Известный уровень техники
Настоящее изобретение относится к уплотнению головки цилиндра, расположенному между двумя элементами, такими как головка цилиндра и блок цилиндров двигателя для создания уплотнения между ними. Более конкретно, даже когда элементы с обеих сторон трутся друг об друга и смещаются под действием внешнего фактора, такого как тепловая деформация элементов, можно контролировать, чтобы поверхностное давление на концевой участок канала не повышалось, и уменьшить вдавливание элементов.
Уплотнение головки цилиндра зажимается болтами с головками и герметично изолирует текучую среду, такую как газообразные продукты горения, масло и воду охлаждения в пространстве между головкой цилиндра и блоком цилиндров (корпусом цилиндра) автомобильного двигателя.
Кроме того, поскольку в последнее время вес и размеры двигателя были уменьшены, двигатель имеет тенденцию к снижению жесткости. Соответственно, когда создается большое давление на уплотняющую поверхность в ближней части канала цилиндра для обеспечения качества уплотнения во время герметизации уплотнения головки цилиндра, канал цилиндра деформируется, потому что элемент двигателя имеет меньшую жесткость. Когда канал цилиндра деформирован, способ уплотнения, такой как с помощью буртика или фальцованного участка, не работает надлежащим образом, и достаточное качество уплотнения не может быть получено.
Для обеспечения прекрасного качества уплотнения путем уменьшения числа ламинированных пластин, используемого материала и толщины уплотнения в целом, а также путем максимально возможного увеличения давления затягивания края цилиндра, металлические уплотнения, такие как описанные в патентных публикациях Японии №8-121597 и №10-213227, образуют широкий загнутый участок (участок проходного кольца) путем непосредственного отгибания вторичной пластины на краю цилиндра и создают выгнутый буртик на двух основных пластинах, которые сжимают вторичную пластину. Выгнутый буртик имеет выступ со стороны вторичной пластины и оснащен загнутым участком.
Однако в уплотнении головки цилиндра такого типа край цилиндра имеет наибольшее давление затягивания (давление уплотнения), так что деформация канала цилиндра может ускоряться. Кроме того, загнутый участок загибается прямо назад при маленьком диаметре сгиба загнутого участка, что легко приводит к образованию трещин.
С учетом описанных выше проблем целью настоящего изобретения является создание уплотнения головки цилиндра, которое может обеспечивать прекрасное качество уплотнения вокруг канала цилиндра и также может уменьшать вдавливание вокруг канала цилиндра, создаваемое элементом двигателя.
Другие цели и преимущества изобретения будут понятными из приведенного ниже описания изобретения.
Сущность изобретения
Для достижения описанных выше целей в соответствии с настоящим изобретением уплотнение головки цилиндра включает первую металлическую пластину с загнутым участком вокруг канала цилиндра и вторую металлическую пластину, которая накладывается на первую металлическую пластину и образует выгнутый буртик, выступающий в сторону первой металлической пластины. Выступающий участок выгнутого буртика расположен со стороны внутреннего периметра на конце загнутого участка, и по меньшей мере один или несколько листов вторичной пластины вставлены и расположены внутри загнутого участка.
В соответствии с конструкцией за счет вставления и размещения вторичной пластины внутри загнутого участка толщина загнутого участка может быть увеличена, так что кривизна загнутого участка возрастает, тем самым предотвращая развитие трещины.
В уплотнении головки цилиндра, вторая металлическая пластина накладывается со стороны загнутого участка первой металлической пластины. В этой конструкции, хотя многослойный участок второй металлической пластины подходит к краю загнутого участка со стороны без загнутого участка, может быть получен такой же эффект, как описано выше.
В уплотнении головки цилиндра толщина вокруг канала цилиндра второй металлической пластины сделана меньше половины толщины загнутого участка. При такой конструкции, даже когда большая прижимная сила создается вокруг канала цилиндра, конец второй металлической пластины заходит в закругленную часть загнутого участка по окружности канала цилиндра, так что избыточное давление уплотнения не прикладывается дополнительно по окружности канала цилиндра, тем самым контролируя деформацию канала цилиндра.
В уплотнении головки цилиндра первая вторичная пластина, плоская со стороны внутреннего периметра конца загнутого участка, и кольцевая вторая вторичная пластина с буртиком со стороны внутреннего периметра конца загнутого участка вставляются и расположены внутри загнутого участка. Соответственно, толщина загнутого участка может быть отрегулирована с помощью первой и второй вторичных пластин. Кроме того, сжимаемость загнутого участка может быть увеличена за счет буртика второй вторичной пластины, тем самым предотвращая релаксацию ползучести загнутого участка.
Также, если выступающий участок второй металлической пластины и выступающий участок (участок контакта с первой металлической пластиной) буртика второй вторичной пластины находятся в одинаковом положении на виде сверху, может быть создано большее давление уплотнения. Также, если вышеупомянутые два выступающих участка смещены на виде сверху, площадь относительно большого давления уплотнения может быть увеличена при одновременном уменьшении максимального давления уплотнения.
