Изобретение относится к способу согласно ограничительной части пункта 1 формулы изобретения.
При разделении вновь собираемых деталей или их исходных материалов в областях, в которых придается значение высокой точности стыковки, в сочетании с эффективным изготовлением в виде предпочтительного способа осуществляется разрывное разделение, так, например, в области двигателестроения при отделении крышек подшипников шатуна от шатуна или крышек подшипников коленчатого вала от картера двигателя.
Разрывное разделение происходит на различных этапах обработки компонентов со всегда одинаковой технологической последовательностью. Сначала наносится надрез на предназначенную к разрывному разделению деталь, причем надрез следует за желаемым ходом линии разрыва целиком или частично вдоль контура детали. Нанесение надреза может происходить самым различным способом, литература дает об этом исчерпывающую информацию. Произведенный надрез имеет целью при создании вызывающих разрыв усилий инициирование процесса разрыва. Собственно разрывное разделение затем происходит таким образом, что перпендикулярно к желаемой поверхности разрыва вводится усилие, которое разрывает деталь в желаемом месте. Однако на практике оказывается, что фактический процесс разрыва очень часто отличается от желаемого процесса разрыва. Причины этого разнообразны. Это может зависеть от самого материала, - хрупкие литые материалы лучше подходят для разрывного разделения, чем пластичные материалы, как это имеет место, к примеру, у подвергнутых ковке шатунов. Наряду с самим материалом причиной для неудовлетворительного процесса разрыва могут быть собственные напряжения, загрязнения или неоднородности основного материала.
Благоприятное влияние на разрыв, как это известно, например, из DE 10022884, оказывает придание хрупких свойств области разрыва посредством местной, ограниченной термообработки по отношению к остальному компоненту с целью преобразования структуры, что ведет к локальному разнонаправленному напряженному состоянию. Это охрупчивание может достигаться самыми различными способами. При распространенном лазерном надрезании, как это описано, к примеру, в документе DE 19617402 A1, материал расплавляется вдоль желаемой линии разрыва и расплав сдувается или испаряется, так что получается непрерывный надрез или линия следующих друг за другом глухих отверстий. Области кромок надреза или отверстий приобретают хрупкие свойства при образовании соответствующего вида структуры, так как тепло передается очень быстро от очень маленькой расплавленной области в остальной компонент. Связанные с появлением хрупкости многомерные напряженные состояния могут приводить к микроскопическим закалочным трещинам, которые, хотя и желательны, но так же, как напряженные состояния, проходят под любыми углами к желаемой линии разрыва и вызывают «смещение» линии разрыва, если разрыв инициируется за счет введения усилия разрывного разделения.
Кроме того, из EP 0661125 A1 известно, что для благоприятного воздействия на разрыв нужно первоначально прикладывать силу в направлении позднее создающегося усилия разрывного разделения в компонент, причем эта сила предварительного напряжения лежит ниже предела текучести разделяемого компонента. Вследствие этого можно минимизировать необходимое усилие для собственно разрывного разделения, что создает условие для того, что будет досягаем по возможности более крутой градиент роста производимого собственно усилия разрывного разделения. Крутой градиент роста, хотя и положительно, может влиять на инициирование и процесс разрыва, однако вследствие того что статическое напряжение действенно в относительно больших областях компонента, не предотвращает того, что по описанным выше причинам линия разрыва смещается нежелательным образом.
Исходя из этого уровня техники задача изобретения состоит в предоставлении способа разрывного разделения вновь собираемых деталей или их исходных материалов, который в значительной мере предотвращает, с одной стороны, смещение фактической линии разрыва от желаемого хода, а с другой стороны, позволяет создавать в направлении действия усилия разрывного разделения предварительное напряжение в подвергаемой разрывному разделению детали.
