Настоящее изобретение относится к способу изготовления проушины на конструктивном элементе из композитного материала, в частности на тяге.
Уровень техники
Известны тяги, содержащие полый корпус из композитного материала, например, полученный путем наматывания нитей вокруг оправки или путем наматывания слоев фибровой ткани.
Толщину полого корпуса получают за счет соответствующего числа витков нити или слоев.
Кроме того, известны тяги из композитного материала, содержащие сплошной корпус, выполненный в виде наложенных друг на друга слоев материала.
Известно выполнение удлинений либо стенки полого корпуса, либо сплошного корпуса, которые в дальнейшем образуют проушины. После полимеризации корпуса достаточно просверлить отверстия в этих удлинениях и, в случае необходимости, произвести обработку по заданному профилю, чтобы получить проушины.
Однако толщина выполненных таким образом проушин совпадает с толщиной стенки полого корпуса или с толщиной сплошного корпуса. Такая толщина может оказаться недостаточной.
Аналоги изобретения представлены в документах FR 2060049, DE 3726340, FR 2705610, US 5279892, US 6036904.
Объект изобретения
Объектом настоящего изобретения является новый способ изготовления проушины или проушин на конструктивном элементе из композитного материала.
Краткое описание изобретения
В связи с этим настоящим изобретением предлагается способ изготовления проушины на конструктивном элементе из композитного материала, выполненном, по меньшей мере, локально в виде наложенных друг на друга первичных слоев композитных волокон, образующих, по меньшей мере, одно удлинение, предназначенное для формирования проушины, отличающийся тем, что содержит этап разъединения первичных слоев, по меньшей мере, на уровне удлинения и введения промежуточных слоев между первичными слоями.
Таким образом, толщина удлинения больше не связана с толщиной конструктивного элемента. В частности, можно увеличить толщину удлинения для получения проушины соответствующей толщины.
Краткое описание чертежей
Настоящее изобретение будет более очевидно из нижеследующего описания со ссылками на прилагаемые чертежи, на которых:
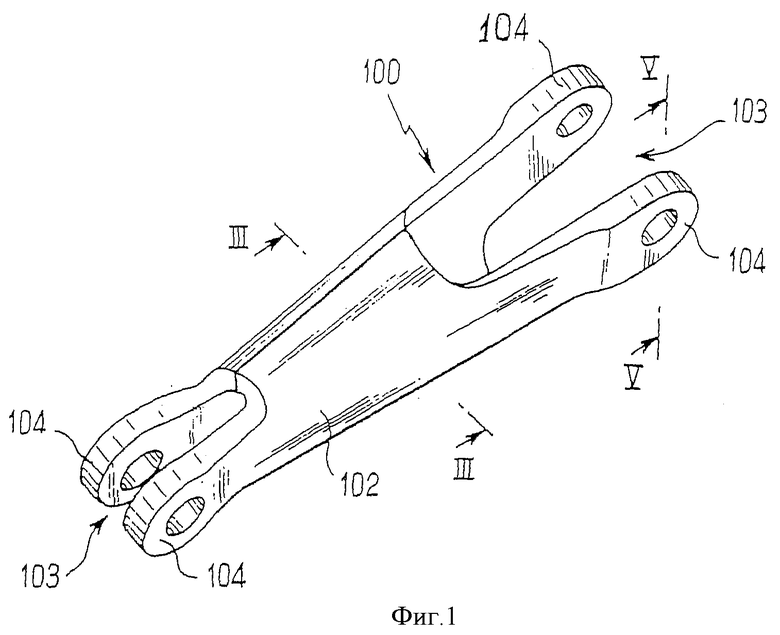
Фиг.1 - вид в перспективе тяги, полученной при помощи способа в соответствии с настоящим изобретением.
