Настоящее изобретение является частичным продолжением заявки на патент США с регистрационным номером 10/980400, поданной 3 ноября 2004 г. и в настоящее время отозванной.
Настоящее изобретение относится к I.S. машине (машине с отдельными секциями) и, в частности, к устройству управления для такой машины.
УРОВЕНЬ ТЕХНИКИ
I.S. машина содержит несколько (обычно 6, 8, 10 или 12) секций. Каждая секция имеет станцию заготовок, включающую в себя механизм, открывающий и закрывающий форму, имеющий оппозитные опоры формы, которые поддерживают полуформы заготовки. Опоры формы перемещаются соответствующим двигателем, таким как пневматический цилиндр или специализированный исполнительный механизм (серводвигатель) между открытой и закрытой позициями. Капля стекломассы должна быть подана в закрытую форму заготовки. Затем открытый верх формы заготовки должен быть закрыт козырьком, который перемещается соответствующим двигателем из отдаленной позиции в выдвинутую позицию. Капля должна быть отформована в заготовку в форме для заготовки и после того, как поверхность заготовки будет достаточно охлаждена, козырек должен быть втянут, опоры формы должны быть втянуты, и пара рычагов держателя горлового кольца, которая поддерживается с возможностью вращения механизмом переворота, должна быть повернута на 180 градусов для перемещения заготовки в устройство выдувания. Устройство выдувания также содержит механизм, открывающий и закрывающий форму, имеющий оппозитные опоры формы, которые поддерживают полуформы выдувания. Указанные опоры формы перемещаются соответствующим двигателем между открытой и закрытой позициями. При размещении заготовки в устройстве выдувания опоры формы закрываются, рычаги горлового кольца открываются для высвобождения заготовки, механизм переворота возвращает рычаги горлового кольца на сторону заготовки и опора дутьевой головки перемещается из втянутой позиции в выдвинутую позицию, где поддерживаемая дутьевая головка закрывает форму выдувания. Заготовка выдувается в бутылку и при ее достаточном охлаждении дутьевая головка втягивается, полуформы заготовки открываются, и механизм выталкивателя перемещается для захвата сформированной бутылки и переноса ее в местоположение над приемным столом, где она охлаждается в подвешенном состоянии, и затем размещается на приемном столе. Дополнительно к перемещению механизмов и устройств также можно осуществлять управление течением воздуха для пневматических цилиндров или для систем охлаждения формы.
Управление каждой секцией осуществляется компьютером, который работает под управлением синхронизационного вала с 360-градусным циклом синхронизации (программируемого устройства задания последовательности операций), который определяет конечное число шагов приращения угла вокруг вала, при которых могут включаться и выключаться механизмы и т.д. каждые 360 градусов поворота. Работа каждого клапана совершается циклически (включается и выключается) и работа каждого механизма совершается циклически в пределах времени одного цикла машины в "углах событий", выбранных оператором.
Предпочтительно использовать I.S. машину при максимально возможной скорости цикла. Качество, которое обычно достигалось, являлось функцией квалификации оператора. Высококвалифицированные операторы могли выпустить ту же бутылку с более высокой скоростью цикла, чем это возможно для других операторов.
Для обеспечения возможности использования машины любой компанией со скоростью, с которой прежде могли работать только самые лучшие операторы, в патентах US 6604383; US 6604384; US 6604385; US 6604386; US 6606886; US 6705119; US 6711120 и US 6722158 было раскрыто устройство управления для I.S. машин. Принципы указанных патентов включены в описание настоящего изобретения посредством ссылки. Согласно указанному управлению цикл машины сначала определяется посредством разворачивания таблицы углов событий для 360 (градусов) в диаграмму ограничений. "Развернутая" означает начало цикла обработки стекла с формирования капли стекломассы посредством отделения капли от направляющей стекломассы и окончание посредством открывания клещевого захватного устройства выталкивателя, когда сформированная бутылка размещается над приемным столом. Указанный цикл процесса, обычно, занимает немного более двух периодов цикла машины. Затем создается математическое представление развернутой диаграммы ограничений цикла, что обеспечивает возможность автоматической формулировки и решения с использованием квадратных уравнений расходов.
При управлении I.S. машиной посредством сервоуправляемых механизмов лимитирование мешающих перемещений или последовательностей между стеклом и механизмами и между механизмами может предсказываться с довольно хорошей степенью точности. В обычной I.S. машине, которая имеет механизмы, перемещаемые пневматическими двигателями, такая предсказуемость является гораздо менее точной.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Соответственно, задачей настоящего изобретения является обеспечение системы управления для стеклоформующей машины, такой как описано выше, которая может быть без труда применена в обычной I.S. машине.
Другие задачи и преимущества настоящего изобретения будут ясны из последующей части этого описания и из приложенных чертежей, которые иллюстрируют предпочтительный в настоящее время вариант осуществления, включающий принципы изобретения.
ОПИСАНИЕ ЧЕРТЕЖЕЙ
Фиг.1 - блок-схема, иллюстрирующая разворачивание 360-градусного цикла машины в I.S. машине в расписание событий для цикла изготовления бутылки и оптимизацию этого расписания и повторного сворачивания в 360-градусный цикл машины.