Задача решается посредством отличительных признаков пунктов 1 и 2 формулы изобретения, предпочтительные варианты осуществления соответствующего изобретению способа характеризуются в зависимых пунктах формулы изобретения. При решении задачи исходили из того, что положительно влияющими на разрыв составляющими предварительного напряжения являются только те, которые действуют в желаемой плоскости разрыва, остальные сопутствующие при традиционном производстве предварительного напряжения напряженные состояния в подвергаемой разрывному разделению детали хотя и должны производиться, однако являются бесполезными с точки зрения положительного влияния на процесс разрыва. Следовательно, нужно было искать возможность производить предварительное растягивающее напряжение, которое будет действовать, по существу, только в желаемой плоскости разрыва перпендикулярно к ней. Исходя из этого соображения было найдено, что можно производить желаемое растягивающее напряжение перпендикулярно к желаемой плоскости разрыва посредством того, что в подвергаемую разрывному разделению деталь вводят усилие, которое вызывает сжимающее или изгибающее напряжение с их максимумом в желаемой плоскости разрыва. Желаемое растягивающее напряжение, перпендикулярное к плоскости разрыва, получается посредством зависимой от материала поперечной структуры, которой присвоено у стали значение для отношения поперечного напряжения к продольному напряжению, равное примерно 0,3. В представленном случае при условии, что материал является сталью, это значит, что сжимающее напряжение в плоскости разрыва относится к растягивающему напряжению, перпендикулярному к этой плоскости, как 1:0,3. При этом прикладываемое к детали усилие не может, если не считать незначительные деформации поверхностей, пластично деформировать подвергаемую разрывному разделению деталь и может быть статично или динамично действующим усилием.
Преимущество способа согласно изобретению состоит в том, что максимум произведенного таким образом растягивающего напряжения лежит в желаемой плоскости разрыва, что вызывает, с одной стороны, надрезающее воздействие и влечет за собой, с другой стороны, действующее перпендикулярно к желаемой плоскости разрыва предварительное напряжение, которое сокращает необходимое для собственно разрывного разделения усилие, вследствие чего снова созданы условия для высокого градиента роста усилия разрыва.
Как уже упомянуто, после того как прикладываемое к подвергаемой разрывному разделению детали растягивающее напряжение в результате соответствует надрезающему воздействию, можно при подходящих материалах целиком или частично отказываться от введения надрезов и/или производства надрезающего воздействия за счет преобразования структуры. Если речь идет, напротив, об очень вязких материалах с плохими характеристиками разрывного разделения, то можно отчетливо расширять границу, в пределах которой разрывное разделение вообще возможно, применяя упомянутые выше известные традиционные методы надреза, за счет дополнительного введения способа согласно изобретению.
Прикладываемое согласно изобретению растягивающее напряжение может производиться сжимающими усилиями, которые вводятся различным способом в деталь, чтобы достигать желаемого воздействия. Таким образом, возможно прикладывать сжимающее усилие посредством одного или нескольких остроконечных клиньев, которые воздействуют на деталь вдоль, по меньшей мере, части желаемой линии разрыва. При этом сжимающая контропора может быть образована посредством противоположных аналогичных клиньев или также гладких контактных поверхностей. Действие прикладываемого сжимающего усилия тем благоприятнее, чем больше часть желаемой линии разрыва, которая подвергается воздействию сжимающего усилия.
Далее предпочтительным образом возможно прикладывать сжимающее усилие к подвергаемой разрывному разделению детали посредством срезающего устройства. При этом срезающее устройство воздействует на деталь таким образом, что максимум сжимающего напряжения лежит в желаемой плоскости разрыва. При этом срезающее устройство может действовать посредством противоположных друг другу срезающих кромок, которые прилегают к детали вдоль части окружной линии.
Следующая простая и, вместе с тем, выгодная возможность состоит в том, чтобы прикладывать сжимающее усилие к подвергаемой разрывному разделению детали посредством гибочного устройства.
В случае приложения динамического сжимающего усилия с помощью одного из вышеназванных устройств его нужно осуществлять таким образом, чтобы максимум произведенного растягивающего напряжения достигался, по существу, одновременно с максимумом собственно усилия разрывного разделения.
