Настоящее изобретение относится к машине для формования пластмассовых изделий, таких как корпусы укупорочных средств или уплотнительных вкладышей внутри корпусов укупорочных средств.
Уровень техники
Машины для компрессионного формования корпусов укупорочных средств или компрессионного формования уплотнительных вкладышей внутри корпусов укупорочных средств обычно содержат револьверное или карусельное устройство, которое вращается вокруг вертикальной оси. Множество пресс-форм расположено по периферии карусельного устройства в виде секций пуансонов и матриц, которые выровнены по вертикальной оси, параллельной оси вращения. Кулачки управляют одной или обеими секциями пресс-форм каждой пары между открытым положением, в котором формованную деталь отделяют от секции пуансона пресс-формы, а заправку пластмассы помещают в секцию матрицы пресс-формы, и закрытым положением, в котором секции пуансона пресс-формы и матрицы пресс-формы сводятся вместе для компрессионного формования корпуса или вкладыша. В машине для формования вкладышей предварительно изготовленные корпуса размещают в гнезде, когда секции пресс-формы открыты, а заправку или шарик материала вкладыша размещают внутри корпуса перед тем, как пресс-формы закрываются. Машины этого типа для компрессионного формования пластмассовых корпусов укупорочных средств описаны в патентах US № 5451360, 5670100, 5989007, 6074583 и 6478568.
В известных устройствах, как правило, используется свободное падение заправки в секцию пресс-формы, иногда осуществляемое с помощью давления воздуха и (или) вертикального ускорения механизма размещения во время освобождения, что приводит к неидеальному размещению заправки в секции пресс-формы и неравномерному потоку материала во время операции формования.
Раскрытие изобретения
Задачей изобретения является создание устройства размещения заправок в пресс-формы машины компрессионного формования, в котором устранены недостатки известных устройств за счет контролируемого прочного размещения заправки внутри пресс-формы для улучшения потока материала в операции компрессионного формования.
Указанная задача решена в машине компрессионного формования, содержащей:
колесо, установленное с возможностью вращения вокруг оси, и множество распределенных с угловым интервалом вокруг колеса пресс-форм,
каждая из которых содержит первый сегмент и второй сегмент,
по меньшей мере один первый или второй сегмент каждой пресс-формы является подвижным относительно другого сегмента пресс-формы между закрытым положением для компрессионного формования пластмассового изделия и открытым положением для извлечения формованного изделия из пресс-формы и размещения заправки пресс-формы в пресс-форме, и
устройство для последовательного размещения заправок пресс-формы в пресс-формы, которое включает в себя:
пластину, установленную с возможностью вращения вокруг первой оси и механизм размещения заправок в пресс-форме, находящийся рядом с периферией пластины, при этом
механизм размещения заправок в пресс-форме содержит размещающий рычаг, установленный с возможностью вращения вокруг второй оси, перпендикулярной первой оси, и стакан на конце рычага для размещения заправок пресс-формы в пресс-форме, проходящие последовательно рядом с периферией пластины.
Механизм размещения заправок в пресс-форме предпочтительно содержит приводной вал, установленный с возможностью вращения вокруг второй оси, при этом рычаг расположен на приводном валу под углом ко второй оси, предпочтительно рычаг перпендикулярен второй оси.
Машина компрессионного формования предпочтительно содержит режущее лезвие для отрезания заправок пресс-формы от сопла и стакан для приема отрезанных лезвием заправок пресс-формы и переноса заправок пресс-формы для размещения в пресс-формах, при этом режущее лезвие предпочтительно находится на механизме размещения заправок в пресс-форме.
В машине компрессионного формования предпочтительно сопло отнесено от первой оси, а режущее лезвие находится на рычаге, соединенном с валом лезвия с возможностью вращения вокруг третьей оси, параллельной первой оси.
Машина компрессионного формования предпочтительно содержит двигатель, соединенный с валом лезвия и с пластиной для одновременного вращения режущего лезвия и пластины, и управляющее устройство для избирательного создания разряжения в стакане для удержания заправки пресс-формы в стакане.
Управляющее устройство предпочтительно выполнено с возможностью избирательной подачи воздуха под давлением в стакан, чтобы помочь разместить заправку в пресс-форме.
Машина компрессионного формования предпочтительно содержит втулку, соединенную с пластиной, вал шестерни, проходящий через втулку и пластину, и шестерни, соединяющие вал шестерни с приводным валом, при этом вал шестерни предпочтительно является неподвижным.
Машина компрессионного формования предпочтительно содержит механизмы размещения заправок в пресс-форме, диаметрально разнесенные друг от друга и расположенные рядом с периферией пластины, причем оба механизма размещения содержат приводные валы, соединенные шестернями с валом шестерни.
