Предпосылки изобретения
Область техники, к которой относится изобретение
Настоящее изобретение относится к ламинированным изделиям, содержащим плиту из недревесной целлюлозы с прикрепленным к ней по меньшей мере одним матом из нетканого материала, а также к способам изготовления таких ламинированных изделий.
Описание уровня техники
Известно, что при изготовлении панелей из целлюлозных материалов, таких как кора и солома, применяются тепло и давление. Вообще, такие целлюлозные плиты, включая плиты из "корного" и "соломенного" картона, производят, используя частицы (например, в форме стружек, щепок, волокон, хлопьев, пластинок или прядей), которые смешивают со связующим для образования композиции. Затем композицию формуют в мат, который прессуют, применяя нагретый пресс, или плоско сжимают с получением готового изделия, такого как картон.
Было бы желательно создать улучшенные целлюлозные плиты, содержащие целлюлозные частицы.
Сущность изобретения
В одном варианте обеспечивают ламинированное изделие, содержащее плиту из недревесной целлюлозы и прикрепленный к ней мат из нетканого материала. Плита имеет первую сторону, вторую сторону и края и содержит частицы недревесной целлюлозы, скрепленные вместе связующим под действием тепла и давления. Мат из нетканого материала прикреплен к первой стороне плиты из недревесной целлюлозы.
Ламинированное изделие предпочтительно дополнительно содержит второй мат из нетканого материала, прикрепленный ко второй стороне плиты из недревесной целлюлозы.
Мат из нетканого материала предпочтительно выбирают из группы, состоящей из нетканого стекловолоконного мата и нетканого мата из полиэфирного волокна.
Частицы недревесной целлюлозы предпочтительно выбирают из группы, состоящей из частиц соломы, частиц коры и их смеси.
Связующее предпочтительно выбирают из группы, состоящей из фенолформальдегидной смолы, мочевиноформальдегидной смолы, меламинформальдегидной смолы, диизоцианатного связующего, полиизоцианатного связующего и их смеси.
Предпочтительно связующее содержит субстанцию из частиц недревесной целлюлозы.
Мат предпочтительно содержит волокна, скрепленные вместе связующим, не содержащим формальдегида.
Мат предпочтительно содержит фунгицид, пестицид, огнезащитное вещество или их смесь.
Ламинированное изделие предпочтительно получают, прикладывая к плите и мату из нетканого материала, находящемуся в условиях В-стадии, достаточное тепло и давление, чтобы завершить отверждение связующего в мате и прикрепить мат к плите, при этом мат, удовлетворяющий условию В-стадии, содержит волокна, скрепленные вместе полимерным связующим, которое отверждено лишь частично.
В другом варианте обеспечивают способ изготовления ламинированного изделия. Способ включает: (а) получение плиты из недревесной целлюлозы, имеющей первую сторону, вторую сторону и края, причем плита содержит частицы недревесной целлюлозы, скрепленные вместе связующим под действием тепла и давления; и (b) прикрепление мата из нетканого материала к первой стороне плиты из недревесной целлюлозы.
Способ предпочтительно дополнительно включает прикрепление мата из нетканого материала ко второй стороне плиты из недревесной целлюлозы.
Мат из нетканого материала предпочтительно выбирают из группы, состоящей из нетканого стекловолоконного мата и нетканого мата из полиэфирного волокна.
Частицы недревесной целлюлозы предпочтительно выбирают из группы, состоящей из частиц соломы, частиц коры и их смеси.
Связующее предпочтительно выбирают из группы, состоящей из фенолформальдегидной смолы, мочевиноформальдегидной смолы, меламинформальдегидной смолы, диизоцианатного связующего, полиизоцианатного связующего и их смеси.
Связующее предпочтительно содержит субстанцию из частиц недревесной целлюлозы.
Этап (b) предпочтительно включает приложение достаточного тепла и давления к плите и мату из нетканого материала, находящемуся на В-стадии, для завершения отверждения связующего в мате и для прикрепления мата к плите, при этом мат, отвечающий условию В-стадии, содержит волокна, скрепленные вместе полимерным связующим, которое отверждено только частично.
Мат предпочтительно содержит волокна, скрепленные вместе бесформальдегидным связующим.
В следующем варианте обеспечивают другой способ изготовления ламинированного изделия. Способ включает получение: (а) композиции, содержащей частицы недревесной целлюлозы и связующее, и (b) по меньшей мере одного мата из нетканого материала. Композитный мат образуют, используя композицию и мат из нетканого материала. Композитный мат содержит: (1) мат, образованный из композиции, причем мат имеет первую сторону и вторую сторону, и (2) мат из нетканого материала, соприкасающийся с первой стороной мата, сделанного из композиции. К композитному мату прикладывается достаточное тепло и давление, чтобы получить ламинированное изделие, содержащее плиту из недревесной целлюлозы, имеющую первую сторону, вторую сторону и края, с матом, из нетканого материала, прикрепленным к первой стороне плиты из недревесной целлюлозы.
Композитный мат предпочтительно дополнительно содержит второй мат из нетканого материала, контактирующий со второй стороной мата, образованного из композиции, и этап (d), приводящий к образованию ламинированного изделия, содержащего плиту из недревесной целлюлозы с матом из нетканого материала, прикрепленным к первой стороне плиты, и вторым нетканым матом, прикрепленным ко второй стороне плиты.
Мат из нетканого материала предпочтительно выбирают из группы, состоящей из нетканого стекловолоконного мата и нетканого мата из полиэфирного волокна.
Частицы недревесной целлюлозы предпочтительно выбирают из группы, состоящей из частиц соломы, частиц коры и их смеси.
Связующее предпочтительно выбирают из группы, состоящей из фенолформальдегидной смолы, мочевиноформальдегидной смолы, меламинформальдегидной смолы, диизоцианатного связующего, полиизоцианатного связующего и их смеси.