Предпочтительные варианты осуществления способа согласно изобретению ниже поясняются более подробно посредством чертежей, на которых показано:
фиг. 1 - способ приложения сжимающего усилия посредством клиньев;
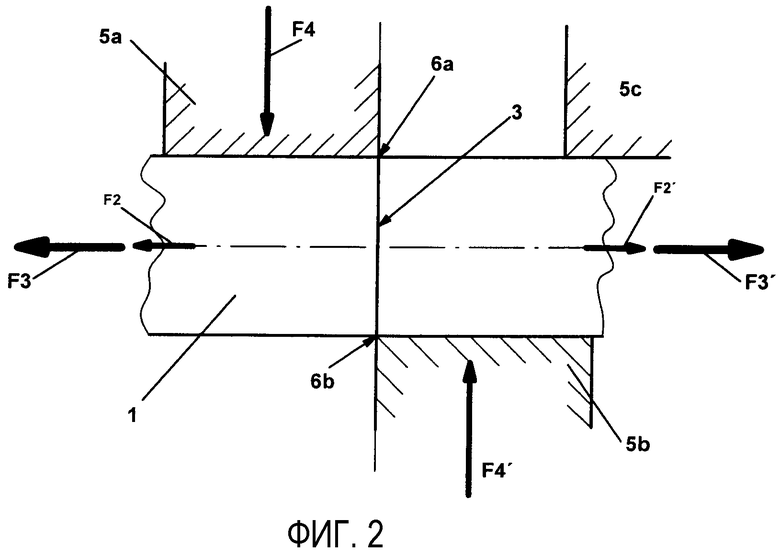
фиг. 2 - способ приложения сжимающего усилия посредством срезающего устройства;
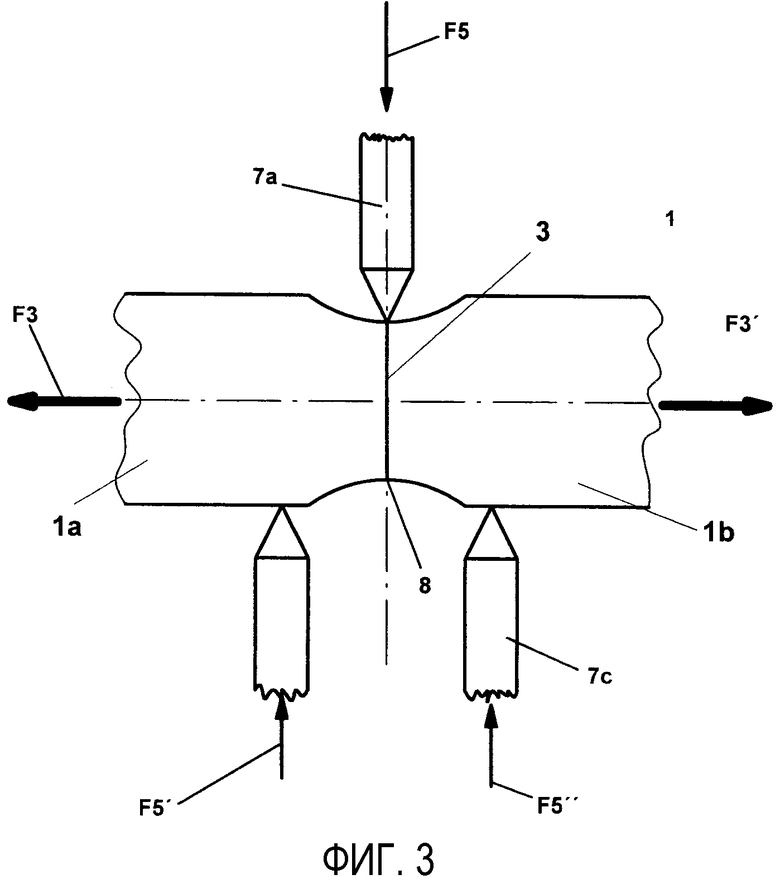
фиг. 3 - способ приложения сжимающего усилия посредством трехточечного гибочного устройства;
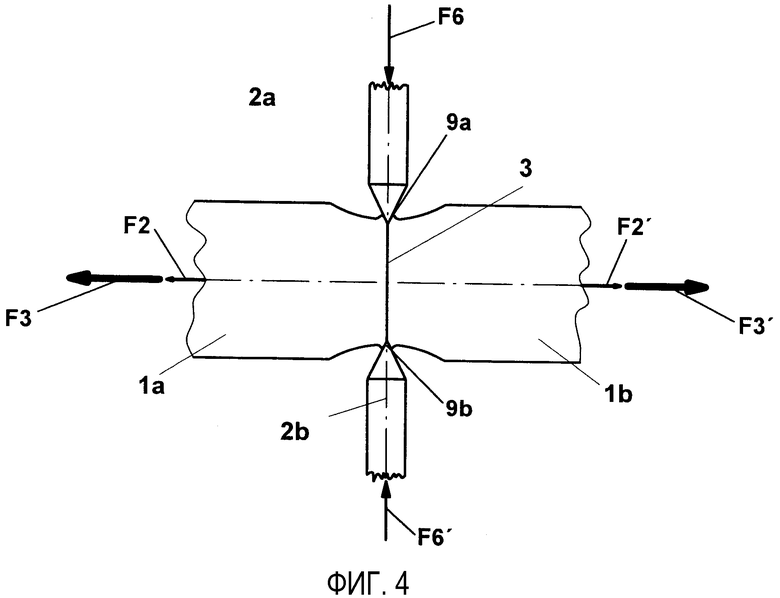
фиг. 4 - способ приложения сжимающего усилия посредством клиньев при одновременной незначительной деформации поверхностей.
Способ разрывного разделения далее поясняется на образце для испытания, это служит упрощению представления. Способ согласно изобретению можно применять, само собой разумеется, для всех деталей, которые пригодны для разрывного разделения. При этом предпочтительной областью применения является разрывное разделение подшипниковых устройств, например подшипников шатунов или подшипников коленчатых валов двигателей внутреннего сгорания.
Фиг. 1 показывает вид сбоку детали 1, которую нужно подвергнуть разрывному разделению. При этом разрыв должен происходить вдоль желаемой линии 3 разрыва. Чтобы достигнуть этого, сначала посредством двух клиньев 2a, 2b оказывается сжимающее усилие на деталь 1. При этом клинья 2a, 2b устанавливают либо точечно, либо линейно острой вершиной или кромкой на желаемой линии 3 разрыва, т.е. на окружной линии (линии периметра) желаемой плоскости разрыва. При этом они должны быть ориентированы друг на друга с противоположных сторон детали 1, так что максимум созданного сжимающего напряжения лежит в желаемой плоскости разрыва, что влечет за собой перпендикулярно действующее к ней растягивающее напряжение. При этом предпочтительно, если часть желаемой линии разрыва, которая нагружается клиньями 2a, 2b, является как можно большей частью, измеренной по всей длине желаемой линии 3 разрыва. Кроме того, предпочтительно устанавливать клинья 2a, 2b на линии 3 разрыва там, где ввиду конструктивных признаков ожидается или устанавливается опытным путем смещение фактической линии разрыва от желаемой линии 3 разрыва. Приложение сжимающих усилий посредством клиньев 2a, 2b может происходить таким образом, что оба клина 2a, 2b с помощью привода (не показан) с одинаковым усилием активно воздействуют на деталь. Однако также возможно активно прикладывать усилие через привод только первого клина 2a, в то время как второй клин 2b служит пассивной опорой. Также является возможным заменять служащий опорой второй клин 2b посредством служащей опорой контактной поверхности (не показана) или передавать функцию опоры креплению (не показано) детали.
