Изобретение относится к плоской прокладке, имеющей по меньшей мере один металлический слой, в котором выполнено по меньшей мере одно отверстие, и к способу изготовления такой прокладки. Однослойная или многослойная плоская прокладка может быть выполнена для использования, в частности, в качестве прокладки для головок цилиндров, а также для других поверхностей, между которыми должно быть обеспечено уплотнение, например в качестве разнообразных фланцевых прокладок.
Для улучшения уплотнительных свойств металлической плоской прокладки и сохранения их в течение сравнительно продолжительного времени вокруг отверстий различной формы по меньшей мере в одном из слоев прокладки обычно формируют буртик, который, как правило, полностью окружает это отверстие.
Однако буртик может выполнять свои функции лишь до тех пор, пока в области этого буртика сохраняется некоторая упругость, что, как правило, нельзя обеспечить без дополнительных средств, предупреждающих полную пластическую деформацию. С этой целью обычно используются ограничители деформации для буртиков. Такие ограничители деформации известны и весьма разнообразны и обычно называются "стопорами". Например, ограничители деформации могут быть получены сгибанием одного из металлических слоев или с помощью дополнительных элементов.
В DE 29804534 описан такой ограничитель деформации в виде снабженной канавками области, выполненной в металлическом слое. Образование канавок осуществляют холодным или горячим профилированием. Размеры канавок выбирают с учетом толщины металлического слоя и конкретных условий установки прокладки так, чтобы область с канавками обеспечивала соответствующее увеличение толщины.
Однако область с канавками в качестве ограничителя деформации оказывает лишь незначительное влияние на желательные свойства. В частности, изменение этих свойств с целью приспособления к различным условиям эксплуатации, которые могут различаться локально по площади прокладки, возможно лишь при определенных условиях и в ограниченной мере.
В каждом из подходящих способов изготовления прокладок, независимо от того, была ли использована холодная или горячая штамповка, в этой области происходит изменение свойств металла, что необходимо принимать во внимание по меньшей мере при выборе и профилировании плоского материала.
В частности, при формировании канавок путем холодной прессовки металла имеет место соответствующий износ прессовочного инструмента, вследствие чего рано или поздно приходится производить замену дорогостоящих инструментов.
Кроме того, процесс образования канавок не является воспроизводимым для любой глубины канавок и любой плотности.
Поэтому целью изобретения является создание плоской прокладки по меньшей мере с одним металлическим слоем, которая лучше приспособлена к возникающим локально влияниям, и создание экономичного способа изготовления такой плоской прокладки.
Согласно изобретению эта цель достигнута посредством плоской прокладки по п.1 формулы изобретения или способа по п.29. Предпочтительные варианты выполнения и усовершенствования изобретения изложены в зависимых пунктах формулы.
В отличие от рассмотренной выше прокладки с областью, в которой выполнены канавки, плоская прокладка согласно изобретению, которая может иметь один или несколько металлических слоев, расположенных один над другим, имеет профиль по меньшей мере в одном из металлических слоев по меньшей мере в областях вокруг одного отверстия или большего количества отверстий, в частности отверстий для камер сгорания в прокладках для головок цилиндров. Такой профиль может быть волнообразным и/или зубчатым и формироваться путем выдавливания в соответствующем металлическом слое.
Термин "волнообразный" в настоящем изобретении охватывает также формы, отличные от синусоидальной. Волна может быть сплющенной на гребнях и впадинах волн и иметь, например, прямые боковые стороны. Трапецеидальная форма в настоящем изобретении также подпадает под понятие "волнообразный".
Профиль сформирован предпочтительно по меньшей мере в областях вокруг отверстий и по мере возможности приспособлен к их наружному контуру. В идеальном случае такой профиль имеет три и более гребня волны или три и более зубьев на каждой стороне прокладки. В этом случае хорошее уплотнение достигается даже без наполнения или покрытия профиля.
При выдавливании зубчатого профиля целесообразно скруглить концы отдельных зубьев, которые обращены поочередно в направлении к каждой уплотнительной поверхности. В случае волнообразного профиля этого, разумеется, не требуется. Однако в обоих случаях гребни волн или впадины волн могут быть сплющены или сглажены, в результате чего на соседних уплотнительных слоях образуется особенно эффективная посадочная поверхность ограничителя деформации. Целесообразно, чтобы высота гребней волн или зубьев, т.е. амплитуда, не была постоянной на протяжении всего профиля, а могла иметь разную величину в расположенных по окружности областях вокруг отверстия с учетом соответствующей геометрической формы. Аналогично, интервалы между гребнями волн или зубьями также могут изменяться.
Могут быть заданы разные значения амплитуд зубьев или гребней волн и/или интервалов между зубьями или гребнями волн, а также радиусов волн по мере увеличения расстояния от края соответствующего отверстия, чтобы обеспечить требуемое локальное влияние, в частности, на упругость и жесткость. Тем самым также допускается пластическое формование одной области с таким профилем или же оно может происходить уже перед установкой такой плоской прокладки.
