Заявляемое изобретение относится к переработке полимерных композиционных изделий цилиндрической и горообразной формы, например каркасно-брекерно-протекторных браслетов и покрышек, у которых предварительно отрезаны бортовые кольца.
Известен способ разрезания композиционных изделий кольцевой формы с помощью дискового ножа и опорного ролика, при котором разрезаемое изделие подается в зону резания, а разрезание осуществляют путем надевания кольцевого изделия под углом на опорный ролик таким образом, чтобы край изделия непосредственно контактировал с зоной резания, и осуществляют разрезание изделия под углом к его центральной плоскости по спирали до полного разрезания всего изделия с образованием спиралевидной ленты, длина и ширина которой зависит от угла подвода кольцевого изделия к опорному ролику, при этом разрезание осуществляется дисковым ножом при контакте его с опорным роликом, в выемку которого частично заходит лезвие ножа, а подача разрезаемого изделия в зону резания осуществляется ножом и роликом за счет зажима изделия между ними (см. патент RU № 2312765, С1 МПК В29В 17/00, 2006). Существенные признаки аналога «разрезание с помощью дискового ножа и опорного ролика, при котором разрезаемое изделие подается в зону реза» совпадают с существенными признаками заявляемого изобретения.
Недостатками этого способа являются невозможность полного разрезания изделия цилиндрической и горообразной формы вдоль образующей (т.е. по меридиану) и узкий круг функциональных возможностей, ограниченный лишь получением узкой спиралевидной ленты.
Это связано с тем, что для подачи изделия кольцевой формы в зону резания путем надевания его под углом на опорный ролик дисковый нож и опорный ролик закреплены консольно на соответствующих валах, что и делает невозможным полное прорезание изделия кольцевой формы по образующей (меридиану), поскольку по мере продвижения кольцевого изделия вдоль линии реза передняя кромка кольцевого изделия неизбежно натолкнется на консольный вал опорного ролика. Это еще в большей мере касается разрезания изделия горообразной формы.
Наиболее близким к изобретению является способ разрезания изделия, имеющего кольцевую плоскую форму, например боковины покрышки, который осуществляют с помощью контактирующих приводного дискового ножа и выполненного с возможностью вращения опорного ролика с кольцевой выемкой, в которую заходит лезвие ножа, причем оси вращения ножа и ролика располагают в горизонтальной плоскости, подачу разрезаемого изделия к зоне реза осуществляют за счет зажима изделия между ножом и роликом, а подвод к зоне реза и разрезание осуществляют в вертикальной плоскости, ортогональной плоскости, в которой расположены оси вращения ножа и ролика таким образом, чтобы центр вращения кольцевого изделия был не вертикален зоне реза (см. патент RU № 2322346 С1, МПК В29В 17/00, 2006). Существенные признаки прототипа «резание с помощью дискового ножа и опорного ролика, при котором разрезаемое изделие подается в зону реза» совпадают с существенными признаками заявляемого изобретения.
Недостатком этого способа также является невозможность полного разрезания изделия цилиндрической и горообразной формы вдоль образующей (т.е. по меридиану) и узкий круг функциональных возможностей, ограниченный лишь получением узкой спиралевидной ленты и отрезанием бортового кольца.
Задачей, на решение которой направлено заявляемое изобретение, является обеспечение возможности полного разрезания полимерных композиционных изделий цилиндрической и горообразной формы (каркасно-брекерно-протекторных браслетов и покрышек, у которых предварительно отрезаны бортовые кольца) вдоль образующей (по меридиану) при сохранении функциональных возможностей, присущих аналогу и прототипу.