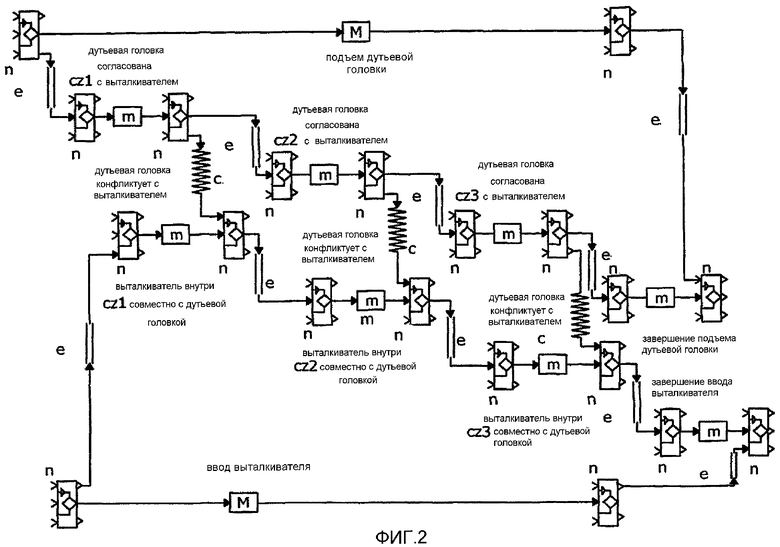
Фиг.2 - часть диаграммы ограничений развернутого цикла для I.S. машины, в которой два упомянутых механизма управляются серводвигателем.
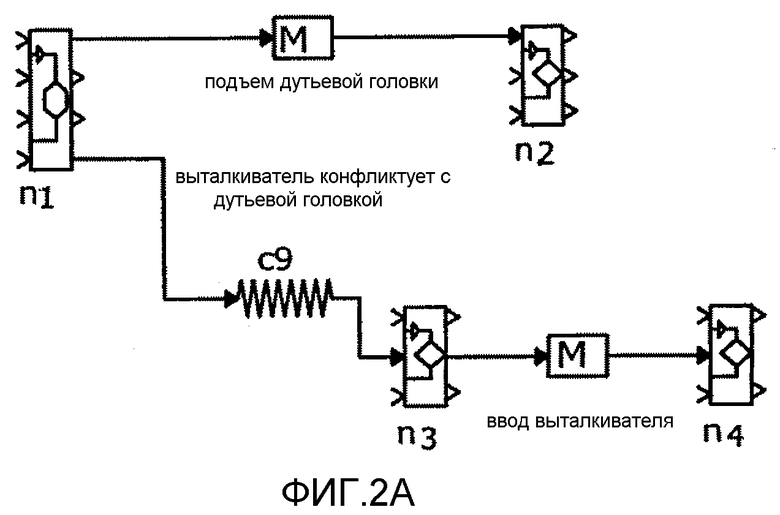
Фиг.2A - другое изображение диаграммы, иллюстрируемой фиг.2, в котором управление двумя механизмами не осуществляется серводвигателем.
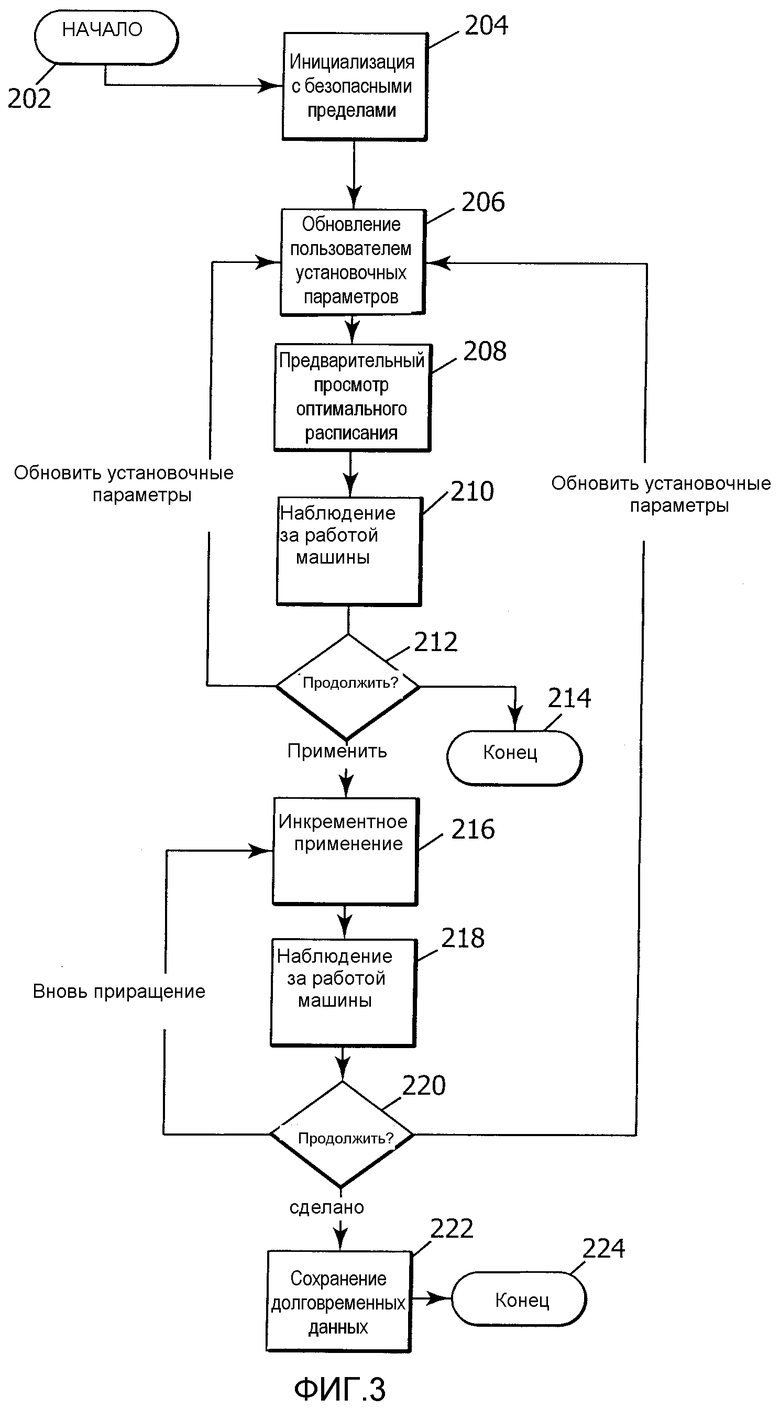
Фиг.3 - блок-схема процесса инкрементного применения оптимального расписания с использованием дополненных ограничений.