Далее вторая металлическая пластина может включать верхнюю вторую металлическую пластину, наложенную поверх первой металлической пластины, и нижнюю вторую металлическую пластину, подложенную под первую металлическую пластину и имеющую второй выгнутый буртик, расположенный на загнутом участке и выступающий в направлении первой металлической пластины.
В соответствии с уплотнением головки цилиндра может быть получено превосходное качество уплотнения вокруг канала цилиндра, и за счет поддержания низкой величины давления уплотнения по окружности каждого канала цилиндра можно контролировать деформацию канала цилиндра двигателя.
Особенно, даже если верхняя сторона поверхности и нижняя сторона поверхности уплотнения головки цилиндра трутся друг об друга и смещаются под действием внешних факторов, таких как тепловая деформация головки цилиндра или блока цилиндров, увеличение поверхностного давления на конце канала можно контролировать, тем самым уменьшая вдавливание, создаваемое в головке цилиндра или блока цилиндров.
Краткое описание чертежей
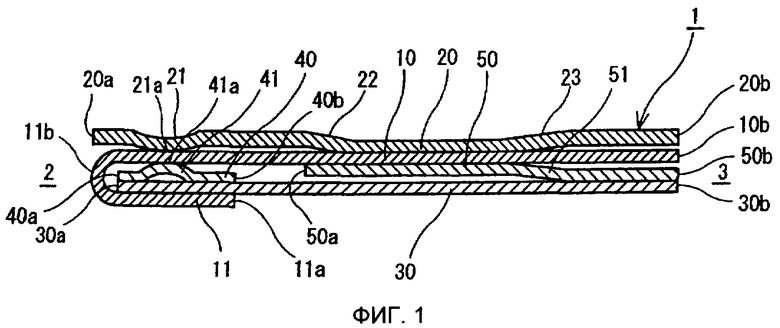
Фиг.1 представляет собой фрагмент вида в разрезе уплотнения головки цилиндра в соответствии с первым вариантом исполнения настоящего изобретения;
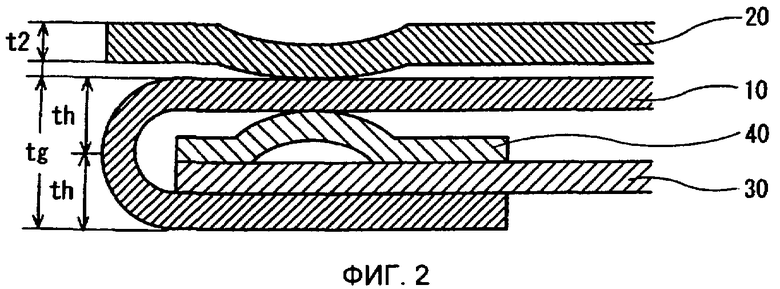
Фиг.2 представляет собой увеличенный фрагмент вида в разрезе вблизи загнутого участка на Фиг.1;
Фиг.3 представляет собой фрагмент вида в разрезе уплотнения головки цилиндра в соответствии со вторым вариантом исполнения настоящего изобретения;
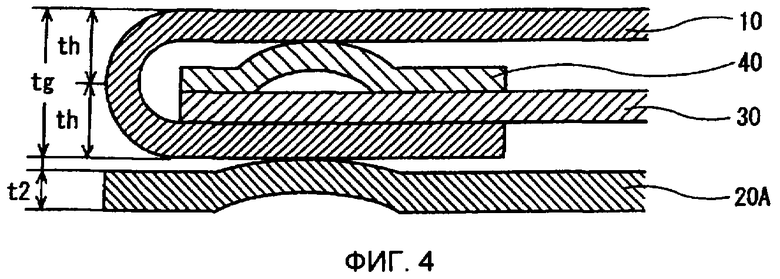
Фиг.4 представляет собой увеличенный фрагмент вида в разрезе вблизи загнутого участка на Фиг.3;
Фиг.5 представляет собой фрагмент вида в разрезе уплотнения головки цилиндра в соответствии с третьим вариантом исполнения настоящего изобретения; и
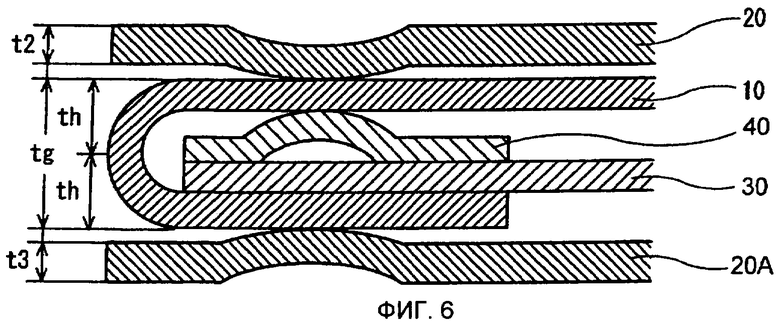
Фиг.6 представляет собой увеличенный фрагмент вида в разрезе вблизи загнутого участка на Фиг.5.
Детальное описание предпочтительных вариантов исполнения
Далее будет детально описано уплотнение головки цилиндра в соответствии с вариантами исполнения настоящего изобретения со ссылками на приложенные чертежи. В частности, Фиг.1-6 являются схематическими пояснительными видами, на которых толщины пластин и размеры каналов цилиндра, загнутых участков и буртиков отличаются от действительных, так что уплотнения головок цилиндров увеличены с целью пояснения.
