНОГО СТАБИЛИЗИРОВАННОГО СВЕРХПРОВОДНИКА НА ОСНОВЕ СОЕДИНЕНИЯ А-15 | 1994 |
|
RU2061974C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИТНОГО СВЕРХПРОВОДНИКА НА ОСНОВЕ СОЕДИНЕНИЯ NB*003SN | 1994 |
|
RU2069399C1 |
| СПОСОБ ПОЛУЧЕНИЯ МНОГОВОЛОКОННОЙ ЗАГОТОВКИ ДЛЯ ИЗГОТОВЛЕНИЯ СВЕРХПРОВОДЯЩЕГО ПРОВОДА НА ОСНОВЕ СОЕДИНЕНИЯ NbSn | 2014 |
|
RU2564660C1 |
| СПОСОБ ПОЛУЧЕНИЯ СВЕРХПРОВОДНИКА НА ОСНОВЕ СОЕДИНЕНИЯ А-15 | 1988 |
|
RU2088991C1 |
| МНОГОВОЛОКОННЫЙ СВЕРХПРОВОДНИК НА ОСНОВЕ ИНТЕРМЕТАЛЛИЧЕСКОГО СОЕДИНЕНИЯ NB*003SN | 1995 |
|
RU2087957C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ NbSn СВЕРХПРОВОДЯЩЕГО ПРОВОДА | 2013 |
|
RU2546136C2 |

Изобретение относится к области электротехники, в частности к теплостабилизированным сверхпроводникам на основе соединения Nb3Sn и способах их изготовления. Техническим результатом изобретения является расширение функциональных возможностей теплоизолированного сверхпроводника за счет наличия в сверхпроводнике редкоземельного интерметаллида, обладающего экстремально высокой теплоемкостью при гелиевых температурах, что позволяет в 5-6 раз поднять среднюю теплоемкость сверхпроводника. Теплостабилизированный сверхпроводник на основе соединения Nb3Sn выполнен в виде матрицы из металла или сплава, содержащей волокна сверхпроводящего материала, металлических трубок, заполненных соединением из редкоземельного металла с экстремально высокой теплоемкостью при низких температурах, наружного полого медного цилиндра и размещенной между матрицей и наружным полым медным цилиндром соосно с ними тонкой цилиндрической оболочки из тантала и/или ниобия, причем металлические трубки расположены плотно друг к другу в зазоре в первом варианте между цилиндром и оболочкой или во втором варианте в зазоре, выполненном в радиальном направлении в стенке цилиндра. Описаны способы изготовления таких теплостабилизированных сверхпроводников. 4 н. и 8 з.п. ф-лы, 11 ил.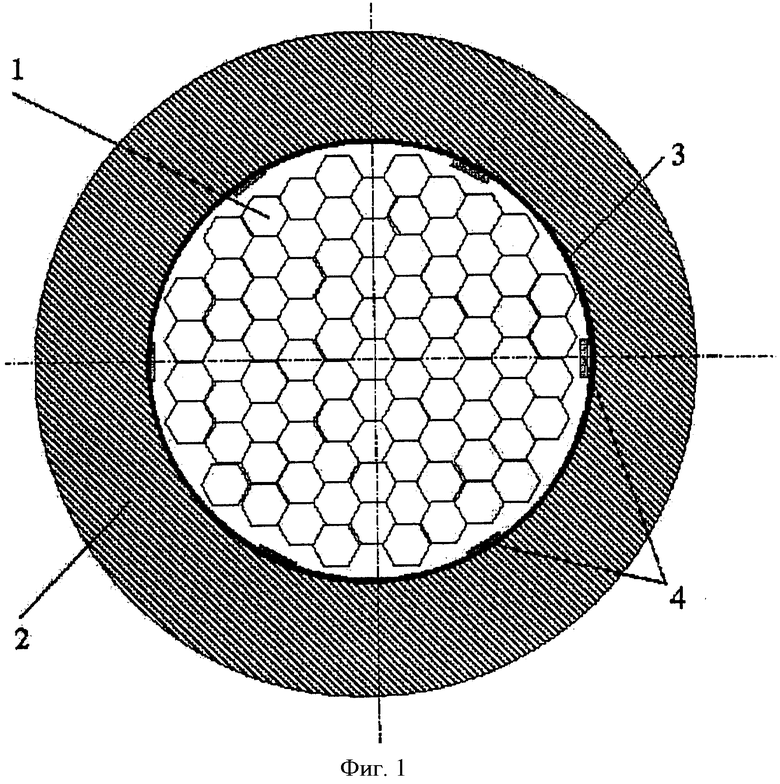
1. Теплостабилизированный сверхпроводник на основе соединения Nb3Sn, выполненный в виде матрицы из металла или сплава, содержащей волокна сверхпроводящего материала, металлических трубок, заполненных соединением из редкоземельного металла с экстремально высокой теплоемкостью при низких температурах, наружного полого медного цилиндра и размещенной между матрицей и наружным полым медным цилиндром соосно с ними тонкой цилиндрической оболочки из тантала и/или ниобия, отличающийся тем, что металлические трубки расположены плотно друг к другу в зазоре между цилиндром и оболочкой.