Фиг.4 - геометрическая интерпретация процесса инкрементного применения оптимального расписания с использованием дополненных ограничений.
Фиг.5 - блок-схема процесса инкрементного применения оптимального расписания с использованием интерполяции.
Фиг.6 - геометрическая интерпретация инкрементного применения оптимального расписания с использованием интерполяции.
Фиг.7 - блок-схема, иллюстрирующая переход управления для I.S.машины от существующего цикла к оптимальному циклу.
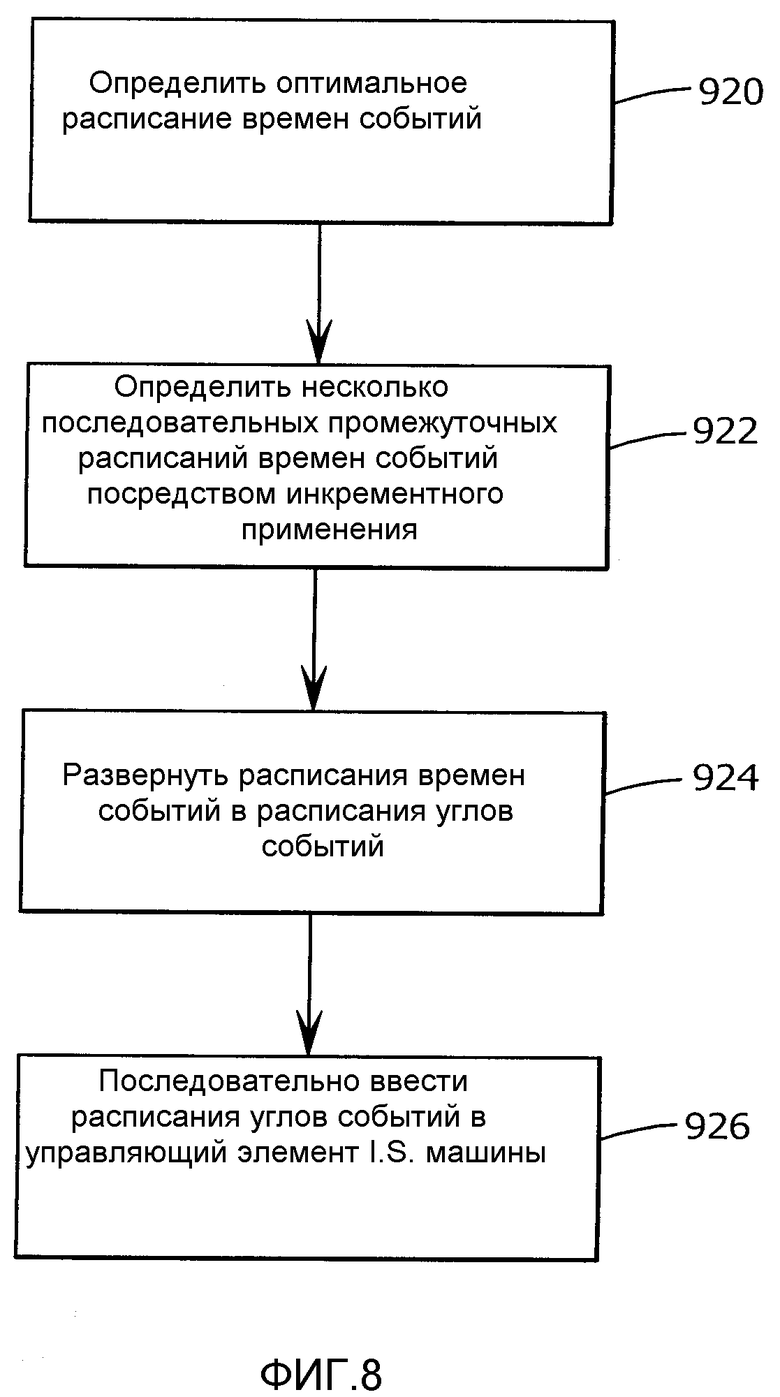
Фиг.8 - процедура инкрементного применения.
ОПИСАНИЕ ПРЕДПОЧТИТЕЛЬНОГО ВАРИАНТА ОСУЩЕСТВЛЕНИЯ
Фиг.1 иллюстрирует использование модели для вычислительной машины, раскрытой в вышеупомянутых патентах, для настройки существующей машины с определением оптимального времени цикла (Оптимального Времени Цикла) и оптимальных Углов Событий для этого расписания. С Продолжительностями Хода, Продолжительностями Под-хода, Нижними пределами Ветви Конфликта, Нижними пределами Ветви Последовательности, Временами Событий, Временем Цикла Машины и Статусом Оптимального Времени Цикла Машины/Цели/Блокировки, известными или введенными в Оптимизируемое Развернутое Расписание Для Минимального Времени Цикла, 82, вычислительная Модель 64 должна определить, Существует ли Выполнимый График? 83. Если нет, то модель должна Отклонить Входные данные 85. Если выполнимый график существует, то модель должна Свернуть Оптимальные Времена Событий в Углы 84 Событий и Отобразить Углы Событий И Новое Время Цикла Машины для цикла расписания, 86, чтобы они были доступны для ввода в блок контроллера устройства управления ("Отображение" включает в себя обновление указанных углов событий в элементе управления I.S. машины). Там, где имеет место под-ход, перемещение блока структуры может находиться во взаимном влиянии с некоторым другим элементом и при этом под-ходе может возникнуть конфликт. Ветви Последовательности в действительности имеют дело с тем, что некоторые события должны произойти до других событий, например, формы заготовки должны быть закрыты до возможности перемещения козырька для закрывания формы. Времена теплового формования являются временами, когда тепло отводится от стекла, или когда имеет место некоторый стеклоформующий процесс, такой как выдувание или прессование и т.д. Например, когда осуществляется выдувание заготовки в бутылку в форме выдувания, тепло должно переноситься от выдуваемой бутылки к поверхности формы, пока форма выдувания не откроется. Когда оператор блокирует времена теплового формования в процессе оптимизации, обработка стекла должна оставаться неизменной. "Цель" указывает, что было введено значение, которое предпочитает достигнуть оператор.
