Настоящее изобретение относится к машине для формования пластмассовых изделий, таких как корпусы укупорочных средств или уплотнительных вкладышей внутри корпусов укупорочных средств.
Уровень техники
Машины для компрессионного формования корпусов укупорочных средств или компрессионного формования уплотнительных вкладышей внутри корпусов укупорочных средств обычно содержат револьверное или карусельное устройство, которое вращается вокруг вертикальной оси. Множество пресс-форм расположено по периферии карусельного устройства в виде секций пуансонов и матриц, которые выровнены по вертикальной оси, параллельной оси вращения. Кулачки управляют одной или обеими секциями пресс-форм каждой пары между открытым положением, в котором формованную деталь отделяют от секции пуансона пресс-формы, а заправку пластмассы помещают в секцию матрицы пресс-формы, и закрытым положением, в котором секции пуансона пресс-формы и матрицы пресс-формы сводятся вместе для компрессионного формования корпуса или вкладыша. В машине для формования вкладышей предварительно изготовленные корпусы размещают в гнезде, когда секции пресс-формы открыты, а заправку или шарик материала вкладыша размещают внутри корпуса перед тем, как пресс-формы закрываются. Патенты США, которые иллюстрируют машины этого типа для компрессионного формования пластмассовых корпусов укупорочных средств, описаны в патентах US №№5670100, 5989007, 6074583 и 6478568. В патенте US 5451360 описаны машины этого типа для компрессионного формования уплотнительных вкладышей внутри корпусов укупорочных средств.
Несмотря на то что машины карусельного типа с вертикальной осью отмеченного вида обладают значительным коммерческим признанием и успехом, желательно их усовершенствование. В частности, в машинах карусельного типа с вертикальной осью усилия формования и вес вращающегося оборудования приложены параллельно вертикальной оси вращения, создавая изгибающий момент, действующий на подшипники и вал, который поддерживает карусельное устройство. Машины карусельного типа также требуют существенного количества дорогостоящей площади производственного помещения.
Основной задачей настоящего изобретения в соответствии с одним объектом изобретения является создание способа и машины для компрессионного формования пластмассовых изделий, таких как пластмассовые укупорочные средства или пластмассовые вкладыши внутри укупорочных средств, которые снижают усилия, приложенные к опорной раме и подшипникам, снижают требования к техническому обслуживанию и количество энергии, необходимое для работы машины, и (или) уменьшают количество общей площади, требуемой для машины.
Настоящее изобретение включает в себя ряд объектов или усовершенствований, которые могут быть реализованы как по отдельности, так и в комбинации друг с другом.
Машина компрессионного формования в соответствии с первым объектом настоящего изобретения содержит колесо, установленное с возможностью вращения вокруг горизонтальной оси, и множество распределенных с угловым промежутком вокруг упомянутого колеса пресс-форм. Каждая из пресс-форм содержит первый сегмент пресс-формы и второй сегмент пресс-формы, расположенный радиально наружу от первого сегмента пресс-формы. По меньшей мере один первый или второй сегмент пресс-формы является подвижным в радиальном направлении относительно другого сегмента пресс-формы между закрытым положением для компрессионного формования пластмассового изделия и открытым положением для извлечения формованного изделия из пресс-формы и помещения заправки пресс-формы в пресс-форму.
В некоторых предпочтительных вариантах осуществления изобретения кулачок расположен рядом с колесом для перемещения вторых сегментов пресс-форм радиально внутрь и наружу последовательно по мере того, как колесо вращается вокруг своей оси. Каждая из пресс-форм может содержать упор для зацепления вторым сегментом пресс-формы, когда второй сегмент пресс-формы перемещается радиально наружу от связанного с ним первого сегмента пресс-формы, и съемник, соединенный с упором, для отделения формованных изделий от первого сегмента пресс-формы. Предпочтительно между вторым сегментом пресс-формы и упором имеется холостой ход, чтобы позволить второму сегменту пресс-формы освободить первый сегмент пресс-формы перед отделением. В других вариантах осуществления изобретения съемником управляет кулачок независимо от движения второго сегмента пресс-формы. Предпочтительно для поглощения избыточного сжимающего усилия, приложенного к первому сегменту пресс-формы, между первыми сегментами пресс-форм и колесом расположены оттяжные пружины, например спиральные или гидравлические пружины. Предпочтительно для уравновешивания усилий, приложенных к колесу и на его механизм вращения, пресс-формы расположены с угловым интервалом вдоль окружности на обеих сторонах колеса. Каждая из пресс-форм предпочтительно содержит управляемый кулачком фиксатор для фиксации с возможностью разъединения второго сегмента пресс-формы с первым сегментом пресс-формы в закрытом положении сегментов пресс-формы.
Пресс-форма для формования пластмассовых укупорочных средств или уплотнительных вкладышей внутри пластмассовых укупорочных средств в соответствии с другим объектом изобретения содержит по меньшей мере один сегмент пуансона пресс-формы, имеющий формовочный стержень и втулку съемника, окружающую формовочный стержень. По меньшей мере один сегмент матрицы пресс-формы выровнен с сегментом пуансона пресс-формы. Сегмент матрицы пресс-формы является подвижным по отношению к сегменту пуансона пресс-формы между закрытым положением, чтобы формировать полость пресс-формы с сегментом пуансона пресс-формы, и открытым положением, когда матрица пресс-формы отводится от сегмента пуансона пресс-формы для удаления формованной детали из полости и размещения заправки пресс-формы в полость. Втулка съемника жестко соединена с сегментом матрицы пресс-формы, чтобы отодвигать формовочный стержень и снимать формованную деталь со стержня, когда сегмент матрицы пресс-формы отводится от сегмента пуансона пресс-формы. Предпочтительно втулка съемника соединена с сегментом матрицы пресс-формы так, что имеется холостой ход между втулкой съемника и сегментом матрицы пресс-формы, чтобы позволить сегменту матрицы пресс-формы очищать формовочный стержень до начала движения втулки съемника относительно стержня. В предпочтительных вариантах осуществления изобретения втулка съемника подвижна вдоль оси формовочного стержня. Однако перемещение сегмента матрицы пресс-формы также может передавать вращательное движение втулке съемника, чтобы, например, свинтить формованное укупорочное средство с формовочного стержня.
Способ компрессионного формования пластмассовых изделий, таких как пластмассовые корпусы укупорочных средств или пластмассовые уплотнительные вкладыши внутри корпусов укупорочных средств, в соответствии с еще одним вариантом осуществления изобретения заключается в установке колеса с возможностью вращения вокруг горизонтальной оси и множества пресс-форм, распределенных с угловым интервалом вокруг колеса. Каждая из упомянутых пресс-форм содержит первый сегмент пресс-формы и второй сегмент пресс-формы, расположенный радиально наружу от первого сегмента пресс-формы. При вращении колеса каждый второй сегмент пресс-формы поочередно перемещают радиально наружу относительно связанного с ним первого сегмента пресс-формы и размещают пластмассовую заправку пресс-формы между сегментами пресс-формы. Второй сегмент пресс-формы затем перемещают радиально внутрь в закрытое с первым сегментом пресс-формы положение для компрессионного формования изделия. Когда второй сегмент пресс-формы после этого перемещают радиально наружу от связанного первого сегмента пресс-формы, формованное изделие извлекают из пресс-формы перед размещением новой заправки пресс-формы между сегментами пресс-формы. В предпочтительном варианте осуществления способа направленное наружу перемещение второго сегмента пресс-формы используют для извлечения формованного изделия из пресс-формы.