Для достижения указанного технического результата в предлагаемом способе разрезания композиционного изделия цилиндрической и горообразной формы (каркасно-брекерно-протекторного браслета или покрышки, у которой предварительно удалены бортовые кольца) с помощью контактирующих между собой приводного дискового ножа и опорного ролика с кольцевой выемкой, выполненного с возможностью вращения, разрезание осуществляют при контакте приводного дискового ножа с опорным роликом, выполенным с возможностью вращения, оси вращения ножа и ролика располагают горизонтально и параллельно одна другой в вертикальной или наклонной плоскости, причем ось ролика располагают на поворотной консоли, у которой поперечные габаритные размеры В и Н меньше внутреннего диаметра разрезаемого изделия, а ось ролика не выходит за пределы ширины консоли, подачу разрезаемого изделия к зоне реза осуществляют как за счет зажима изделия между дисковым ножом и опорным роликом, так и принудительно (например, вручную), а подвод изделия к зоне реза осуществляют торцевой кромкой перпендикулярно к линии центров вращения ножа и ролика, а также перпендикулярно к плоскости, в которой лежат оси ножа и ролика и вдоль консоли таким образом, чтобы линия реза совпадала с образующей (меридианом) изделия. При этом, в зависимости от количества используемых дисковых ножей и соответствующих им опорных роликов, рез изделия цилиндрической формы может осуществляться как по одной, так и по нескольким линиям реза одновременно.
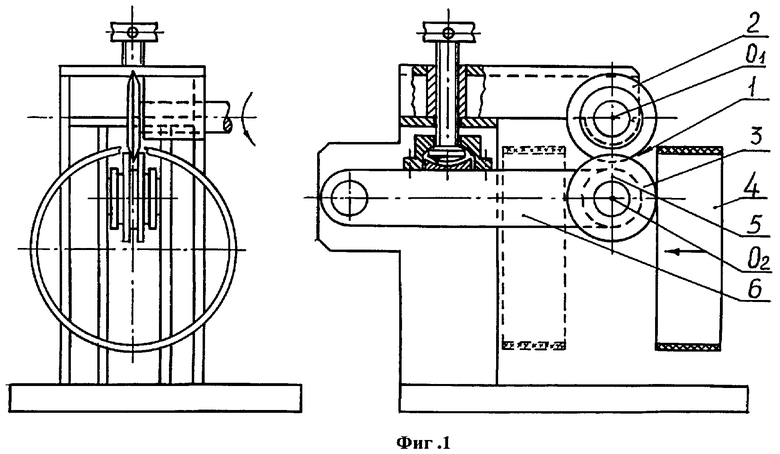
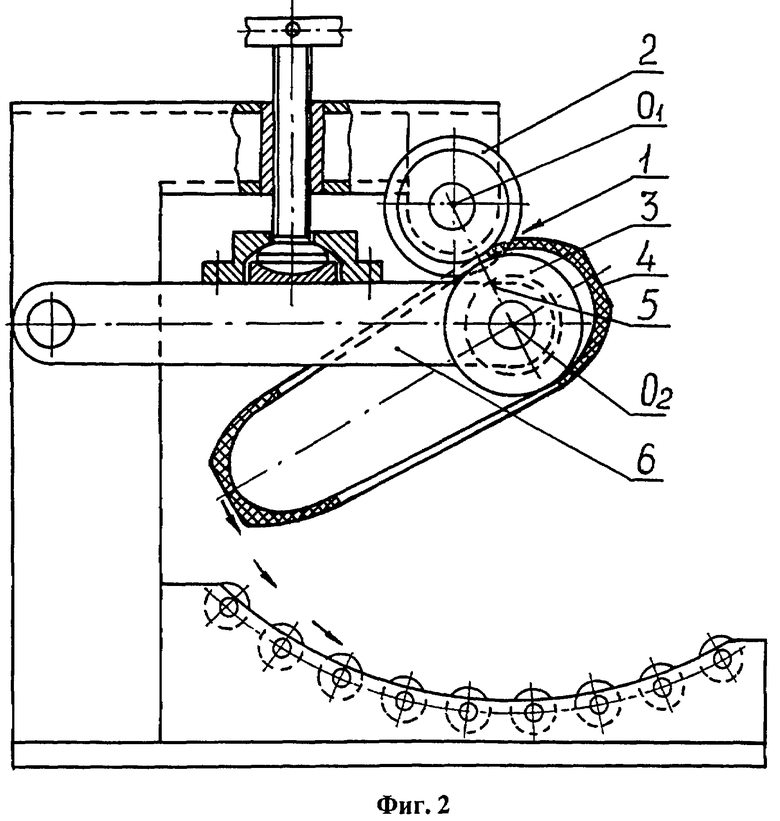
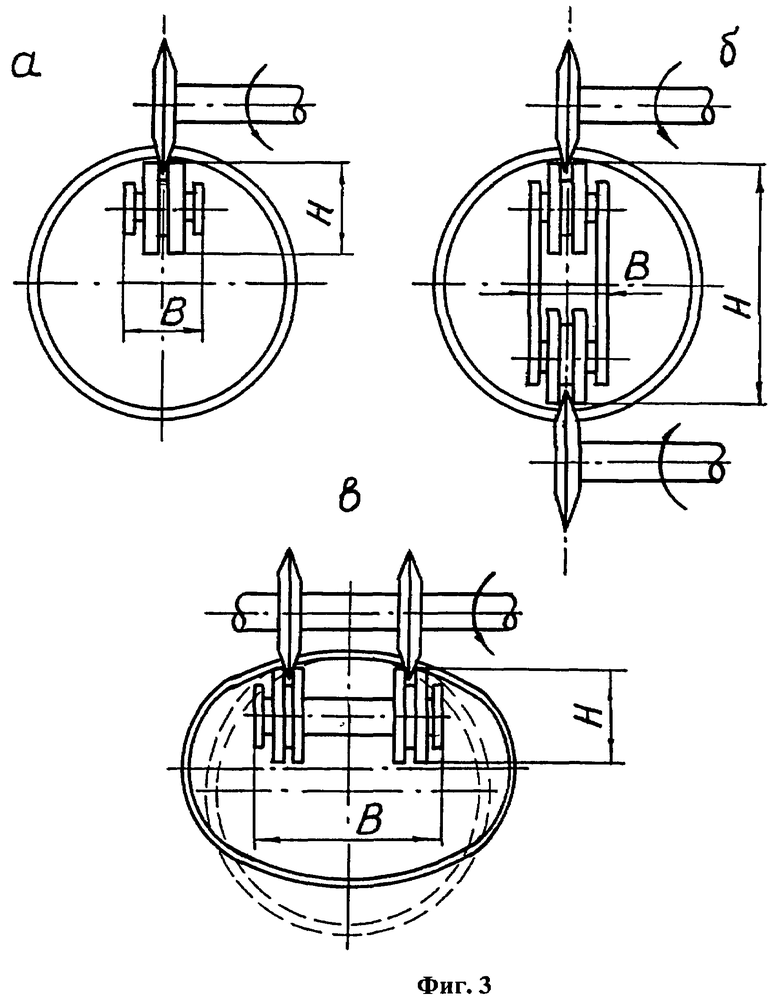