Для последующего рассмотрения соотношений усилий и соответственно напряжений в детали 1 предполагается, что посредством обоих клиньев 2a, 2b прикладывается соответствующее усилие F1 или F1' к детали 1. Усилия F1 и F1' имеют следствием кривую 4' сжимающего напряжения в детали 1, которая представлена также на фиг. 1. Максимум кривой 4' сжимающего напряжения достигается в плоскости, в которой действуют усилия F1, F1', т.е. в желаемой плоскости разрыва. Производимое сжимающим напряжением действующее перпендикулярно к нему растягивающее напряжение следует форме 4 растягивающего напряжения и представляет при этом, с одной стороны, нагрузку детали 1, которая соответствует действию надреза в направлении желаемой плоскости разрыва и, с другой стороны, нагрузку, которая по своему действию соответствует предварительному напряжению детали 1 в перпендикулярном направлении к желаемой плоскости разрыва, как оно вызвалось бы мнимыми усилиями F2, F2', с различием в том, что мнимые усилия F2, F2' произвели бы это напряженное состояние во всей детали 1, а не только в маленькой области детали в непосредственном окружении желаемой плоскости разрыва.
Процесс разрывного разделения протекает в описанном выше устройстве таким образом, что к подвергаемой разрывному разделению детали 1 прикладываются сначала посредством клиньев 2a, 2b усилия F1, F1' вдоль части линии 3 разрыва. При этом напряженном состоянии собственно усилия F3, F3' разрывного разделения, приложенные перпендикулярно к желаемой плоскости разрыва детали 1, будут затем разрывать деталь 1 вдоль линии 3 разрыва на части 1a, 1b.
Вследствие напряженного состояния в области желаемой плоскости разрывного разделения инициирующие разрыв начальные трещины образуются таким образом, что они следуют за максимумом напряжения, вследствие чего смещение плоскости разрыва в другие области детали 1 может в значительной мере предотвращаться. Кроме того, напряженное состояние детали 1 во время процесса разрывного разделения сокращает необходимые для разрывного разделения усилия, что, как уже выяснялось, может использоваться для того, чтобы повышать скорость роста
усилий F3, F3'. В отличие от описанного выше хода усилия F1, F1' могут прикладываться к детали 1 также в динамическом процессе во время процесса разрывного разделения, т.е. одновременно с усилиями F3, F3' разрывного разделения. При этом нужно обращать внимание на то, что усилия F1, F1' и усилия F3, F3' разрывного разделения достигают вызывающего разрывное разделение максимума, по существу, одновременно.
Другая возможность приложить сжимающее напряжение к подвергаемой разрывному разделению детали в области плоскости разрыва представлена на фиг. 2. Срезающее устройство, состоящее из двух срезающих губок 5a, 5b и опоры 5c, воздействует своими срезающими кромками 6a, 6b вдоль части линии 3 разрыва, которая здесь также соответствует окружной линии желаемой плоскости разрыва, в детали 1. На срезающие губки 5a, 5b воздействуют усилия F4, F4', которые производят в детали 1 сжимающее напряжение, имеющее свой максимум в области желаемой плоскости разрыва. Произведенное сжимающим напряжением растягивающее напряжение имеет такое же действие, как описано в отношении фиг. 1, - с одной стороны, надрезающее воздействие в плоскости разрыва, с другой стороны, предварительное напряжение перпендикулярно к плоскости разрыва. Также сам процесс разрывного разделения не отличается от описанного в отношении фиг. 1, так что на него можно сослаться на эти части описания. Также в этом случае является возможным статическое или динамическое прикладывание срезающих усилий F4, F4' аналогично тому, как это уже выполнено в отношении фиг. 1.