Связующее предпочтительно содержит субстанцию из частиц недревесной целлюлозы.
Мат из нетканого материала является предпочтительно матом из нетканого материала, отвечающим условию В-стадии, содержащим волокна, скрепленные вместе полимерным связующим, которое отверждено лишь частично.
Мат предпочтительно содержит волокна, скрепленные вместе бесформальдегидным связующим.
В другом варианте обеспечивают ламинированное изделие, содержащее плиту из коркового картона и прикрепленный к ней мат из нетканого материала. Плита из коркового картона имеет первую сторону, вторую сторону и края и содержит частицы коры, скрепленные друг с другом связующим под действием тепла и давления. Мат из нетканого материала прикрепляется к первой стороне плиты из коркового картона.
Ламинированное изделие предпочтительно дополнительно содержит второй мат из нетканого материала, прикрепленный ко второй стороне плиты из коркового картона.
Мат из нетканого материала предпочтительно выбирают из группы, состоящей из нетканого стекловолоконного мата и нетканого мата из полиэфирного волокна.
Ламинированное изделие предпочтительно получают, прикладывая к плите и мату из нетканого материала, отвечающему условию В-стадии, достаточное тепло и давление, чтобы завершить отверждение связующего в мате и прикрепить мат к плите, при этом мат, удовлетворяющий условию В-стадии, содержит волокна, скрепленные вместе полимерным связующим, которое отверждено лишь частично.
В следующем варианте обеспечивают ламинированное изделие, содержащее плиту из соломенного картона и прикрепленный к ней мат из нетканого материала. Плита из соломенного картона имеет первую сторону, вторую сторону и края и содержит частицы соломы, скрепленные друг с другом связующим под действием тепла и давления. Мат из нетканого материала прикрепляется к первой стороне плиты из соломенного картона.
Ламинированное изделие предпочтительно дополнительно содержит второй мат из нетканого материала, прикрепленный ко второй стороне плиты из коркового картона.
Мат из нетканого материала предпочтительно выбирают из группы, состоящей из нетканого стекловолоконного мата и нетканого мата из полиэфирного волокна.
Мат предпочтительно содержит фунгицид, пестицид, огнезащитное вещество или их смесь.
Ламинированное изделие предпочтительно получают, прикладывая к плите и мату из нетканого материала, отвечающему условию В-стадии, достаточное тепло и давление, чтобы завершить отверждение связующего в мате и прикрепить мат к плите, при этом мат, удовлетворяющий условию В-стадии, содержит волокна, скрепленные вместе полимерным связующим, которое отверждено лишь частично.
Краткое описание чертежей
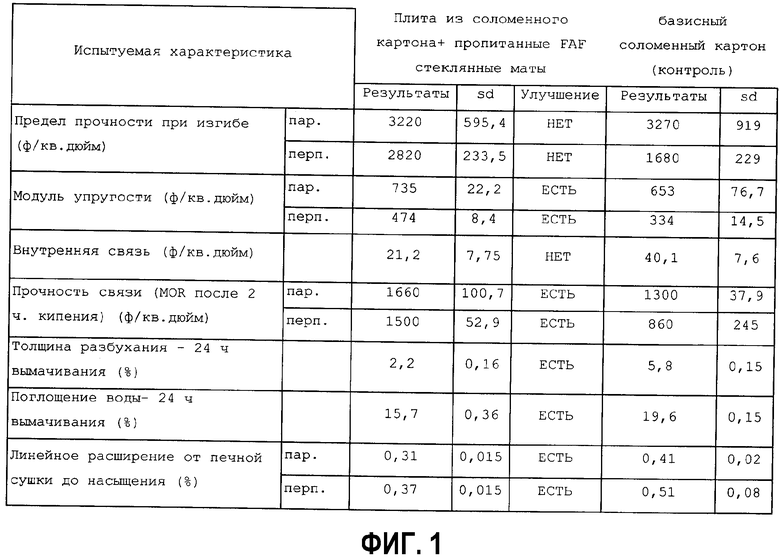
На фигуре 1 приведены результаты испытаний различных свойств плиты из соломенного картона (контроль) и плиты из соломенного картона с облицовкой из нетканых стеклянных матов (тест), как поясняется ниже.
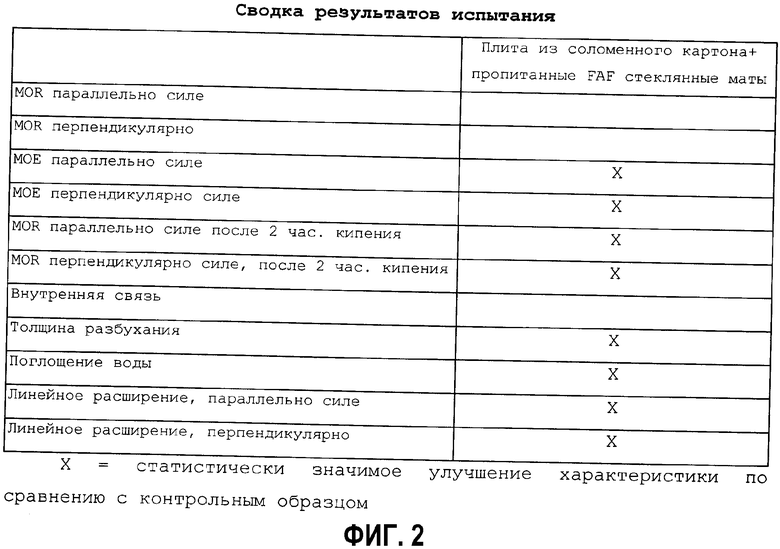
Фигура 2 дает сводку результатов испытаний с фигуры 1.
Подробное описание предпочтительных вариантов осуществления
Настоящее изобретение относится к ламинированным изделиям, содержащим плиту из недревесной целлюлозы с прикрепленным к ней по меньшей мере одним матом из нетканого материала, а также к способам изготовления таких ламинированных изделий.