Также задача изобретения решена в устройстве для последовательного размещения заправок пресс-формы в компрессионные пресс-формы, содержащем:
пластину, установленную с возможностью вращения вокруг первой оси, и по меньшей мере один механизм размещения заправок в пресс-форме, находящийся рядом с периферией пластины, при этом
механизм размещения заправок в пресс-форме содержит размещающий рычаг, установленный с возможностью вращения вокруг второй оси, перпендикулярной первой оси, и стакан на конце рычага для размещения заправок в пресс-формы по мере того, как пресс-формы проходят последовательно рядом с периферией пластины.
Устройство предпочтительно содержит приводной вал, установленный с возможностью вращения вокруг второй оси, при этом рычаг расположен на приводном валу под углом ко второй оси, причем рычаг предпочтительно перпендикулярен второй оси.
Устройство предпочтительно содержит режущее лезвие для отрезания заправок пресс-формы от сопла, стакан для приема отрезанных лезвием заправок пресс-формы и переноса заправок для размещения в пресс-формах, причем режущее лезвие предпочтительно находится на механизме размещения заправок пресс-формы.
В устройстве предпочтительно сопло отнесено от первой оси, а режущее лезвие находится на рычаге, соединенном с валом лезвия с возможностью вращения вокруг третьей оси, параллельной первой оси.
Устройство предпочтительно содержит двигатель, соединенный с валом лезвия и с пластиной для одновременного вращения режущего лезвия и пластины, и управляющее устройство для избирательного создания разряжения в стакане для удержания заправки пресс-формы в стакане.
Управляющее устройство предпочтительно выполнено с возможностью избирательной подачи воздуха под давлением в стакан, чтобы помочь разместить заправку в пресс-форме.
Устройство предпочтительно содержит втулку, соединенную с пластиной, вал шестерни, проходящий через втулку и пластину, и шестерни, соединяющие вал шестерни с приводным валом.
Предпочтительно устройство содержит механизмы размещения заправок в пресс-форме, диаметрально разнесенные друг от друга и расположенные рядом с периферией пластины, причем оба механизма размещения содержат приводные валы, соединенные шестернями с валом шестерни, причем вал шестерни предпочтительно является неподвижным.
Краткое описание чертежей
Изобретение вместе с дополнительными целями, признаками, преимуществами и объектами будет более понято из нижеследующего описания, приложенной формулы изобретения и сопровождающих чертежей.
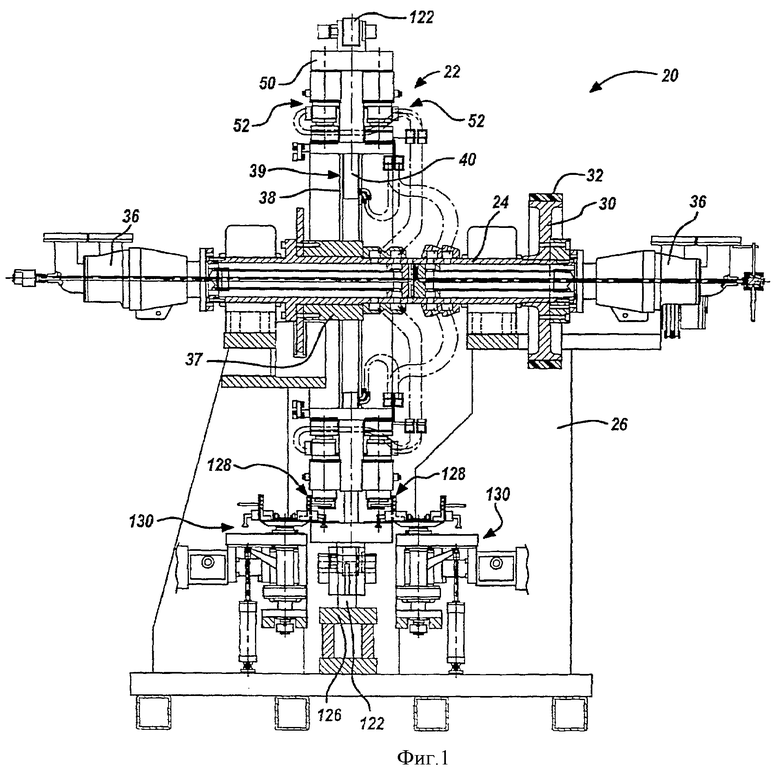
На фиг.1 показан вид спереди машины компрессионного формования в соответствии с одним в настоящее время предпочтительным вариантом изобретения;
на фиг.2 показан вид сбоку машины компрессионного формования, представленной на фиг.1;
на фиг.3 показана частичная условная схема, которая иллюстрирует устройство для последовательного размещения заправок пресс-формы в компрессионные пресс-формы в соответствии с другим объектом изобретения;
на фиг.4 показана условная схема, которая иллюстрирует работу устройства по фиг.3;
на фиг.5, 6 и 7 показаны условные схемы, которые иллюстрируют последовательные этапы работы устройства размещения по фиг.3;
на фиг.8 показан частичный вид спереди в увеличенном масштабе устройства размещения заправок пресс-форм по фиг.1 в соответствии с другим объектом изобретения;
на фиг.9 показан вид сверху устройства по фиг.8;
на фиг.10 и 11 показаны виды в разрезе устройства по фиг.8 и 9;
на фиг.12 и 13 показаны виды сверху ножей отрезания гранул, которые можно использовать в вариантах осуществления по фиг.9-11; и
на фиг.14 и 15 показаны виды спереди приемных стаканов, которые можно использовать в вариантах осуществления по фиг.3-7 и 8-11.