Фиг.2 иллюстрирует часть развернутой диаграммы ограничений цикла для I.S. машины, в которой серводвигатели управляют механизмами дутьевой головки и выталкивателя. Полное описание этого чертежа представлено в указанных патентах, но в этом описании "n" означает узел, "e" означает, что два подсоединенных узла находятся в один момент времени, "m" означает под-ход, "M" означает полный ход, "cz" означает зону конфликта и "c" означает, что два механизма вступают в конфликт.Как изображено, существуют три зоны конфликта, каждая из которых может приводить к конфликту между двумя указанными механизмами, и модель для вычислительной машины в своем анализе может учитывать каждую.
Согласно настоящему изобретению блоки этого чертежа, которые относятся, потенциально, к конфликту механизмов, где один или все механизмы не работают с серводвигателем, обозначены как "ветви конфликта из-за пользователя". Фиг.2A иллюстрирует "ветвь конфликта из-за пользователя", которая представляет ситуацию, где управление обоими двумя потенциально конфликтующими механизмами (дутьевой головкой и выталкивателем) не осуществляется серводвигателями (здесь ни один из них не управляется серводвигателем). В указанной ветви возможность возникновения конфликта из-за пользователя ("выталкиватель вступает в конфликт с дутьевой головкой") иллюстрирует ветвь "c", подсоединенную между начальными узлами (n1, n3) двух ветвей хода. Ветвь конфликта также может быть подсоединена между конечными узлами для указанных механизмов. Согласно чертежу, если "подъем дутьевой головки" начинается в n1 и заканчивается после этого в некоторое время n2, и "ввод отставителя" начинается в n3 (время, более позднее, чем n1) и заканчивается в n4, то конфликт не должен иметь место. Указанные времена запуска должны быть известны из существующей схемы углов событий. На фиг.2A просто предусмотрено, что если отставитель начинает работу в n3-n1 после n1, то конфликт не должен иметь место. Это обновление должно быть сделано в отношении модели каждый раз, когда может возникнуть конфликт между двумя механизмами, управление обоими из которых не осуществляется серводвигателями. В ветви конфликта из-за пользователя минимальным временем между запуском двух механизмов должно быть время, определенное согласно текущей диаграмме углов событий. Для пользователя, иногда, должна быть доступна возможность снижения этого нижнего предела в соответствии с оценкой по наблюдению пользователя.
После определения оптимального расписания, оно применяется к работающей машине без прерывания процесса производства стекла. Для этого, расписание событий обновляется с малыми приращениями относительно текущей работы до заключительного оптимального расписания в процессе, который будет определен, как "инкрементное применение".
На фиг.3 изображена блок-схема с подробным представлением процесса оптимизации. Сеанс инициируется в 202. Пределы инициализируются в 204, так что резервы последовательности и конфликтов не должны быть хуже, чем они есть при текущей синхронизации работы. Затем пользователь через интерфейс пользователя обновляет, как это требуется, текущую цель и предельные значения для ветвей схемы, 206. С использованием этих установочных параметров выполняется оптимизация, и пользователю обеспечивается предварительный просмотр оптимального решения, 208. Этот предварительный просмотр включает в себя оптимальную длительность ветвей схемы, а также указание относительно действительных пределов и относительно того, как они должны быть скорректированы для обеспечения возможности приближения оптимального решения к целевым значениям. Затем пользователь наблюдает за работой машины, 210, и оценивает, являются ли предложенные корректировки для действительных пределов допустимыми, (например, верно ли, что определенная пара механизмов находится на грани конфликта или остается ли резерв?) На основе предварительно просмотренных результатов и наблюдений пользователя пользователь может выбрать в блоке 212 решения «сделать дополнительные обновления для установочных параметров оптимизации», вернувшись в 206, «прервать сеанс и не изменять синхронизации событий», 214, или «продолжить и внести изменения». Если пользователь продолжает, то синхронизация машины должна быть инкрементно смещена от своего текущего состояния к оптимальной синхронизации 216. Каждое выполнение 216 изменяет углы событий самое большее на некоторое предварительно определенное максимальное приращение. После каждого такого инкрементного изменения пользователь наблюдает за работой машины, 218, чтобы проверить, что отсутствуют неизбежные конфликты, упорядочивая проблемы или нежелательные воздействия в информации о продукте. На основе этого наблюдения пользователь может выбрать в блоке 220 решения, «сделать следующее инкрементное изменение», вернувшись в 216, «сделать дополнительные обновления для установочных параметров оптимизации», 206, или «прервать процесс оптимизации». Если пользователь прерывает процесс оптимизации, то установочные параметры (долговременные данные) сохраняются по выбору пользователя 222, и сеанс связи завершается 224.
В основном, при оптимизации быстродействия машины должны обновляться углы событий на всех секциях. Причина этого в том, что все секции должны работать с одинаковым быстродействием, и оптимальная синхронизация событий для каждой секции зависит от быстродействия машины. Максимальное достижимое быстродействие машины ограничено максимальным достижимым быстродействием самой медленной секции. Все секции должны быть оптимизированы для работы с максимально достижимым быстродействием самой медленной секции.