На фиг.1 представлена схема устройства для разрезания изделия цилиндрической формы - каркасно-брекерно-протекторного браслета; на фиг.2 - схема устройства для разрезания изделия торобразной формы; на фиг.3 - варианты схем разрезания изделий цилиндрической формы одновременно по нескольким линиям реза.
Предлагаемый способ, включающий подвод изделия к зоне реза, его разрезание и отвод отрезанных частей, осуществляется следующим образом: оси вращения элементов, образующих зону реза 1 (ось вращения дискового ножа 2 и ось вращения опорного ролика 3) располагают либо в вертикальной плоскости (фиг.1), либо в наклонной плоскости (фиг.2). Подача разрезаемого изделия 4 в зону реза осуществляется торцевой кромкой перпендикулярно к линии 5, соединяющей центры вращения дискового ножа (O1) и опорного ролика (О2), т.е. вдоль поворотной консоли 6, на которой закреплена ось вращения опорного ролика 3, и перпендикулярно плоскости, в которой расположены оси вращения дискового ножа и опорного ролика. Подвод разрезаемого изделия осуществляют в рабочем положении дискового ножа и опорного ролика (то есть когда дисковый нож и опорный ролик контактируют между собой). После зажима кромки изделия между дисковым ножом и опорным роликом далее изделие прокатывается между ними и происходит разрезание вдоль его образующей. При разрезании изделия цилиндрической формы (каркасно-брекерно-протекторного браслета) его движение происходит плоско параллельно в вертикальной плоскости вдоль консоли 6, а после полного разрезания вдоль образующей (по меридиану) изделие разворачивается в ленту и легко удаляется из рабочей зоны. При необходимости полученная лента может здесь же разрезаться на части как в продольном, так и в поперечном направлениях. Кроме того, сохраняется также возможность разрезания изделия цилиндрической формы и по спирали в узкую непрерывную ленту.