Осуществление изобретения
На фиг.1-2 показана машина 20 для компрессионного формования пластмассовых корпусов укупорочных средств. Машина 20 содержит колесо 22, установленное на валу 24 между разнесенными опорами 26. Вал 24 соединен посредством шкива 30 и ремня 32 с двигателем для вращения вала 24 и колеса 22 вокруг горизонтальной оси. Колесо 22 содержит ступицу 37 (которая может быть частью вала 24) и опору 39, расположенную радиально от ступицы 37. Опора 39 может представлять собой диск или тому подобное или может быть в виде множества распределенных с угловым интервалом радиально выступающих опорных спиц 38. Каждая опорная спица 38 полая на своем наружном конце. Стержень 40 поддерживается с возможностью скольжения подшипниками 42 скольжения (фиг.3В-3С) внутри полого наружного конца каждой спицы 38. Перекладина 50 соединена с концом каждого стержня 40 таким образом, что комбинация стержня 40 и перекладины 50 имеет, в общем, Т-образную форму, если смотреть в тангенциальном направлении на фиг.1. Множество распределенных с угловым интервалом пресс-форм 52 расположены по периферии колеса 22, предпочтительно на обеих сторонах колеса. Каждая пресс-форма 52 расположена на связанной с ними спице 38 и конце перекладины 50 на стержне 40. Все пресс-формы 52 предпочтительно одинаковые. Каждая пресс-форма 52 содержит пару сегментов пресс-формы, по меньшей мере один из которых подвижен в радиальном направлении относительно другого между открытым положением, в котором формованные изделия удаляются из пресс-формы, а новая заправка пресс-формы размещается в пресс-форме, и закрытым положением, в котором изделия формуются прессованием.
Кулачок 126 предпочтительно размещен по нижней дуге периферии колеса 22, как лучше всего видно на фиг.2, для сцепления с роликами 122 кулачкового толкателя пресс-форм 52 последовательно по мере того, как колесо 22 вращается вокруг горизонтальной оси. Во время вращения колеса 22 в направлении против часовой стрелки в ориентации по фиг.2 ролики 122 толкателя каждой пары пресс-форм 52 последовательно сцепляются и захватываются кулачком 126, чтобы открывать пресс-формы 52. Когда каждая пресс-форма в свою очередь полностью открыта, формованные части или изделия удаляются из полостей пресс-формы подходящим механизмом 128 удаления частей (фиг.1). Новая заправка пресс-формы размещается затем в каждой полости пресс-формы подходящим устройством 130 размещения заправки. По мере вращения колеса 22 пресс-формы закрываются. Опора 39 и (или) спица 38 предпочтительно несет фиксатор для фиксации секций пресс-формы друг к другу в полностью закрытом положении, так что кулачку 126 нет необходимости проходить полностью вокруг периферии колеса 22.
На фиг.3-7 оказано устройство 130 размещения заправок пресс-формы (фиг.1) в соответствии с объектом настоящего изобретения. Устройство 130 размещения заправок пресс-формы на фиг.3-7 включает в себя пластину 320, предпочтительно круглую, соединенную с втулкой 322 с возможностью вращения вокруг первой оси, коаксиальной с пластиной 320 и втулкой 322. Данная ось вращения предпочтительно является вертикальной осью в одном предпочтительном осуществлении изобретения в комбинации с колесом 22 пресс-форм, которое вращается вокруг горизонтальной оси. Следует понимать, что колесо 22 и переносимые им секции 56 пресс-форм 52 показаны на фиг.3-7 лишь условно. Отметим, что устройство 130 размещения заправок пресс-формы можно использовать равным образом в комбинации с машиной компрессионного формования карусельного типа с вертикальной осью, в которой полости 56 пресс-формы последовательно расположены горизонтально рядом с периферией пластины 320. Устройство 130 размещения можно использовать для размещения заправок пресс-формы для компрессионного формования корпусов укупорочных средств или для компрессионного формования уплотнительных вкладышей в предварительно сделанных корпусах.