Уплотнение головки цилиндра в соответствии с изобретением представляет собой металлическое уплотнение, расположенное между элементами двигателя, такими как головка цилиндра и блок цилиндров (корпус цилиндра) двигателя для герметизации текучей среды, такой как находящиеся при высоких температуре и давлении газообразные продукты горения в канале цилиндра и вода охлаждения или масло в каналах для воды охлаждения или охлаждающего масла.
Уплотнение головки цилиндра сформировано из одинарных или множественных листов металлических пластин (металлические субстраты), изготовленных из мягкой стали, отожженного нержавеющего материала (отожженный материал) или нержавеющего материала (пружинная сталь). Уплотнение головки цилиндра также изготовлено с формой, соответствующей форме элемента двигателя, такого как блок цилиндров, и снабжено каналами для цилиндров (отверстия камеры сгорания), отверстиями текучей среды для циркуляции воды охлаждения или машинного масла или болтовыми отверстиями для затягивания головок болтов.
Сначала будет пояснен первый вариант исполнения изобретения. Как показано на Фиг.1 и 2, уплотнение головки цилиндра 1 по первому варианту исполнения состоит из двух листов металлических пластин 10, 20 и трех листов вторичных пластин 30, 40, 50. Первая металлическая пластина 10 изготовлена из отожженного нержавеющего материала, и вторая металлическая пластина 20 изготовлена из нержавеющей пружинной стали. Также первая вторичная пластина 30 изготовлена из мягкой стали или отожженного нержавеющего материала, и вторая вторичная пластина 40 с выгнутым буртиком 41 изготовлена из нержавеющего материала. Третья вторичная пластина 50 с заплечиком 51 изготовлена из отожженного нержавеющего материала.
Первая металлическая пластина 10 включает загнутый участок или фланец 11, полученным путем отгибания назад первой металлической пластины 10 вокруг канала цилиндра 2. Вторая металлическая пластина 20 накладывается на первую металлическую пластину 10 со стороны, где первая металлическая пластина 10 не имеет загнутого участка 11, однако вторая металлическая пластина 20 оснащена выгнутым буртиком 21, который имеет выступ со стороны первой металлической пластины 10 (с внутренней стороны), и выступающий участок 21а выгнутого буртика 21 расположен со стороны внутреннего периметра конца 11a загнутого участка 11.
Также первая вторичная пластина 30 и вторая вторичная пластина 40 вставляются и расположены внутри загнутого участка 11. Первая вторичная пластина 30 изготовлена плоской со стороны внутреннего периметра конца 11a загнутого участка 11. Вторая вторичная пластина 40 изготовлена в виде кольцевой пластины с выгнутым буртиком 41 со стороны внутреннего периметра конца 11a загнутого участка 11. На виде сверху конец 40а со стороны внутреннего периметра второй вторичной пластины 40 находится в таком же положении, что и конец 30а со стороны внутреннего периметра первой вторичной пластины 30. Конец 40b со стороны внешнего периметра второй вторичной пластины 40 находится в таком же положении, что и конец 11a загнутого участка 11. Толщина tg загнутого участка 11 может быть увеличена путем вставки и размещения вторичных пластин 30, 40 таким образом, что кривизна закругленной части 11b загнутого участка 11 увеличивается, тем самым предотвращая развитие трещины.
Кроме того, сжимаемость загнутого участка 11 может быть увеличена за счет выгнутого буртика 41 второй вторичной пластины 40, тем самым предотвращая релаксацию ползучести загнутого участка 11. Обычно в качестве буртика 41 второй вторичной пластины 40 используется выгнутый буртик, однако может быть использован заплечик, и может быть использован любой буртик при условии, что он может предотвратить релаксацию ползучести загнутого участка 11. Также может быть скомбинирован ряд буртиков.
Как показано на Фиг.2, толщина пластины t2 вокруг канала цилиндра 2 второй металлической пластины 20 делается меньше половины th толщины tg загнутого участка 11, т.е. t2<th (=tg/2). Также толщина tg загнутого участка 11 делается больше путем вставки и размещения вторичных пластин 30, 40 в загнутом участке 11, так что толщина пластины t2 вокруг канала цилиндра 2 второй металлической пластины 20 может быть легко сделана меньше половины th толщины tg загнутого участка 11 соответственно.
Кроме того, по окружности отверстия для подачи воды 3 вторая металлическая пластина 20 включает заплечики 22, 23. Направление выступа заплечика 23 такое же, как и у выступающего участка 41а выгнутого буртика 41 второй вторичной пластины 40. Также третья вторичная пластина 50 образует заплечик 51, выступающий в противоположную сторону по сравнению с заплечиком 23. Эти два заплечика 23, 51 находятся в одинаковом положении на виде сверху. Более конкретно, каждый наклонный участок заплечиков 23, 51 расположен таким образом, чтобы они перекрывались друг с другом на виде сверху. Также конец 50а третьей вторичной пластины 50, расположенный со стороны периметра канала цилиндра 2, находится сбоку внешнего периметра по отношению к концу 11a загнутого участка 11.