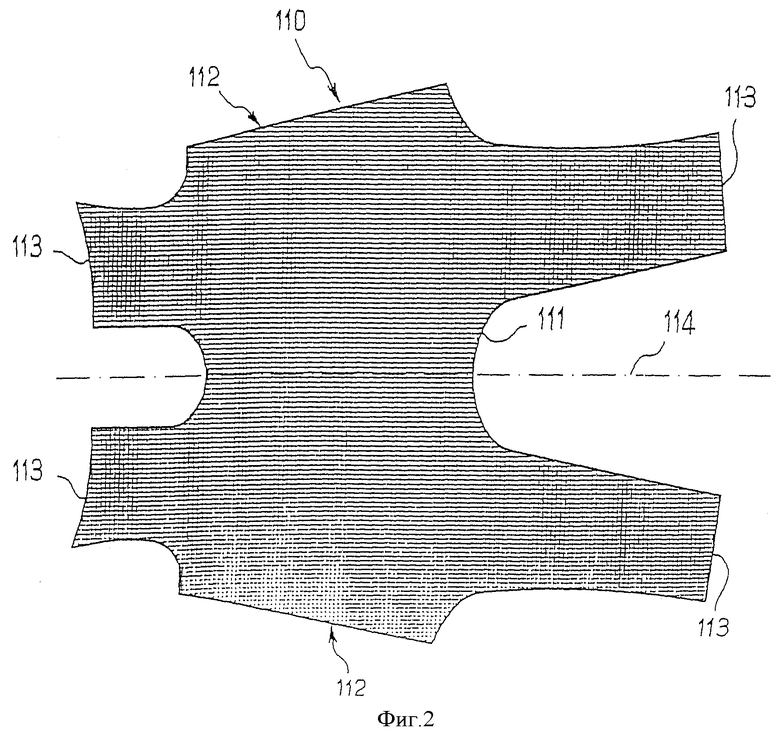
Фиг.2 - вид спереди шаблона, вырезанного для изготовления тяги в соответствии с настоящим изобретением.
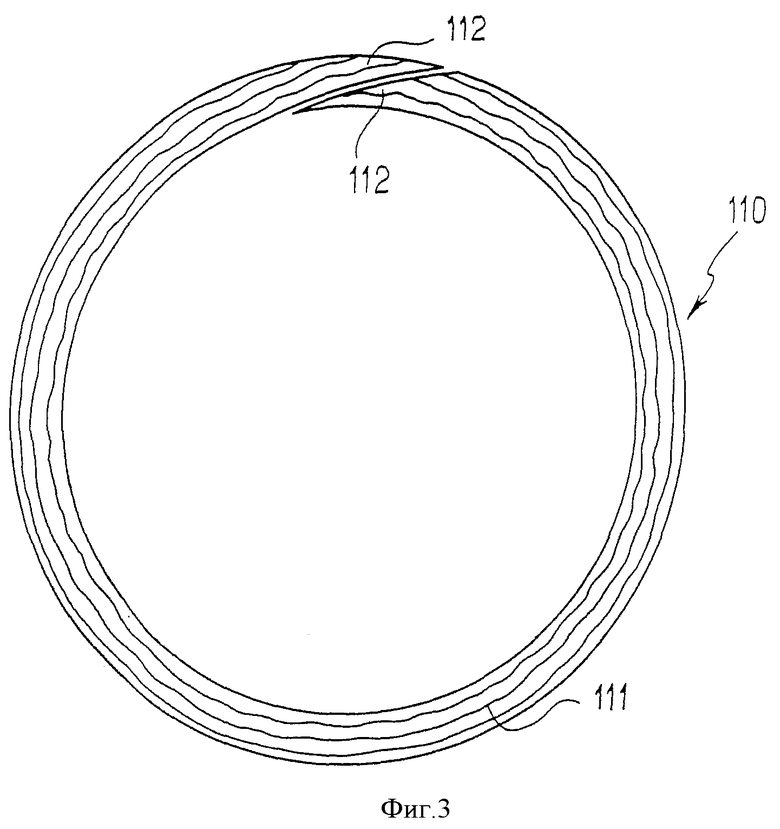
Фиг.3 - вид корпуса тяги в разрезе по линии III-III на фиг.1.