По меньшей мере один механизм 324 отрезания и размещения заправок пресс-формы располагается на периферии колеса 320 для отделения заготовок пресс-формы от сопла 325 экструдера, переноса заправок пресс-формы последовательно к секциям 56 пресс-формы и размещения заправок пресс-формы в секции пресс-формы. В показанном варианте осуществления изобретения имеется пара механизмов 324 отрезания и размещения заправок пресс-формы, расположенных на диаметрально противоположных сторонах пластины 320. По пластине 320 можно разместить большее число механизмов 324, предпочтительно с равным угловым шагом. Механизмы 324 предпочтительно одинаковы по конструкции. Каждый механизм 324 предпочтительно содержит подшипниковый блок 326, установленный рядом с периферией пластины 320, и приводной вал 328, который проходит через подшипниковый блок 326 для вращения вокруг второй оси, перпендикулярной оси вращения пластины 320. Оси вращения приводных валов 328 предпочтительно коллинеарны. Рычаг 330 расположен на конце каждого вала 328 под углом к оси вращения вала, предпочтительно перпендикулярно к оси вращения вала. Открытый радиально наружу полый стакан 332 установлен на конце каждого рычага 330. Таким образом, каждый стакан 332 вращается вокруг оси вала 328, а валы 328 вращаются вокруг оси пластины 320. Ножевой блок 334 установлен на каждом подшипниковом блоке 326 в данном варианте осуществления. Режущее лезвие или нож 336 проходит от каждого блока 334 над валом 328 и под углом к оси вала 328. Режущие лезвия 336, проходящие последовательно под выпускным отверстием сопла 325, служат для отделения заправки 338 пресс-формы от сопла 325, когда связанный с ними стакан 332 располагается под соплом. Сопло 325 располагается над периферией пластины 320 в данном варианте осуществления изобретения.
Внутренний конец каждого вала 328 соединен с шестерней 340. Шестерни 340, в свою очередь, соединены с шестерней 342, которая установлена на конце вала 344 шестерни, проходящего через пластину 320 и втулку 322, предпочтительно коаксиально с втулкой и пластиной. Таким образом, вращение вала 344 шестерни передается шестернями 340, 342 приводным валам 328, рычагам 330 и стаканам 332. Втулка 322 и вал 344 шестерни соединены с соответствующим устройством 346 для управления вращением втулки и вала шестерни вокруг первой оси. Это управляющее устройство 346 показано на фиг.3 и содержит первый двигатель 348, соединенный с втулкой 322, и второй двигатель 350, соединенный с валом 344 шестерни. Двигатели 348, 350 соединены с соответствующим управляющим устройством 352 для обеспечения синхронного вращения втулки 322 и пластины 320, а также вала 344 шестерни и стаканов 332, но предпочтительно независимо друг от друга в данном варианте осуществления. Двигатели 348, 350 могут содержать независимо управляемые серводвигатели. В качестве альтернативы, вал 344 шестерни и втулка 322 могут быть соединены посредством соответствующих шестерен, шкивов и тому подобного с приводным двигателем, предназначенным для вращения колеса 22.
В процессе работы заправки 338 пресс-формы из подходящего полимерного материала отделяются от сопла 325 режущими лезвиями 336, когда механизмы 324 проходят по очереди под соплом 325. Когда заправка 338 пресс-формы отделяется, рычаг 330 и стакан 332 предпочтительно ориентируются вертикально вверх (условно на фиг.4) для приема отделенной заправки пресс-формы. При продолжении вращения вала 328 рычаг 330 и стакан 332 переносят заправку 338 пресс-формы в направлении 360 (от положения, показанного сплошными линиями на фиг.4, через положения по фиг.3 и 5 в положение по фиг.6 и в пунктир на фиг.4) к ориентированному вниз положению, в котором стакан 332 и заправка 338 пресс-формы располагаются внутри секции 56 пресс-формы для размещения заправки пресс-формы. Поверхностное натяжение между расплавленной заправкой 338, стаканом 332 и секцией 56 пресс-формы можно использовать для удержания и переноса заправки пресс-формы. Однако захвату, переносу и освобождению заправки пресс-формы более предпочтительно помогает управляющее устройство 354 (фиг.4), соединенное с каждым стаканом 332 через связанный с управляющим устройством вал 328 и рычаг 330. Управляющее устройство 554 избирательно создает разрежение в стакане 332 для захвата и удержания отделенной заправки 338 пресс-формы внутри стакана до тех пор, пока стакан не расположится в секции 56 пресс-формы, и избирательно подает воздух под давлением через вал 328, рычаг 330 и стакан 332, чтобы помочь освободить и разместить заправку 338 пресс-формы внутри секции 56 пресс-формы. Таким образом, каждая заправка 338 пресс-формы прочно размещается внутри секции 56 пресс-формы, так что размещение заправки пресс-формы контролируется, чтобы улучшить поток материала в операции компрессионного формования. Это контролируемое размещение заправок можно сопоставить с уровнем техники, который, как правило, включает в себя свободное падение заправки пресс-формы в секцию пресс-формы, иногда осуществляемую с помощью давления воздуха и (или) вертикального ускорения механизма размещения во время освобождения, что приводит неидеальному размещению заправки пресс-формы в секции пресс-формы и неравномерному потоку материала во время операции формования.