Таким образом, закругленная часть 11b загнутого участка 11 первой металлической пластины 10 и конец 20а второй металлической пластины 20 выровнены вокруг канала цилиндра 2. Концы 10b, 20b первой и второй металлических пластин 10, 20 и концы 30b, 50b первой и третьей вторичных пластин 30, 50 выровнены по окружности отверстия для подачи воды 3.
В соответствии с уплотнением головки цилиндра 1, имеющим описанное выше строение, даже если вокруг канала цилиндра 2 создается большая уплотняющая сила из-за соотношения толщин, конец 20а второй металлической пластины 20 заходит в закругленную часть 11b загнутого участка 11 по окружности канала цилиндра 2. Соответственно, не создается большое поверхностное давление по окружности канала цилиндра 2, и максимальное поверхностное давление создается со стороны внешнего периметра. В результате избыточное давление уплотнения не прикладывается дополнительно по окружности канала цилиндра двигателя, тем самым ограничивая деформацию канала цилиндра. Более конкретно, за счет минимизации максимального значения поверхностного давления по окружности каждого канала цилиндра 2 может быть предотвращена деформация каждого канала цилиндра. При этом ширина загнутого участка 11 или форма или размеры буртиков 21, 41 могут быть определены по распределению поверхностного давления, полученному экспериментальным или расчетным путем.
Также, когда большая сжимающая сила дополнительно не прикладывается, соответствующее давление уплотнения приложено равномерно по периферии канала цилиндра через загнутый участок 11 и выгнутый буртик 21 и, кроме того, давление уплотнения прикладывается через линию уплотнения, образованную выгнутым буртиком 2 со стороны внешнего периметра, тем самым обеспечивая прекрасное качество уплотнения.
С помощью первой и второй вторичных пластин 30, 40 может быть отрегулирована толщина tg загнутого участка 11 и дополнительно сжимаемость загнутого участка 11 может быть увеличена за счет выгнутого буртика 41 второй вторичной пластины 40, тем самым предотвращая релаксацию ползучести загнутого участка 11. Обычно в качестве буртика 41 второй вторичной пластины 40 используется выгнутый буртик, однако может быть использован заплечик, и любой буртик может быть использован при условии, что он может предотвратить релаксацию ползучести загнутого участка 11. Также может быть скомбинирован ряд буртиков.
Также, если выступающий участок 21а выгнутого буртика 21 второй металлической пластины 20 и выступающий участок (участок контакта с первой металлической пластиной) 41а выгнутого буртика 41 второй вторичной пластины 40 находятся в одинаковом положении на виде сверху, может быть создано большее давление уплотнения. Также, если вышеупомянутые два выступающих участка 21а, 41а смещены на виде сверху, площадь относительно большого давления уплотнения может быть увеличена при одновременном снижении максимального давления уплотнения.
При такой конструкции, даже если верхняя сторона поверхности и нижняя сторона поверхности уплотнения головки цилиндра 1 трутся друг об друга и смещаются под действием внешних факторов, таких как тепловая деформация головки цилиндра или блока цилиндров, увеличение поверхностного давления на конец канала можно контролировать, тем самым уменьшая вдавливание, создаваемое головкой цилиндра или блока цилиндров.
В приведенном выше описании выгнутые буртики 21, 41 описываются на примере буртика, имеющего округлую форму в поперечном сечении. Однако форма буртика специально не ограничивается в данном изобретении, и форма в поперечном сечении может представлять собой дугу окружности, синусоиду (косинусоиду), трапецию, треугольник (форма горки) и т.п.
Далее будет описан второй вариант исполнения изобретения. Как показано на Фиг.3 и 4, уплотнение головки цилиндра 1А по второму варианту исполнения состоит из двух листов металлических пластин 10, 20А и трех листов вторичных пластин 30, 40, 50. Первая металлическая пластина 10 изготовлена из отожженного нержавеющего материала, и вторая металлическая пластина 20А изготовлена из нержавеющей пружинной стали. Также первая вторичная пластина 30 изготовлена из мягкой стали или отожженного нержавеющего материала, и вторая вторичная пластина 40, включая выгнутый буртик 41, изготовлена из нержавеющего материала. Кроме того, третья вторичная пластина 50, включая заплечик 51, изготовлена из отожженного нержавеющего материала.
Первая металлическая пластина 10 включает загнутый участок 11, который получают путем отгибания назад первой металлической пластины 10 вокруг канала цилиндра 2. Вторая металлическая пластина 20А накладывается на загнутый участок 11 со стороны загнутого участка 11 первой металлической пластины 10. Однако вторая металлическая пластина 20А снабжена выгнутым буртиком 21А, который выступает в сторону первой металлической пластины 10 (с внутренней стороны), и выступающий участок 21Аа выгнутого буртика 21А расположен со стороны внутреннего периметра конца 11a загнутого участка 11.