Область перехода между впадинами и гребнями волн или между зубьями, расположенными рядом друг с другом на противоположных сторонах, может иметь меньшую толщину, чем впадины волн/гребни волн или зубья. Путем соответствующего выдавливания в процессе выполнения профиля (обжим боковых сторон) можно также профилировать толщину материала и свойства профиля могут быть приспособлены к соответствующим конкретным условиям. Можно также обжать не боковые стороны, а гребни или впадины. Так называемое обжатие по радиусу приводит к утолщению боковых сторон.
Может оказаться достаточным сформировать профиль вокруг отверстий с длиной периода = 1. Это означает, что профиль включает всего два гребня волн или два зуба, сформированные в противоположных направлениях. В волне может быть и большее количество гребней, предпочтительно три и более.
Особенно предпочтительно, если профиль используется в качестве ограничителя деформации для дополнительно сформированных буртиков.
В однослойной прокладке профиль согласно изобретению можно сформировать по меньшей мере с одной стороны одного такого буртика, но можно выполнить профили и с обеих сторон. Предпочтительно, чтобы профиль был расположен со стороны камеры сгорания. В случае, когда профиль играет роль ограничителя деформации и расположен рядом с буртиком, волнообразную форму профиля, т.е. высоту профиля (амплитуду) и интервал между гребнями волн (период) согласовывают с буртиком. Профиль, в частности амплитуда волн, должен быть меньше, чем высота буртика (см., например, фиг.4 и 6).
Однако профиль даже в случае многослойного уплотнения может быть сформирован в одном слое, а буртик - в соседнем слое.
Согласно изобретению плоская прокладка может также содержать по меньшей мере два металлических слоя, каждый из которых имеет волнообразную или зубчатую форму. Эти профили могут быть расположены один над другим. Целесообразно, чтобы профили в двух слоях были разными в отношении длины, глубины и/или радиуса соответствующей волнообразной структуры (амплитуда, высота профиля и радиус). Если два выполненных различными волнообразных буртика сжаты в двигателе непосредственно в контакте друг с другом, то относительное смещение каждого волнообразного буртика будет зависеть от соответствующей волнообразной структуры. Различие в относительном смещении двух профилей может использоваться как упругий пружинный элемент, обеспечивающий уплотнение с большой растягивающей силой. Таким образом, нет необходимости выполнять полный буртик в одном из металлических листов, но тем не менее растягивающая сила может быть больше, чем в случае полного буртика.
Слой, имеющий профиль, может быть усилен в области профиля по меньшей мере одним дополнительным слоем, например кольцом, предпочтительно с шириной профиля. Этот слой или это кольцо может охватывать профилированный слой по окружному краю отверстия по меньшей мере в некоторых областях с формированием так называемого фальцевого ограничителя деформации. Усиливающий спой или усиливающее кольцо может иметь такой же профиль и, следовательно, оба профиля могут прилегать друг к другу с геометрическим замыканием. В этом случае амплитуда, период и радиус профиля в усиливающем слое или в усиливающем кольце могут изменяться вдоль окружного края и/или в направлении, перпендикулярном к окружному краю отверстия. Если выполнять расположенные рядом профили в разных слоях с отличными друг от друга периодом, амплитудой и радиусом, то можно дополнительно влиять на уплотнительные свойства. Ограничитель деформации (слой или кольцо) может быть соединен с волнообразным ограничителем деформации сваркой любого вида. С помощью этого приваренного ограничителя деформации создается изменяемый выступ, который в то же время содержит упругую часть. Выбор толщины дополнительного ограничителя деформации позволяет приспособить прокладку в его области к условиям в двигателе. Таким образом можно создать очень хорошие и надежные конструкции, например, даже для дизельных двигателей грузовиков.
В отличие от известных плоских прокладок в изобретении для создания ограничителей деформации не требуется сгибания или отбортовки слоев прокладки или дополнительных элементов, что позволяет снизить затраты на изготовление.
В предпочтительном варианте выполнения изобретения хорошее и долговечное уплотнение можно обеспечить и при отсутствии окружающего отверстие буртика посредством выполнения в прокладке соответствующего профиля. В этом случае функция буртика как ограничителя деформации выполняется только профилем.
С этой целью профиль одного слоя или большего количества слоев может быть так оптимизирован по форме и размерам, что в различных его областях можно получить требуемую упругость, жесткость и желательную степень пластической деформации. Для этого, как было сказано выше, можно изменять интервалы между гребнями волн или зубьями, и/или их высоты, и/или радиусы отдельных волн. Например, область профиля, расположенная вблизи отверстия, может иметь меньшие интервалы между гребнями волн или зубьями, чем более удаленные области. Поэтому в этой области упругость будет меньше, чем в плотно заполненных областях профиля. Однако интервалы и/или высоты могут последовательно возрастать, начиная от наружного края отверстия.
Плотно заполненные области профиля имеют меньшую упругость и могут до некоторой степени пластически деформироваться и эта область может при необходимости выполнять функцию ограничителя деформации.
Кроме того, по окружности отверстия, например расточки цилиндра, может изменяться количество гребней или впадин волн или зубьев, толщина листа, высота или форма, в частности радиусы гребней/впадин волн или зубьев, интервалы между ними и т.п.