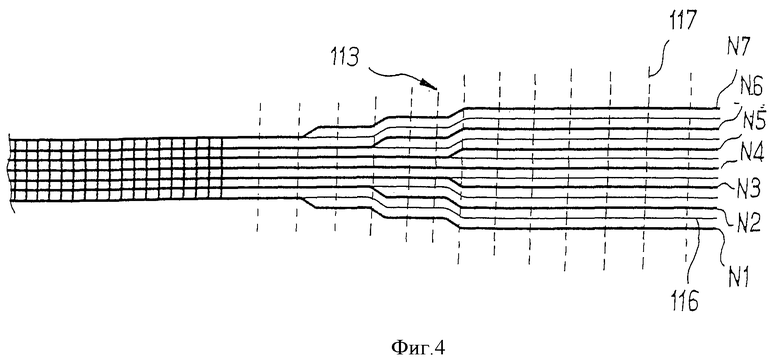
Фиг.4 - частичный вид среза шаблона тяги, показанной на фиг.1.
Фиг.5 - вид в разрезе по линии V-V на фиг.1.
Фиг.6 - схематичный вид ткани из нескольких соединенных слоев, используемой для осуществления способа в соответствии с настоящим изобретением.
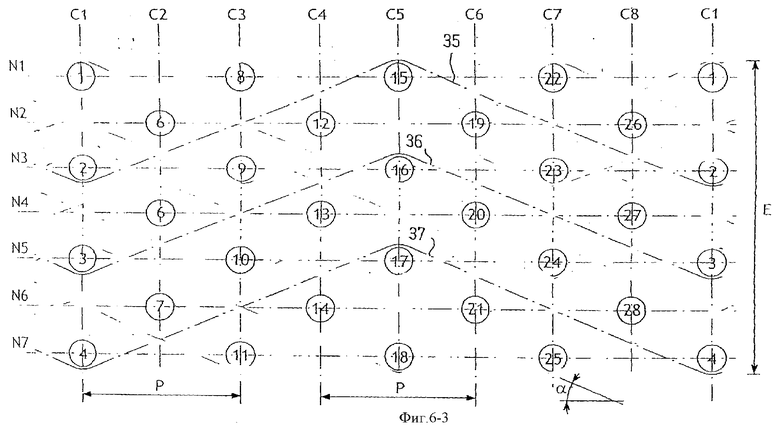
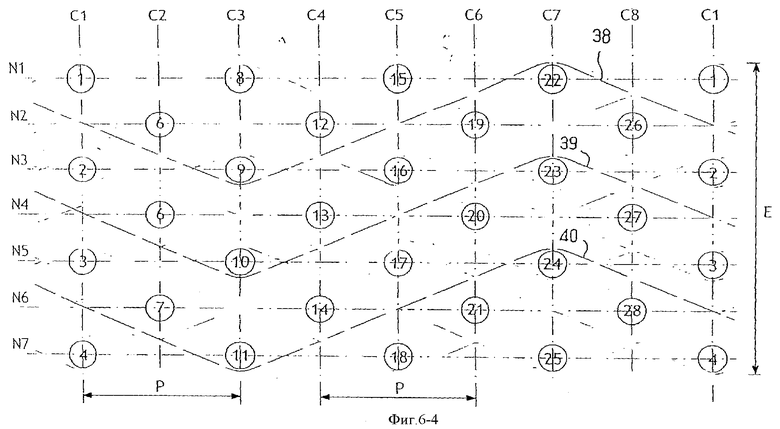
Фиг.6-1 - 6-4 - сечение по плоскостям PI, Р2, Р3, Р4, в каждой из которых лежат волокна основы.
Подробное описание изобретения
Как показано на фиг.1, способ в соответствии с настоящим изобретением позволяет получить тягу 100, полностью изготовленную из композитного материала, содержащую трубчатый корпус 102 с двумя вилками 103, каждая из которых содержит две расположенные друг против друга проушины 104.