Также первая вторичная пластина 30 и вторая вторичная пластина 40 вставляются и расположены внутри загнутого участка 11. Первая вторичная пластина 30 изготовлена плоской со стороны внутреннего периметра конца 11а загнутого участка 11. Вторая вторичная пластина 40 изготовлена в виде кольцевой пластины с выгнутым буртиком 41 со стороны внутреннего периметра конца 11а загнутого участка 11. На виде сверху конец 40а со стороны внутреннего периметра второй вторичной пластины 40 находится в таком же положении, что и конец 30а со стороны внутреннего периметра первой вторичной пластины 30. Конец 40b со стороны внешнего периметра второй вторичной пластины 40 находится в таком же положении, что и конец 11а загнутого участка 11. Толщина tg загнутого участка 11 может быть увеличена путем вставки и размещения вторичных пластин 30, 40, так что кривизна закругленной части 11b загнутого участка 11 возрастает, тем самым предотвращая развитие трещины. Кроме того, сжимаемость загнутого участка 11 может быть увеличена за счет выгнутого буртика 41 второй вторичной пластины 40, тем самым предотвращая релаксацию ползучести загнутого участка 11. Обычно в качестве буртика 41 второй вторичной пластины 40 используется выгнутый буртик. Однако может быть использован заплечик, и любой буртик может быть использован при условии, что он может предотвращать релаксацию ползучести загнутого участка 11. Также могут быть скомбинированы несколько буртиков.
Кроме того, как показано на Фиг.4, толщина пластины t2 вокруг канала цилиндра 2 второй металлической пластины 20А делается равной меньше половины th толщины tg загнутого участка 11, т.е. t2<th (=tg/2). При этом толщина tg загнутого участка 11 становится больше за счет вставки и размещения вторичных пластин 30, 40 внутри загнутого участка 11, так что толщина пластины t2 вокруг канала цилиндра 2 второй металлической пластины 20А легко может быть сделана меньше половины th толщины tg загнутого участка 11 соответственно.
Кроме того, вторая металлическая пластина 20А включает заплечик 22А вокруг отверстия для подачи воды 3. Направление выступа заплечика 22А такое же, как и у выступающего участка 41 а выгнутого буртика 41 второй вторичной пластины 40. Также третья вторичная пластина 50 образует заплечик 51, который направлен в противоположную сторону от заплечика 22А. Эти два заплечика 22А, 51 находятся в одинаковом положении на виде сверху. Более конкретно, каждый наклонный участок каждого заплечика 22А, 51 расположен таким образом, чтобы они накладывались друг на друга на виде сверху. Также конец 50а третьей вторичной пластины 50, расположенный со стороны окружности канала цилиндра 2, находится со стороны внешнего периметра по отношению к концу 11а загнутого участка 11.
Таким образом, закругленная часть 11b загнутого участка 11 первой металлической пластины 10 и конец 20Аа второй металлической пластины 20А выровнены вокруг канала цилиндра 2. Концы 10b, 20Ab первой и второй металлических пластин 10, 20А и концы 30b, 50b первой и третьей вторичных пластин 30, 50 выровнены по окружности отверстия для подачи воды 3.
В соответствии с уплотнением головки цилиндра 1А, имеющим описанное выше строение, даже если большая прижимная сила создается вокруг канала цилиндра 2 вследствие соотношения толщин, конец 20Аа второй металлической пластины 20А заходит в закругленную часть 11b загнутого участка 11 по окружности канала цилиндра 2. Соответственно, не создается большого поверхностного давления по окружности канала цилиндра 2, и максимальное поверхностное давление создается со стороны внешнего периметра. В результате избыточное давление уплотнения не прикладывается дополнительно по периферии канала цилиндра двигателя, тем самым ограничивая деформацию канала цилиндра. Более конкретно, путем минимизации максимального значения поверхностного давления по окружности каждого канала цилиндра 2 можно предотвратить деформацию каждого канала цилиндра. При этом ширина загнутого участка 11 или форма или размеры буртиков 21А, 41 могут быть определены на основании распределения поверхностного давления, полученного экспериментальным или расчетным путем.
Также, если не приложено большое сжимающее усилие, соответствующее давление уплотнения равномерно прикладывается по периферии канала цилиндра через загнутый участок 11 и выгнутый буртик 21А и, кроме того, давление уплотнения прикладывается по линии уплотнения, создаваемой выгнутым буртиком 21А со стороны внешнего периметра, тем самым обеспечивая прекрасное качество уплотнения.
С помощью первой и второй вторичных пластин 30, 40 может быть отрегулирована толщина tg загнутого участка 11 и, кроме того, сжимаемость загнутого участка 11 может быть увеличена за счет выгнутого буртика 41 второй вторичной пластины 40, тем самым предотвращая релаксацию ползучести загнутого участка 11. Обычно в качестве буртика 41 второй вторичной пластины 40 используется выгнутый буртик. Однако может быть использован заплечик, и любой буртик может быть использован при условии, что он может предотвращать релаксацию ползучести загнутого участка 11. Также могут быть скомбинированы несколько буртиков.
Также, если выступающий участок 21Аа выгнутого буртика 21А второй металлической пластины 20А и выступающий участок (участок контакта с первой металлической пластиной) 41а выгнутого буртика 41 второй вторичной пластины 40 находятся в одинаковом положении на виде сверху, может быть создано большее давление уплотнения. Также, если вышеупомянутые два выступающих участка 21Аа, 41а смещены на виде сверху, площадь относительно большого давления уплотнения может быть увеличена при уменьшении максимального давления уплотнения.