Краткое описание чертежей
Изобретение вместе с дополнительными целями, признаками, преимуществами и объектами будет более понято из нижеследующего описания, приложенной формулы изобретения и сопровождающих чертежей.
На фиг.1 изображен вид спереди машины компрессионного формования в соответствии с одним предпочтительным вариантом осуществления изобретения;
на фиг.2 изображен вид сбоку машины компрессионного формования, представленной на фиг.1;
на фиг.3A-3D показаны виды, которые совместно образуют разрез по линии 3-3 на фиг.2;
на фиг.4A-4D показан вид сбоку устройства, представленного на фиг.3A-3D;
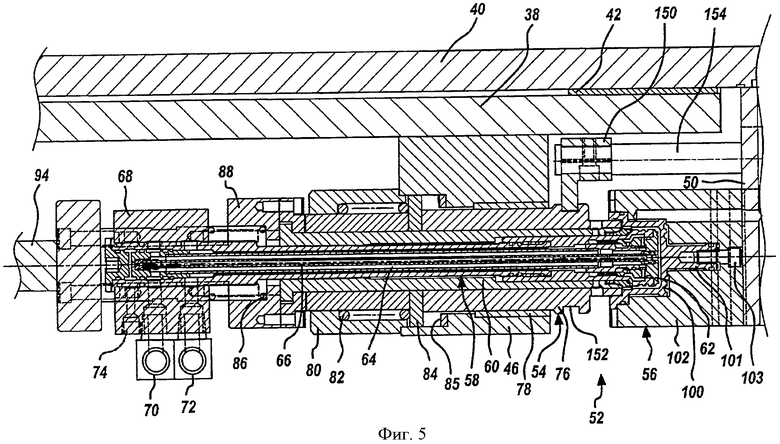
на фиг.5 изображен увеличенный вид части по фиг.3В-3С, иллюстрирующий одну из пар сегментов пресс-форм;
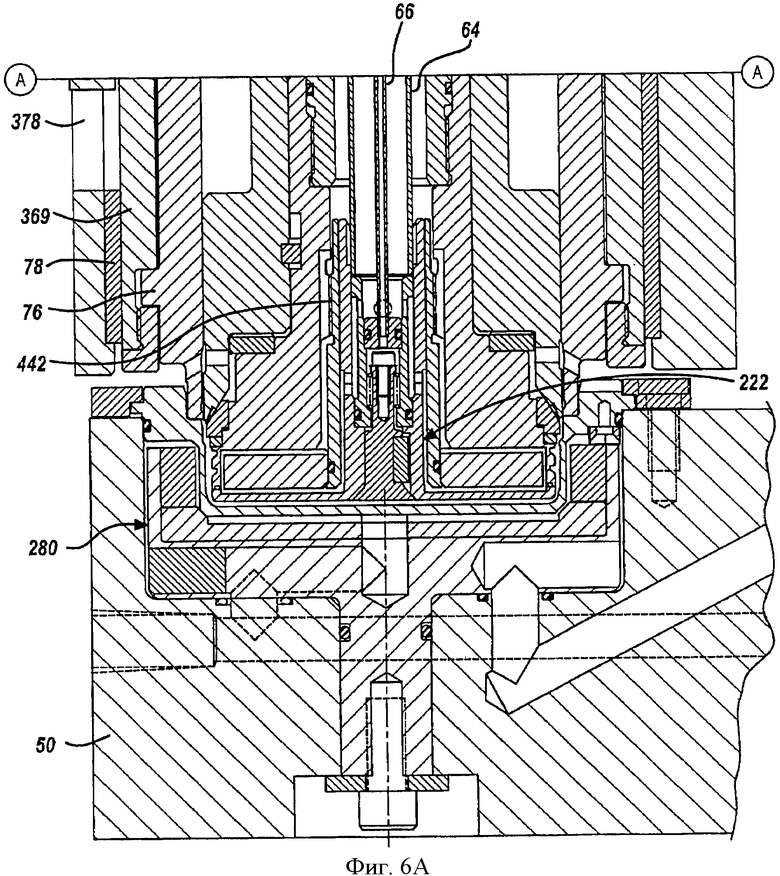
на фиг.6А и 6В показаны виды, которые совместно образуют разрез варианта по фиг.3A-3D;
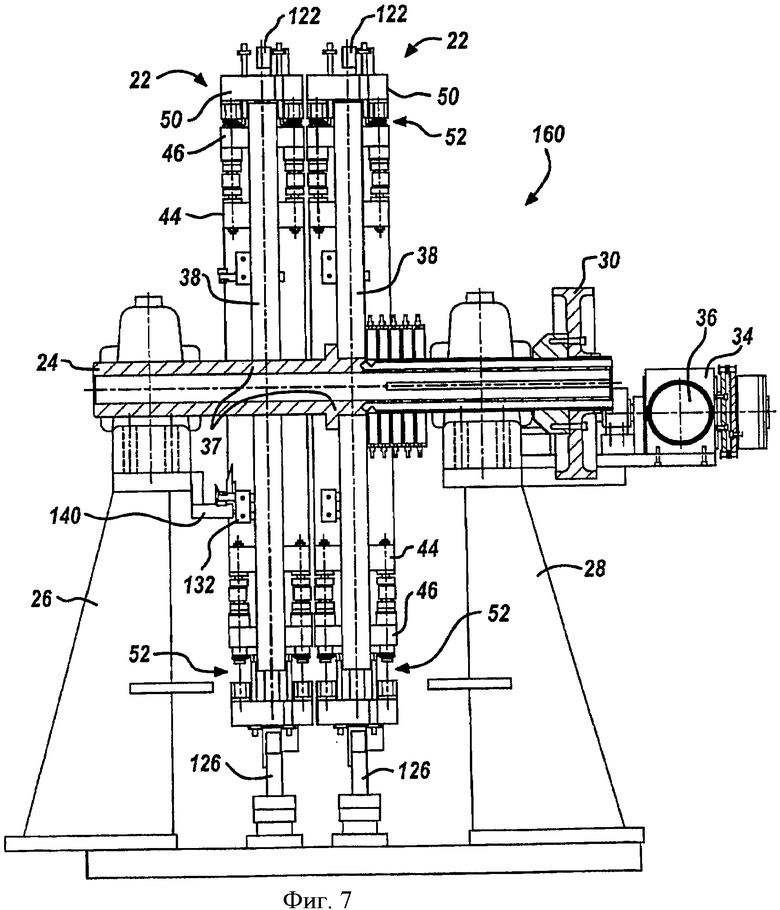
на фиг.7 представлен вид спереди, подобный виду на фиг.1, но в модифицированном варианте осуществления изобретения;
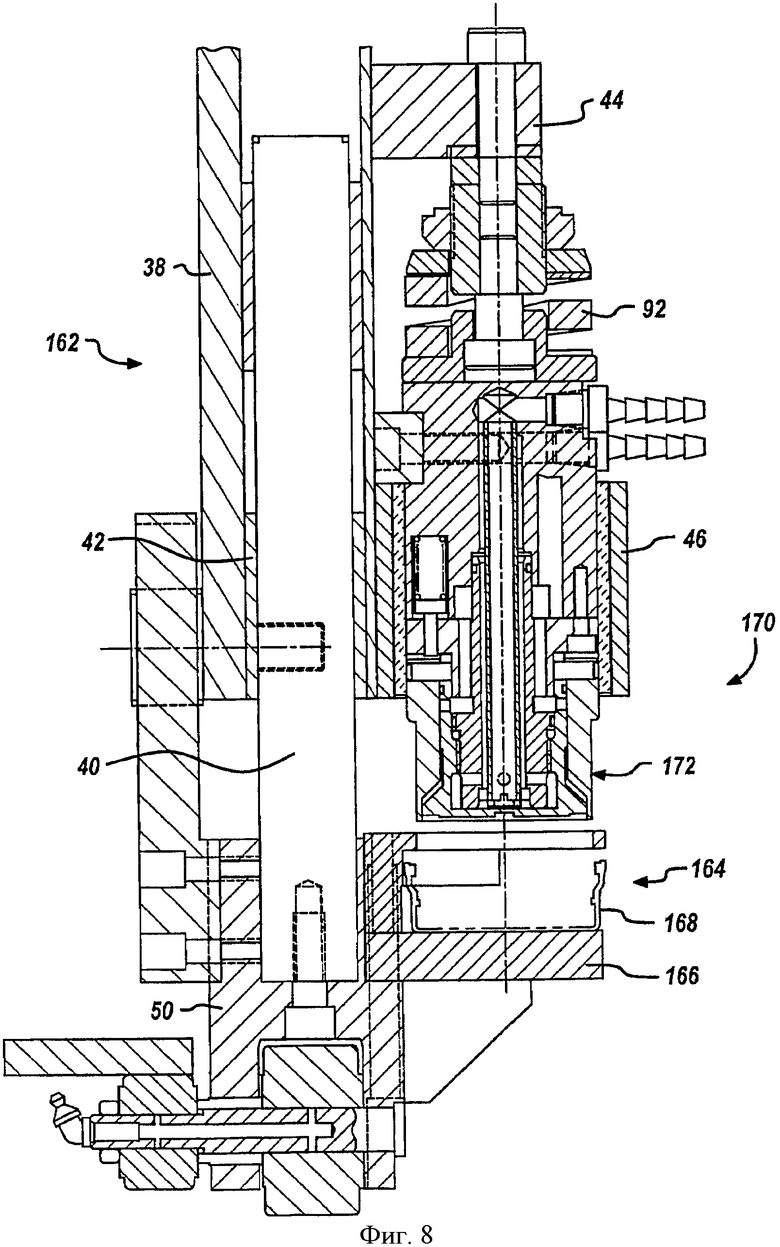
на фиг.8 представлен частичный вид в разрезе модифицированного варианта осуществления изобретения для формования уплотнительных вкладышей внутри корпусов укупорочных средств;
на фиг.9 представлен частичный вид спереди модификации запирания пресс-формы по фиг.3D и 4D.
Осуществление изобретения
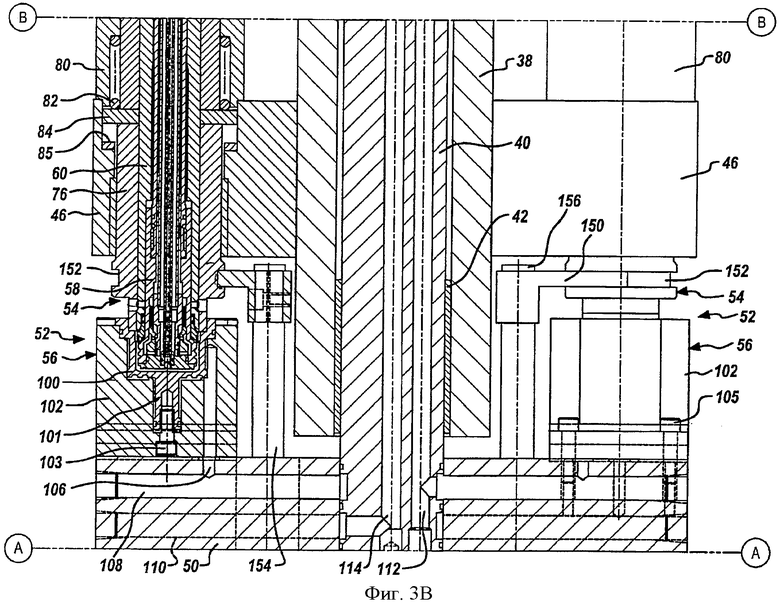