Согласно отличительному признаку настоящего изобретения, показанному на фиг.2, сначала из фибровой ткани, например, в данном случае ткани из углеродных волокон, вырезают шаблон ПО, содержащий центральную часть 111, которая содержит два противоположных края 112 и начиная от которой выполнены четыре удлинения 113, то есть по два удлинения с каждой стороны центральной части 111 по обе стороны от оси 114 симметрии шаблона.
Фибровая ткань предпочтительно является так называемой тканью «2,5 D», содержащей несколько первичных слоев волокон утка, соединенных между собой волокнами основы, расположенными от одного первичного слоя к другому для соединения слоев между собой. Такое соединение между первичными слоями позволяет неподвижно соединить их между собой и обеспечивает относительное скольжение первичных слоев во время формирования шаблона.
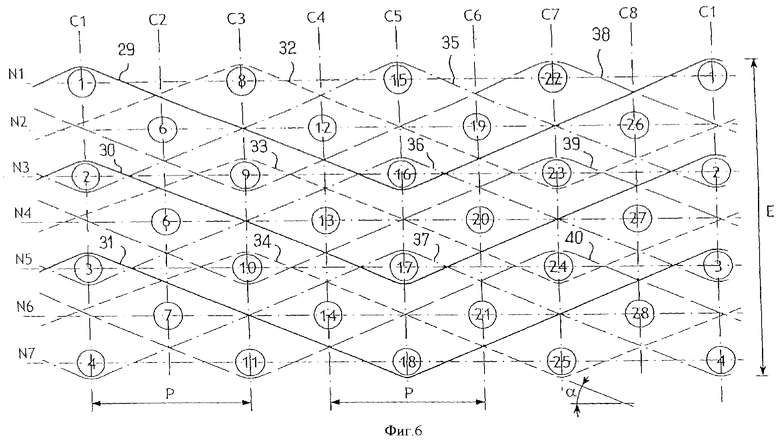
В этой связи следует указать, что предпочтительной тканью является ткань, раскрытая в документе FR 2759096 и описанная ниже со ссылками на фиг.6. Ткань содержит базовый каркас, который содержит:
- с одной стороны, по меньшей мере, двадцать восемь волокон утка 1-28, распределенных, по меньшей мере, в восьми колонках С1-С8, каждая из которых расположена в направлении толщины Е ткани, в шахматном порядке с чередованием колонок С2, С4, С6, С8, состоящих из, по меньшей мере, трех наложенных друг на друга волокон утка и разделенных определенным шагом Р, и колонок С1, С3, С5, С7, состоящих из, по меньшей мере, четырех наложенных друг на друга волокон утка и разделенных таким же шагом Р, при этом волокна утка 1-28 расположены таким образом, что образуют, по меньшей мере, семь первичных слоев N1-N7;
- и, с другой стороны, по меньшей мере, двенадцать волокон основы 29-40, расположенных, по меньшей мере, в четырех параллельных плоскостях PI, Р2, Р3, Р4, смещенных в направлении волокон утка, при этом каждая плоскость содержит три параллельных наложенных друг на друга волокна основы, расположенные в каждой из этих плоскостей следующим образом:
- первое волокно основы (соответственно 29, 32, 35, 38) соединяет верхнее крайнее волокно утка (соответственно 1, 8, 15, 22) колонки (соответственно С1, С3, С5, С7) из четырех волокон утка с верхним промежуточным волокном утка (соответственно 16, 23, 2, 9) колонки (соответственно С5, С7, С1, С3) из четырех волокон утка, которая отстоит от предыдущей колонки, по меньшей мере, на два шага Р, при этом первое волокно основы возвращается на верхнее крайнее волокно утка (соответственно 1, 8, 15, 22) колонки (соответственно С1, С3, С5, С7) из четырех волокон утка, которая отстоит от первой колонки, по меньшей мере, на четыре шага Р;
- второе волокно основы (соответственно 30, 33, 36, 39) соединяет верхнее промежуточное волокно утка (соответственно 2, 9, 16, 23) колонки (соответственно С1, С3, С5, С7) из четырех волокон утка с нижним промежуточным волокном утка (соответственно 17, 24, 3, 10) колонки (соответственно С5, С7, С1, С3) из четырех волокон утка, которая отстоит от предыдущей колонки, по меньшей мере, на два шага Р, при этом второе волокно основы возвращается на верхнее промежуточное волокно утка (соответственно 2, 9, 16, 23) колонки (соответственно С1, С3, С5, С7) из четырех волокон утка, которая отстоит от первой колонки, по меньшей мере, на четыре шага Р;
- третье волокно основы (соответственно 31, 34, 37, 40) соединяет нижнее промежуточное волокно утка (соответственно 3, 10, 17, 24) колонки (соответственно С1, С3, С5, С7) из четырех волокон утка с нижним крайним волокном утка (соответственно 18, 25, 4, 11) колонки (соответственно С5, С7, С1, С3) из четырех волокон утка, отстоящей от предыдущей колонки, по меньшей мере, на два шага Р, при этом третье волокно основы возвращается на нижнее промежуточное волокно утка (соответственно 3, 10, 17, 24) колонки (соответственно С1, С3, С5, С7) из четырех волокон утка, которая отстоит от первой колонки, по меньшей мере, на четыре шага Р.