Плиты из недревесной целлюлозы в ламинированных изделиях обычно имеют первую сторону, вторую сторону и края, и такие плиты могут быть в форме досок, балок или быть другой формы и могут быть плоскими, неплоскими, фасонными и т.д. Плиты содержат частицы недревесной целлюлозы, скрепленные вместе связующим под действием тепла и давления.
Частицы недревесной целлюлозы в плитах могут быть любой формы, включая, но не ограничиваясь, стружки, щепки, волокна, хлопья, пластинки или пряди и их комбинации. Частицы недревесной целлюлозы могут быть произведены из любого недревесного источника, включая, но не ограничиваясь, солому (например, солому пшеницы, овса, риса, ячменя, проса, ржи и их комбинации), кору, коноплю, жмых, лен, ореховую скорлупу, другие сельхозпродукты, повторно используемые материалы из недревесной целлюлозы и их комбинации.
В некоторых вариантах осуществления плиты из недревесной целлюлозы, применяющиеся в ламинированных изделиях, включают только частицы недревесной целлюлозы (т.е. без каких-либо частиц древесины). В других вариантах осуществления плиты из недревесной целлюлозы могут быть сделаны по существу целиком из частиц недревесной целлюлозы, но могут также содержать некоторую долю древесных частиц. В следующих вариантах осуществления плиты из недревесной целлюлозы могут быть сделаны в основном из частиц недревесной целлюлозы, но могут также включать меньшую часть древесных частиц; например, плиты из недревесной целлюлозы включают плиты из дробленки древесных отходов, содержащих в основном частицы коры с некоторой долей частиц древесины.
Плиты из недревесной целлюлозы могут также включать нецеллюлозные частицы, а также другие добавки в дополнение к связующему и частицам недревесной целлюлозы, хотя плиты могут состоять из частиц недревесной целлюлозы и связующего. Такие нецеллюлозные частицы, которые могут добавляться, включают, но не ограничиваются, частицы стекла, слюды, резины и пластика. Добавки, которые можно использовать, включают, но не ограничиваются, воск, консерванты и антиадгезивы.
Связующее, используемое для скрепления друг с другом частиц недревесной целлюлозы (а также любых других частиц) в плите, может быть любым связующим агентом и может быть или включать субстанцию из целлюлозных частиц, которая действует как связующее (например, смола в частицах коры), когда частицы подвергаются действию тепла и давления, чтобы получить плиту из недревесной целлюлозы. Обычные связующие для таких плит из недревесной целлюлозы включают смолы, такие как фенолформальдегидная смола, мочевиноформальдегидная смола, меламинформальдегидная смола и тому подобные. Другие связующие, которые могут применяться, включают диизоцианатное и полиизоцианатное связующие, такие, например, как связующее дифенилметандиизоцианат (MDI). В некоторых вариантах осуществления единственным применяемым связующим является субстанция из целлюлозных частиц (такая, например, как смола в частицах коры). Могут также использоваться смеси этих связующих.
Вообще, плиты из недревесной целлюлозы получают, применяя повышенные тепло и давление (например, используя нагретый пресс с парой плит или нагретую форму). Частицы недревесной целлюлозы (и любые другие частицы, такие, как частицы древесины или нецеллюлозные частицы) приводятся в контакт со связующим (например, путем смешения, распыления и т.д.) с образованием смеси, или композиции. Вместе со смесью или к смеси могут также добавляться любые дополнительные добавки. Количество связующего для смешения с частицами недревесной целлюлозы (и любыми другими частицами или добавками) может меняться в зависимости от таких параметров, как тип, размер, содержание влаги и источник использующихся частиц, применяемое связующее, и от других факторов. Затем композицию (т.е. смесь частиц, связующего и любых других добавок) формуют в одно- или многослойный мат, причем частицы (например, частицы недревесной целлюлозы) в мате (или в отдельных слоях многослойного мата) являются ориентированными или неориентированными. Мат может быть образован различными путями, и толщина мата может быть разной. Затем из мата формуют плиту, применяя достаточное тепло и давление. Время прессования, температура и давление, используемые для получения плит, могут меняться в зависимости от желаемой толщины и плотности плит, размера и типа использующихся частиц, использующегося связующего, а также других переменных факторов.
Способы изготовления плит из недревесной целлюлозы известны. Например, способы изготовления различных плит и досок описаны в патентах US 5656129 ("Способ получения волокон из соломы и полученные из них картонные продукты"), 5932038 ("Способ изготовления плит, досок или брусов из соломы"), 6120914 ("Картон из дробленых древесных отходов"), 6458238 ("Адгезивное связующее, синергический состав и способ изготовления изделий из лигноцеллюлозы"), 6464820 ("Связующая смола, синергический состав, включающий антиадгезив, и способ изготовления лигноцеллюлозных. изделий"), 6544649 ("Способ изготовления улучшенного картона из дробленки древесных отходов с применением катализатора") и 6641909 ("Композитный картон из стеблей конопли и способ изготовления"), а также в опубликованных заявках US 2003/0160349 ("Способы обработки волокна из соломы") и 2002/0100565 ("Конструкционные биокомпозитные материалы, системы и способы"); эти патенты США и опубликованные заявки включены здесь посредством отсылки во всей их полноте.
Ламинированные изделия включают также по меньшей мере один мат из нетканого материала, прикрепленный к одной поверхности плиты из недревесной целлюлозы. Как поясняется ниже, мат может быть прикреплен к плите во время или после формования плиты. Нетканые маты, применяемые для образования ламинированных изделий, содержат волокна, скрепленные вместе связующим. В некоторых вариантах осуществления нетканые маты могут состоять из волокон и связующего, а в других вариантах осуществления нетканые маты могут включать дополнительные добавки, такие как пигменты, красители, огнезащитные составы, вещества, придающие водостойкость, и/или другие добавки. Вещества, придающие водостойкость (т.е. водоотталкиватели), которые могут применяться, включают, но не ограничиваются, стеарилированный меламин, фторуглероды, воски, битум, органический силикон, резину и поливинилхлорид.