На фиг.5 показан начальный ввод рычага 330 и стакана 332 для размещения заправок пресс-формы в секцию 56 пресс-формы, когда колесо 22 вращается в направлении 356, пластина 320 вращается в направлении 358, а вал 328 вращается в направлении 360. Дальнейшее вращение колеса 22, вала 328 и пластины 320 приводит рычаг 330 в вертикальную ориентацию, показанную на фиг.4 и 6, в которой заправка пресс-формы помещается в секцию пресс-формы. Дальнейшее вращение начинает удалять рычаг 330 и стакан 332 из секции 56, как показано на фиг.7. Отметим, что скорость вращения пластины 320 такова, что рычаг 330 и стакан 332 удаляются из секции 56 пресс-формы в процессе непрерывного вращения колеса 22 и без помех для рычага и стакана со стороны краев полости 56. Пластина 320 предпочтительно вращается в направлении 358 с постоянной угловой скоростью, а валы 328, рычаги 330 и стаканы 332 предпочтительно вращаются в направлении 360 с постоянной угловой скоростью. Колесо 22 предпочтительно вращается в направлении 356 с постоянной угловой скоростью. Отметим на фиг.3, что когда один из стаканов 332 находится в положении размещения заправки в секции 56 пресс-формы, стакан 332 на противоположной стороне пластины 320 также находится в ориентации вниз. Таким образом, при запуске машины заправка 338 может оставаться в стакане 332, а не размещаться в секции 56 пресс-формы, а затем удаляться для выбрасывания или переработки на противоположной стороне пластины 320.
На фиг.8-11 показано другое примерное устройство 130 размещения заправок пресс-формы (фиг.2) в соответствии с настоящим изобретением. Номера позиций на фиг.8-11, которые идентичны тем, что на фиг.3-7, обозначают одинаковые или родственные детали. Обсуждение фиг.8-11 будет в первую очередь направлено на различия между вариантом осуществления по фиг.8-11 и вариантом осуществления по фиг.3-7.
В варианте осуществления по фиг.8-11 сопло 325 экструдера параллельно, но сдвинуто в поперечном направлении от оси втулки 322 и вала 344 шестерни и расположено под механизмами 326 и пластиной 320, а не над этими механизмами и пластиной, как в варианте осуществления по фиг.3-7. Нож 392 отрезания гранул соединен посредством рычага 393 с валом 394 лезвия с возможностью вращения вдоль пластины 396 над выпускным отверстием сопла 325. Ось вала 394 параллельна, но сдвинута в поперечном направлении от оси втулки 322 и вала 344 (фиг.10). Втулка 322 и вал 394 соединены с двигателем 346 посредством ремня 345. Вал 344 является неподвижным, т.е. не приводится в движение двигателем в данном варианте осуществления изобретения. Вал 344 соединен с рамой 436 регулятором 438 фазы (фиг.10) для регулирования «синхронизации» вала 344 и шестерни 342 относительно втулки 322 и пластины 320. Таким образом, вал 344 и шестерня 342 являются неподвижными в данном варианте осуществления во время нормальной работы устройства, т.е. после начальной регулировки фазирования посредством регулятора 438 фазы. Двигатель 346 соединен с соответствующим управляющим устройством 352 для вращения втулки 322 и пластины 320 и вращения приводного вала 394 и лезвия 392 синхронно с колесом 22. Двигатель 346 может содержать независимо управляемый серводвигатель. В качестве альтернативы, втулка 322 и вал 394 могут быть соединены соответствующими шестернями, шкивами и тому подобным с колесом 22 (фиг.1 и 2). Горячий расплав из экструдера может подаваться в сопло 325 дозировочным насосом 382 (фиг.8), каналом 384 и отводящим вентилем 386. Отводящий вентиль 386 соединен рычагом 388 с цилиндром или соленоидом 390.
В процессе работы заправки 338 пресс-формы из подходящего полимерного материала отделяются от сопла 325 режущими лезвиями 336, когда механизмы 324 проходят по очереди над соплом 325. Когда заправка 338 пресс-формы отделяется, рычаг 330 и стакан 332 предпочтительно ориентируются вертикально вниз для приема отделенной заправки пресс-формы. При продолжении вращения пластины 320 вал 328, рычаг 330 и стакан 332 переносят заправку пресс-формы в нижнюю позицию, в которой стакан 332 и заправка 338 пресс-формы располагаются внутри секции 56 пресс-формы для размещения заправки пресс-формы. Поверхностное натяжение между расплавленной заправкой и стаканом 332 и секцией пресс-формы можно использовать для удержания и переноса заправки пресс-формы. Однако захвату, переносу и отделению заправки пресс-формы более предпочтительно помогает управляющее устройство 354 (фиг.4), соединенное с каждым стаканом 332 через связанный с управляющим устройством вал 328 и рычаг 330. Управляющее устройство 354 избирательно создает разряжение в стакане 332 для захвата и удержания отделенной заправки пресс-формы внутри стакана до тех пор, пока стакан не расположится в секции 56 пресс-формы (фиг.8), и избирательно подает воздух под давлением через вал 328, рычаг 330 и стакан 332, чтобы помочь освободить и разместить заправку пресс-формы внутри секции 56 пресс-формы. Таким образом, каждая заправка пресс-формы прочно размещается внутри секции 56 пресс-формы, так что размещение заправки пресс-формы контролируется, чтобы улучшить поток материала в операции компрессионного формования.