Положения параллельных волокон основы (соответственно 29, 30, 31; 32 33 34; 35, 36, 37; 38, 39, 40) смещены в продольном направлении на шаг Р от одной плоскости к другой. Сплошными линиями показаны волокна основы 29, 30, 31 плоскости Р1, коротким пунктиром - волокна основы 32, 33, 34 плоскости Р2, смешанным пунктиром - волокна основы 35, 36, 37 плоскости Р3 и, наконец, длинным пунктиром - волокна основы 38, 39, 40 плоскости Р4. Смещение можно отчетливо рассмотреть.
Как показано на фиг.2, шаблон 110 вырезают из указанной ткани таким образом, чтобы волокна утка располагались по оси симметрии 114 шаблона 110.
Согласно отличительному признаку настоящего изобретения, шаблону ПО придают форму трубки путем сближения краев 112. Как схематично показано на фиг.3, первичные слои ткани скользят между собой, при этом скольжение является ничтожным на уровне оси симметрии 114 и максимальным на уровне краев 112 таким образом, что последние принимают скошенную форму.
После этого края 112 соединяют друг с другом. Предпочтительно срез одного из краев 112 опирается на внутреннюю сторону шаблона ПО таким образом, чтобы в зоне соединения толщина сформированной таким образом трубки была по существу постоянной.
Поскольку в данном случае края 112 не являются параллельными, получают трубчатую часть конусной формы. Однако точно так же можно получить цилиндрическую трубчатую часть путем вырезания шаблона 110 с параллельными краями 112.
Согласно отличительному признаку настоящего изобретения, показанному на фиг.4, в конце удлинений 113 извлекают волокна основы, чтобы разъединить первичные слои, образованные волокнами утка. Таким образом, получают первичные слои N1-N7 (показанные на срезе толстыми линиями), которые можно отвести друг от друга. Между каждым из первичных слоев вставляют промежуточные слои 116 (показаны тонкими линиями, при этом позицией обозначен только один промежуточный слой) таким образом, чтобы волокна, образующие промежуточные слои 116, располагались под углом, предпочтительно под углом 45 градусов, относительно волокон утка, образующих первичные слои N1-N7.
Предпочтительно промежуточные слои 116 располагают таким образом, чтобы придать удлинениям 113 толщину, которая постепенно меняется и на конце становится постоянной, по существу в два раза превышающей толщину ткани. Для этого вставляют промежуточные слои 116, длина которых увеличивается по обе стороны от центральной плоскости удлинения 113 по мере удаления от указанной плоскости.
Затем через первичные слои N1-N7 и промежуточные слои 116 пропускают поперечные волокна 117 (показанные пунктиром, при этом позицией обозначено только одно поперечное волокно) для усиления концов удлинений 113. Таким образом, указанным концам придают исключительно прочную трехмерную структуру, которая препятствует скольжению слоев друг на друге. Предпочтительно пропускание поперечных волокон осуществляют путем прошивания.