Волокна нетканых матов могут содержать стекловолокна, полиэфирные волокна (например, полиэфирные волокна, полученные по технологии спанбонд), волокна полиэтилентерефталата (ПЭТ), другие типы синтетических волокон (например, нейлон, полипропилен и т.д.), углеродные волокна, керамические волокна, металлические волокна или их смеси. Волокна в нетканых матах могут целиком состоять из одного из вышеупомянутых типов волокон или могут содержать волокна одного или более вышеупомянутых типов вместе с волокнами других типов, такими, например, как целлюлозные волокна, или волокна, произведенные из целлюлозы. Использующиеся волокна могут выбираться так, чтобы придавать конкретные свойства. Например, покрытие одной или обеих сторон матом, состоящим главным образом из неорганических волокон, улучшает огнестойкость и снижает распространение пламени.
Нетканый мат может также быть армирован изнутри или на поверхности параллельными прядями, диагональным или коробчатого типа упрочнением. Эти дополнительные упрочнения могут содержать стеклянные нити, волокна металла или пластика.
Волокна могут иметь разные диаметры и длины в зависимости от прочности и других свойств, желаемых для мата. Когда используются полиэфирные волокна, предпочтительно, чтобы денье большинства волокон находилось в интервале от 3 до 5. Когда используются стекловолокна, предпочтительно, чтобы большинство стекловолокон имело диаметр в диапазоне от 6 до 23 микрон, более предпочтительно от 10 до 19 микрон, наиболее предпочтительно от 11 до 16 микрон. Стекловолокна могут быть стеклом любого типа, включая стекло Е, стекло С, стекло Е, стекло S и другие типы стекла с хорошей прочностью и долговечностью в присутствии влаги.
Для скрепления волокон друг с другом могут применяться различные связующие. Обычно связующие выбирают так, чтобы их можно было вводить в водный раствор или эмульсию латекса, и которые растворимы в воде. Как будет более подробно рассмотрено ниже, при формировании нетканых матов связующие могут быть полностью отвержденными, или связующие могут находиться в В-стадии (т.е. быть отверженными только частично). Когда связующее в нетканом мате находится в В-стадии, оно предпочтительно хорошо связывается с деревом. Примеры связующих, которые могут применяться для получения нетканых матов со связующим В-стадии, включают, но не ограничиваются, смолы на основе фурфурилового спирта, фенолформальдегидную смолу, меламинформальдегидную смолу и их смеси. Когда маты будут полностью сформированы (т.е. связующее не будет находиться в В-стадии), связующие могут включать, но не ограничиваться, мочевиноформальдегид, меламинформальдегид, фенолформальдегид, акрилаты, поливинилацетат, эпоксидную смолу, поливиниловый спирт или их смеси. Связующие могут также выбираться так, чтобы связующее было "бесформальдегидным", что означает, что связующее по существу не содержит формальдегида (т.е. формальдегид не существенен, но может присутствовать как примесь в следовых количествах). Связующие, которые могут применяться, для обеспечения нетканых матов без формальдегида, включают, но не ограничиваются, поливиниловый спирт, карбоксиметилцеллюлозу, лигносульфонаты, целлюлозные смолы или их смеси. Связующее для нетканого мата может также включать известные поглотители формальдегида. Использование поглотителей формальдегида в связующем резко снижает измеряемую скорость выделения формальдегида из продукта.
Также связующее для нетканого материала может включать противомикробные добавки. Примеры подходящих противомикробных добавок включают 2-пиримидинтиол-1-оксид цинка, 1-[2-(3,5-дихлорфенил)-4-пропил-[1,3]диоксолан-2-илметил]-1Н-[1,2,4]триазол; 4,5-дихлор-2-октил-изотиазолидин-3-он, 5-хлор-2-(2,4-дихлорфенокси)фено-1,2-тиазол-4-ил-1Н-бензоимидазол, 1-(4-хлорфенил)-4,4-диметил-3-[1,2,4]триазол-4-илметилпентан-3-ол, 10,10'-оксибисфеноксарсин, 1-(дийодо-метансульфонил)-4-метилбензол и их смеси. При инкапсулировании или поверхностном покрытии двух поверхностей обшитой деревом плиты противомикробными оболочками все изделие становится более устойчиво к плесени и ложной мучнистой росе. Оболочки могут также включать такие добавки, как бораты, которые противостоят термитам или другим вредителям и обеспечивают дополнительную огнестойкость.
Маты из нетканого материала могут быть сделаны при разном отношении количества волокна к количеству связующего в мате. Например, для матов В-стадии предпочтительно, чтобы маты содержали примерно 25-75 весовых процентов волокон и примерно 15-75 весовых процентов связующего, более предпочтительно 30-60 весовых процентов волокон и 40-70 весовых процентов связующего. Для матов, сделанных из бесформальдегидного связующего, предпочтительно, чтобы маты содержали примерно 93-99,5 весовых процентов волокон и примерно 0,5-4 весовых процента связующего. Однако для матов в В-стадии, бесформальдегидных матов, а также матов, не находящихся в В-стадии, и в других матах могут использоваться другие отношения волокон к связующему.
Маты из нетканого материала могут быть сделаны разной толщины. Типичная толщина матов составляет от 0,020 дюймов до 0,125 дюймов, хотя могут применяться более толстые и более тонкие маты.
Кроме того, нетканые маты могут включать покрытие, чтобы придать водостойкость (или водонепроницаемость), огнестойкость, устойчивость к насекомым, устойчивость к плесени, гладкую поверхность, повышенное или пониженное поверхностное трение, требуемый внешний вид и/или получить другие модификации поверхности. Покрытия, которые могут применяться для гидроизоляции, включают органические водонепроницаемые покрытия, такие как битум, органический силикон, резина и поливинилхлорид. Покрытия предпочтительно наносят на наружную сторону матов (т.е. сторону, которая не соединена с деревянным листовым изделием).