В металлических слоях, в которых выполнен профиль, верхняя и нижняя стороны, т.е. стороны, которые при установке обращены, например, к головке цилиндра или блоку цилиндров, могут быть выполнены по-разному, например, могут иметь разную высоту и форму гребней и впадин волн и т.п., чтобы ограничитель деформации был приспособлен к разным свойствам, например, головки цилиндра и блока цилиндров, которые могут быть изготовлены из разных материалов.
Металлический слой, в котором имеется профиль, может быть выполнен из стали, поддающейся холодной формовке, например мартенситной стали Zapp VACL 180T, которую закаливают с отпуском, например, до 300°С.
Жесткость конкретных областей профиля можно также увеличить с помощью перемычек между соседними гребнями волн или зубьями. Такие перемычки могут быть расположены одна за другой или со смещением. Перемычки могут иметься и только в одной области, находящейся на большем расстоянии от соответствующего отверстия.
Профиль согласно изобретению может быть сформирован в различных металлах, в том числе в пружинной стали различных сортов, что позволяет получить лучшую упругость и более долговечное уплотнение.
Плоская прокладка согласно изобретению может быть усовершенствована путем нанесения по меньшей мере на одну сторону металлического слоя известных сами по себе материалов. Подходящими материалами являются эластомеры, упомянутые, например, в DE 19829058, DE 19928580 и DE 19928601, содержание которых использовано в настоящем описании.