Шаблону, содержащему промежуточные слои, придают форму на оправке (не показана). Затем при помощи известной технологии (так называемый способ RTM или resin transfer molding) волокна шаблона и промежуточных слоев пропитывают смолой.
Таким образом, смола обеспечивает соединение перекрывающих друг друга краев 112. Перекрывание скошенных краев позволяет получить большую поверхность сцепления между двумя краями 112, поэтому стыковое соединение (показанное на фиг.1) является очень прочным и позволяет тяге выдерживать напряжения растяжения и сжатия.
Таким образом, получают прочный трубчатый корпус, содержащий с каждой стороны два расположенные друг против друга плеча увеличенной толщины, образованные удлинениями. Остается только обработать плечи по заданному профилю и просверлить в них отверстия, чтобы получить из плеч проушины 104. В конечном счете получают тягу, полностью выполненную из композитного материала и показанную на фиг.1.
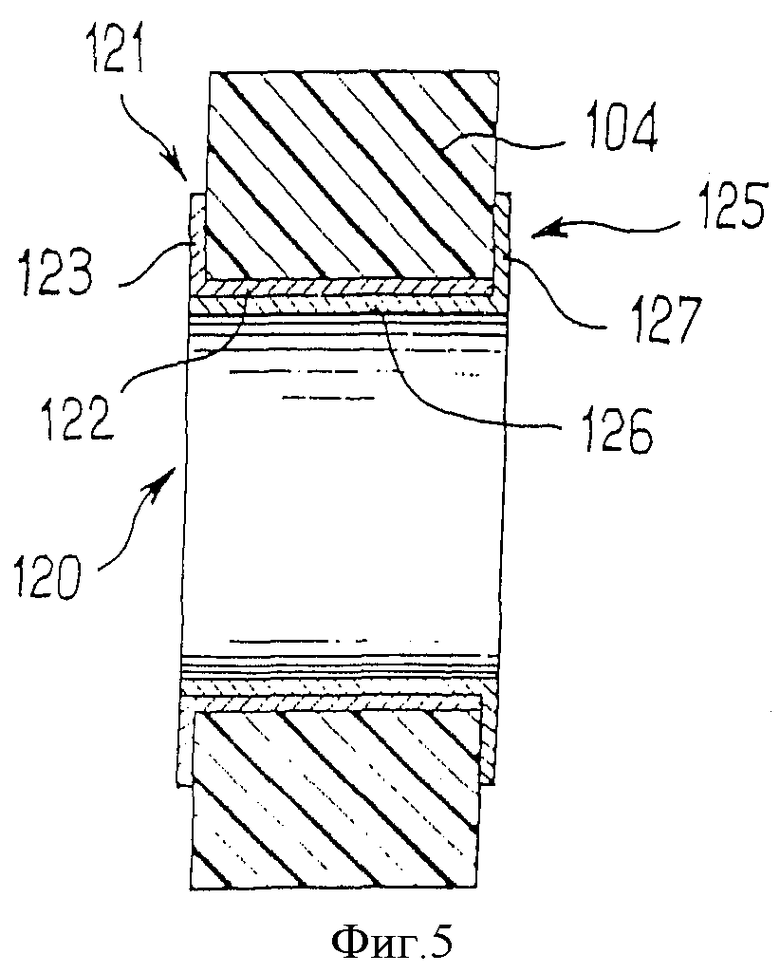
Предпочтительно, как показано на фиг.5, проушины оборудуют двойными втулками 120, каждая из которых содержит первую втулку 121, содержащую, с одной стороны, цилиндрическую часть 122, расположенную в одном из отверстий проушин 4, и, с другой стороны, заплечик 123, находящийся на одной из боковин проушины 104, и вторую втулку 125, содержащую, с одной стороны, цилиндрическую часть 126, плотно заходящую в цилиндрическую часть 122 первой втулки 121, и с другой стороны, заплечик 127, который опирается на конец указанной цилиндрической части 122. Предпочтительно длина указанной цилиндрической части 122 немного меньше ширины проушины 104, поэтому проушина оказывается слегка зажатой между заплечиками 123 и 127.