Для получения матов может применяться любой способ изготовления матов из нетканого материала. Способы изготовления матов из нетканого материала хорошо известны. Патенты US 4112174, 4681802 и 4810576, полное содержание которых включено здесь посредством ссылки, раскрывают способы изготовления нетканых матов из стеклоткани. Способы изготовления нетканых матов В-стадии описаны в патентах US 5837620, 6331339 и 6303207 и в опубликованной заявке US 2001/0021448, полное содержание которых включено здесь посредством ссылки. Способы изготовления нетканых матов с применением бесформальдегидного связующего описаны в опубликованной заявке US 2003/0008586, полное содержание которой включено здесь посредством ссылки.
Одним способом изготовления нетканых матов является образование разбавленной водной суспензии волокон и помещение суспензии на подвижную наклонную проволоку, образующую сетку, для обезвоживания суспензии и получения влажного нетканого волокнистого мата, на машинах типа Hydroformer™, производства Voith-Sulzer из Appleton, Wis., или типа Deltaformer™ производства Valmet/Sandy Hill из Glenns Falls, N.Y. После образования полотна из суспензии волокон влажный нескрепленный мат переносят на вторую движущуюся сетку, проходящую через пропитывающую секцию для нанесения связующего, где на мат наносят связующее в водном растворе. Водный раствор связующего наносят, предпочтительно применяя устройство для нанесения покрытий поливом или устройство для нанесения покрытия окунанием и выдавливанием. Лишнее связующее удаляют, и влажный мат переносят в движущийся печной конвейер, перемещающийся через конвекционную печь, где не связанный влажный мат сушится и отверждается, в результате чего волокна в мате скрепляются друг с другом. Мат может быть отвержден полностью или может быть отвержден только до В-стадии. В сушильной и вулканизационной печи мат нагревается до температуры примерно 350 градусов по F, но температура может варьироваться от примерно 210 градусов по F и до любой температуры, которая не ухудшает связующего или, когда желательна В-стадия отверждения, до любой температуры, при которой связующее не отвердится больше, чем до В-стадии. Длительность обработки при этих температурах обычно может составлять не более 1 или 2 минут и часто менее 40 секунд. Когда связующее отверждается до В-стадии, то чем ниже температура, применяющаяся для отверждения, тем большее время требуется для достижения отверждения В-стадии, хотя обычно температуру выбирают так, чтобы связующее достигло отверждения В-стадии не более чем за несколько секунд.
Ламинированные изделия могут быть получены из матов из нетканого материала и плит из недревесной целлюлозы путем прикрепления по меньшей мере одного мата из нетканого материала к поверхности плиты из недревесной целлюлозы. Мат из нетканого материала может быть прикреплен к плите из недревесной целлюлозы или после завершения изготовления плиты из не древесной целлюлозы, или во время изготовления плиты из недревесной целлюлозы. Если используется законченная плита из недревесной целлюлозы и нетканый мат, который был полностью отвержден (т.е. когда нетканый мат не отвечает условию В-стадии), для соединения законченной плиты из недревесной целлюлозы и нетканого мата может применяться адгезив, вместе с приложением достаточного давления и тепла для отверждения адгезива. Если применяется законченная плита из недревесной целлюлозы и нетканый мат, который удовлетворяет условию В-стадии, законченную плиту из недревесной целлюлозы и нетканый мат со связующим, удовлетворяющим условию В-стадии, приводят в контакт и затем прикладывают тепло и давление, чтобы скрепить мат с плитой и завершить отверждение связующего В-стадии в мате.
Ламинированные изделия могут также быть получены во время изготовления плиты из недревесной целлюлозы, используя одностадийное приложение тепла и давления. Как обсуждалось выше, во время формирования плиты из недревесной целлюлозы композицию, содержащую смесь частиц недревесной целлюлозы и связующего, формуют в мат, который затем подвергается действию достаточного тепла и давления, чтобы отвердить связующее и получить законченную плиту. Чтобы получить ламинированное изделие во время изготовления плиты из недревесной целлюлозы (а не после завершения плиты), композитный мат формуют, используя по меньшей мере один мат из нетканого материала и композицию, содержащую частицы недревесной целлюлозы и связующее. Композитный мат содержит: (1) мат, образованный из композиции, имеющий первую сторону и вторую сторону, и (2) мат из нетканого материала, соприкасающийся с первой стороной мата, образованного из композиции. Когда для получения композитного мата используются два мата из нетканого материала, композитный мат может содержать: (1) мат, образованный из композиции, имеющий первую сторону и вторую сторону, (2) первый мат из нетканого материала, соприкасающийся с первой стороной мата, образованного из композиции, и (3) второй мат из нетканого материала, соприкасающийся со второй стороной мата, образованного из композиции. Композитный мат может быть образован путем получения мата из композиции и затем приведения в контакт по меньшей мере одного мата из нетканого материала с одной из сторон мата, образованного из композиции, или композитный мат может быть образован путем получения мата из композиции, когда композиция контактирует с по меньшей мере одним матом из нетканого материала, так что мат из нетканого материала находится в контакте с поверхностью полученного мата, образованного из композиции. После формования к композитному мату прикладывают достаточно тепла и давления, чтобы получить ламинированное изделие, содержащее плиту из недревесной целлюлозы, имеющую первую сторону, вторую сторону и края (сделанную из мата, образованного из композиции), и мат или маты из нетканого материала, прикрепленные к одной стороне или сторонам плиты из недревесной целлюлозы. То есть композитный мат подвергают действию достаточного тепла и давления, чтобы получить из мата, образованного из композиции, законченную/отвержденную плиту из недревесной целлюлозы, а также чтобы прикрепить к ней нетканый мат. Таким образом, применяется только однократное приложение тепла и давления, а не формование плиты из недревесной целлюлозы с первым приложением тепла и давления, и затем проведение второго приложения тепла и давления, чтобы прикрепить мат из нетканого материала к плите. Время прессования, температуры и давления, используемые для получения ламинированного изделия, могут меняться в зависимости от желаемой толщины и плотности плиты, размера и типа использующихся частиц, использующегося связующего, а также других переменных факторов.