Два варианта процесса инкрементного применения оптимального расписания подробно изображены на фиг.4-7. Использование дополненных ограничений представлено блок-схемой фиг.4, и геометрическая интерпретация этого подхода представлена на фиг.5. Альтернативный вариант, основанный на интерполяции, представлен блок-схемой фиг.6, и геометрическая интерпретация этого подхода изображена на фиг.7.
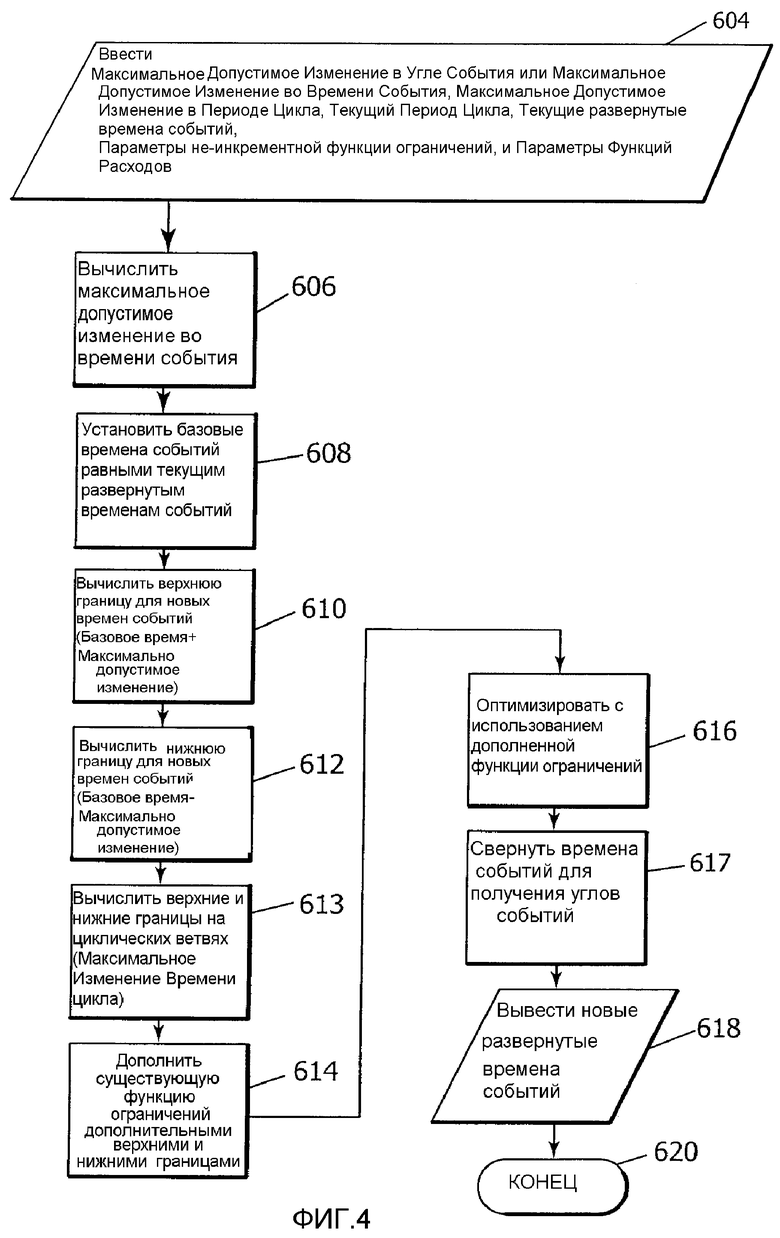
Инкрементное применение с использованием дополненных ограничений является одним подходом для создания промежуточных расписаний событий и ассоциированных с ними времен цикла (фиг.4). При подходе дополненных ограничений задача оптимизации с ограничениями неоднократно решается с дополненным вариантом исходной функции ограничений. В частности, функция ограничений исходной (предварительной) оптимизации дополняется дополнительными ограничениями, которые ограничивают максимальную величину, которая при каждом развернутом времени событий может изменяться относительно своего текущего значения. Этот процесс подробно представлен блок-схемой, изображенной на фиг.6. Процесс начинается с ввода 604 параметров исходной не-инкрементной функции ограничений и функций расходов, максимального допустимого изменения в любом угле события или максимального допустимого изменения в любом времени события, максимального допустимого изменения в периоде цикла, текущего периода цикла, текущих развернутых времен событий. Максимальное допустимое изменение в любом времени события, если оно не обеспечено в виде входных данных, вычисляется в 606 с использованием:
где
δt = величине максимального допустимого изменения в любом времени события;
δθ = величине максимального допустимого изменения в любом угле события;
T = периоду цикла;
δT = величине максимального допустимого изменения в периоде цикла.
Так как Изменение Времени события для заданного изменения в угле события зависит от периода цикла, то приведенная выше формула выбирает большее предельное значение. Это должно сохраняться для любого промежуточного значения изменения действительного времени цикла.
Базовые времена событий определяются равными текущим временам событий в блоке 608. Верхняя граница на новых временах событий устанавливается в блоке 610, суммированием максимального допустимого времени события с базовым временем. Подобно этому, нижняя граница вычисляется в блоке 612 вычитанием максимального допустимого изменения из базового времени. В блоке 613 верхние границы на длительностях циклических ветвей вычисляются суммированием и максимального допустимого изменения в периоде цикла с текущим периодом цикла, и нижние границы вычисляются вычитанием максимального допустимого изменения в периоде цикла из текущего периода цикла. В блоке 614 существующая функция ограничений дополняется указанными верхними и нижними границами на допустимых временах событий и длительностями циклических ветвей. В блоке 616 выполняется ограниченная оптимизация с использованием исходной функции расходов и дополненной функции ограничений. Возникающее в результате новые развернутые времена событий затем сворачиваются вокруг 360 (-градусного) вала для создания нового набора углов событий в блоке 617. В блоке 618 выводятся новые углы событий. Процесс выполняется в блоке 620, ожидая другого запроса пользователя на дополнительное приращение в направлении заключительного оптимального расписания или завершается при достижении неинкрементного решения.