В этом случае такой наполнитель присутствует по меньшей мере в областях и частях профиля, причем путем выбора эластомера можно влиять на упругость и жесткость. Дополнительное влияние на свойства можно также оказывать путем изменения уровня наполнения профиля наполнителем. Это означает, что впадины волн волнообразного профиля или промежутки между зубьями зубчатого профиля могут быть наполнены как полностью, так и частично, в результате чего можно оказывать локальное влияние не только на упругость и жесткость, но и на амортизирующие свойства.
Уровень наполнения можно изменять с увеличением расстояния от края отверстий. Его также можно изменять вдоль окружности соответствующих отверстий.
Плоские прокладки согласно изобретению, независимо от того, выполнены они с одним слоем или с несколькими слоями, с дополнительным наполнителем или без него, могут быть изготовлены посредством нескольких простых технологичных легко управляемых операций, т.е. экономичным способом.
Путем изменения формы и размеров профиля свойства можно задавать локально.
Можно использовать сочетание волнообразной и зубчатой формы для одного профиля.
Следует обратить внимание на то, что в случае зубчатого профиля сформированный слой сгибается в поперечном сечении и зубья не врезаются в материал, как это имеет место в известной прокладке с канавками. То же относится и к волнообразному профилю.
В случае плоских прокладок, выполненных согласно изобретению, в металле не происходит локального увеличения твердости. Возможно незначительное коробление. Профили могут быть выполнены в твердой пружинной стали.
Ниже изобретение описано подробно со ссылками на сопровождающие чертежи, где:
на фиг.1 показано сечение части плоской прокладки согласно изобретению, в которой волнообразный профиль образует ограничитель деформации для обычного буртика,
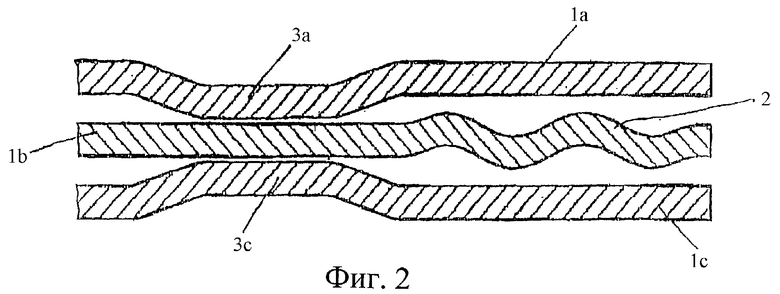
на фиг.2 показана часть трехслойной плоской прокладки с двумя снабженными буртиками наружными слоями,
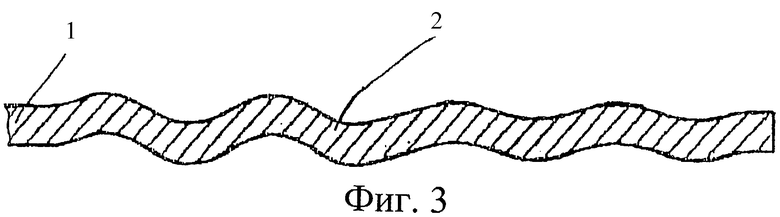
на фиг.3 показана часть еще одного варианта плоской прокладки согласно изобретению с переменным профилем;
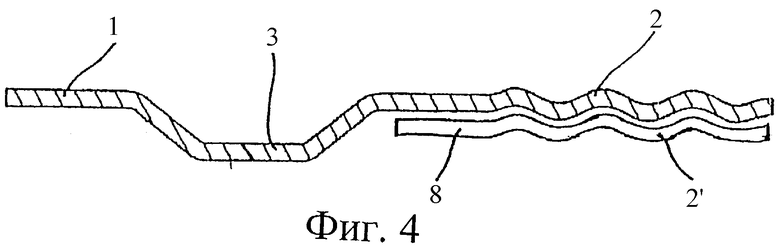
на фиг.4 показан еще один вариант плоской прокладки согласно изобретению;
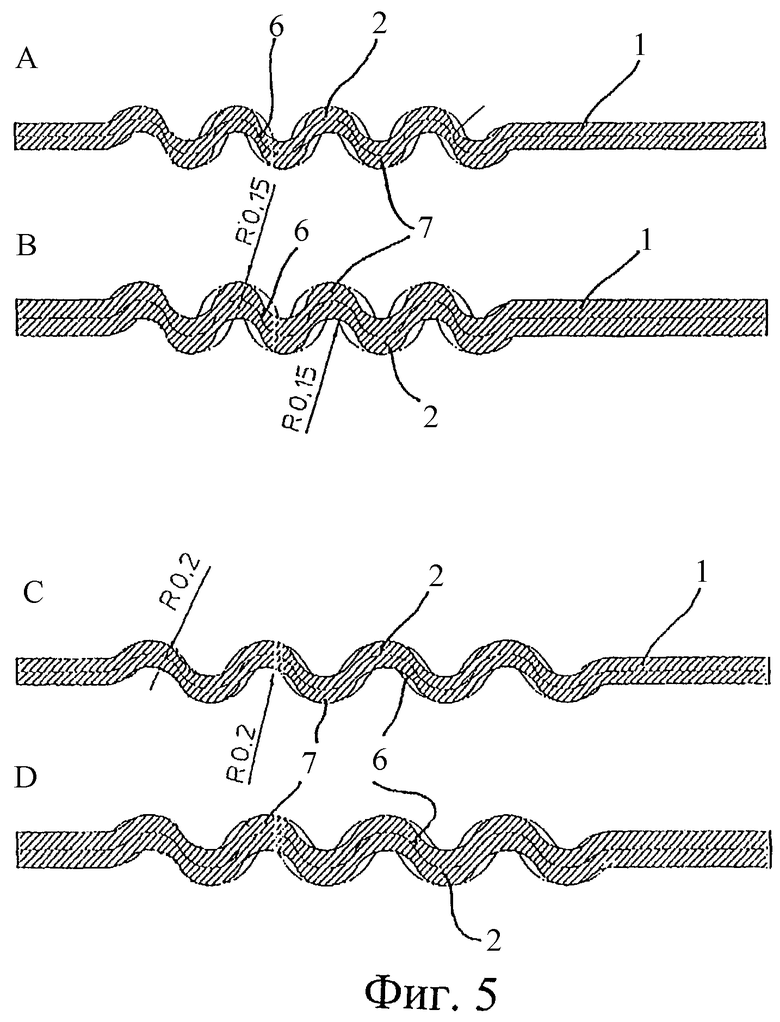
на фиг.5 показаны четыре других варианта однослойных плоских прокладок согласно изобретению;
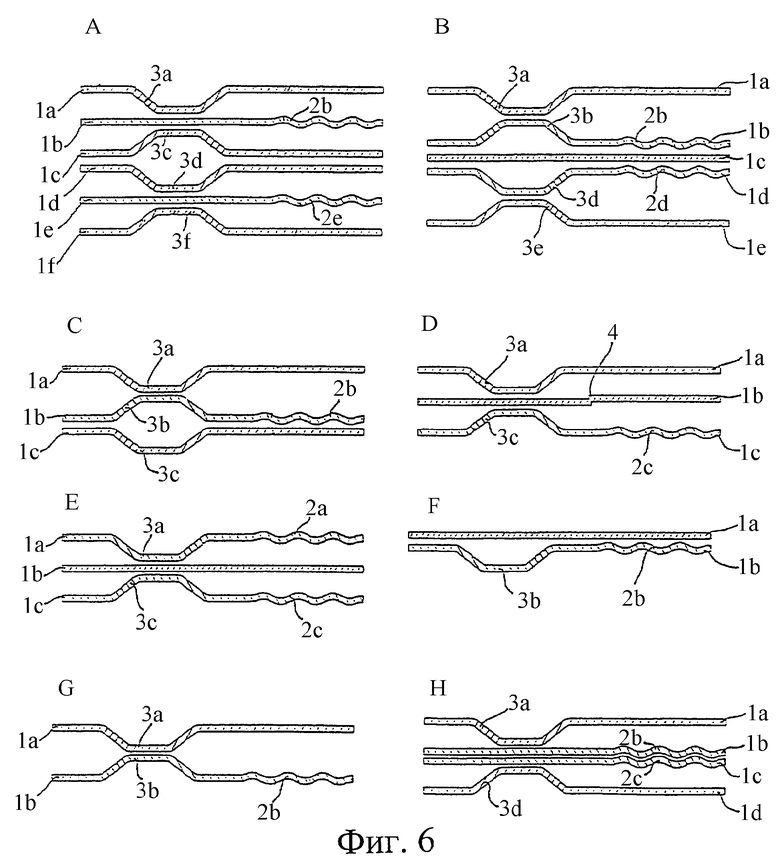
на фиг.6 показаны восемь следующих вариантов плоских прокладок согласно изобретению;
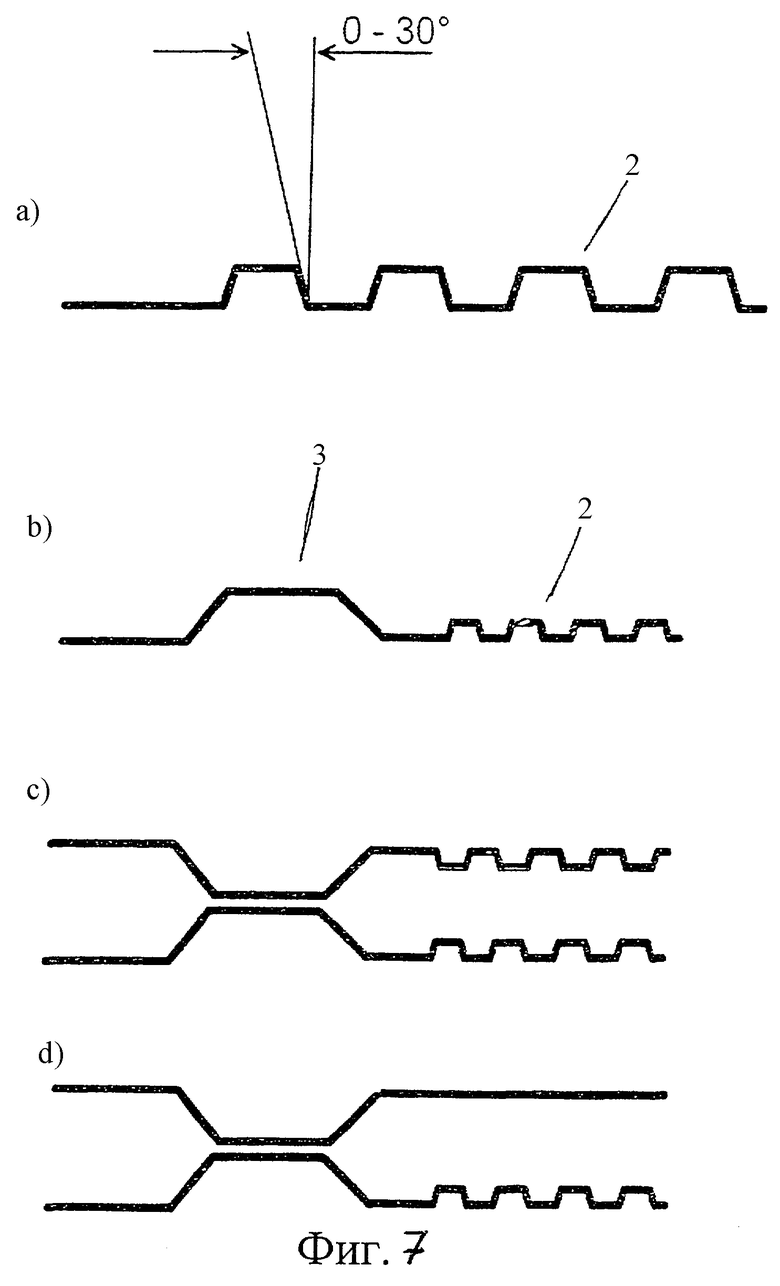
на фиг.7 показан вариант с профилем трапецеидальной формы, и
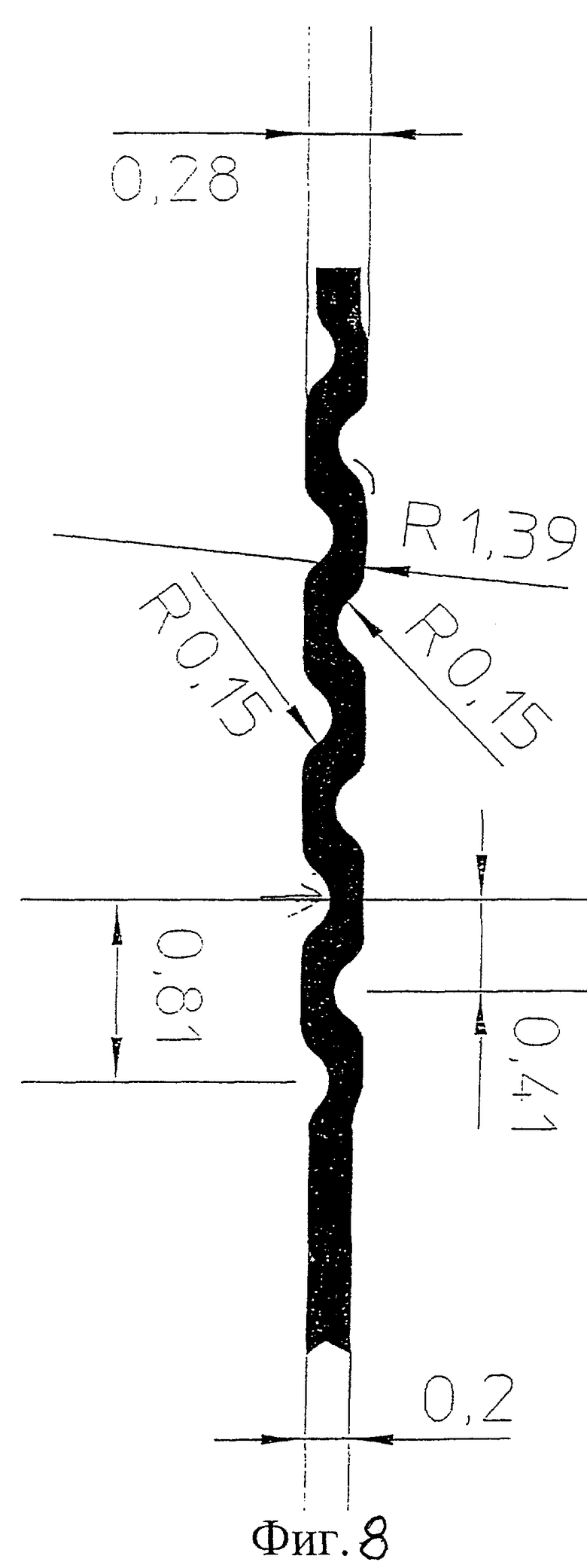
на фиг.8 показан вариант с профилем, образованным в виде обжатого по радиусу буртика.