Когда получают ламинированное изделие, используя однократное приложение тепла и давления к композитному мату, для получения ламинированого изделия могут применяться маты из нетканого материала на В-стадии или полностью отвержденные маты из нетканого материала. Когда в композитном мате используется мат из нетканого материала на В-стадии, обычно для прикрепления нетканого мата к плите из недревесной целлюлозы во время однократного приложения тепла и давления дополнительного связующего или адгезива не требуется (хотя, при желании, такие дополнительные связующее или адгезив могут использоваться); давление и тепло, которые прикладываются к композитному мату, являются достаточными для завершения отверждения связующего в нетканом мате В-стадии и прикрепления мата из нетканого материала к плите. Когда используется мат из нетканого материала, который был полностью отвержден (т.е. когда нетканый мат не удовлетворяет условию В-стадии), для прикрепления мата из нетканого материала к плите из недревесной целлюлозы, которая образована во время однократного приложения тепла и давления, могут использоваться дополнительное связующее или адгезив; давление и тепло, действию которых подвергается композитный мат, являются достаточными для полного отверждения дополнительного связующего или адгезива и прикрепления нетканого мата к законченной плите. Такие дополнительные адгезив или связующее могут добавляться между матом, образованным из композиции (т.е. матом, содержащим частицы недревесной целлюлозы и связующее), и матом из нетканого материала, могут добавляться к композиции до формирования мата из композиции, или могут добавляться к мату из нетканого материала.
Маты из нетканого материала для применения в ламинированных изделиях могут выбираться так, чтобы они обеспечивали дополнительную или повышенную водостойкость, устойчивость к плесени и мучнистой росе, прочность (например, прочность на изгиб или прочность на прокол), стабильность размеров и/или огнестойкость ламинированного изделия по сравнению с ламинированными изделиями только с плитами из недревесной целлюлозы. То есть маты из нетканого материала могут выбираться так, чтобы одно или более из этих свойств в ламинированном изделии было лучше, чем в ламинированном изделии с плитой из недревесной целлюлозы без одного или более матов из нетканого материала, прикрепленных к плите из недревесной целлюлозы.
Кроме того, маты из нетканого материала для применения в ламинированных изделиях могут также выбираться так, чтобы они обеспечивали повышенную прочность (например, прочность на изгиб), повышенную стабильность размеров, повышенную водостойкость, повышенную устойчивость к плесени, повышенную огнестойкость и/или пониженный вес ламинированного изделия по сравнению с плитой из недревесной целлюлозы того же типа, использованной в ламинированном изделии со сравнимыми размерами в готовом виде (т.е. при том же размере ламинированного изделия).
Пример
Далее изобретение будет пояснено на следующем поясняющем примере, который не должен рассматриваться как ограничивающий.
Были изготовлены и подвергнуты испытанию плиты из соломенного картона (контроль) и плита из соломенного картона с облицовкой из нетканых стеклянных матов (тест) для того, чтобы измерить их прочность и влагоустойчивость. Более конкретно, были подвергнуты испытанию следующие плиты:
(1) плита из соломенного картона с облицовкой из стеклянных матов (сделанных с использованием в качестве связующего продукта реакции формальдегида с фурфуриловым спиртом) на каждой стороне плиты; и
(2) соломенный картон с облицовкой из нетканого материала (т.е. контроль).
Для получения испытываемого ламинированного изделия использовались два нетканых стеклянных мата В-стадии. Нетканые стеклянные маты в В-стадии, использованные для испытываемой плиты, были изготовлены с применением обычного способа мокрой укладки. Плотность стеклянных матов была 6 ф/100 фт2, причем маты были сделаны примерно с 60% связующего и 40% волокон. Стекловолокна, использованные в стеклянных матах, были волокнами стекла Е со средним диаметром волокна 16 микрон и средней длиной 1 дюйм.
И испытываемую плиту, и контрольную плиту получали, применяя формовочный ящик размером 34"×34". Для контрольных плит из соломенного картона и испытываемых плит использовались расщепленная пшеничная солома и изоцианатное связующее (MDI). Чтобы получить контрольную плиту, композицию расщепленной пшеничной соломы формовали вручную в мат с применением формовочного ящика. Чтобы получить испытываемую плиту, композицию расщепленной пшеничной соломы и нетканые маты в В-стадии формовали вручную в композитный мат, применяя формовочный ящик (причем композицию прокладывали слоем между двумя неткаными стеклянными матами). Затем формованные вручную маты прессовали, используя типичный для ориентированно-стружечных плит (OSB) цикл прессования. Все параметры были основаны на типичных для OSB промышленных значениях, приведенных ниже в таблице.
Плиты прессовали до запланированной толщины 0,437". Плиты прессовали приблизительно 266-289 секунд при температуре прессования 400°F. Полученные плиты обрезали до размеров приблизительно 28"×28".