Для производства желаемого напряженного состояния наряду с созданием чисто сжимающего напряжения, как это описано в примерах согласно фиг. 1 и 2, допускается также возможность достижения соответствующего воздействия посредством гибочного устройства. Фиг. 3 показывает устройство с выставленной для примера деталью 1, которая подвергнута трехточечному изгибающему напряжению. При этом действует посредством острокромочного клина 2a, который воздействует на деталь 1 вдоль части линии 3 разрыва, сжимающее усилие F5 в направлении желаемой плоскости разрыва. На противоположной клину 7a стороне детали 1 расположены две клиновидные опоры 7b, 7c соответственно на обеих сторонах линии 3 разрыва, равномерно от нее отстоящие, которые воздействуют на деталь 1 противодействующими усилиями F5', F5” по отношению к сжимающему усилию F5. Вышеуказанные соотношения усилий приводят в детали 1 к изгибающему напряжению, максимум которого проходит напротив острокромочного клина 7a по центру между клиновидными опорами 7b, 7c вдоль линии 8 перпендикулярно к плоскости чертежа фиг. 3. Изгибающее напряжение вызывает растягивающее напряжение, которое действует перпендикулярно к желаемой плоскости разрыва и достигает, так же как изгибающее напряжение, своего максимума вдоль линии 8. При этом сам процесс разрыва протекает таким образом, что сначала к детали 1 через острокромочный клин 7а посредством сжимающего усилия F5 и клиновидные опоры 7b, 7c прикладывают изгибающее напряжение и вместе с ним растягивающее напряжение. По исполнении максимум растягивающего напряжения лежит на линии 8. Если теперь при этом напряженном состоянии к детали 1 приложить собственно усилия F3, F3' разрывного разделения, которые действуют, как и растягивающее напряжение, перпендикулярно к плоскости разрывного разделения, то инициируется трещина на линии 8, т.е. в области максимального изгибающего напряжения и, вместе с тем, максимального растягивающего напряжения, которая распространяется вдоль плоскости разрыва и, вместе с тем, линии 3 разрыва, причем состояние максимального изгибающего напряжения и, вместе с тем, растягивающего напряжения перемещается вместе с вершиной трещины и при этом усиливается, так что трещина всегда проходит вдоль максимума напряжения, вследствие чего может предотвращаться смещение трещины.
Само собой разумеется, существует также в сочетании с описанным выше гибочным устройством возможность динамического приложения к детали 1 сжимающего усилия F5 и противодействующих усилий F5' и F5”, причем и в этом случае имеет значение то, что произведенное описанным устройством изгибающее напряжение и, вместе с тем, полученное в результате растягивающее напряжение достигают своего максимума, по существу, одновременно с максимумом приложенных к детали 1 усилий F3, F3' разрывного разделения.
Дополнительно к описанным выше способам разрывного разделения, конечно, также может в сочетании с ними находить применение известный принцип нанесения надрезов вдоль желаемой линии разрыва. При этом надрезы на подвергаемой разрывному разделению детали будут производиться известным способом, например расплавлением поверхности посредством лазерного луча, механическим царапаньем, преобразованием структуры и т.д., и способствовать разрывному разделению, в частности, также вязких материалов, как, например, ковкие стали, которые используются, к примеру, в кованых шатунах.
Изготовление упомянутых выше надрезов можно выгодно производить также описанным в отношении фиг. 1 устройством посредством того, что при приложении сжимающих усилий F1, F1' они рассчитаны с запасом таким образом, что, как представлено на фиг. 4, кромки 9a, 9b клиньев 2a, 2b проникают в поверхность детали 1, так что наряду с желаемым напряженным состоянием возникает также способствующий образованию трещины надрез.