При такой конструкции, даже когда верхняя сторона поверхности и нижняя сторона поверхности уплотнения головки цилиндра 1 трутся друг об друга и смещаются под действием внешних факторов, таких как тепловая деформация головки цилиндра или блока цилиндров, увеличение поверхностного давления на конец канала можно контролировать, тем самым уменьшая вдавливание, создаваемое головкой цилиндра или блоком цилиндров.
В приведенном выше описании выгнутые буртики 21А, 41 описываются на примере буртика, имеющего в поперечном сечении форму окружности. Однако форма буртика в данном изобретении конкретно не ограничивается, и форма в поперечном сечении может представлять собой дугу окружности, синусоиду (косинусоиду), трапецию, треугольник (горку) и т.п.
Далее будет описан третий вариант исполнения изобретения. Как показано на Фиг.5 и 6, уплотнение головки цилиндра 1В по третьему варианту исполнения состоит из трех листов металлических пластин 10, 20, 20А и трех листов вторичных пластин 30, 40, 50. Первая металлическая пластина 10 изготовлена из отожженного нержавеющего материала, и вторые металлические пластины 20, 20А изготовлены из нержавеющей пружинной стали. Также первая вторичная пластина 30 изготовлена из мягкой стали или отожженного нержавеющего материала, и вторая вторичная пластина 40, включая выгнутый буртик 41, изготовлена из нержавеющего материала. Кроме того, третья вторичная пластина 50, включая заплечик 51, изготовлена из отожженного нержавеющего материала.
Первая металлическая пластина 10 включает загнутый участок 11, полученный путем отгибания назад первой металлической пластины 10 вокруг канала цилиндра 2. Вторая и третьей металлические пластины 20, 20А расположены по обе стороны от первой металлической пластины 10. На второй и третьей металлических пластинах 20, 20А предусмотрены выгнутые буртики 21, 21Аа, выступающие вбок первой металлической пластины 10 (с внутренней стороны). Выступающий участок 21а, 21Аа выгнутого буртика 21, 21А расположен со стороны внутреннего периметра конца 11a загнутого участка 11.
Также первая вторичная пластина 30 и вторая вторичная пластина 40 вставляются и расположены внутри загнутого участка 11. Первая вторичная пластина 30 изготовлена плоской со стороны внутреннего периметра конца 11а загнутого участка 11. Вторая вторичная пластина 40 изготовлена в виде кольцевой пластины с выгнутым буртиком 41 со стороны внутреннего периметра конца 11a загнутого участка 11. На виде сверху конец 40а со стороны внутреннего периметра второй вторичной пластины 40 находится в таком же положении, что и конец 30а со стороны внутреннего периметра первой вторичной пластины 30. Конец 40b со стороны внешнего периметра второй вторичной пластины 40 находится в таком же положении, что и конец 11а загнутого участка 11. Толщина tg загнутого участка 11 может быть увеличена путем вставки и размещения вторичных пластин 30, 40, так что кривизна закругленной части 11b загнутого участка 11 возрастает, тем самым предотвращая развитие трещины. Кроме того, сжимаемость загнутого участка 11 может быть увеличена за счет выгнутого буртика 41 второй вторичной пластины 40, тем самым предотвращая релаксацию ползучести загнутого участка 11. Обычно в качестве буртика 41 второй вторичной пластины 40 используется выгнутый буртик. Однако может быть использован заплечик, и любой буртик может быть использован при условии, что он может предотвращать релаксацию ползучести загнутого участка 11. Также могут быть скомбинированы несколько буртиков.
Кроме того, как показано на Фиг.6, толщина каждой из пластин t2, t3 вокруг канала цилиндра 2 второй и третьей металлических пластин 20А делается равной меньше половины th толщины tg загнутого участка 11, т.е. t2<th и t3<th (=tg/2). При этом толщина tg загнутого участка 11 увеличивается за счет вставки и размещения вторичных пластин 30, 40 внутри загнутого участка 11, так что толщина каждой из пластин t2, t3 вокруг канала цилиндра 2 второй и третьей металлических пластин 20, 20А может быть легко сделана равной меньше половины th толщины tg загнутого участка 11 соответственно.
Кроме того, вторая металлическая пластина 20 включает заплечики 22, 23 вокруг отверстия для подачи воды 3, и третья металлическая пластина 20А включает заплечик 22А вокруг отверстия для подачи воды 3. Направление выступов заплечиков 23, 22А такое же, как и направление выступающего участка 41а выгнутого буртика 41 второй вторичной пластины 40. Также третья вторичная пластина 50 образует заплечик 51, направленный в противоположную сторону от заплечиков 23, 22А. Эти три заплечика 22А, 23, 51 находятся в одинаковом положении на виде сверху. Более конкретно, каждый наклонный участок каждого заплечика 22А, 23, 51 расположен таким образом, чтобы перекрывать друг друга на виде сверху. Также конец третьей вторичной пластины 50, расположенный по окружности канала цилиндра 2, находится со стороны внешнего периметра по отношению к концу 11a загнутого участка 11.