В. Измерения
Чтобы оценить прочность и влагоустойчивость, у испытываемой плиты и контрольной плиты измеряли следующие характеристики, причем число образцов на плиту, которые испытывали, указано в скобках после описания испытания:
(1) Предел прочности при изгибе (MOR) в направлении, параллельном соломенному картону (MOR пар.), измерено в фунтах на квадратный дюйм (ф/кв. дюйм) (3 образца на испытываемую плиту);
(2) Предел прочности при изгибе в направлении, перпендикулярном соломенному картону (MOR перп.), измерено в ф/кв. дюйм (3 образца на испытываемую плиту);
(3) модуль упругости (МОЕ) в направлении, параллельном соломенному картону (МОЕ пар.), измерено в ф/кв. дюйм (3 образца на испытываемую плиту);
(4) модуль упругости в направлении, перпендикулярном соломенному картону (МОЕ перп.), измерено в ф/кв. дюйм (3 образца на испытываемую плиту);
(5) внутренняя связь, измерено в ф/кв. дюйм (6 образцов на испытываемую плиту);
(6) прочность связи в направлении, параллельном соломенному картону, измеряется как предел прочности при изгибе после 2 часов кипения образца плиты, измерено в ф/кв. дюйм (3 образца на испытываемую плиту);
(7) прочность связи в направлении, перпендикулярном соломенному картону, измеряется как предел прочности при изгибе после 2 часов кипения образца плиты, выражено в ф/кв. дюйм (3 образца на испытываемую плиту);
(8) относительная толщина разбухания после 24 часов вымачивания образца плиты в воде (2 образца на испытываемую плиту);
(9) поглощение воды после 24 часов вымачивания образца плиты в воде, выражено в процентах (2 образца на испытываемую плиту);
(10) линейное расширение в направлении, параллельном соломенному картону, от печной сушки до насыщения, с использованием вымачивания под разрежением, выражено в процентах (2 образца на испытываемую плиту); и
(11) линейное расширение в направлении, перпендикулярном соломенному картону, от печной сушки до насыщения, с использованием вымачивания под разрежением, выражено в процентах (2 образца на испытываемую плиту).
Каждая из перечисленных выше характеристик (1)-(11) оценивалась согласно стандарту на проведение испытаний 0437.1-93 Канадской Ассоциации по стандартам (CSA).
С. Результаты
Результаты измерений свойств испытываемой плиты и контрольной плиты показаны на фигуре 1. На фигуре 1 приведены результаты испытаний, стандартное отклонение (sd) испытаний и указания, были ли результаты для испытываемой плиты улучшены по сравнению с контрольной плитой (т.е. базисным соломенным картоном) на статистически значимом уровне (т.е. доверительный интервал 95.%), с использованием проверки по критерию Стьюдента (указания даются как "Есть" или "Нет"),
Результаты показывают повышенную прочность и влагоустойчивость у испытываемой плиты. Фигура 2 суммирует результаты, показывая статистически значимые улучшения, которые были получены по прочности и водостойкости у испытываемой плиты по сравнению с контрольной плитой.
Хотя изобретение было подробно описано с отсылкой к конкретным вариантам его осуществления, специалистам должно быть ясно, что могут быть сделаны различные изменения и модификации, не выходя за объем и сущность изобретения.
Настоящее изобретение относится к ламинированным изделиям, содержащим плиту из недревесной целлюлозы с по меньшей мере одним прикрепленным к ней матом из нетканого материала, а также к способам изготовления таких ламинированных изделий. Ламинированное изделие, содержащее плиту из недревесной целлюлозы, имеющую первую сторону, вторую сторону и края. Причем плита содержит частицы недревесной целлюлозы, скрепленные вместе связующим под действием тепла и давления; и мат из нетканого материала, прикрепленный к первой стороне плиты из недревесной целлюлозы. Технический результат заявленного изобретения заключается в улучшении свойств нетканого материала. 5 н. и 29 з.п. ф-лы, 2 ил., 1 табл.
1. Ламинированное изделие, содержащее плиту из недревесной целлюлозы, имеющую первую сторону, вторую сторону и края, причем плита содержит частицы недревесной целлюлозы, скрепленные вместе связующим под действием тепла и давления; и мат из нетканого материала, прикрепленный к первой стороне плиты из недревесной целлюлозы.
2. Ламинированное изделие по п.1, дополнительно содержащее второй мат из нетканого материала, прикрепленный ко второй стороне плиты из недревесной целлюлозы.
3. Ламинированное изделие по п.1, в котором мат из нетканого материала выбирают из группы, состоящей из нетканого стекловолоконного мата и нетканого мата из полиэфирного волокна.
4. Ламинированное изделие по п.1, в котором частицы недревесной целлюлозы выбирают из группы, состоящей из частиц соломы, частиц коры и их смеси.
5. Ламинированное изделие по п.1, в котором связующее выбирают из группы, состоящей из фенолформальдегидной смолы, мочевиноформальдегидной смолы, меламинформальдегидной смолы, диизоцианатного связующего, полиизоцианатного связующего и их смеси.
6. Ламинированное изделие по п.1, в котором связующее содержит субстанцию из частиц недревесной целлюлозы.
7. Ламинированное изделие по п.1, в котором мат содержит волокна, скрепленные вместе связующим, не содержащим формальдегида.
8. Ламинированное изделие по п.1, в котором мат содержит фунгицид, пестицид, огнезащитное вещество или их смесь.
9. Ламинированное изделие по п.1, в котором ламинированное изделие получают, прикладывая к плите и мату из нетканого материала, находящемуся в условиях В-стадии, достаточное тепло и давление, чтобы завершить отверждение связующего в мате и прикрепить мат к плите, при этом мат, удовлетворяющий условию В-стадии, содержит волокна, скрепленные вместе полимерным связующим, которое отверждено лишь частично.
10. Способ изготовления ламинированного изделия, включающий этапы:
(a) получение плиты из недревесной целлюлозы, имеющей первую сторону, вторую сторону и края, причем плита содержит частицы недревесной целлюлозы, скрепленные вместе связующим под действием тепла и давления; и
(b) прикрепление мата из нетканого материала к первой стороне плиты из недревесной целлюлозы.
11. Способ по п.10, дополнительно включающий прикрепление мата из нетканого материала ко второй стороне плиты из недревесной целлюлозы.