В примере однослойной плоской прокладки согласно изобретению, показанной на фиг.1, буртик 3 сформирован в металлическом слое 1 и в направлении не показанного здесь отверстия граничит с волнообразным профилем 2 с периодично расположенными гребнями и впадинами волн, в котором гребни волн имеют постоянную высоту и разделены друг от друга постоянными интервалами. В этом случае профиль 2 благодаря своим упругим свойствам, кроме функции ограничителя деформации для буртика 3, выполняет также функцию уплотнения.
Здесь, как и при описании следующих чертежей, для обозначения одинаковых элементов используются одинаковые позиции.
На упругие свойства можно влиять, наполняя промежутки между соседними гребнями волн профиля 2, например эластомером (не показан), до различного уровня. Разумеется, промежутки между гребнями волн можно заполнить эластомером и полностью.
Соответствующий профиль 2 может быть сформирован (не показано) и с другой стороны от буртика 3.
На фиг.2 показана трехслойная плоская прокладка, в которой буртики 3 образованы в двух наружных слоях 1', а в центральном слое 1 выполнен волнообразный профиль 2. Замечания в отношении влияния на свойства, которые были сделаны при описании фиг.1, справедливы и для этого примера.
На фиг.3 показана однослойная металлическая плоская прокладка, но без дополнительного буртика 3. Функцию буртика в этом примере может выполнять соответственно сформированный профиль 2. Так, интервалы и высоты гребней волн в профиле 2 у края отверстия (не показано) меньше, чем в областях профиля 2, находящихся на большем расстоянии от отверстия. Поэтому расположенные более близко области являются более жесткими и могут лишь слегка деформироваться пластически или не могут совсем деформироваться.
Область, которая расположена дальше от отверстия, имеет больший период, т.е. более длинные интервалы между гребнями волн, а также более высокие гребни волн. Поэтому эта область характеризуется большей упругостью и меньшей жесткостью. Благодаря таким свойствам в установочном состоянии плоской прокладки, т.е. в состоянии предварительного напряжения, область профиля 2, расположенная на большем расстоянии от отверстия, может выполнять функцию ограничителя деформации для расположенной перед ней области.
Профиль нужной формы может быть получен с помощью выдавливающего инструмента подходящей формы и размеров уже при формовании. Однако профилирование этой области можно выполнить во время второй технологической операции путем соответствующего обжима и прессования.
Целесообразно, чтобы полученный профиль 2 впоследствии был выпрямлен по всей площади или в некоторых областях с уменьшением в этих областях высоты профиля. Для этого на такую область можно надавить одним или двумя штампами с плоскими рабочими поверхностями, ориентированными параллельно или диагонально под углом к поверхности металлического слоя 1. В процессе выпрямления металлический слой 1, в особенности на краях профиля 2, должен быть расчален. Благодаря последующему выпрямлению можно увеличить твердость и жесткость профиля 2 и, следовательно, жесткость плоской прокладки, выполненной согласно изобретению.
Поскольку на фиг.1-3 иллюстрация прокладок ограничена выбором определенных сечений, следует отметить, что профиль в направлении поперек окружности, т.е. по различным радиальным осям, может иметь разную форму и размеры. Таким образом, можно изменять количество последовательно расположенных гребней волн или зубьев в направлении поперек окружности и/или соответственно изменять интервалы и высоты профиля.
На фиг.4 показан еще один пример однослойной плоской прокладки, имеющей один металлический слой 1, в котором выдавлен буртик. Волнообразная область 2, образующая ограничитель деформации, расположена между буртиком 3 и отверстием, находящимся справа. Эта область содержит всего три гребня волн и три впадины волн. Под этой областью по окружному краю отверстия приварено кольцо 8, имеющее такой же профиль, как металлический слой 1, и прилегающее к слою 1 с геометрическим замыканием. Таким образом, в кольце 8 выполнен аналогичный профиль 2' с тремя гребнями и тремя впадинами волн. При наличии такого кольца 8, образующего дополнительный ограничитель деформации, путем соответствующего выбора его ширины и толщины плоская прокладка может быть приспособлена к различной геометрии или различному состоянию двигателей.