Такую тягу предпочтительно можно использовать для выполнения складывающихся подкосов взлетно-посадочного шасси. Действительно, такие подкосы содержат два элемента тяг, шарнирно соединенные между собой, которые в основном работают на растяжение/сжатие, поэтому тягу в соответствии с настоящим изобретением можно предпочтительно использовать для этого назначения. Кроме того, известно, что такие подкосы могут подвергаться ударным воздействиям, например, от камней, выбрасываемых колесами. Ткань «2,5 D» как раз и отличается большой ударной прочностью и сопротивлением расслоению.
Произведенные замеры позволили убедиться, что выигрыш в массе по сравнению с металлическими подкосами, является значительным. Кроме того, существенно сокращается время на изготовление.
Настоящее изобретение не ограничивается описанным вариантом выполнения и охватывает все варианты, не выходящие за рамки защиты, определенные формулой изобретения.
В частности, хотя со ссылками на фиг.6 описано использование частного варианта ткани, можно использовать аналогичную ткань, содержащую большее число первичных слоев, или другие ткани, обеспечивающие относительное скольжение первичных слоев. Такую ткань можно получить путем наложения друг на друга слоев и их неплотного сшивания.
Для усиления стыкового соединения оба края можно сшить перед полимеризацией.
Способ в соответствии с настоящим изобретением был описан для выполнения тяги, вместе с тем способ в соответствии с настоящим изобретением можно применять для выполнения любого другого конструктивного элемента из композитного материала.


Изобретение относится к способу изготовления проушины на конструктивном элементе из композитного материала, в частности на тяге. Способ заключается в том, что композитный материал, из которого изготовлен конструктивной элемент, выполнен, по меньшей мере, локально в виде наложенных друг на друга первичных слоев композитных волокон, образующих, по меньшей мере, одно удлинение. Удлинение предназначено для формирования проушины. При изготовлении проушины осуществляют разъединение первичных слоев, по меньшей мере, на уровне удлинения и введения промежуточных слоев между первичными слоями. Достигаемый при этом технический результат заключается в повышении прочности изделия на растяжение и сжатие. 9 з.п. ф-лы, 10 ил.
1. Способ изготовления проушины на конструктивном элементе из композитного материала, выполненном, по меньшей мере, локально в виде наложенных друг на друга первичных слоев (N1-N7) композитных волокон, образующих, по меньшей мере, одно удлинение (113), предназначенное для формирования проушины, отличающийся тем, что содержит этап разъединения первичных слоев, по меньшей мере, на уровне удлинения и введения промежуточных слоев (116) между первичными слоями.
2. Способ по п.1, в котором промежуточные слои (116) содержат волокна, направленные под углом по отношению к волокнам утка, образующим первичные слои (N1-N7), на уровне удлинения.
3. Способ по п.1, в котором через первичные слои и промежуточные слои пропускают поперечные волокна (117).
4. Способ по п.1, в котором вставляют промежуточные слои (116), которые имеют ширину, увеличивающуюся по обе стороны от центральной плоскости удлинения (113) по мере удаления от плоскости (113).
5. Способ по п.1, в котором после пропитки смолой и полимеризации в удлинениях выполняют отверстия для получения проушин (104).
6. Способ по п.5, в котором отверстия оборудуют двойными втулками (120).
7. Способ по п.1, в котором удлинение является частью шаблона (110), содержащего два противоположных края (112) и вырезанного из композитной фибровой ткани, образованной первичными слоями (N1-N7), наложенными друг на друга и соединенными таким образом, что слои могут скользить относительно друг друга, при этом шаблон сворачивают в трубку для формирования корпуса конструктивного элемента таким образом, чтобы первичные слои скользили между собой для придания двум краям скошенной формы, при этом скошенные края соединяют таким образом, чтобы они перекрывали друг друга.