При использовании в предлагаемом способе разрезания композиционных изделий цилиндрической и горообразной формы двух и более пар дисковых ножей и опорных роликов изделие цилиндрической формы может быть разрезано одновременно по двум или более линиям реза, совпадающим с образующими изделия (см. схемы «б» и «в» на фиг.3).
Разрезание изделия торобразной формы (например, покрышки с отрезанными бортовыми кольцами) осуществляется путем надевания изделия на закрепленный на удлиненной консоли опорный ролик 3, находящийся в рабочем положении (т.е. в контакте с дисковым ножом 2), причем изделие в наклонном положении также подается в зону разрезания торцевой кромкой перпендикулярно к линии 5, соединяющей центры вращения дискового ножа и опорного ролика, и к наклонной плоскости, в которой расположены оси вращения дискового ножа и опорного ролика. По мере разрезания по образующей (меридиану) изделие торобразной формы прокатывается между дисковым ножом и опорным роликом и при этом поворачивается в направлении вращения опорного ролика. После полного прорезания изделие горообразной формы (покрышка) в месте разреза легко протягивается поперек поворотной консоли и вновь может направляться в зону реза для последующего разрезания как в окружном, так и в меридиальном направлениях.
Способ разрезания композиционных изделий цилиндрической и торообразной формы с помощью контактирующих между собой дискового ножа и установленного на поворотной консоли опорного ролика с выемкой обеспечивает возможность разрезания изделия как в меридиональном, так и в окружном направлениях, а также непрерывно по спирали с получением спиралевидной ленты требуемой ширины.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РАЗРЕЗАНИЯ КОМПОЗИЦИОННЫХ ИЗДЕЛИЙ КОЛЬЦЕВОЙ ФОРМЫ | 2006 |
|
RU2312765C1 |
| СПОСОБ РАЗРЕЗАНИЯ КОМПОЗИЦИОННЫХ ИЗДЕЛИЙ КОЛЬЦЕВОЙ ФОРМЫ | 2006 |
|
RU2318660C1 |
| СПОСОБ РАЗРЕЗАНИЯ КОМПОЗИЦИОННЫХ ИЗДЕЛИЙ КОЛЬЦЕВОЙ ФОРМЫ | 2007 |
|
RU2337001C1 |
| СПОСОБ РАЗРЕЗАНИЯ КОМПОЗИЦИОННЫХ ИЗДЕЛИЙ КОЛЬЦЕВОЙ ФОРМЫ | 2008 |
|
RU2375178C1 |
| УСТРОЙСТВО ДЛЯ РАЗРЕЗАНИЯ ПОКРЫШКИ | 2006 |
|
RU2315694C1 |
| УСТРОЙСТВО ДЛЯ РАЗРЕЗАНИЯ ПОКРЫШЕК | 2008 |
|
RU2388597C2 |
| УСТРОЙСТВО ДЛЯ ОДНОВРЕМЕННОГО РАЗРЕЗАНИЯ ПО ДВУМ ИЛИ НЕСКОЛЬКИМ ЛИНИЯМ РЕЗА ПОКРЫШКИ | 2009 |
|
RU2416519C2 |
| СПОСОБ РАЗРЕЗАНИЯ ПОКРЫШЕК | 2006 |
|
RU2318661C1 |
| УСТРОЙСТВО ДЛЯ РАЗРЕЗАНИЯ ПОКРЫШКИ | 2006 |
|
RU2309843C1 |
| УСТРОЙСТВО ДЛЯ ОДНОВРЕМЕННОГО РАЗРЕЗАНИЯ ПО ДВУМ ИЛИ НЕСКОЛЬКИМ ЛИНИЯМ РЕЗА ПОКРЫШКИ | 2012 |
|
RU2489256C1 |