2. Теплостабилизированный сверхпроводник по п.1, отличающийся тем, что металлические трубки выполнены с поперечным сечением произвольной формы и расположены продольно оси цилиндра.
3. Теплостабилизированный сверхпроводник по п.1, отличающийся тем, что металлические трубки выполнены сплющенными до соотношения
t/B≤1,
где t - толщина трубки;
В - ширина трубки и навиты по спирали на оболочку.
4. Способ изготовления теплостабилизированного сверхпроводника на основе соединения Nb3Sn, включающий сборку заготовки, состоящей из наружного полого медного цилиндра, тонкой цилиндрической оболочки из тантала и/или ниобия, расположенной соосно цилиндру и матрице, состоящей из шестигранных бронзовых прутков, содержащих множество стержней из ниобия, размещенных плотно друг к другу внутри оболочки, затем концы заготовки закрывают крышками в виде дисков и заваривают в вакуумной камере с использованием электронно-лучевой сварки, заготовку подвергают горячему прессованию со значительным уменьшением ее диаметра; волочению с промежуточными отжигами и постепенным уменьшением диаметра заготовки до требуемого диаметра сверхпроводника, проводят твистирование, заключительное калибровочное волочение и заключительный отжиг, отличающийся тем, что между цилиндром и оболочкой выполняют зазор, в котором располагают плотно друг к другу металлические трубки, заполненные соединением из редкоземельного металла с экстремально высокой теплоемкостью при низких температурах.
5. Способ по п.4, отличающийся тем, что металлические трубки располагают продольно оси цилиндра.
6. Способ по п.4, отличающийся тем, что металлические трубки предварительно сплющивают до соотношения
t/B≤1,
где t - толщина трубки;
В - ширина трубки и навивают по спирали на оболочку.
7. Теплостабилизированный сверхпроводник на основе соединения Nb3Sn, выполненный в виде матрицы из металла или сплава, содержащей волокна сверхпроводящего материала, металлических трубок, заполненных соединением из редкоземельного металла с экстремально высокой теплоемкостью при низких температурах, наружного полого медного цилиндра и размещенной между матрицей и цилиндром соосно с ними тонкой цилиндрической оболочки из тантала и/или ниобия, отличающийся тем, что металлические трубки расположены плотно друг к другу в зазоре, выполненном в радиальном направлении в стенке цилиндра.
8. Теплостабилизированный сверхпроводник по п.7, отличающийся тем, что металлические трубки выполнены с поперечным сечением произвольной формы и расположены продольно оси цилиндра.
9. Теплостабилизированный сверхпроводник по п.7, отличающийся тем, что металлические трубки выполнены сплющенными до соотношения
t/B≤1,
где t - толщина трубки;
В - ширина трубки и навиты по спирали в зазоре стенки цилиндра.
10. Способ изготовления теплостабилизированного сверхпроводника на основе соединения Nb3Sn, включающий сборку заготовки, состоящей из наружного полого медного цилиндра, тонкой цилиндрической оболочки из тантала и/или ниобия, расположенной соосно в полости цилиндра, и матрицы, состоящей из шестигранных бронзовых прутков, содержащих множество стержней из ниобия; размещенных плотно друг к другу внутри оболочки, затем концы заготовки закрывают крышками в виде дисков и заваривают в вакуумной камере с использованием электронно-лучевой сварки, заготовку подвергают горячему прессованию со значительным уменьшением ее диаметра, волочению с промежуточными отжигами и постепенным уменьшением диаметра заготовки до требуемого диаметра сверхпроводника, проводят твистирование, заключительное калибровочное волочение и заключительный отжиг, отличающийся тем, что в стенке цилиндра в радиальном направлении выполняют зазор, в котором устанавливают плотно друг к другу металлические трубки, заполненные соединением из редкоземельного металла с экстремально высокой теплоемкостью при низких температурах.
11. Способ по п.10, отличающийся тем, что металлические трубки располагают продольно оси цилиндра.
12. Способ по п.10, отличающийся тем, что металлические трубки предварительно сплющивают до соотношения
t/B≤1,
где t - толщина трубки;
В - ширина трубки и навивают по спирали в зазоре стенки цилиндра.
| ТЕПЛОСТАБИЛИЗИРОВАННЫЙ СВЕРХПРОВОДНИК | 2007 |
|
RU2334296C1 |
| КОМБИНИРОВАННЫЙ СВЕРХПРОВОДНИК | 2004 |
|
RU2273906C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВЕРХПРОВОДЯЩИХ ОБМОТОК (ВАРИАНТЫ) | 2003 |
|
RU2254633C1 |
| JP 2008139408 A, 19.06.2008 | |||
| JP 4274113 A, 30.09.1992 | |||
| JP 61135001 A, 23.06.1986 | |||
| GB 1179896 A, 04.02.1970. | |||