Таким образом, закругленная часть 11b загнутого участка 11 первой металлической пластины 10 и концы 20а, 20Аа второй и третьей металлических пластин 20, 20А выровнены вокруг канала цилиндра 2. Концы 10b, 20b, 20Ab первой, второй и третьей металлических пластин 10, 20, 20А, и концы 30b, 50b первой и третьей вторичных пластин 30, 50 выровнены по окружности отверстия для подачи воды 3.
В соответствии с уплотнением головки цилиндра 1 В, имеющим описанное выше строение, даже если большое прижимное усилие создается вокруг канала цилиндра 2 вследствие соотношения толщин, концы 20а, 20Аа второй и третьей металлических пластин 20, 20А заходят в закругленную часть 11b загнутого участка 11 по окружности канала цилиндра 2. Соответственно, большое поверхностное давление не создается по окружности канала цилиндра 2, и максимальное поверхностное давление создается со стороны внешнего периметра. В результате избыточное давление уплотнения не прикладывается дополнительно по периферии канала цилиндра двигателя, тем самым ограничивая деформацию канала цилиндра. Более конкретно, за счет минимизации максимального значения поверхностного давления по окружности каждого канала цилиндра 2 можно предотвратить деформацию каждого канала цилиндра. При этом ширина загнутого участка 11 или форма или размеры буртиков 21, 21А, 41 могут быть определены по распределению поверхностного давления, полученному экспериментальным или расчетным путем.
Также, если большое сжимающее усилие не прикладывается, соответствующее давление уплотнения приложено равномерно по периферии канала цилиндра через загнутый участок 11 и выгнутые буртики 21, 21А и, кроме того, давление уплотнения прикладывается по линии уплотнения, образованной выгнутым буртиком 21, 21А со стороны внешнего периметра, тем самым обеспечивая прекрасное качество уплотнения.
С помощью первой и второй вторичных пластин 30, 40 может быть отрегулирована толщина tg загнутого участка 11 и, кроме того, сжимаемость загнутого участка 11 может быть увеличена за счет выгнутого буртика 41 второй вторичной пластины 40, тем самым предотвращая релаксацию ползучести загнутого участка 11. Обычно в качестве буртика 41 второй вторичной пластины 40 используется выгнутый буртик. Однако может быть использован заплечик, и любой буртик может быть использован при условии, что он может предотвращать релаксацию ползучести загнутого участка 11. Также могут быть скомбинированы несколько буртиков.
Также, если выступающие участки 21а, 21Аа выгнутых буртиков 21, 21А второй и третьей металлических пластин 20, 20А, и выступающий участок (участок контакта с первой металлической пластиной) 41а выгнутого буртика 41 второй вторичной пластины 40 находятся в одинаковом положении на виде сверху, может быть создано большее давление уплотнения. Также, если вышеупомянутые два или три выступающие участки 21а, 21Аа, 41а смещены на виде сверху, площадь относительно большого давления уплотнения может быть увеличена при уменьшении максимального давления уплотнения.
При такой конструкции, если верхняя сторона поверхности и нижняя сторона поверхности уплотнения головки цилиндра 1 трутся друг об друга и смещаются под действием внешних факторов, таких как тепловая деформация головки цилиндра или блока цилиндров, увеличение поверхностного давления на конец канала можно контролировать, тем самым уменьшая вдавливание, создаваемое головкой цилиндра или блока цилиндров.
В приведенном выше описании выгнутые буртики 21, 21А, 41 описаны на примере буртика, имеющего круговую форму в поперечном сечении. Однако форма буртика конкретно не ограничивается в настоящем изобретении, и форма в поперечном сечении может быть дугой окружности, синусоидой (косинусоидой), трапецией, треугольником (горкой) и т.п.