Изобретение относится к переработке полимерных композиционных изделий цилиндрической и горообразной формы. Способ осуществляют с помощью взаимно контактирующих приводного дискового ножа и выполненного с возможностью вращения опорного ролика с кольцевой выемкой, в которую заходит лезвие ножа. Подачу разрезаемого изделия в зону реза осуществляют ножом и роликом за счет зажима изделия между ними, а также принудительно. Оси вращения дискового ножа и опорного ролика располагают горизонтально и взаимно параллельно в вертикальной или наклонной плоскости. Причем ось ролика укрепляют на поворотной консоли, габаритные поперечные размеры которой вместе с закрепленным на ней опорным роликом меньше внутреннего диаметра разрезаемого изделия. Подачу разрезаемого изделия к зоне резания осуществляют его торцевой кромкой перпендикулярно к линии центров вращения дискового ножа и опорного ролика, и к плоскости, в которой расположены оси вращения дискового ножа и опорного ролика вдоль поворотной консоли, на которой закреплена ось опорного ролика, и таким образом, чтобы линия реза совпадала с образующей - меридианом разрезаемого изделия. Изобретение обеспечивает возможность разрезания изделия как в меридиональном, так и в окружном направлениях, а также непрерывно по спирали с получением спиралевидной ленты требуемой ширины. 1 з.п. ф-лы, 3 ил.
1. Способ разрезания композиционных изделий цилиндрической и торообразной формы, например каркасно-брекерно-протекторных браслетов и покрышек с предварительно удаленными бортовыми кольцами, осуществляют с помощью взаимно контактирующих приводного дискового ножа и выполненного с возможностью вращения опорного ролика с кольцевой выемкой, в которую заходит лезвие ножа, путем подачи разрезаемого изделия к зоне реза как за счет зажима изделия между дисковым ножом и опорным роликом, так и принудительно, отличающийся тем, что оси вращения дискового ножа и опорного ролика располагают горизонтально и взаимно параллельно в вертикальной или наклонной плоскости, причем ось ролика укрепляют на поворотной консоли, габаритные поперечные размеры которой вместе с закрепленным на ней опорным роликом меньше внутреннего диаметра разрезаемого изделия, подачу разрезаемого изделия к зоне резания осуществляют его торцевой кромкой перпендикулярно линии центров вращения дискового ножа и опорного ролика и плоскости, в которой расположены оси вращения дискового ножа и опорного ролика вдоль поворотной консоли, на которой закреплена ось опорного ролика, и таким образом, чтобы линия реза совпадала с образующей - меридианом разрезаемого изделия.
2. Способ разрезания композиционных изделий цилиндрической и торообразной формы по п.1, отличающийся тем, что рез осуществляют одновременно по двум или нескольким линиям реза, совпадающим с образующими изделия.
| СПОСОБ РАЗРЕЗАНИЯ КОМПОЗИЦИОННЫХ ИЗДЕЛИЙ КОЛЬЦЕВОЙ ФОРМЫ | 2006 |
|
RU2322346C1 |
| СПОСОБ РАЗРЕЗАНИЯ КОМПОЗИЦИОННЫХ ИЗДЕЛИЙ КОЛЬЦЕВОЙ ФОРМЫ | 2006 |
|
RU2312765C1 |
| Устройство для продольного разделения ленточного полимерного материала | 1976 |
|
SU638480A1 |
| Устройство для контроля натяжения арматуры железобетонных конструкций | 1974 |
|
SU484296A1 |
| US 4072072 A, 07.02.1978. | |||