На фиг.1-2 показан один из предпочтительных вариантов осуществления изобретения в виде машины 20 для компрессионного формования пластмассовых корпусов укупорочных средств. Машина 20 содержит колесо 22, установленное на валу 24 между разнесенными опорами 26. Вал 24 соединен посредством шкива 30 и ремня 32 с двигателем 36 (фиг.7) для вращения вала 24 и колеса 22 вокруг горизонтальной оси. Колесо 22 содержит ступицу 37 (которая может быть частью вала 24) и опору 39, расположенную радиально относительно ступицы 37. Опора 39 может быть выполнена в виде диска или тому подобного или может быть выполнена в виде множества распределенных с угловым интервалом радиально выступающих опорных спиц 38. Каждая опорная спица 38 полая на своем наружном конце. Стержень 40 поддерживается с возможностью скольжения подшипниками 42 скольжения (фиг.3В-3С) внутри полого наружного конца каждой спицы 38. Перекладина 50 соединена с концом каждого стержня 40 таким образом, что комбинация стержня 40 и перекладины 50 имеет, в общем, Т-образную форму, если смотреть в тангенциальном направлении на фиг.1. На каждой спице 38 предусмотрена пара радиально разнесенных внешних опор 44, 46 (фиг.3В-3С). Множество распределенных с угловым интервалом пресс-форм 52 расположены по периферии колеса 22, предпочтительно на обеих сторонах колеса. Каждая пресс-форма 52 расположена между опорами 44, 46 на связанной с ними спице 38 и конце перекладины 50 на стержне 40. Все пресс-формы 52 предпочтительно одинаковые.