На фиг.1, 8 и 9 показан также пример устройства 128 удаления формованных частей. Желоб 410 располагается под сегментом 54 пресс-формы в открытом положении пресс-формы. Формованные корпуса укупорочных средств отделяются от пресс-форм 52 и падают в желоб 410. Один или несколько штырей 412 находятся на пластине 320 механизма размещения заправок пресс-формы, чтобы зацеплять формованный корпус укупорочного средства на желобе 410 и толкать этот корпус по желобу.
На фиг.12 показано режущее лезвие 392а, которое имеет угловую прямую режущую кромку, а не дугообразную режущую кромку лезвия 392 по фиг.9. На фиг.13 показано режущее лезвие 392b, которое имеет V-образную режущую кромку, что может помочь предотвратить боковое перемещение заправки пресс-формы в некоторых приложениях.
На фиг.14 и 15 показаны приемные стаканы 332а, 332b в качестве модификаций стакана 332 в вариантах осуществления по фиг.3-7 и 8-11. Тогда как стаканы 332 имеют относительно жесткую конструкцию, стаканы 332а и 332b имеют гибкие гофрированные конструкции из гибкого упругого материала, такого как пластмасса, предпочтительно силикон.
Таким образом, раскрыта машина компрессионного формования пластмассовых изделий, которая полностью удовлетворяет всем целям и назначениям, изложенным ранее. Изобретение представлено несколькими в настоящее время предпочтительными вариантами осуществления, и обсуждены множество дополнительных модификаций и вариантов. Другие модификации и варианты сразу будут понятны специалистам. Изобретение предназначено, чтобы охватить все такие модификации и варианты, которые попадают в пределы сущности и широкого объема приложенной формулы изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ РЕЗКИ СПИРАЛЕШОВНОЙ ТРУБЫ С МЕХАНИЗМОМ АКТИВНОГО ПРИВОДА ВРАЩЕНИЯ ВНУТРЕННЕГО РЕЖУЩЕГО ЭЛЕМЕНТА (ВАРИАНТЫ) И СПОСОБ РЕЗКИ СПИРАЛЕШОВНОЙ ТРУБЫ | 2001 |
|
RU2261158C2 |
| УСТРОЙСТВО ДЛЯ ЗАГРУЗКИ ЗАГОТОВКИ В МАШИНУ ДЛЯ КОМПРЕССИОННОГО ФОРМОВАНИЯ | 2008 |
|
RU2463161C2 |
| СЕНСОРНОЕ УСТРОЙСТВО ДЛЯ ОПРЕДЕЛЕНИЯ ПОЛОЖЕНИЯ РЫЧАГА МЕХАНИЗМА НАТЯЖЕНИЯ ШПАГАТА | 2013 |
|
RU2644595C2 |
| ОБЖАРОЧНЫЙ АППАРАТ | 1994 |
|
RU2128462C1 |
| ТРЕНАЖЕР СО СТАЦИОНАРНЫМ ВЕЛОСИПЕДОМ И НАДУВНЫМ СИДЕНЬЕМ | 2010 |
|
RU2547043C2 |
| МАШИНА КОМПРЕССИОННОГО ФОРМОВАНИЯ | 2006 |
|
RU2393087C2 |
| ЭЛЕМЕНТЫ УПРАВЛЕНИЯ ДЛЯ ШАРНИРНОГО ХИРУРГИЧЕСКОГО УСТРОЙСТВА | 2011 |
|
RU2571602C2 |
| ЭКСТРАКТОР ПРОТЕКТОРА ШИНЫ И СПОСОБ ЕГО ИСПОЛЬЗОВАНИЯ | 2012 |
|
RU2609475C2 |
| АВТОМАТИЗИРОВАННОЕ ВЫПОЛНЕНИЕ ОТВЕРСТИЙ | 2010 |
|
RU2548342C2 |
| САМОРЕГУЛИРУЕМЫЕ БУРОВЫЕ ИНСТРУМЕНТЫ И ОТНОСЯЩИЕСЯ К НИМ СИСТЕМЫ И СПОСОБЫ | 2016 |
|
RU2732556C2 |












Машина компрессионного формования содержит колесо (22), установленное с возможностью вращения вокруг оси, и множество распределенных с угловым интервалом вокруг колеса пресс-форм (52). Каждая из пресс-форм содержит первый сегмент (54) пресс-формы и второй сегмент (56) пресс-формы. По меньшей мере один из сегментов пресс-формы подвижен относительно другого сегмента между закрытым положением для компрессионного формования пластмассового изделия и открытым положением для удаления формованного изделия из пресс-формы и размещения загрузки пресс-формы в пресс-форму. Устройство (130) предусмотрено для последовательного размещения заправок пресс-формы в пресс-формы. Оно включает в себя: пластину (320), установленную с возможностью вращения вокруг первой оси, и механизм (324) размещения заправок в пресс-форме, находящийся рядом с периферией