Как уже упомянуто, описанные выше примеры разрывного разделения посредством способа согласно изобретению носят только примерный характер. Специалист при использовании известных средств и принципов в состоянии применять способ во всех возможных случаях разрывного разделения или производить соответствующие изменения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФИКСАЦИИ КОСТНЫХ ОТЛОМКОВ | 2000 |
|
RU2190366C2 |
| КОНТЕЙНЕР И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2008 |
|
RU2420443C1 |
| МУФТА | 1993 |
|
RU2039889C1 |
| ГЕОМЕТРИЯ ОСНОВЫ И МЕМБРАНА ДЛЯ ФИЛЬТРАЦИИ | 2011 |
|
RU2562995C2 |
| МОНОБЛОЧНАЯ ДЕТАЛЬ ДЛЯ ПОЛУЧЕНИЯ ЗАЖИМА НАТЯЖНОГО ТРОСА И СПОСОБ ИЗГОТОВЛЕНИЯ ТАКОГО ЗАЖИМА | 1999 |
|
RU2244859C2 |
| СКВАЖИННЫЙ КЛАПАННЫЙ ИНСТРУМЕНТ | 2020 |
|
RU2752638C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛИТООБРАЗНЫХ КОНСТРУКТИВНЫХ ЭЛЕМЕНТОВ | 2007 |
|
RU2429972C2 |
| СИСТЕМЫ ВЫДВИЖНЫХ ЭЛЕМЕНТОВ ДЛЯ СКВАЖИННЫХ ИНСТРУМЕНТОВ | 2017 |
|
RU2745810C2 |
| Способ разделения пластин на элементы | 1988 |
|
SU1535702A1 |
| ЭЛЕКТРОД ДЛЯ ЭЛЕКТРОЛИТИЧЕСКОЙ ЯЧЕЙКИ | 2006 |
|
RU2398051C2 |
Изобретение относится к области обработки давлением и может быть использовано при разделении вновь подлежащих сборке деталей или их исходных материалов. К детали прикладывают усилие разрывного разделения перпендикулярно желаемой плоскости разрывного разделения. Перед приложением этого усилия к детали прикладывают сжимающее усилие. Данное усилие вызывает растягивающие напряжения, которые перпендикулярны плоскости разрывного разделения и имеют максимум в этой плоскости. Сжимающее усилие рассчитывают из условия создания растягивающих напряжений, которые меньше предела текучести материала детали. Сжимающее усилие прикладывают посредством клиньев или срезающих губок. Клинья или губки острой вершиной или кромками точечно или по линии воздействуют одновременно с противоположенных сторон плоскости разрывного разделения по окружной линии. Окружная линия лежит в плоскости разрывного разделения. Действие сжимающего усилия сохраняют в момент приложения усилия разрывного разделения. В результате обеспечивается повышение качества разделения путем предотвращения смещения фактической плоскости разрывного разделения от желаемой и снижение усилия разрывного разделения. 5 з.п. ф-лы, 4 ил.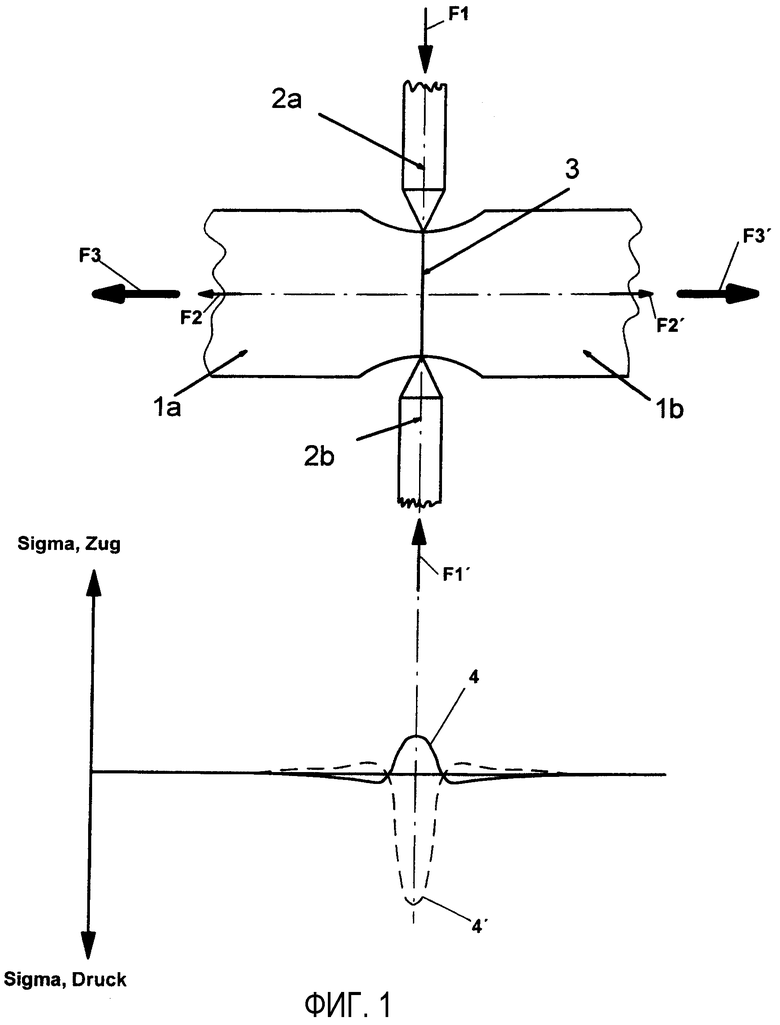
1. Способ разрывного разделения вновь подлежащих сборке деталей или их исходных материалов, в котором к подвергаемой разрывному разделению детали (1) прикладывают усилие разрывного разделения перпендикулярно желаемой плоскости разрывного разделения, отличающийся тем, что перед приложением усилия (F3, F'3) разрывного разделения к детали прикладывают сжимающее усилие (F1-F6'), которое вызывает в детали растягивающие напряжения, перпендикулярные