СО
4
У
2.Система по n.l, отличающаяся тем, что она снабжена генератором синхронизирующих импульеов, соединенным с диспетчерской вычислительной машиной и локальными вычислительными машинами секций.
3.Система поп.1, отличаю а а я с я тем, что она снабжена устройством ввода вывода данных, соединенным с диспетчерской вычислительной машиной.
4.Система по п.1, о т л и ч а rout а я с я тем что она снабжена
пультом управления отбракованных изделий, соединенным с диспетчерской вычислительной машиной.
5. Система по п.1, отличающаяся тем, что она снабжена датчиком наличия заготовок, ,соединенным с локальными вычислительными машинами.
б. Система по п.1, отличающаяся тем, что пульт оператора секций снабжен дистанционным пультом управления пуска и остановки.
1. СИСТЕМА АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ МАШИНОЙ ДЛЯ ИЗГОТОВЛЕНИЯ ;СТЕКЛЯННЫХ ИЗДЕЛИЙ, включающая диспетчерскую вычислительную машину и исЬолните ьные механизме секций для I- j / ./ изготовления стеклянных изделий, о тли чающаяся тем, что, с це-« лью повышения надежности а работе, она снабжена локальными вычислительньми мгииинами секций для изготовления стеклянных изделий, устройством для запоминания данных и управляющей программы и пультом управления оператора секции, причем локальные вычислительные машины секций соединены с диспетчерской вычислительной машиной, а также через пульт управления оператора секции - с исполнительными механизмами секций для изготовления стеклянных изделий,, а устройство для запоминания данных и управляющей ; програкваа соединено с диспетчерской вычислительной машиной. СО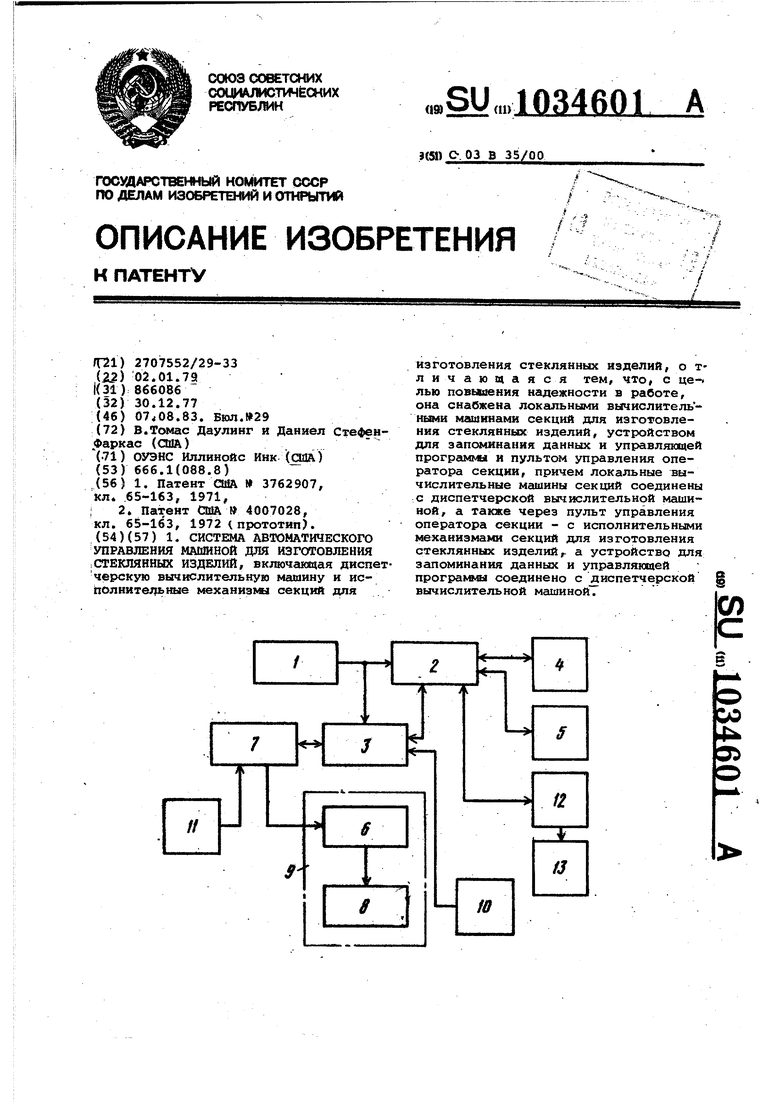
1 . Изобретение относится к машинам для изготовления стеклянных изделий V3 порций расплавленного стеклаj в частности к многосекционным машинам с электронным управлением для изготовления стеклянных изделий. Многосекционная машина для изгото ления стеклянных изделий включает р секций, каждая из которыхимеет сред ства для изготовления стеклянных из делий в синхронизированной последовательности операций. Обычно секции снабжаются от одного источника расплавленного стекла, которюе распределяет.ся к отдельные секциям в задан ной последовательности. Причем, когда одна секция принимает порцию, в это время другая подает к контейнеру законченное стеклянное изделие а другие секции выполняют различные операции из числа промежуточных операций по изготовлению изделий. Формующие средства в каждой секци обычно приводятся в действие от пнев матических двигателей. Известна система управления машиной для изготовления стеклянных изделий, включающая генератор синхрони зирукшщх импульсов для управления поворотом вала механического привода 113. Однако известная система не обеспечивает поддержание нужной степени синхронизации. Наиболее близкой к изобретению является система автоматического управления машиной для изготовления стеклянных изделий, включающая дист петчерскую вычислительную машину и исполнительные механизмы секций для изготовления стеклянных изделий Сз В данной системе диспетчерская машина реализует программу, которая распределяется по времени, выполняя различные функции в каждой отмельной секции. Поэтому не обеспечивается необходимая надежность работы сие-. темы. Цель изобретения - повышение надежности работы системы. Цель достигается тем, что автоматического управления машиной для изготовления стеклянных изделий включакнцая диспетчерскую вычислительную машину и .