| название | год | авторы | номер документа |
|---|---|---|---|
| ИНГАЛЯТОР | 2010 |
|
RU2529691C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УПАКОВОЧНЫХ ТЮБИКОВ | 1997 |
|
RU2204484C2 |
| БАНКА, ПРИГОДНАЯ ДЛЯ ПРИМЕНЕНИЯ СО СЪЕМНОЙ КРЫШКОЙ (ВАРИАНТЫ), КОРПУС БАНКИ (ВАРИАНТЫ) И СПОСОБ ОБРАБОТКИ КОРПУСА БАНКИ | 2016 |
|
RU2713976C2 |
| СПОСОБ ОЧИСТКИ ТРУБ ТЕПЛООБМЕННИКА С ПОМОЩЬЮ СТРУЙНОГО СРЕДСТВА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2358219C2 |
| УСТРОЙСТВО НЕПРЕРЫВНОГО ЛИТЬЯ С ДВУМЯ ВАЛКАМИ | 2016 |
|
RU2720515C1 |
| ГИДРО(ПНЕВМО)УСТРОЙСТВО | 2017 |
|
RU2717469C1 |
| УСТРОЙСТВО, НЕ ДОПУСКАЮЩЕЕ ПОВТОРНОГО ЗАПОЛНЕНИЯ, ДЛЯ ГОРЛОВИНЫ КОНТЕЙНЕРА | 1998 |
|
RU2205143C2 |
| ГИДРО(ПНЕВМО)УСТРОЙСТВО И СПОСОБ ИЗГОТОВЛЕНИЯ ПОРШНЕВОГО УЗЛА | 2017 |
|
RU2722581C1 |
| СОЕДИНЕНИЕ ДЛЯ СТОМЫ | 1994 |
|
RU2124335C1 |
| ДОЗИРУЮЩАЯ КЛАПАННАЯ СИСТЕМА ДЛЯ НЕСКОЛЬКИХ ВЫДАЧНЫХ ПОТОКОВ | 2000 |
|
RU2247066C2 |

Уплотнение головки цилиндра для двигателя внутреннего сгорания с каналом цилиндра и отверстием для текучей среды включает первую металлическую пластину (10), имеющую изогнутый участок вокруг канала цилиндра и загнутый участок, отходящий в сторону от изогнутого участка, и вторую металлическую пластину (20, 20А), наложенную на первую металлическую пластину и имеющую первый выгнутый буртик (21, 21А), выступающий в направлении первой металлической пластины. Первый выгнутый буртик расположен на загнутом участке. По меньшей мере одна вторичная пластина (30, 40, 50) вставляется внутрь загнутого участка. Такое выполнение повышает эффективность уплотнения. 8 з.п. ф-лы, 6 ил.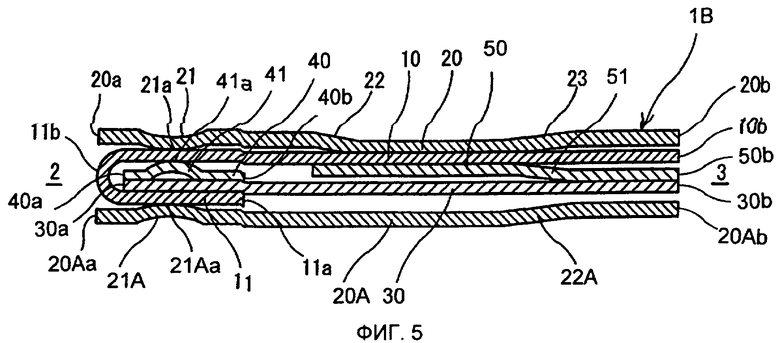
1. Уплотнение головки цилиндра двигателя внутреннего сгорания с каналом цилиндра и отверстием для текучей среды, включающее:
первую металлическую пластину, имеющую изогнутый участок вокруг канала цилиндра и загнутый участок, отходящий в сторону от изогнутого участка,
вторую металлическую пластину, наложенную на первую металлическую пластину, и
по меньшей мере одну вторичную пластину, вставленную внутрь загнутого участка,
где вторая металлическая пластина имеет первый выгнутый буртик, выступающий в направлении первой металлической пластины, причем указанный первый выгнутый буртик расположен на загнутом участке.
2. Уплотнение головки цилиндра по п.1, где вторая металлическая пластина накладывается на загнутый участок первой металлической пластины.
3. Уплотнение головки цилиндра по п.1 или 2, где вторая металлическая пластина имеет толщину вокруг канала цилиндра меньше половины толщины загнутого участка.
4. Уплотнение головки цилиндра по п.1, где по меньшей мере одна вторичная пластина включает плоскую первую вторичную пластину и вторую вторичную пластину, имеющую кольцевую форму с буртиком, причем обе пластины расположены внутри загнутого участка.
5. Уплотнение головки цилиндра по п.4, где по меньшей мере одна вторичная пластина далее включает третью вторичную пластину, наложенную на первую вторичную пластину снаружи второй вторичной пластины.
6. Уплотнение головки цилиндра по п.5, где вторая металлическая пластина включает буртик, выступающий в направлении первой металлической пластины вокруг отверстия для текучей среды.
7. Уплотнение головки цилиндра по п.6, где указанный буртик второй металлической пластины включает два заплечика.
8. Уплотнение головки цилиндра по п.7, где третья вторичная пластина включает буртик вокруг отверстия для текучей среды, расположенный в плане в таком же положении, как один из двух заплечиков.
9. Уплотнение головки цилиндра по п.1, в котором вторая металлическая пластина включает верхнюю вторую металлическую пластину, наложенную поверх первой металлической пластины, и нижнюю вторую металлическую пластину, подложенную под первую металлическую пластину со стороны, противоположной верхней второй металлической пластине, и имеющую второй выгнутый буртик, выступающий в направлении первой металлической пластины, причем второй выгнутый буртик расположен на загнутом участке.
Приоритет по пунктам:
31.10.2006 по пп.1-8;
16.05.2006 по п. 9.
| ЕР 0230804 А2, 05.08.1987 | |||
| US 4799695 A, 24.01.1989 | |||
| US 5586776 A, 24.12.1996 | |||
| Стенд для ударных испытаний | 2017 |
|
RU2655700C1 |
| ПЛОСКАЯ ПРОКЛАДКА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2001 |
|
RU2273778C2 |
| RU 2005121906 A, 20.01.2006. | |||