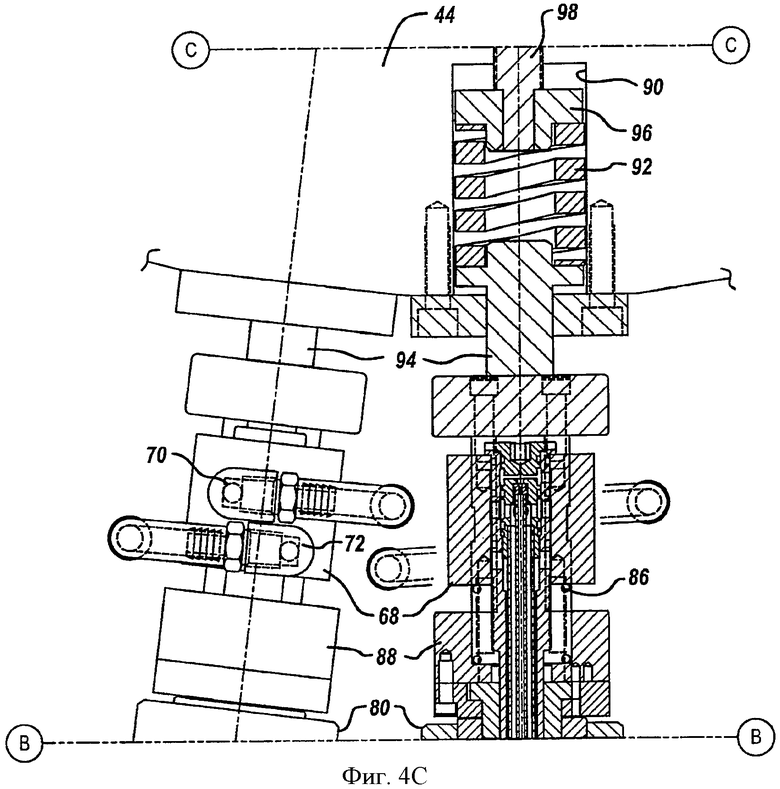
Каждая пресс-форма 52 содержит внутреннюю в радиальном направлении первую секцию или сегмент 54 пресс-формы и вторую секцию или сегмент 56 пресс-формы, совмещенную в радиальном направлении снаружи со связанным первым сегментом 54 пресс-формы (фиг.3В-3С, 4В-4С и 5). В иллюстрируемых вариантах осуществления внутренний в радиальном направлении первый сегмент 54 пресс-формы является сегментом пуансона пресс-формы, а наружный в радиальном направлении второй сегмент 56 пресс-формы является сегментом матрицы пресс-формы, хотя эти сегменты пресс-формы можно полностью поменять местами в соответствии с самыми широкими принципами изобретения. Первый сегмент или сегмент пуансона 54 пресс-формы включает в себя формовочный стержень 58, установленный с возможностью скольжения внутри окружающей втулки 60 (фиг.5). Формовочный стержень 58 имеет конец или наконечник 62, который имеет контур для прессования внутренних поверхностей корпуса укупорочного средства в варианте осуществления по фиг.1-5 (и варианте осуществления по фиг.6А-6В). Первая или наружная трубка 64 проходит коаксиально через полость формовочного стержня 58, формируя первый кольцеобразный канал между внешней поверхностью трубки 64 и внутренней поверхностью стержня 58. Вторая трубка или другой канал 66 проходит через внутренность трубки 64, предпочтительно коаксиально с трубкой 64 и стержнем 58, формируя второй кольцеобразный канал между внешней поверхностью трубки 66 и внутренней поверхностью трубки 64. Второй кольцеобразный канал между трубками 64, 66 присоединен в коллекторе 68 к входному патрубку 70 хладоносителя. Аналогично, первый кольцеобразный канал между трубкой 64 и стержнем 58 присоединен в коллекторе 68 к выходному патрубку 72 хладоносителя. (Функции «входной» и «выходной» можно поменять местами). Таким образом, хладоноситель может подаваться от патрубка 70 через второй канал между трубками 64, 66 к наконечнику 62 стержня 58, а оттуда через первый канал между трубкой 64 и стержнем 58 к выходному патрубку 72. Вход 74 коллектора 68 соединен с внутренней частью трубки 66 и может быть соединен с источником сжатого воздуха, например, чтобы способствовать отделению корпусов укупорочных средств от наконечника 62 стержня. Коллектор 68 предпочтительно установлен на внутреннем в радиальном направлении конце формовочного стержня 58, то есть конце, противоположном наконечнику 62 стержня.
Втулка 76 съемника (фиг.3В, 4В и 5) окружает втулку 60 и поддерживается с возможностью скольжения подшипником 78 в опоре 46. Крышка 80 прикреплена к опоре 46, и спиральная пружина 82 зажата между крышкой 80 и шайбой 84, размещенной с возможностью скольжения внутри опоры 46 с упором на внутренний конец втулки 76 съемника. Таким образом, пружина 82 смещает втулку 76 съемника по направлению ко второму сегменту или сегменту 56 матрицы пресс-формы каждой пресс-формы 52. Когда пресс-форма открыта, шайба 84 упирается в поверхность 85 в опоре 46, чтобы ограничить перемещение наружу втулки 76 съемника относительно стержня 58. Вторая спиральная пружина 86 (фиг.3С, 4С и 5) находится в сжатом состоянии между коллектором 68 и упором 88, соединенным с концом втулки 60. Таким образом, стержень 58 смещается пружиной 86 внутрь по отношению к втулке 60. Каждая опора 44 (фиг.3С и 4С) имеет внутреннюю полость 90, которая открывается радиально наружу и совмещена со связанным с ней первым сегментом 54 пресс-формы. Спиральная пружина 92 зажата внутри каждой полости и упирается в удлинение 94, соединенное с упором 88 на втулке 60. Таким образом, когда давление, чтобы формировать корпус или наружную оболочку укупорочного средства, толкает стержень 56, стержень 56 толкает втулку 60, которая давит на пружину 92, чтобы поддерживать формовочное давление на расплаве. (Спиральные пружины 92 могут быть заменены гидравлическими пружинами). В пределах полости 90 пружина 92 входит в контакт с пластиной 96, которая соединена с регулировочным винтом 98 для отдельного регулирования усилия, прикладываемого каждой пружиной 92.
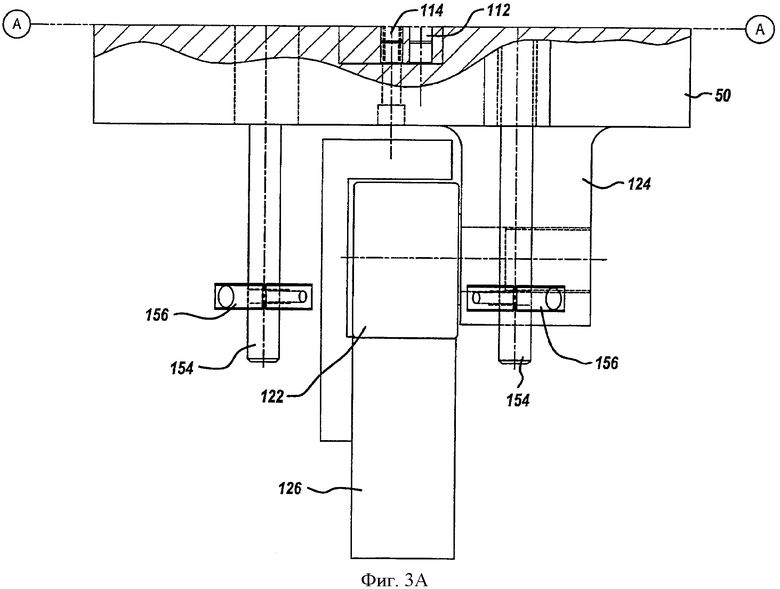
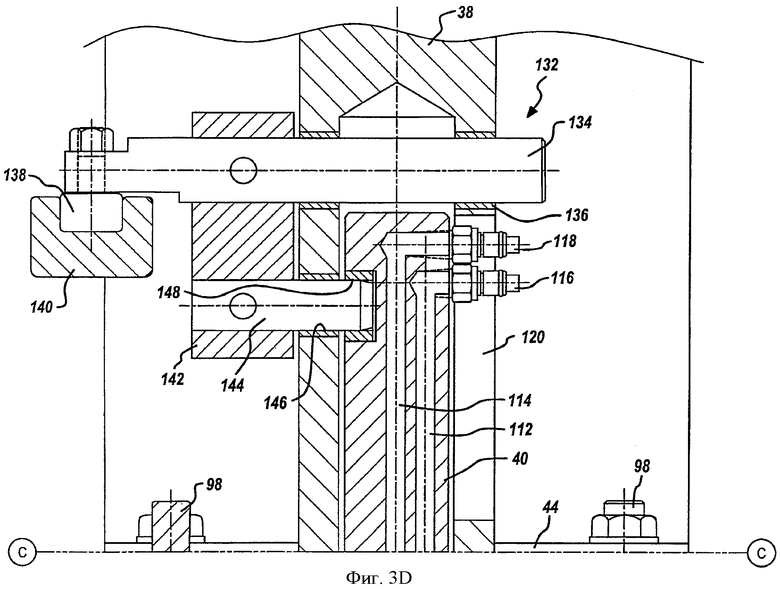
Второй сегмент или сегмент 56 матрицы пресс-формы (фиг.3В, 4В и 5) предпочтительно содержит формирующую полость вставку 100, имеющую удлиненную часть 101, в которую входит винт 103 с возможностью съема, чтобы установить вставку на опорном блоке 102. Блоки 102 закреплены с возможностью съема на перекладине 50 винтами 105 (фиг.3В и 4В). Блок 102 имеет каналы 106 хладагента, которые сообщаются в проиллюстрированном варианте осуществления с поперечными каналами 108, 110 в перекладине 50 и далее с продольными радиальными каналами 112, 114 в стержне 40. Как лучше всего видно на фиг.3D, каналы 112, 114 в стержне 40 соединены с патрубками 116, 118 для циркуляции хладагента через стержень 40, перекладину 50 и блок 102, чтобы охлаждать вставки 100 полости пресс-формы. На фиг.3D отметим, что патрубки 116, 118 проходят через щель 120 в спице 38, чтобы обеспечить радиальное перемещение стержня 40 относительно спицы 38.