пластины, при этом механизм размещения заправок в пресс-форме содержит размещающий рычаг (330), установленный с возможностью вращения вокруг второй оси, перпендикулярной первой оси, и стакан (332, или 332а, или 332b) на конце рычага для размещения заправок пресс-формы в пресс-формы, проходящие последовательно рядом с периферией пластины. Устройство для последовательного размещения заправок пресс-формы в компрессионные пресс-формы содержит пластину, установленную с возможностью вращения вокруг первой оси, и механизм размещения заправок в пресс-форме. Технический результат, который достигается при использовании машины или устройства по изобретениям, обеспечивается за счет контролируемого прочного размещения заправки внутри пресс-формы для улучшения потока материала в операции компрессионного формования. 2 н.и 29 з.п. ф-лы, 15 ил.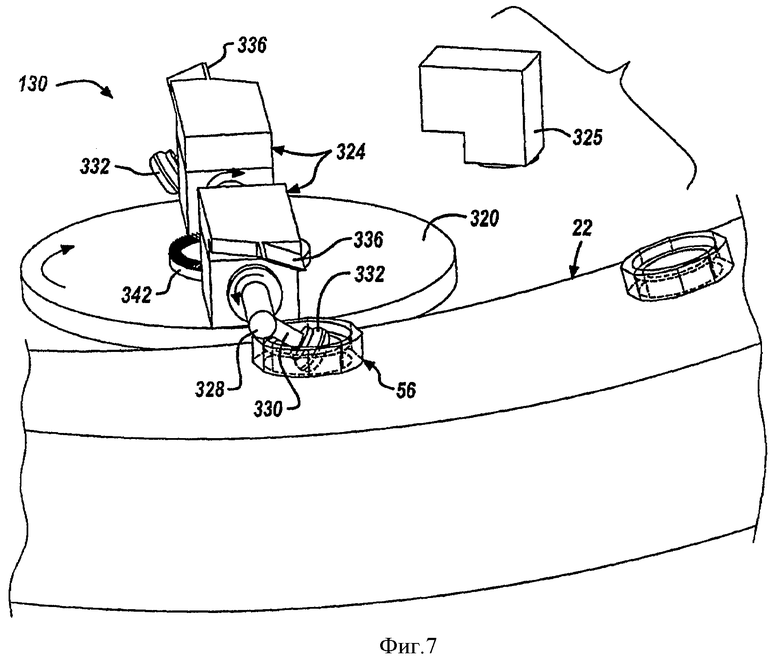
1. Машина компрессионного формования, содержащая:
колесо (22), установленное с возможностью вращения вокруг оси, и множество распределенных с угловым интервалом вокруг колеса пресс-форм (52),
каждая из которых содержит первый сегмент (54) и второй сегмент (56), по меньшей мере один первый или второй сегмент каждой пресс-формы является подвижным относительно другого сегмента пресс-формы между закрытым положением для компрессионного формования пластмассового изделия и открытым положением для извлечения формованного изделия из пресс-формы и размещения заправки пресс-формы в пресс-форме, и устройство (130) для последовательного размещения заправок пресс-формы в пресс-формы, которое включает в себя:
пластину (320), установленную с возможностью вращения вокруг первой оси, и механизм (324) размещения заправок в пресс-форме, находящийся рядом с периферией пластины, при этом
механизм размещения заправок в пресс-форме содержит размещающий рычаг (330), установленный с возможностью вращения вокруг второй оси, перпендикулярной первой оси, и стакан (332, или 332а, или 332b) на конце рычага для размещения заправок пресс-формы в пресс-формы, проходящие последовательно рядом с периферией пластины.
2. Машина по п.1, в которой механизм (324) размещения заправок в пресс-форме содержит приводной вал (328), установленный с возможностью вращения вокруг второй оси, при этом рычаг (330) расположен на приводном валу под углом ко второй оси.
3. Машина по п.2, в которой рычаг (330) перпендикулярен второй оси.
4. Машина по п.2, содержащая режущее лезвие (336) для отрезания заправок пресс-формы от сопла (325) и стакан (332, или 332а, или 332b) для приема отрезанных лезвием заправок пресс-формы и переноса заправок пресс-формы для размещения в пресс-формах.
5. Машина по п.4, в которой режущее лезвие (336) находится на механизме (324) размещения заправок в пресс-форме.
6. Машина по п.4, в которой сопло (325) отнесено от первой оси, а режущее лезвие (336) находится на рычаге (393), соединенном с валом (394) лезвия с возможностью вращения вокруг третьей оси, параллельной первой оси.
7. Машина по п.6, содержащая двигатель (346), соединенный с валом (394) лезвия и с пластиной (320) для одновременного вращения режущего лезвия и пластины.
8. Машина по п.4, содержащая управляющее устройство (354) для избирательного создания разрежения в стакане для удержания заправки пресс-формы в стакане.
9. Машина по п.8, в которой управляющее устройство (354) выполнено с возможностью избирательной подачи воздуха под давлением в стакан, чтобы помочь разместить заправку в пресс-форму.