исполнительные механизьвл секций для изготовления стеклянных изделий, снабжена локальными вычислительными машинами секций для изготовления стеклянных изделий, устройством для запоминания данных и упраэлякяцей программы и пультом управления оператора секций, причем локальные вычислительнйе машины секций соединены С диспетчерской вычислительной машиной, а также через пульт управления оператора секции - с испойнительными механизмами секций для изготовления стеклянных изделий, а устройство для заполнения данных и управляквдей программы соединено с диспатчерской вычислительной машиной. Кроме того,/система снабжена генератором синхронизирующих импульсов, соединенным с диспетчерской вычислительной машиной и локальными вычислительными машинами секций, устройством ввода -вывода данных,соединеннымс: диспетчерской вычислительной машиной, пультом управления отбракованных изделий, соединенным с диспетчерской вычислительной машиной и датчиком наличия заготовок, соединенным с локальными вычислительными машинами, причем пульт оператора секций снабжен дистанционным ; пультом управления пуска и остановки. На чертеже приведена блок-схема предлагаемой системы. Система включает генератор 1 синхронизирующих импульсов для диспетчерской вычислительной машины 2 и локальных вычислителыйлх машин 3 от дельных секций, устройство 4 ввода вывода, устройство 5 для запоминав ния данных и управляющей программы/ блок 6 клапанов, пульт 7 управления оператора секций, исполнительные механизмы 8 для приведения в действие Фррмук11 кх механизмов отдельных секций 9, датчик 10 наличия заготовок, пульт 11 дистанционного управленияг пуском и остановкой, пульт 12 управления отбракованных изделий на участ ке 13 отбраковки. Система работает следукяцим образом. Генератор 1 синхронизирующих импульсов генерирует последовательност синхронизирующих импульсов к диспетчерюкой вычислительной машине 2 машины для изготовления стеклянных изделий и локальной вычислительной машине 3 отдельной секции { ЭВМ отдел ной секции). Устройство 4 ввода вывода и устройство 5 для запоминающих данных и управляющей програмки соединяются с диспетчерской вычисли гельной машиной 2 машины для изготов ления стеклянных изделий. Генератор 1 синхронизирующих импульсов генерирует синхронизирующий сигнал к диспетчерской вычислительной машине 2 и локальной вычислитель ной машине 3 отдельной секции и обес печивает синхронизацию цикла машины и последовательность операций, которые должны выполняться локальной вычислительной машиной отдельной секци Обычно синхронизация машины выражается в градусах, а цикл машины соста ляет ЗбО по своей продолжительности т.е, 360 синхронизирующих импульсов или некоторое кратное этому числу, составляют один цикл машины. Цикл дл каждой отдельной секции также состав ляет 36о, однако они для всех секци могут сдвигаться от начала цикла машины на различное число градусов, чтобы компенсировать разницу во врем ни подачи порций жидкого стекла к каждой секции. Этот генератор синхронизирующих импульсов также генерирует сигнал возвращения в исходное положе ние после. 360 синхронизируквдих импул сов, который используется диспетчерс кой машиной и локальной вычислительной машиной отдельной секции для определения конца и начала следуквдих один за другим циклов машины. Диспетчерская вычислительная маши на 2 для изготовления стеклянных изделий используется для того, чтобы вводить программы управления и данны согласования по времени в локальную вычислительную машину 3 отдельной се ции из запоминающего устройства 5. Оператор пользуется .устройством 4 :ввода - вывода,чтобы выбирать конкретные данные согласов ия по времени, которые должны загружаться в локальную вычислительную машину отдельной секции. Следует отметить, что локальная вычислительная маши-, на каждой отдельной секции имеет отдельную совокупность данных согласования по времени для определенной отдельной секцици, которой она управляет.. Локальная вычислительна} машина 3 отдельной секции генерирует сигнгиш управления к блоку 6 клапанов череэ пульт 7 управления оператора секции. . Блок клапанов соединяется с рядом исполнительных механизмов 8 для изготовления стеклянных изделий для приведения в действие формующих механизмов в предопределенной согласованной по времени последовательности операций при изготовлении стеклянных изделий Клапаны в блоке 6 клапанов приводятся в действие соленоидами JxHe показаны) ), которые управляются сигналами, генерируемымилокальной вычислительной машиной 3 отдельной секции в соответствии с управляющими программами и данными согласования по времени, которые запомиНошзтся в локальной вычислительной машине отдельной секции. Блок 6 клапанов и исполнительные механизмы 8 для изготовления стеклянных изделий .