Ролик 122 кулачкового толкателя (фиг.1, 2, 3А и 4А) установлен с возможностью вращения на стойке 124, которая выходит радиально наружу от перекладины 50. (Слова, описывающие направление, такие как «радиально», «поперек», «наружу», «внутрь» и «по касательной», применены с целью описания, а не ограничения, по отношению к горизонтальной оси вращения колеса). Стойка 124 смещена от оси стержня 40, на котором установлена перекладина 50, так что ролик 122 кулачкового толкателя выровнен с осью стержня 40. Каждый ролик 122 кулачкового толкателя на каждой перекладине 50 таким образом связан, в поясняемом примерном варианте осуществления, с двумя пресс-формами 52, расположенными на противоположных сторонах колеса 22. Кулачок 126 предпочтительно расположен вдоль нижней дуги окружности колеса 22, как лучше всего видно на фиг.2 и 2А, для последовательного зацепления роликов 122 кулачкового толкателя, когда колесо 22 вращается вокруг горизонтальной оси. Во время вращения против часовой стрелки колеса 22, в ориентации на фиг.2, ролики 122 толкателя каждой пары пресс-форм 52 последовательно зацепляются и захватываются кулачком 126, чтобы тянуть вторые сегменты 56 пресс-форм наружу и вниз от первых сегментов 54 пресс-форм. Когда каждая пресс-форма поочередно полностью открыта, формованные части или изделия удаляют из полостей пресс-форм соответствующим механизмом 128 удаления детали (фиг.1). Новую заправку пресс-формы затем размещают в каждой полости пресс-формы соответствующим устройством 130 размещения заправки. По мере того как колесо 22 продолжает вращаться, вторые сегменты 56 пресс-форм последовательно перемещаются посредством конца кулачка 126 в направлении против часовой стрелки в ориентации, показанной на фиг.2, вверх и внутрь к их закрытым положениям относительно первых сегментов 54 пресс-форм. Механизм 128 удаления формованного изделия и устройство 130 размещения заправки пресс-формы могут быть любых подходящих типов. Например, устройство 130 размещения заправки пресс-формы может быть устройством дискового типа, иллюстрируемым в патенте US 5603964. Гидравлические, пневматические или электрические исполнительные механизмы можно использовать на каждой спице 38 вместо кулачка 126, чтобы перемещать второй сегмент пресс-формы радиально внутрь и наружу.
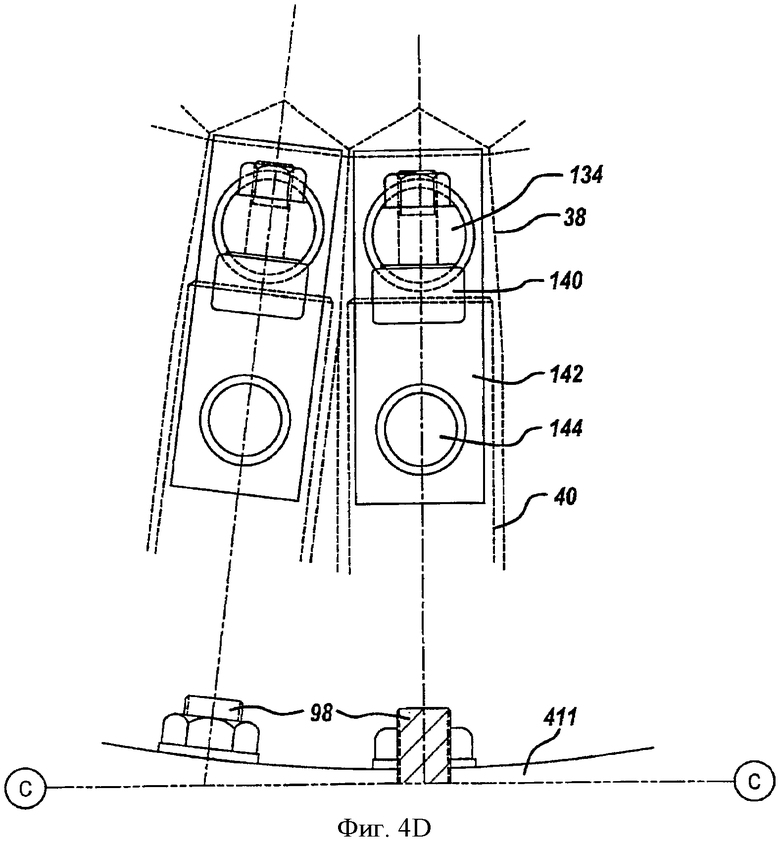
На фиг.1, 3D и 4D каждая спица 38 предпочтительно несет фиксатор 132 для фиксирования секций пресс-формы по отношению друг к другу в полностью закрытом положении, так что нет необходимости, чтобы кулачок 126 проходил полностью по окружности колеса 22. Один вариант осуществления этого фиксатора 132 пояснен на фиг.3D и 4D. Каждый фиксатор 132 содержит подвижный штифт 134, который установлен с возможностью скольжения в подшипнике 136, который несет спица 38. Конец подвижного штифта 134 несет ролик 138 кулачкового толкателя для зацепления с кулачком 140 (фиг.3D), расположенным в неподвижном положении по отношению к колесу 22. Перемычка 142 проходит радиально наружу от штифта 134 и несет штифт 144 фиксатора. Штифт 144 параллелен штифту 134 и проходит через отверстие 146 в спице 38 соосно с полостью 148 в стержне 40. Таким образом, когда кулачок 140 перемещает штифты 134, 144 в фиксированное положение, поясненное на фиг.3D, штифт 144 фиксатора входит в отверстие 148 и фиксирует стержень 40 по отношению к спице 38. Поскольку вторые сегменты или сегменты матрицы пресс-формы установлены на стержне 40, в то время как первые сегменты или сегменты пуансона пресс-формы установлены на спице 38, сегменты пресс-формы таким образом зафиксированы в неподвижном положении. Фиксатор предпочтительно остается зафиксированным в течение большей части поворота колеса 22, такого как от положения примерно 5:00, на фиг.2, против часовой стрелки, до положения примерно 7:00, в котором другой кулачок тянет штифт 144 из зацепления с отверстием 148 таким образом, чтобы полость второго сегмента или полость матрицы пресс-формы можно было тянуть радиально наружу кулачками 126, как описано ранее.