8. Способ по п.7, в котором шаблон вырезают из ткани, содержащей базовый каркас, который содержит:
с одной стороны, по меньшей мере, двадцать восемь волокон утка (1-28), распределенных, по меньшей мере, в восьми колонках (С1-С8), каждая из которых расположена в направлении толщины (Е) ткани в шахматном порядке с чередованием колонок (С2, С4, С6, С8), состоящих из, по меньшей мере, трех наложенных друг на друга волокон утка и разделенных определенным шагом Р, и колонок (С1, С3, С5, С7), состоящих из, по меньшей мере, четырех наложенных друг на друга волокон утка и разделенных таким же шагом Р, при этом волокна утка (1-28) расположены таким образом, что образуют, по меньшей мере, семь первичных слоев (N1-N7);
и, с другой стороны, по меньшей мере, двенадцать волокон основы (29-40), расположенных, по меньшей мере, в четырех параллельных плоскостях (P1, Р2, Р3, Р4), смещенных в направлении волокон утка, при этом каждая плоскость содержит три параллельных наложенных друг на друга волокна основы, расположенные в каждой из этих плоскостей следующим образом:
первое волокно основы (29, 32, 35, 38) соединяет верхнее крайнее волокно утка (1, 8, 15, 22) колонки (С1, С3, С5, С7) из четырех волокон утка с верхним промежуточным волокном утка (16, 23, 2, 9) колонки (С5, С7, С1, С3) из четырех волокон утка, которая отстоит от предыдущей колонки, по меньшей мере, на два шага (Р), при этом первое волокно основы возвращается на верхнее крайнее волокно утка (1, 8, 15, 22) колонки (С1, С3, С5, С7) из четырех волокон утка, которая отстоит от первой колонки, по меньшей мере, на четыре шага (Р);
второе волокно основы (30, 33, 36, 39) соединяет верхнее промежуточное волокно утка (2, 9, 16, 23) колонки (С1, С3, С5, С7) из четырех волокон утка с нижним промежуточным волокном утка (17, 24, 3, 10) колонки (С5, С7, С1, С3) из четырех волокон утка, которая отстоит от предыдущей колонки, по меньшей мере, на два шага (Р), при этом второе волокно основы возвращается на верхнее промежуточное волокно утка (2, 9, 16, 23) колонки (С1, С3, С5, С7) из четырех волокон утка, которая отстоит от первой колонки, по меньшей мере, на четыре шага (Р);
третье волокно основы (31, 34, 37, 40) соединяет нижнее промежуточное волокно утка (3, 10, 17, 24) колонки (С1, С3, С5, С7) из четырех волокон утка с нижним крайним волокном утка (18, 25, 4, 11) колонки (С5, С7, С1, С3) из четырех волокон утка, отстоящей от предыдущей колонки, по меньшей мере, на два шага (Р), при этом третье волокно основы возвращается на нижнее промежуточное волокно утка (3, 10, 17, 24) колонки (С1, С3, С5, С7) из четырех волокон утка, которая отстоит от первой колонки, по меньшей мере, на четыре шага (Р);
при этом положения параллельных волокон основы (29, 30, 31, 32, 33, 34, 35, 36, 37, 38, 39, 40) смещены в продольном направлении на шаг Р от одной плоскости к другой.
9. Способ по п.7, в котором шаблон имеет ось симметрии (114) и его вырезают из указанной ткани таким образом, чтобы слои содержали волокна утка, расположенные по оси симметрии.
10. Способ по п.7, в котором шаблон вырезают таким образом, чтобы он содержал, по меньшей мере, два удлинения (113), расположенных напротив друг друга, когда шаблон сворачивают в трубку.
| US 6036904 А, 14.03.2000 | |||
| FR 2060049 А5, 11.06.1971 | |||
| СИСТЕМА РАЗОГРЕВА ЦИСТЕРНЫ С МАЗУТОМ | 2019 |
|
RU2705610C1 |
| Способ изготовления многослойных изделий | 1978 |
|
SU721308A1 |
| DE 3726340 А1, 16.02.1989 | |||
| Лопасть ветрового колеса из композиционных материалов и способ ее изготовления | 1991 |
|
SU1807960A3 |