На фиг.5 подробно показаны еще четыре плоские прокладки, содержащие только один слой. Такой слой может в равной мере входить в состав многослойной прокладки. Плоские прокладки, показанные на фиг.5А и 5С, имеют одинаковую толщину, а плоские прокладки на фиг.5В и 5D имеют более толстый слой. Однако волнообразный профиль области 2, образующей ограничитель деформации, на фиг.5А и 5В характеризуется меньшим радиусом кривизны, чем в плоских прокладках на фиг.5С и 5D. Здесь показано, что выбор толщины слоя и формы профилированных областей 2 слоя 1 дает широкие возможности для приспособления этого ограничителя деформации 2 к различным характеристикам двигателей.
Во всех профилированных областях 2, показанных на фиг.5, толщина материала в промежуточной области 6 между гребнем 7 волны и соседней впадиной 7 волны меньше, чем в области впадин волн или гребней 7 волн. В результате может изменяться упругость областей 2, образующих ограничитель деформации.
На фиг.6 показано восемь вариантов плоских прокладок согласно изобретению. На фиг.6А показана шестислойная плоская прокладка, содержащая шесть металлических слоев 1a-1f. В слоях 1b и 1е сформированы две профилилированные области 2b или 2е в качестве ограничителей деформации буртиков 3а, 3с, 3d или 3f, выполненных в слоях 1a,1c,1d и 1f.
На фиг.6в показана пятислойная прокладка, в которой профилированные области, образующие ограничители деформации, выполнены тоже в двух слоях. Промежуточный слой 1е, расположенный между двумя верхними слоями 1а и 1b и двумя нижними слоями 1d и 1е, не имеет ни буртика, ни профиля.
На фиг.6С-6Е показаны трехслойные прокладки, причем промежуточный слой 1b в прокладке на фиг.6D имеет ступеньку 4. Профилированная область 2с, действующая как ограничитель деформации для буртика 3с, находится вблизи ступеньки 4 с одной стороны от нее. В результате того, что в слое 1b имеется смещение в сторону от профилированной области 2с, выполняемая этой областью 2с функция упругого ограничителя деформации через слой 1b, смещенный в профилированной области слоя 1с, используется также для буртика 3а в слое 1а. На фиг.6F и 6G показаны двухслойные плоские прокладки, в которых профилированная область 2b сформирована в одном из слоев. Эта область служит ограничителем деформации для буртиков 3b на фиг.6F или буртиков 3а и 3b на фиг.6G.
На фиг.6H показана четырехслойная плоская прокладка, в наружных слоях 1а и 1d которой выполнены буртики 3а и 3d, обращенные друг к другу. Между наружными слоями 1а и 1d расположены два дополнительных слоя 1b и 1с, в которых буртиков нет, но есть области 2b и 2с, расположенные рядом с буртиками 3а и 3d сбоку от них и имеющие одинаковые профили, прилегающие друг к другу с геометрическим замыканием. Эти два слоя 1b и 1d образуют в профилированной области ограничитель деформации для буртиков 3а и 3d за счет проходящих параллельно профилированных областей 2b и 2с. Благодаря такому расположению двух параллельных профилированных областей уплотнительный эффект и ограничение деформации могут быть приспособлены к состоянию двигателя, в котором нужно выполнить уплотнение.
Если, в альтернативном случае, в прокладке согласно фиг.6H два слоя 1b и 1с в области волнообразных профилей 2b и 2с имеют разную длину, глубину и/или радиусы волн, то при сжатии этих двух слоев 1b и 1с в двигателе эффективная длина указанных двух профилей в их удлиненном состоянии будет неодинаковой. Эта разница в относительном перемещении приводит к узким кольцевым контактам между профилями 2b и 2с. Такой вариант может применяться для уплотнения в качестве упругого пружинного элемента с большой растягивающей силой, которая может превышать растягивающую силу одного полного буртика. В этом случае можно также использовать двухслойную прокладку, в которой из четырех слоев, показанных на фиг.6H, имеются только два слоя 1b и 1с.
На фиг.7 показан вариант выполнения изобретения, в котором профиль 2 является трапецеидальным, т.е. состоит из ряда одинаковых трапеций. В варианте на фиг.7а угол профиля может лежать между 0 и 30°. На фиг.7b трапецеидальный профиль 2 расположен рядом с буртиком 3. В вариантах согласно фиг.7b, 7с и 7d существенным является то, что профиль 2 по амплитуде, т.е. высоте профиля, и интервалам между гребнями волн (периодам) явно отличается от профиля буртика 3. Высота профиля 2 составляет половину или меньше половины высоты буртика 3.
Варианты, показанные на фиг.7b и 7d, похожи в отношении профиля 2 и буртика 3. Вариант на фиг.7с имеет два слоя с одинаковым профилем. Возможен также вариант, в котором только один из двух активных слоев - на фиг.7d нижний слой - имеет профиль согласно изобретению.
Выбор варианта выполнения прокладки зависит от конкретного назначения, т.е. от условий, в которых она должна работать.
Особое преимущество вариантов выполнения, представленных на фиг.7, заключается в том, что сплющивание гребней и впадин волн, т.е. формирование трапецеидального профиля, создает лучшее уплотнение, что может быть обусловлено образованием меньших углублений на верхней стороне и/или на стороне блока.