Другой вариант осуществления фиксатора 132 показан на фиг.2 и 9. Штифт 420 установлен на опоре 44, примыкающей к каждому стержню 40. Каждый штифт 420 поворачивается на оси, перпендикулярной стержню 40, т.е. оси, параллельной оси вращения колеса. Плечо 422 соединено с осью поворота каждого штифта 420. Пара кулачковых роликов 424, 426 установлена на плече 422 в положениях, разнесенных друг от друга и от штифта 420. Плечо 422 имеет щель 428, которая захватывает винт 430, закрепленный на опоре 44. Щель 428 и винт 430 определяют место фиксации штифта 420 и плеча 422 в обоих направлениях. Штифт 420 имеет плоскость 432, которая выборочно совмещается со стержнем 40. В положениях, показанных на фиг.9 и на фиг.2, при вращении против часовой стрелки от положения примерно 5:30 до положения примерно 7:00, штифт 420 вращается, входя в полость 434 на стержне 40, чтобы зафиксировать стержень 40 от перемещения, и таким образом прижать секции пресс-формы друг к другу. От положения примерно 7:00 до положения примерно 5:30, на фиг.2, штифт 420 поворачивается на оси кулачковыми роликами 424, 426 таким образом, что плоскость 432 совмещается со стержнем 40, так что стержень свободен для скольжения, и секции пресс-формы могут открываться и закрываться.
По мере того как второй сегмент или сегмент матрицы пресс-формы оттягивается от первого сегмента или сегмента пуансона пресс-формы вниз в варианте осуществления, показанном на фиг.3А-5, это движение второго сегмента или сегмента матрицы пресс-формы отделяет формованное изделие из первого сегмента или сегмента пуансона пресс-формы в этом варианте осуществления. В частности, на фиг.3А-3В и 4А-4В кольцо 150 помещено в выемку 152, примыкающую к радиальному наружному концу каждой втулки 76 съемника. Пара стержней 154 проходит от каждого кольца 150 через связанные с ними скользящие каналы в перекладине 50 и несет связанные с ними упорные кольца 156, расположенные радиально наружу от перекладины. Второй сегмент 56 пресс-формы и перекладину 50 кулачок 126 тянет от первого сегмента 54 пресс-формы, перекладина 50 достигает упорных колец 156. Когда перекладина 50 оттянута достаточно далеко от первого сегмента 54 пресс-формы, чтобы упереться в кольца 156, дальнейшее движение перекладины 50 тянет втулку 76 съемника вдоль втулки 60 и стержня 58 по направлению ко второму сегменту пресс-формы, чтобы сталкивать или снимать формованный корпус укупорочного средства с наконечника 62 стержня. На фиг.3А и 4А отметим, в частности, что предпочтительно имеется холостой ход между перекладиной 50 и упорными кольцами 156 для обеспечения того, чтобы второй сегмент 56 пресс-формы освободил наконечник 62 стержня до перемещения втулки 76 съемника, чтобы снять деталь с наконечника 62 стержня. Каждая пружина 82 (фиг.3В, 4В и 5) смещает связанную с ней втулку 76 съемника по направлению ко второму сегменту 56 пресс-формы, чтобы помогать отделению формованного корпуса укупорочного средства. В связи с этим, когда второй сегмент 56 пресс-формы закрыт кулачком 126, открытый край вставки 100 полости предпочтительно зацепляет противоположный конец втулки 76 съемника и толкает втулку съемника против усилия спиральной пружины 82. Упорные кольца 156 предпочтительно с возможностью регулируемого скольжения установлены на стержнях 154, чтобы регулировать величину холостого хода между перекладиной 50 и втулкой 76 съемника до желательного уровня. Перекладина 50, стержни 154 и втулки 76 съемника предотвращают вращение стержня 40 в спице 38.
Кулачок 126 может составлять цельную кулачковую конструкцию. В варианте осуществления по фиг.2 кулачок 126 включает в себя первую или направленную в сторону вращения колеса кулачковую часть 180 и вторую или направленную против вращения колеса кулачковую часть 182. Первая кулачковая часть 180 имеет кулачковую поверхность 188, которая увеличивается в радиусе относительно оси вращения колеса 22 для последовательного открывания пресс-форм, в то время как вторая кулачковая часть 182 имеет кулачковую поверхность 190 уменьшающегося радиуса относительно оси колеса для сцепления с роликами 122, чтобы последовательно закрывать пресс-формы.
На фиг.6А-8 показаны различные модификации и усовершенствования варианта осуществления по фиг.1-5. Номера позиций на фиг.6А-8, которые идентичны тем, что на фиг.1-5, обозначают соответственно одинаковые или родственные детали.
На фиг.6А-6В показана модификация блока механизма пуансона пресс-формы и матрицы пресс-формы по фиг.3А-5. Формовочный стержень 222 окружен втулкой 60, которая, в свою очередь, окружена втулкой 76 съемника. Втулка 76 съемника установлена в опоре 46 посредством втулки 369 и вкладыша 78. Кулачковый ролик 370 установлен с возможностью вращения на валу 372, который прикреплен к втулке 369 съемника винтами 374. Ограничитель 376 отделения окружает вал 372 и может скользить в щели 378 на опоре 46. Во время вращения колеса 22 (фиг.1-2), когда сегменты пресс-формы открыты, кулачковый ролик 370 зацепляет кулачок 380, примыкающий к колесу, чтобы перемещать втулку съемника радиально наружу (вниз на фиг.6А-6В) для отделения формованного корпуса укупорочного средства от формовочного стержня 222. Таким образом, в этом варианте осуществления втулка съемника приводится в движение отдельным кулачком 380, а не движением второго сегмента или сегмента 56 матрицы пресс-формы, как в варианте осуществления прототипа. Золотниковый клапан 400 (фиг.6В), находящийся на коллекторе 68, имеет штифт 402 исполнительного механизма, соединенный с пластиной 404 съемника через держатель 406 пружины, чтобы подавать воздух под давлением через трубку 66, когда втулка 76 съемника приведена в действие, чтобы помогать отделению корпуса укупорочного средства.
На фиг.7 показана машина 160 в соответствии с модифицированным вариантом осуществления изобретения, в которой имеются два колеса 22, установленные для вращения на единственном валу 24, приводимом в движение единственным двигателем 36. Каждое колесо 22 такое, как ранее представлено на фиг.1-5 и фиг.6А-6В.
На фиг.8 показан типичный вариант осуществления настоящего изобретения в машине 162 для компрессионного формования вкладышей в предварительно формованных пластмассовых корпусах укупорочных средств. В этой машине радиально расположенная внешняя вторая секция 164 пресс-формы содержит гнездо 166 для приема предварительно изготовленных пластмассовых корпусов 168 укупорочных средств посредством подходящего механизма размещения корпусов. Внутренний первый сегмент 170 пресс-формы содержит стержень 172, конец которого имеет контур для достижения желательного контура уплотнительного вкладыша, прессуемого в корпусе 168. Другие компоненты на фиг.7, аналогичные компонентам, изображенным на фиг.1-5, имеют идентичные ссылочные позиции.
В различных раскрытых вариантах осуществления первый или внутренний сегмент пресс-формы установлен напротив соответствующей пружины, чтобы управлять давлением в полости пресс-форм, когда пресс-форма закрыта. Однако предполагается также, что первые сегменты пресс-формы могут быть подсоединены к кулачкам или гидросистеме для того, например, чтобы двигаться радиально внутрь, тогда как вторые сегменты пресс-форм перемещаются радиально наружу. Этот вариант может быть полезным для прессования пластмассовых изделий, которые имеют очень большую длину в радиальном направлении колеса пресс-формы.