10. Машина по п.4, содержащая втулку (322), соединенную с пластиной (320), вал (344) шестерни, проходящий через втулку и пластину, и шестерни (340, 342), соединяющие вал шестерни с приводным валом.
11. Машина по п.10, в которой вал (344) шестерни является неподвижным.
12. Машина по п.10, содержащая механизмы (324) размещения заправок в пресс-форме, диаметрально разнесенные друг от друга и расположенные рядом с периферией пластины (320), причем оба механизма размещения содержат приводные валы (328), соединенные шестернями (340, 342) с валом (344) шестерни.
13. Устройство для последовательного размещения заправок пресс-формы в компрессионные пресс-формы, содержащее:
пластину (320), установленную с возможностью вращения вокруг первой оси, и по меньшей мере один механизм (324) размещения заправок в пресс-форме, находящийся рядом с периферией пластины, при этом механизм размещения заправок в пресс-форме содержит размещающий рычаг (330), установленный с возможностью вращения вокруг второй оси, перпендикулярной первой оси, и стакан (332 или 332а, или 332b) на конце рычага для размещения заправок в пресс-формы по мере того, как пресс-формы проходят последовательно рядом с периферией пластины.
14. Устройство по п.13, в котором механизм (324) размещения заправок в пресс-форме содержит приводной вал (328), установленный с возможностью вращения вокруг второй оси, при этом рычаг (330) расположен на приводном валу под углом ко второй оси.
15. Устройство по п.14, в котором рычаг (330) перпендикулярен второй оси.
16. Устройство по п.14, содержащее режущее лезвие (336) для отрезания заправок пресс-формы от сопла (325), стакан (332, или 332а, или 332b) для приема отрезанных лезвием заправок пресс-формы и переноса заправок для размещения в пресс-формах.
17. Устройство по п.16, в котором режущее лезвие (336) находится на механизме (324) размещения заправок пресс-формы.
18. Устройство по п.16, в котором сопло (325) отнесено от первой оси, а режущее лезвие (336) находится на рычаге (393), соединенном с валом (394) лезвия с возможностью вращения вокруг третьей оси, параллельной первой оси.
19. Устройство по п.18, содержащее двигатель (346), соединенный с валом (394) лезвия и с пластиной (320) для одновременного вращения режущего лезвия и пластины.
20. Устройство по п.16, содержащее управляющее устройство (354) для избирательного создания разрежения в стакане для удержания заправки пресс-формы в стакане.
21. Устройство по п.20, в котором управляющее устройство (354) выполнено с возможностью избирательной подачи воздуха под давлением в стакан, чтобы помочь разместить заправку в пресс-форме.
22. Устройство по п.16, содержащее втулку (322), соединенную с пластиной (320), вал (344) шестерни, проходящий через втулку и пластину, и шестерни (340, 342), соединяющие вал шестерни с приводным валом.
23. Устройство по п.22, содержащее механизмы (324) размещения заправок в пресс-форме, диаметрально разнесенные друг от друга и расположенные рядом с периферией пластины (320), причем оба механизма размещения содержат приводные валы (328), соединенные шестернями (340, 342) с валом (344) шестерни.
24. Устройство по п.22, в котором режущее лезвие (336) находится на механизме (324) размещения заправок пресс-форм.
25. Устройство по п.22, в котором сопло (325) отнесено от первой оси, а режущее лезвие (336) соединено рычагом (393) с валом (394) лезвия с возможностью вращения вокруг третьей оси, параллельной первой оси.
26. Устройство по п.14, содержащее втулку (322), соединенную с пластиной (320), вал (344) шестерни, проходящий через втулку и пластину, и шестерни (340, 342), соединяющие вал шестерни с приводным валом.
27. Устройство по п.26, содержащее механизмы (324) размещения заправок в пресс-формах, диаметрально разнесенные друг от друга и расположенные рядом с периферией пластины (320), причем оба механизма размещения содержат приводные валы (328), соединенные шестернями (340, 342) с валом (344) шестерни.
28. Устройство по п.26, в котором вал (344) шестерни является неподвижным.
29. Устройство по п.26, в котором режущее лезвие (336) находится на механизме размещения заправок в пресс-форме.
30. Устройство по п.26, в котором сопло (325) отнесено от первой оси, а режущее лезвие (336) соединено рычагом (393) с валом (394) лезвия с возможностью вращения вокруг третьей оси, параллельной первой оси.
31. Устройство по п.30, содержащее двигатель (346), соединенный с валом (394) лезвия и с пластиной (320) для одновременного вращения режущего лезвия и пластины.
| US 2004166193 A1, 26.08.2004 | |||
| WO 2005039853 A2, 06.05.2005 | |||
| US 4277431 A, 07.07.1981 | |||
| Центробежная турбомашина | 1983 |
|
SU1101586A1 |
| СПОСОБ КРАШЕНИЯ ДРЕВЕСИНЫ | 1999 |
|
RU2151056C1 |