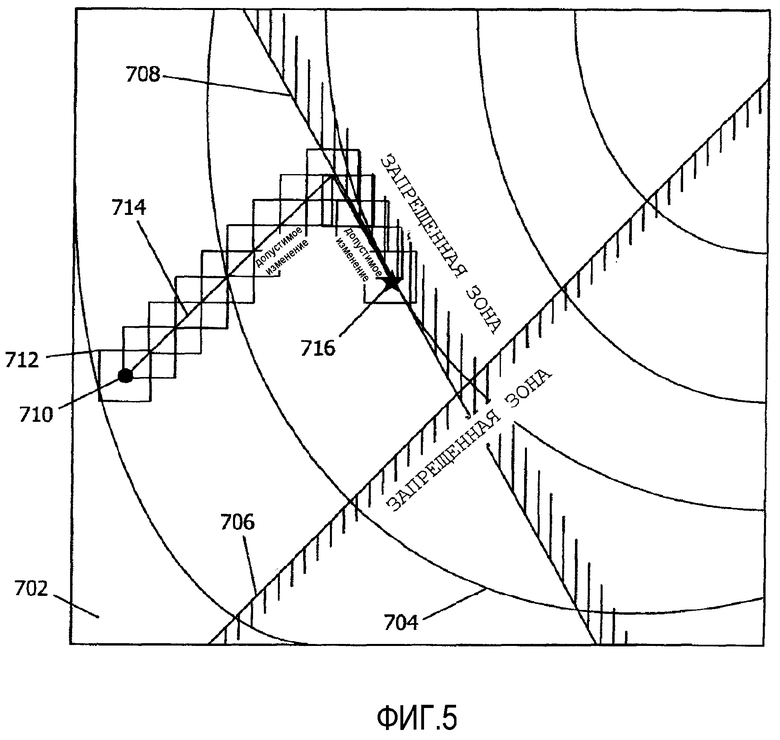
Такой подход может быть более понятным при рассмотрении геометрической интерпретации. В основном, расписание, состоящее из развернутых времен событий N событий может рассматриваться, как единственная точка в N-мерном пространстве. Это иллюстрирует фиг.5 для расписания, которое имеет только два времени событий. Любое определенное расписание наносится как точка в двухмерной плоскости 702, горизонтальная координата которой представляет время события для одного события в расписании, а вертикальная координата представляет второе событие в расписании. На этой плоскости изображаются линии 704 уровня границ 706 и 708 ограничений и функции расходов для исходной проблемы. Процесс инкрементного применения начинается с некоторого начального расписания 710, которое становится базовым временем для первого применения. Дополнительные дополненные ограничения на максимальное допустимое изменение могут быть видимы как прямоугольник 712, окружающий базовую точку 710. Эта дополненная задача оптимизации с ограничениями решается посредством выработки следующего расписания 718, которое находится в одной из дополненных границ ограничений. Оно становится новой базовой точкой, и процесс повторяется, следуя траектории 714, пока не достигнуто заключительное расписание.
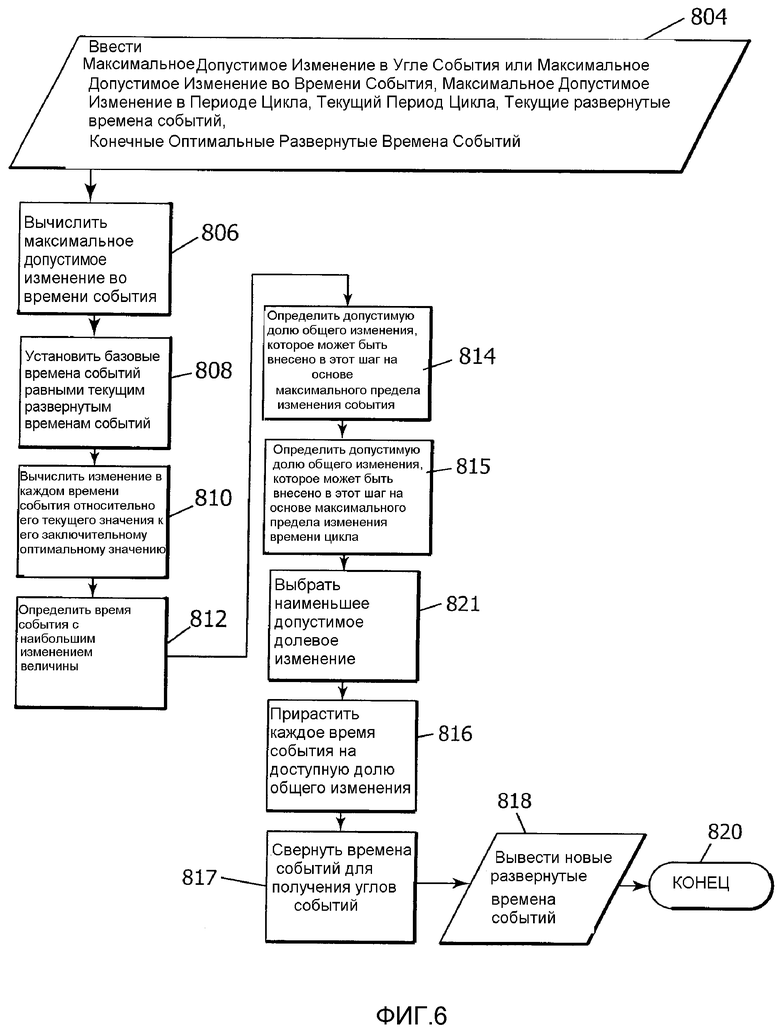
При подходе интерполяции новые расписания обнаруживаются посредством интерполяции между начальным и заключительным (предварительный просмотр) расписаниями. Этот процесс подробно представлен блок-схемой, изображенной на фиг.6. Процесс начинается с ввода 804 текущих развернутых времен событий, заключительных оптимальных развернутых времен событий, максимального допустимого изменения в любом угле события или максимального допустимого изменения в любое время события, максимального допустимого изменения в периоде цикла и текущего периода цикла. Максимальное допустимое изменение в любое время события, если оно не обеспечивается в виде входных данных, вычисляется в блоке 806 с использованием:

где
δt = величине максимального допустимого изменения в любом времени события;
δθ = величине максимального допустимого изменения в любом угле события;
T = периоду цикла;
δT = величине максимального допустимого изменения в периоде цикла.