Таким образом, раскрыты машина и способ компрессионного формования пластмассовых изделий, которые полностью удовлетворяют всем целям и назначениям, изложенным ранее. Изобретение представлено несколькими в настоящее время предпочтительными вариантами осуществления с множеством дополнительных модификаций и вариантов. Другие модификации и варианты будут понятны специалистам. Изобретение охватывает все модификации и варианты, которые попадают в пределы сущности и объема приложенной формулы изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| ФОРМОВОЧНАЯ МАШИНА | 2006 |
|
RU2412807C2 |
| МАШИНА КОМПРЕССИОННОГО ФОРМОВАНИЯ | 2006 |
|
RU2384406C2 |
| МАШИНА ДЛЯ КОМПРЕССИОННОГО ФОРМОВАНИЯ КРЫШЕК | 2006 |
|
RU2412808C2 |
| МАШИНА ДЛЯ КОМПРЕССИОННОГО ФОРМОВАНИЯ КРЫШЕК | 2006 |
|
RU2423232C2 |
| УСТРОЙСТВО И СПОСОБ ДЛЯ ФОРМОВАНИЯ ПЛАСТМАССОВОГО УКУПОРОЧНОГО СРЕДСТВА С ВЫТАЛКИВАНИЕМ С ПОМОЩЬЮ ВОЗДУХА | 2004 |
|
RU2339516C2 |
| МАШИНА С ВЕРТИКАЛЬНЫМ КОЛЕСОМ И СПОСОБ ДЛЯ КОМПРЕССИОННОГО ФОРМОВАНИЯ УПЛОТНИТЕЛЬНЫХ ПРОКЛАДОК | 2006 |
|
RU2406605C2 |
| ПРЕСС-ФОРМЫ ДЛЯ ФОРМОВАНИЯ ПЛАСТМАССОВЫХ ИЗДЕЛИЙ И СПОСОБ ИЗГОТОВЛЕНИЯ ЧАСТИ ПРЕСС-ФОРМЫ | 2006 |
|
RU2427464C2 |
| УСТРОЙСТВО КАРУСЕЛЬНОГО ТИПА ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ПЛАСТМАССЫ ПРЯМЫМ КОМПРЕССИОННЫМ ФОРМОВАНИЕМ | 2001 |
|
RU2279978C2 |
| ПОДАЧА ФОРМОВОЧНОЙ ЗАГРУЖАЕМОЙ ПОРЦИИ МАТЕРИАЛА | 2006 |
|
RU2404890C2 |
| УСТАНОВКА ДЛЯ ПРОИЗВОДСТВА ПЛАСТИКОВЫХ КОНТЕЙНЕРОВ | 2011 |
|
RU2556674C2 |






Машина компрессионного формования содержит колесо (22), установленное с возможностью вращения вокруг горизонтальной оси, и множество распределенных с угловым интервалом вокруг колеса пресс-форм (52). Каждая из пресс-форм содержит первый сегмент пресс-формы (52) и второй сегмент пресс-формы (52), расположенный радиально наружу от первого сегмента пресс-формы. По меньшей мере один первый или второй сегмент каждой пресс-формы (52) подвижен радиально относительно другого сегмента между закрытым положением для компрессионного формования пластмассового изделия и открытым положением, разнесенным для удаления формованного изделия из пресс-формы и размещения загрузки пресс-формы в пресс-форму (52), чтобы сформировать формованное изделие. Колесо (22) соединено с двигателем (36), обеспечивающим непрерывное вращение колеса вокруг горизонтальной оси. Первый и второй сегменты пресс-формы (52) содержат сегмент пуансона пресс-форм и сегмент матрицы пресс-формы, выровненные по оси, перпендикулярной горизонтальной оси, и образующие компрессионную полость в закрытом положении. Между колесом и первыми сегментами пресс-форм имеются оттяжные пружины. Технический результат, который обеспечивается при использовании заявленной машины, заключается в изготовлении пластмассовых укупорочных средств или пластмассовых вкладышей внутри укупорочных средств, которые снижают усилия, приложенные к опорной раме и подшипникам, снижают требования к техническому обслуживанию и количество потребляемой энергии. 2 н. и 22 з.п. ф-лы, 16 ил.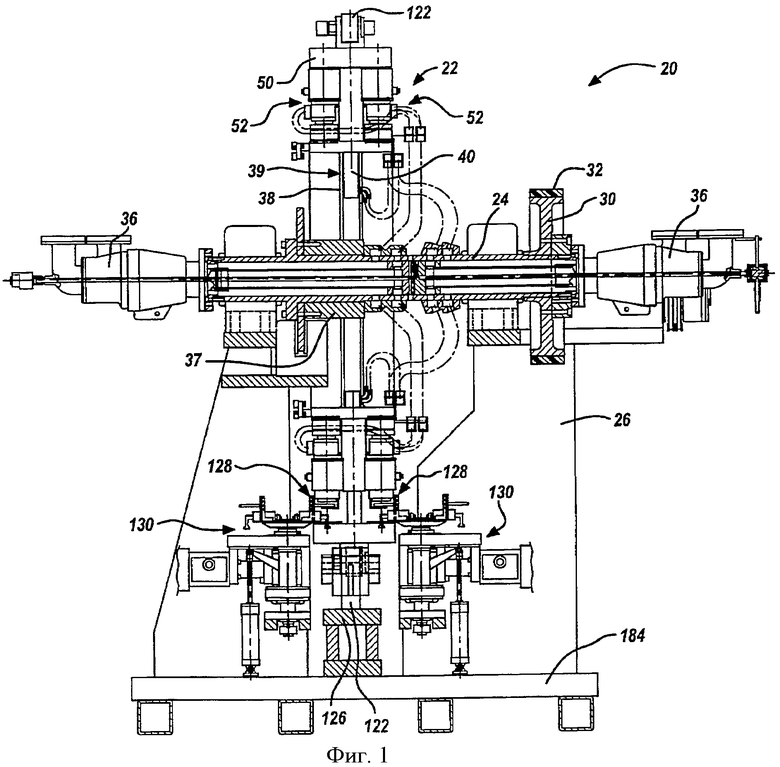
1. Машина компрессионного формования, содержащая колесо (22), установленное с возможностью вращения вокруг горизонтальной оси, и множество распределенных с угловым интервалом вокруг упомянутого колеса пресс-форм (52), каждая из которых содержит первый сегмент (54) пресс-формы и второй сегмент (56) пресс-формы, расположенный радиально наружу от упомянутого первого сегмента пресс-формы, по меньшей мере один первый или второй сегмент пресс-формы каждой пресс-формы является подвижным в радиальном направлении относительно другого сегмента пресс-формы между открытым положением для извлечения формованного изделия из пресс-формы и размещения заправки пресс-формы в пресс-форме и закрытым положением для компрессионного формования заправки пресс-формы, чтобы сформировать формованное изделие, отличающаяся тем, что упомянутое колесо соединено с двигателем (36), обеспечивающим непрерывное вращение колеса вокруг горизонтальной оси, упомянутые первый и второй сегменты пресс-формы содержат сегмент пуансона пресс-формы и сегмент матрицы пресс-формы, выровненные по оси, перпендикулярной горизонтальной оси, и образующие упомянутую компрессионную полость в закрытом положении, при этом между колесом и упомянутыми первыми сегментами пресс-форм имеются оттяжные пружины (92).
2. Машина по п.1, отличающаяся тем, что каждый из упомянутых вторых сегментов (56) пресс-формы подвижен радиально относительно связанного с ним первого сегмента (54) пресс-формы между радиально-внутренним закрытым положением, чтобы сформировать полость компрессионной пресс-формы с упомянутым первым сегментом пресс-формы, и радиально-внешним открытым положением, разнесенным от связанного с ним первого сегмента пресс-формы, для извлечения формованного изделия из упомянутой полости и размещения заправки пресс-формы в упомянутую полость.
3. Машина по п.1, отличающаяся тем, что содержит средство (126) для перемещения вторых сегментов пресс-формы последовательно внутрь и наружу в радиальном направлении при вращении колеса вокруг упомянутой оси.