На фиг.8 показан еще один вариант выполнения профиля 2. На этом чертеже показан только сам профиль. Этот профиль 2 может быть расположен так же, как на фиг.7a-7d - рядом с буртиком, и может входить в состав однослойной, двухслойной или трехслойной прокладки.
Преимущество варианта выполнения изобретения, изображенного на фиг.8, заключается в том, что в нем используется волнообразный буртик, обжатый по радиусу, т.е. профиль, в котором обжаты гребни и впадины волн, так что в результате материал становится более прочным по боковым сторонам. Этот вариант выполнения отличается особенно хорошими свойствами в отношении образования углублений на цилиндре со стороны блока и/или верхней стороны. Преимущество этого варианта также состоит в том, что выбором степени обжатия можно получить требуемые упругие свойства. В зависимости от того, насколько увеличена толщина материала на боковых сторонах по сравнению с вариантом, изображенным на фиг.7, изменяются упругие свойства. Размеры на фиг.8 указаны для пояснения пластической деформации.
Вариант выполнения изобретения, показанный на фиг.8, является особенно предпочтительным.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВОЛНОВАЯ ПРОКЛАДКА | 2016 |
|
RU2641987C1 |
| Уплотнение между неподвижными относительно друг друга поверхностями | 2018 |
|
RU2690392C1 |
| УСТРОЙСТВО ДЛЯ ГЛУБОКОЙ ВЫТЯЖКИ | 2008 |
|
RU2476285C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКИХ ФАСОННЫХ ДЕТАЛЕЙ ИЗ ЛИСТОВОГО МЕТАЛЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2018390C1 |
| Ламель для пластинчатого теплообменника и способ ее изготовления | 2016 |
|
RU2717184C2 |
| СПОСОБ И СИСТЕМА ДЛЯ ИЗГОТОВЛЕНИЯ ТРЕХМЕРНО ДЕФОРМИРОВАННОЙ ПЛИТЫ | 2021 |
|
RU2795985C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИЛЬЗЫ ЦИЛИНДРА ДЛЯ ПОРШНЕВОГО ДВИГАТЕЛЯ И УЗЕЛ ГИЛЬЗЫ И ПОРШНЯ ЦИЛИНДРА | 1996 |
|
RU2162397C2 |
| СПОСОБ МАССООБМЕНА, СТРУКТУРИРОВАННАЯ НАСАДКА И МАССООБМЕННОЕ УСТРОЙСТВО ДЛЯ НИЗКОЙ ЖИДКОСТНОЙ НАГРУЗКИ | 2011 |
|
RU2585639C2 |
| ФОРМОВАНИЕ ЛИСТОВОГО МАТЕРИАЛА | 2015 |
|
RU2806944C2 |
| СКОШЕННЫЙ ДЕМПФЕР ДЛЯ ТОПЛИВНОГО ИНЖЕКТОРА | 2011 |
|
RU2567523C2 |
Изобретение относится к уплотнительной технике, а именно к плоским прокладкам. Плоская прокладка выполнена, по меньшей мере, с одним металлическим слоем, имеющим, по меньшей мере, одно сквозное отверстие. Вокруг сквозного отверстия сформирован один буртик. Металлический слой в области расположенной рядом с указанным буртиком сбоку от него выполнен в виде волнообразного или зубчатого профиля. При этом слой с профилем содержит пружинную сталь или деформируемую в холодном состоянии сталь, которая закаливается с последующим отпуском. Описан способ изготовления плоской прокладки. Изобретение позволяет повысить надежность плоских прокладок и упростить технологию ее изготовления. 2 н. и 26 з.п.ф-лы, 9 ил.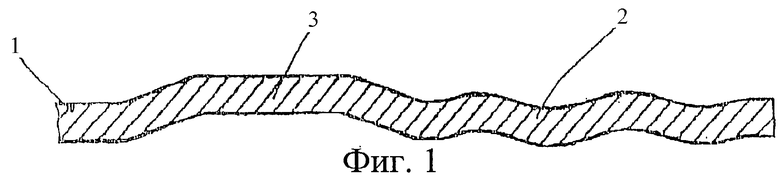
26. Способ изготовления плоской прокладки по одному из предыдущих пунктов, отличающийся тем, что по меньшей мере в одном металлической слое (1a-f) выполняют по меньшей мере одно отверстие и формируют вокруг указанного отверстия в указанном металлическом слое(1) или по меньшей мере в одном из металлических слоев (1a-f) по меньшей мере один буртик (3) , а по меньшей мере в одной области, расположенной с рядом с указанным буртиком (буртиками) (3), вокруг отверстия (отверстий) в металлическом слое (1) или по меньшей мере в одном из металлических слоев (1a-f), либо в том, в котором формируют буртик, либо в другом слое выдавливают волнообразный или зубчатый профиль (2), образующий для буртика (3) ограничитель деформации, который не отогнут, причем по меньшей мере один слой (1,1a-f), в котором выдавливают профиль, содержит пружинную сталь или деформируемую в холодном состоянии сталь, которая закаливается с последующим отпуском.
Приоритеты:
| Экстремальный регулятор с квазиоптимальным быстродействием | 1974 |
|
SU470790A1 |