Так как Изменение Времени события для данного изменения в угле события зависит от периода цикла, то приведенная выше формула выбирает большее предельное значение. Это должно сохраняться для любого промежуточного значения действительного изменения времени цикла.
Базовые времена событий определяются равными текущим временам событий, 808. Изменение в каждом отдельном времени события относительно его текущего значения в направлении его заключительного оптимального значения вычисляется в блоке 810. Время события с наибольшим изменением величины определяется в блоке 812. Доля общего изменения, которое может быть внесено без изменения этого наиболее чувствительного времени события более чем на допустимый предел, вычисляется в блоке 814. В блоке 815 вычисляется допустимая доля общего изменения, которое может быть сделано без изменения периода цикла более чем на максимальный допустимый предел. В блоке 821 выбирается наименьшая из долей, вычисленных в блоках 814 и 815. Затем вычисляется новое расписание в блоке 816 посредством приращения отдельных базовых времен событий на произведение доли, вычисленной в блоке 821, и общего изменения в отдельном времени события, вычисленном в блоке 810. Возникающее в результате развернутое расписание времен событий сворачивается вокруг 360 (-градусного) вала в блоке 817 для создания нового расписания углов событий. В блоке 818 выводятся новые углы событий. Процесс выполняется в блоке 820, ожидая другого запроса пользователя на дополнительное приращение в направлении заключительного оптимального расписания или завершается при достижении неинкрементного решения.
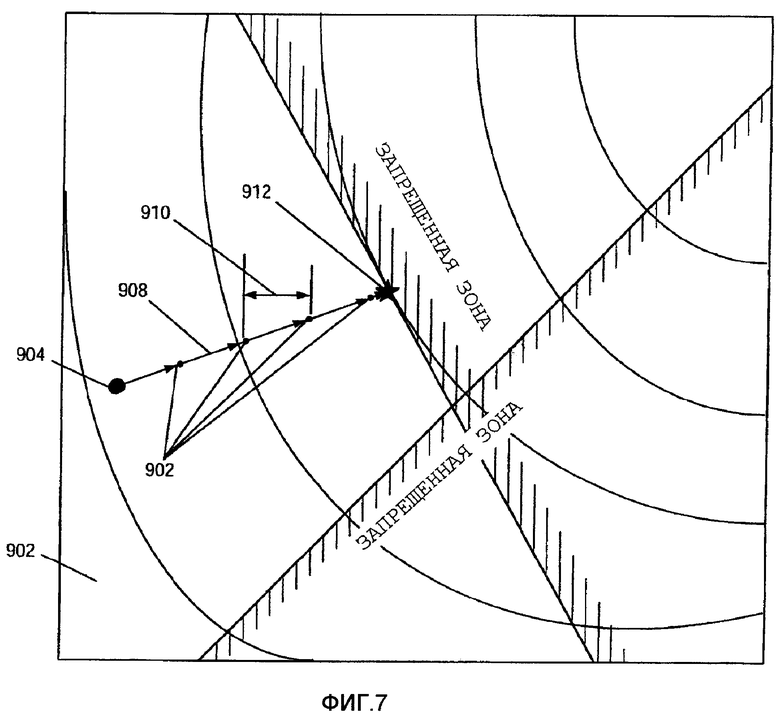
Этот подход может быть более понятен при рассмотрении геометрической интерпретации, иллюстрируемой фиг.7 для простого двумерного случая (расписание с двумя временами событий). Как описано ранее согласно фиг.5, любое определенное расписание может быть затем нанесено в виде точки в двумерной плоскости 902. Новые точки 906 расписания интерполируются по линии 908, соединяющей исходное расписание 904 и 912. Точки расписания размещены с промежутками по линии, так чтобы не превышать максимальное допустимое изменение на шаг в любое время 910 события. В данном возможном варианте это должно обусловливаться изменением в горизонтальной координате, так как данное перемещение по линии 908 должно создавать большее изменение в горизонтальной координате, чем в вертикальной. (Это предполагает, что ограничивающим фактором является максимальное допустимое изменение в углах событий. Если бы ограничивающим фактором было максимальное допустимое изменение в быстродействии, то должно было быть дополнительно сокращено расстояние 910).
Следует отметить, что текущий период цикла определяется длительностью любой циклической ветви в модели схемы. Соответственно, время цикла подразумевается в N-мерном представлении вектора расписания. Также, как альтернатива обеспечению процедуры инкрементной оптимизации текущим периодом цикла, оно может быть получено из текущих развернутых времен событий и индексов, ассоциированных с концами циклической ветви.