желаемой плоскости разрывного разделения и имеющие свой максимум в указанной желаемой плоскости, причем сжимающее усилие (F1-F6') рассчитывают таким образом, что создают растягивающие напряжения, которые меньше предела текучести материала детали, и при этом сжимающее усилие (F1-F6') прикладывают к детали посредством клиньев (2а, 2b) или срезающих губок (5а, 5b), которые посредством острой вершины или кромки клина или, соответственно, срезающих губок точечно или по линии воздействуют одновременно с противоположенных сторон желаемой плоскости разрывного разделения по окружной линии, лежащей в указанной желаемой плоскости разрывного разделения, причем действие сжимающего усилия (F1-F6') сохраняют в момент приложения усилия (F3, F3') разрывного разделения к детали (1).
2. Способ по п.1, отличающийся тем, что на подвергаемой разрывному разделению детали вдоль по меньшей мере части окружной линии, лежащей в желаемой плоскости разрывного разделения, выполняют надрез механическим и/или изменяющим структуру воздействием на деталь, а затем деталь подвергают разрывному разделению.
3. Способ по п.1, отличающийся тем, что воздействие посредством клиньев (2а, 2b) или срезающих губок (5а, 5b) осуществляют вдоль максимально большой длины окружной линии, лежащей в желаемой плоскости разрывного разделения.
4. Способ по п.1, отличающийся тем, что сжимающее усилие (F1-F6') посредством статической сжимающей нагрузки прикладывают к подвергаемой разрывному разделению детали (1).
5. Способ по п.1, отличающийся тем, что сжимающее усилие (F1-F6') посредством динамической сжимающей нагрузки прикладывают к подвергаемой разрывному разделению детали (1), причем сжимающее усилие (F1-F6') достигает своего максимума, по существу, одновременно с максимум усилия (F3, F3') разрывного разделения.
6. Способ по п.1, отличающийся тем, что используют срезающие губки (5а, 5b), которые имеют проходящую в направлении первого конца подвергаемой разрывному разделению детали (1) первую контактную поверхность с кромкой, расположенной вдоль части окружной линии плоскости разрывного разделения, и размещенную противоположно упомянутой первой контактной поверхности и проходящую в направлении второго конца подвергаемой разрывному разделению детали (1) вторую контактную поверхность с кромкой, расположенной вдоль части упомянутой окружной линии, причем упомянутыми первой и второй контактными поверхностями воздействуют на деталь (1) с обеспечением предохранения от перекашивания.
| Система автоматического регулирования режима охлаждения двигателя внутреннего сгорания | 1976 |
|
SU661125A1 |
| УСТРОЙСТВО ДЛЯ ОТДЕЛЕНИЯ КРЫШКИ НИЖНЕЙ ГОЛОВКИ ШАТУНА | 2000 |
|
RU2191100C2 |
| УСТРОЙСТВО ДЛЯ РАЗРЫВА НИЖНЕЙ ГОЛОВКИ ШАТУНА | 2000 |
|
RU2179921C1 |
| DE 4316354 A1, 17.11.1994. | |||