вместе составляют отдельную секцию 9. Датчик 10 наличия заготовки генерирует сигнал после обнаружения порции жидкого стекла в отдельной секции и включает схему обнаружения заготовки, ( не показана) для генерирования сигнала к локальной вычислительной машине 3 отдельной секции, который используется для корректировки синхронизации этой отдельной секции с присутствием порции жидкого стекПульт 7 управления оператора секции соединяется с локальной вычислительной машиной 3 отдельной секции и блоком 6 клапанов и используется оператором для того, чтобы корректировать синхронизацию механизмов. Приведение в действие отдельно взятого клапана может либо опережаться, либо задерживаться оператором, благодаря использованию пульта 7 управления оператора секции. Пульт 7 управления оператора секции может использоваться, чтобы варьирювать величину сдвига секции и синхронизацию отбраковки, а также может обеспечиваться дисплеем ( не показаны). . Последний Обеспечивает возмюжность для оператора проверять текущее значение синхронизации для конкретной функции меилины. Кроме того, пульт 7 управления оператора секции также используется для фиксации рабочего состояния отдельной секции. При зтом указанный пульт обеспечивается органами управления пуска и остановки и-распоЛагается на одной стороне мгшины и поэтому является легко доступным для оператора, когда оператор находится на этой стороне машины. Пульт 11 листанционного управления пуском и остановкой обычно монтируется на dTopoHe машины, которая противоположна соответствующему пульту управления оператора секции, т.е. органы управления пуском и остановкой являются легко доступными для опера тора с обеих сторон машины. Пульт 12 управления отбракованных изделий (бутылок) включает совокупность переключателей С.не показаны) каждый из которих соответствует конкретной полостей формы в каждой отдельной секции. Если оператор хочет отбраковать отдельные стеклянные изделия, он приводит в действие соответствующий переключатель на пул те 12. Диспетчерская вычислительная машина 2 периодически,сканирует пуль 12, чтобы видеть не приведен ли в действие какой-либо из переключателей. Когда диспетчерская машина 2 обнаруживает приведенный в действие переключатель, она сравнивает величину синхронизации отбраковки, соответствующую отдельной секции с текущим состоянием машины для изготовления изделий. Бели эти два значения являются равщлми, сигнал управления отбраковкой подается к участку 13 отбраковки бутылок и соотбетствуквдая бутылка (.бутылки} отбраковываются. При синхронизации клапанов опера тор может использовать пульт 7 управ ления оператора секции для регулирования величины синхронизации отбраковки ДЛЯ отдельной секции так, чтобы стеклянн изделия отбраковывались из выбранной полости , когда она прибывает к участку 13 отбраковки. Величина синхронизации отбраковки запоминается в локальной вычислительной машине отдельной секции. Через заданный интервал, обычно каждую одну минуту, диспетчерская машина 2 считывает величины синхронизации отбраковки из локальной вычислительной машины 3 отдельной секции и запоминает их. Каждый раз, когда имеется изменение в положении мэшины для изготовления стеклянных изделий на один градус, диспетчерская машина 2 сравнивает новое положение машины с величинами синхронизации отбраковки и генерирует сигнал отбраковки, когда они соответствуют. Кроме того, диспетчерская вычислительная машина 2 машины для изготовления стеклянных изделий , Дсм.черт.) соединяется с устройством 4 ввода-вывода, которое может быть телепрйнтером, имекнцим ввод . данных с клавиатуры и вывод данных на печатающее устройство. И с запоминающимчустройством 5, которое может быть выполнено на г.ибких дисках. Это запоминающее устройство запоминает как программы управления, так и данные согласования по времени для изготовления каждого типа стеклянных изделий. Предлагаемая система позволяет повысить надежность работы.