Фиг.8 изображает процедуру инкрементного применения. Оператор должен Определить 920 Оптимальное Расписание Времен Событий. Затем оператор посредством Инкрементного Применения должен Определить 922 Несколько Последовательных Промежуточных Расписаний Времен Событий. Затем оператор должен Развернуть Расписания Времен Событий В Расписания Углов Событий, 924, и Последовательно Ввести Расписания Углов Событий В Управляющий элемент I.S. Машины.
| название | год | авторы | номер документа |
|---|---|---|---|
| УПРАВЛЕНИЕ МНОГОСЕКЦИОННОЙ МАШИНОЙ | 2002 |
|
RU2286960C2 |
| УПРАВЛЕНИЕ МНОГОСЕКЦИОННОЙ МАШИНОЙ | 2002 |
|
RU2285671C2 |
| УПРАВЛЕНИЕ МНОГОСЕКЦИОННОЙ МАШИНОЙ | 2002 |
|
RU2286959C2 |
| УПРАВЛЕНИЕ МНОГОСЕКЦИОННОЙ МАШИНОЙ | 2002 |
|
RU2286957C2 |
| УПРАВЛЕНИЕ МНОГОСЕКЦИОННОЙ МАШИНОЙ | 2002 |
|
RU2285672C2 |
| УПРАВЛЕНИЕ МНОГОСЕКЦИОННОЙ МАШИНОЙ | 2002 |
|
RU2285673C2 |
| УПРАВЛЕНИЕ МНОГОСЕКЦИОННОЙ МАШИНОЙ | 2002 |
|
RU2286958C2 |
| УПРАВЛЕНИЕ МНОГОСЕКЦИОННОЙ МАШИНОЙ | 2002 |
|
RU2286956C2 |
| УПРАВЛЕНИЕ МНОГОСЕКЦИОННОЙ МАШИНОЙ | 2002 |
|
RU2286955C2 |
| СИСТЕМА И СПОСОБ УПРАВЛЕНИЯ ОПТИМИЗАТОРОМ ЦИКЛИЧЕСКОЙ СИНХРОНИЗАЦИИ С ЗАМКНУТЫМ КОНТУРОМ | 2012 |
|
RU2581433C2 |

Раскрыта система управления для стеклоформующей машины, которая принимает в виде входных данных углы событий, используемые для управления работой машины. Эти углы событий, которые определяют время в цикле, когда включается и выключается каждое событие, разворачиваются для представления времен в процессе формования стеклоизделий, который требует для выполнения более двух циклов машины. Определяется модель для вычислительной машины развернутого цикла, и устройство управления анализирует модель для вычислительной машины, как задачу оптимизации с ограничениями, для определения оптимального расписания времен событий и определяет несколько промежуточных расписаний времен событий в инкрементном применении. Техническим результатом является повышение управляемости стеклоформующей машины. 5 з.п. ф-лы, 9 ил.
1. Система управления для стеклоформующей машины, которая содержит множество перемещенных механизмов и процессов, которые используются в дискретные времена внутри цикла машины, при этом таблица углов событий определяет времена в цикле машины, когда используется каждый механизм или процесс, при этом стеклоформующая машина преобразовывает каплю стекломассы в бутылку в процессе обработки стекла, который требует для выполнения более двух циклов машины, и при этом углы событий цикла машины разворачиваются во времена событий процесса обработки стекла исходного расписания машинного цикла и представлены в виде вычислительной модели, содержащая
компьютер, сконфигурированный для анализа вычислительной модели как задачи оптимизации с ограничениями, для определения оптимального расписания времен событий процесса, и
для определения нескольких последовательных промежуточных расписаний времен событий процесса, при этом определяется последовательный переход системы управления от исходного расписания полного машинного цикла к оптимальному расписанию полного машинного цикла, при этом оптимальное расписание управляет стеклоформующей машиной.
2. Система управления по п.1, в которой упомянутые промежуточные расписания времен событий процесса определяются посредством линейной интерполяции.
3. Система управления по п.1, в которой каждое из упомянутых промежуточных расписаний времен событий процесса определяется посредством анализа вычислительной модели как задачи оптимизации с ограничениями.
4. Система управления по п.3, включающая верхнюю границу для новых времен событий, устанавливаемую суммированием максимального допустимого изменения в любом выбранном событии в исходном расписании полного машинного цикла, и нижнюю границу, определяемую вычитанием максимального допустимого изменения выбранного события в исходном расписании полного машинного цикла, при этом текущее время события дополняется верхней и нижней границами допустимых времен события, в результате чего возникает новое развернутое время события для выбранного события.
5. Система управления по п.2, включающая текущее время развернутого события, окончательное оптимальное время развернутого события, максимально допустимое изменение во времени любого события, максимально допустимое изменение в периоде машинного цикла и текущее время машинного цикла, в которой определяется допустимая доля общего изменения, которое может быть сделано без изменения периода цикла больше, чем на максимально допустимый предел, и определяется новое расписание посредством приращения отдельного базового времени событий на произведение допустимой доли общего изменения и изменением от текущего времени развернутого события и окончательного оптимального развернутого события.
6. Система управления по п.1, включающая терминал оператора, соединенный с компьютером.
Приоритет по пунктам:
03.11.2004, 12.08.2005 по пп.1-6.
| US 6722158 B2, 20.04.2004 | |||
| Система автоматического управления многосекционной машиной для формования стеклянных изделий | 1979 |
|
SU1145922A3 |
| Система автоматического управления машиной для изготовления стеклянных изделий | 1979 |
|
SU1034601A3 |
| US 3899915 A, 19.08.1975 | |||
| US 5486995 A, 23.01.1996 | |||
| US 5345389 A, 06.09.1994 | |||
| US 4783746 A, 08.11.1988 | |||
| US 3877915 A, 15.04.1975. | |||