12. Способ по п.10, в котором мат из нетканого материала выбирают из группы, состоящей из нетканого стекловолоконного мата и нетканого мата из полиэфирного волокна.
13. Способ по п.10, в котором частицы недревесной целлюлозы выбирают из группы, состоящей из частиц соломы, частиц коры и их смеси.
14. Способ по п.10, в котором связующее выбирают из группы, состоящей из фенолформальдегидной смолы, мочевиноформальдегидной смолы, меламинформальдегидной смолы, диизоцианатного связующего, полиизоцианатного связующего и их смеси.
15. Способ по п.10, в котором связующее содержит субстанцию из частиц недревесной целлюлозы.
16. Способ по п.10, в котором этап (b) включает приложение достаточного тепла и давления к плите и мату из нетканого материала, находящемуся на В-стадии, для завершения отверждения связующего в мате и для прикрепления мата к плите, при этом мат, отвечающий условию В-стадии, содержит волокна, скрепленные вместе полимерным связующим, которое отверждено только частично.
17. Способ по п.10, в котором мат содержит волокна, скрепленные вместе бесформальдегидным связующим.
18. Способ изготовления ламинированного изделия, включающий этапы:
(a) получение композиции, содержащей частицы недревесной целлюлозы и связующее;
(b) получение по меньшей мере одного мата из нетканого материала;
(c) образование композитного мата, с использованием композиции и мата из нетканого материала, при этом композитный мат содержит:
(1) мат, образованный из композиции, причем мат имеет первую сторону и вторую сторону; и
(2) мат из нетканого материала, контактирующий с первой стороной мата, образованного из композиции; и
(d) приложение к композитному мату достаточного тепла и давления, чтобы получить ламинированное изделие, содержащее плиту из недревесной целлюлозы, имеющую первую сторону, вторую сторону и края, с матом из нетканого материала, прикрепленным к первой стороне плиты из недревесной целлюлозы.
19. Способ по п.18, в котором композитный мат дополнительно содержит второй мат из нетканого материала, контактирующий со второй стороной мата, образованного из композиции, и этап (d), приводящий к образованию ламинированного изделия, содержащего плиту из недревесной целлюлозы с матом из нетканого материала, прикрепленным к первой стороне плиты, и вторым нетканым матом, прикрепленным ко второй стороне плиты.
20. Способ по п.18, в котором мат из нетканого материала выбирают из группы, состоящей из нетканого стекловолоконного мата и нетканого мата из полиэфирного волокна.
21. Способ по п.18, в котором частицы недревесной целлюлозы выбирают из группы, состоящей из частиц соломы, частиц коры и их смеси.
22. Способ по п.18, в котором связующее выбирают из группы, состоящей из фенолформальдегидной смолы, мочевиноформальдегидной смолы, меламинформальдегидной смолы, диизоцианатного связующего, полиизоцианатного связующего и их смеси.
23. Способ по п.18, в котором связующее содержит субстанцию из частиц недревесной целлюлозы.
24. Способ по п.18, в котором мат из нетканого материала является матом из нетканого материала, отвечающим условию В-стадии, содержащим волокна, скрепленные вместе полимерным связующим, которое отверждено лишь частично.
25. Способ по п.18, в котором мат содержит волокна, скрепленные вместе бесформальдегидным связующим.
26. Ламинированное изделие, содержащее
плиту из коркового картона, имеющую первую сторону, вторую сторону и края, причем плита из коркового кагртона содержит частицы коры, скрепленные вместе связующим под действием тепла и давления; и
мат из нетканого материала, прикрепленный к первой стороне плиты из коркового картона.
27. Ламинированное изделие по п.26, дополнительно содержащее второй мат из нетканого материала, прикрепленный ко второй стороне плиты из коркового картона.
28. Ламинированное изделие по п.26, в котором мат из нетканого материала выбирают из группы, состоящей из нетканого стекловолоконного мата и нетканого мата из полиэфирного волокна.
29. Ламинированное изделие по п.26, в котором ламинированное изделие получают, прикладывая к плите и мату из нетканого материала, отвечающему условию В-стадии, достаточное тепло и давление, чтобы завершить отверждение связующего в мате и прикрепить мат к плите, при этом мат, удовлетворяющий условию В-стадии, содержит волокна, скрепленные вместе полимерным связующим, которое отверждено лишь частично.
30. Ламинированное изделие, содержащее плиту из соломенного картона, имеющую первую сторону, вторую сторону и края, причем плита из соломенного картона содержит частицы соломы, скрепленные вместе связующим под действием тепла и давления; и мат из нетканого материала, прикрепленный к первой стороне плиты из соломенного картона.
31. Ламинированное изделие по п.30, дополнительно содержащее второй мат из нетканого материала, прикрепленный ко второй стороне плиты из соломенного картона.
32. Ламинированное изделие по п.30, в котором мат из нетканого материала выбирают из группы, состоящей из нетканого стекловолоконного мата и нетканого мата из полиэфирного волокна.
33. Ламинированное изделие по п.30, в котором мат содержит фунгицид, пестицид, огнезащитное вещество или их смесь.
34. Ламинированное изделие по п.30, в котором ламинированное изделие получают, прикладывая к плите и мату из нетканого материала, отвечающему условию В-стадии, достаточное тепло и давление, чтобы завершить отверждение связующего в мате и прикрепить мат к плите, при этом мат, удовлетворяющий условию В-стадии, содержит волокна, скрепленные вместе полимерным связующим, которое отверждено лишь частично.
| US 4503115 А, 05.03.1985 | |||
| WO 00/23233 A1, 27.04.2000 | |||
| ПРОНИЦАЕМЫЕ ПЛЕНКИ И ПЛЕНОЧНО-НЕТКАНЫЙ КОМПОЗИЦИОННЫЙ МАТЕРИАЛ И СПОСОБЫ ИХ ПОЛУЧЕНИЯ | 1994 |
|
RU2140855C1 |