4. Машина по п.3, отличающаяся тем, что каждая из пресс-форм содержит упор (156) для зацепления вторым сегментом (56) пресс-формы по мере того, как упомянутый второй сегмент пресс-формы перемещается радиально наружу от связанного с ним первого сегмента пресс-формы, и съемник (76), соединенный с упомянутым упором для отделения формованных деталей от первого сегмента пресс-формы.
5. Машина по п.4, отличающаяся тем, что упомянутый упор (156) разнесен радиально наружу от второго сегмента (56) пресс-формы в закрытом положении второго сегмента пресс-формы таким образом, что имеется холостой ход между упомянутым вторым сегментом пресс-формы и упором, чтобы позволить упомянутому второму сегменту пресс-формы очистить упомянутый первый сегмент (54) пресс-формы перед началом движения съемника.
6. Машина по п.1, отличающаяся тем, что упомянутые пресс-формы (52) расположены с угловым интервалом по окружности с обеих сторон упомянутого колеса (22).
7. Машина по п.1, отличающаяся тем, что содержит множество упомянутых колес (22), каждое из которых установлено с возможностью вращения вокруг упомянутой оси и содержит связанные с ним распределенные с угловым интервалом пресс-формы (52).
8. Машина по п.1, отличающаяся тем, что каждая из упомянутых пресс-форм (52) содержит фиксатор (132) для фиксации с возможностью разъединения вторых сегментов (56) пресс-форм с первыми сегментами (54) пресс-форм в закрытом положении вторых сегментов пресс-форм.
9. Машина по п.1, отличающаяся тем, что колесо (22) содержит ступицу (37) и опору (39), выходящую радиально из упомянутой ступицы, на которой установлены упомянутые пресс-формы.
10. Машина по п.9, отличающаяся тем, что пресс-формы (52) установлены рядом с периферией опоры (39).
11. Машина по п.10, отличающаяся тем, что опора (39) содержит множество радиальных спиц (38), имеющих полые наружные концы, при этом упомянутые первые сегменты (54) пресс-форм расположены на этих спицах, а вторые сегменты (56) пресс-форм установлены на стержнях (40), которые установлены с возможностью скольжения в полых наружных концах упомянутых спиц.
12. Машина по п.11, отличающаяся тем, что содержит охлаждающие каналы (112, 114) в упомянутых стержнях, соединенные со вторыми сегментами (56) пресс-форм, для охлаждения вторых сегментов пресс-форм.
13. Машина по п.9, отличающаяся тем, что каждый из первых сегментов (54) пресс-форм установлен между радиально разнесенными внутренней и наружной опорами (44, 46).
14. Машина по п.13, отличающаяся тем, что каждый из упомянутых первых сегментов (54) пресс-форм установлен с возможностью скольжения в радиально-наружной опоре (46) и соединен оттяжной пружиной (92) с упомянутой радиально-внутренней опорой (44).
15. Машина по п.14, отличающаяся тем, что радиально-внутренняя опора (44) имеет обращенную радиально наружу полость (90), а упомянутая оттяжная пружина (92) содержит спиральную пружину, расположенную в упомянутой полости и смещающую первый сегмент (54) пресс-формы радиально наружу ко второму сегменту (56) пресс-формы.
16. Машина по п.8, отличающаяся тем, что каждый из упомянутых первых сегментов (54) пресс-форм представляет собой сегмент матрицы пресс-формы, имеющий стержень (58) и втулку (76) съемника, окружающую упомянутый стержень, при этом втулка съемника функционально связана с упомянутым вторым сегментом (56) пресс-формы, чтобы отделять формованные детали от стержня, когда второй сегмент пресс-формы перемещается радиально наружу от первого сегмента (54) пресс-формы.
17. Машина по п.16, отличающаяся тем, что содержит по меньшей мере один упор (156), функционально связанный с втулкой (76) съемника и разнесенный от упомянутого второго сегмента (56) пресс-формы в закрытом его положении, при этом упомянутый упор размещен для зацепления вторым сегментом пресс-формы во время его движения к открытому положению таким образом, что имеется холостой ход между вторым сегментом и упором, чтобы позволить упомянутому второму сегменту пресс-формы очистить формовочный стержень (58) перед началом движения втулки съемника.
18. Машина по п.17, отличающаяся тем, что упомянутый упор (156) содержит кольцо, соединенное с втулкой (76) съемника, и стержни (154), проходящие с возможностью скольжения через упомянутые опоры рядом со вторым сегментом пресс-формы.
19. Машина по п.18, отличающаяся тем, что содержит пружину (86), смещающую втулку (76) съемника ко второму сегменту (56) пресс-формы, причем упомянутый второй сегмент пресс-формы зацепляет упомянутую втулку съемника в закрытом положении против усилия пружины.
20. Компрессионная пресс-форма для формования пластмассовых укупорочных средств или вкладышей внутри пластмассовых укупорочных средств, содержащая по меньшей мере один сегмент (54) пуансона пресс-формы, включающий формовочный стержень (58) и втулку (76) съемника, окружающую упомянутый формовочный стержень, по меньшей мере один сегмент (56) матрицы пресс-формы, выровненный с упомянутым сегментом пуансона пресс-формы, причем сегмент матрицы пресс-формы является подвижным по отношению к сегменту пуансона пресс-формы между закрытым положением для формирования полости пресс-формы с сегментом пуансона пресс-формы и открытым положением, разнесенным от сегмента пуансона пресс-формы, для отделения формованной детали от стержня и размещения заправки пресс-формы в упомянутую полость, при этом упомянутая втулка съемника функционально связана с сегментом матрицы пресс-формы для обеспечения возможности перемещения формовочного стержня и снятия формованной детали с упомянутого стержня при перемещении сегмента матрицы пресс-формы от сегмента пуансона пресс-формы.
21. Компрессионная пресс-форма по п.20, в которой упомянутая втулка (76) съемника соединена с сегментом (56) матрицы пресс-формы таким образом, что имеется холостой ход между упомянутой втулкой съемника и упомянутым сегментом матрицы пресс-формы, чтобы позволить сегменту матрицы пресс-формы очистить формовочный стержень (58) перед началом движения втулки съемника относительно стержня.
22. Компрессионная пресс-форма по п.21, содержащая по меньшей мере один упор (156), проходящий от втулки (76) съемника, для зацепления с сегментом (56) матрицы пресс-формы, когда упомянутый сегмент (56) матрицы пресс-формы перемещается от сегмента (54) пуансона пресс-формы.
23. Компрессионная пресс-форма по п.22, содержащая пружину (86), смещающую втулку (76) съемника к сегменту (56) матрицы пресс-формы, причем упомянутый сегмент матрицы пресс-формы зацепляет втулку съемника в закрытом положении, преодолевая усилие упомянутой пружины.
24. Компрессионная пресс-форма по п.21, в которой имеется множество упомянутых сегментов (54, 56) пуансонов и матриц пресс-формы, расположенных по периферии окружности колеса (22), установленного для вращения вокруг горизонтальной оси.
| US 3210805 А, 12.10.1965 | |||
| DE 20301508 U1, 30.04.2003 | |||
| Теплообменник | 1981 |
|
SU985691A1 |
| US 5670100 A, 23.09.1997 | |||
| УСТРОЙСТВО ДЛЯ ПРОИЗВОДСТВА ПЛАСТИКОВЫХ ИЗДЕЛИЙ, В ЧАСТНОСТИ, КОЛПАЧКОВ ДЛЯ ЗАКРЫВАНИЯ ЕМКОСТЕЙ | 2000 |
|
RU2234416C2 |

