Изобретение относится к области техники высоких напряжений, в частности техники электрической изоляции в вакууме и разработки способов повышения электрической прочности вакуумной изоляции вакуумных промежутков в высоковольтных электровакуумных приборах и устройствах, включая источники электромагнитного излучения микроволнового и рентгеновского диапазонов, ускорители заряженных частиц и др.
Актуальность этой задачи обусловлена необходимостью увеличения энергоемкости таких приборов и устройств за счет повышения рабочих напряжений при неизменных габаритах, уменьшения габаритов при неизменных напряжениях либо одновременного уменьшения габаритов и повышения рабочих напряжений. Любой из перечисленных выше подходов ведет к увеличению напряженности электрического поля в изолирующих промежутках, следовательно, к появлению (усилению) предпробойной проводимости и к пробою. Источниками предпробойной проводимости и пробоя являются эмиссионные центры на катоде [1], представляющие собой локальные неоднородности поверхности с высокой эмиссионной активностью. Эмиссионные центры могут быть как непосредственной причиной пробоя, так и источником рассеянных электронов, приводящих к вторичным процессам и к пробоям.
Все известные способы обработки электродов направлены на снижение их эмиссионной активности за счет удаления эмиссионных центров. К настоящему времени разработан ряд способов тренировки изолирующего вакуумного промежутка пробоями (например, [2] и [3]), отличающихся режимами тренировки (длительности и амплитудные значения импульсов тока, последовательности импульсов с различными параметрами, сочетание импульсного и постоянного напряжения и т.п.). Такая обработка выполняется непосредственно в собранном и вакуумированном приборе. При протекании тока пробоя происходит разрушение эмиссионного центра за счет его расплавления и частичного испарения. Однако высокие градиенты давления, возникающие в эмиссионном центре при пробое, приводят к выплескиванию части расплава в виде капель. Вследствие этого продукты эрозии электродов, возникающие при тренировке пробоями, распределяются по внутренним поверхностям прибора, создавая новые эмиссионные центры на рабочих поверхностях электродов. Кроме того, острые края кратеров, образующихся при тренировке пробоями, также являются эмиссионными центрами.
Недостаток тренировки изолирующих промежутков пробоями устраняется, если обработка рабочих поверхностей электродов осуществляется предварительно в отдельной вакуумной камере. При этом, как и при тренировке пробоями, эмиссионные центры должны оплавляться. Поскольку локализация эмиссионных центров заранее неизвестна, то должна быть оплавлена вся рабочая поверхность электрода. Такой подход реализуется при использовании способов [4] и [5], последний из которых взят нами в качестве прототипа. В прототипе поверхность доводится до плавления с использованием сфокусированного излучения лазера, при этом фокальное пятно перемещается по поверхности, покрывая за счет сканирования всю рабочую поверхность электрода.
Недостатком этого способа является малый размер фокального пятна лазера, в результате чего сканирование является длительной и трудоемкой операцией. Кроме того, использование этого способа для обработки электродов сложной формы сопряжено с необходимостью использования сложных систем позиционирования поверхности относительно фокального пятна фокусирующей оптики, поскольку при обработке предъявляется требование перпендикулярного падения излучения на поверхность и нахождение фокального пятна непосредственно на поверхности. Еще одним недостатком прототипа является перенос загрязнений из фокального пятна на области, уже подвергнутые обработке. Одним из основных источников пробоя являются легкоплавкие включения на поверхности электродов, являющихся загрязнениями [6]. При плавлении основного материала в фокальном пятне происходит интенсивное испарение легкоплавких включений и их частичная конденсация на близлежащих поверхностях, включая ту часть электрода, которая уже подвергнута обработке. Этот обратный поток загрязнений ограничивает качество обработки. Для уменьшения концентрации примесей на поверхности электродов изолирующих вакуумных промежутков возможно использование сверхчистых материалов [7], но такой подход приводит к резкому увеличению себестоимости электровакуумного устройства, в котором используются электроды.
Задачей заявляемого технического решения является повышение электрической прочности изоляции в вакууме за счет снижения эмиссионной активности электродов в высоковольтных вакуумных приборах.
Техническим результатом заявляемого способа является:
а) повышение качества обработки электродов изолирующих промежутков высоковольтных электровакуумных приборов,
б) упрощение процесса обработки электродов сложной формы,
в) снижение стоимости электродов.
Указанный технический результат при осуществлении изобретения достигается тем, что в известном способе обработки электродов изолирующих промежутков высоковольтных электровакуумных приборов путем оплавления рабочих поверхностей электродов концентрированными потоками энергии согласно изобретению оплавление осуществляют импульсным широкоапертурным электронным пучком с последующим нанесением на электроды покрытия из металла с низкой эмиссионной активностью и повторным оплавлением рабочей поверхности электродов импульсным широкоапертурным электронным пучком, при этом глубина расплавленного поверхностного слоя должна превышать толщину покрытия, а способ обработки осуществляют в едином вакуумном цикле.
Использовался импульсный широкоапертурный электронный пучок диаметром сечения 8-10 см [8]. Для таких пучков глубина области пространства, доступного для обработки, имеет значение порядка диаметра пучка. При этом допустимым условием является угол между осью пучка и касательной к поверхности до 45 градусов, позволяющий обеспечивать режим поверхностного плавления [9]. В совокупности это позволяет обрабатывать электроды сложной формы. Параметры пучка устанавливаются такими, чтобы при воздействии происходило плавление тонкого поверхностного слоя рабочей поверхности электродов в единицы микрон без его существенного испарения. При таком воздействии происходит избирательное испарение легкоплавких и диэлектрических включений и гарантированное оплавление острых микровыступов. После процесса оплавления рабочей поверхности электрода производим целенаправленное осаждение металлической пленки на рабочую поверхность электродов, сплавляемую электронным пучком с основным материалом электрода. При осаждении пленки из металлических материалов с большой работой выхода и одновременно высокой химической стойкостью можно формировать оплавленный поверхностный слой, обладающий предельно низкой эмиссионной активностью даже в случае использования в качестве исходного материала электрода относительно дешевых конструкционных металлов и сплавов (либо материалов, обладающих требуемыми объемными характеристиками) с низкой стойкостью поверхности к пробою в вакууме.
На чертеже представлена последовательность операций, реализующих предлагаемый способ в едином вакуумном цикле.
Операция И (Исходный электрод). Исходный электрод после механической обработки очищается растворителями высокой чистоты. Несмотря на очистку на рабочей поверхности электрода имеются эмиссионные центры, связанные с неоднородностью рельефа и загрязнениями (инородными включениями), не растворимыми в воде, растворах кислот и щелочей и органических растворителях.
Операция П (Пучок). Рабочая поверхность электрода оплавляется импульсным широкоапертурным электронным пучком с целью очистки и сглаживания рабочей поверхности электрода.
Операция Н (Нанесение покрытия). На рабочую поверхность электрода наносится покрытие толщиной менее глубины расплава, формируемого электронным пучком. Покрытие наносится из материала, обладающего низкой эмиссионной активностью (например, никеля или нержавеющей стали).
Операция П (Пучок). Рабочая поверхность электрода повторно оплавляется импульсным широкоапертурным электронным пучком с целью сплавления покрытия с основным материалом электрода.
Операция Р (Результат). Облучение электрода останавливается, и на его рабочей поверхности формируется гладкий модифицированный слой, имеющий низкое содержание инородных включений и обладающий низкой эмиссионной активностью.
Пример конкретного выполнения. Для проверки положительного эффекта реализации способа обработки в качестве материала электродов была выбрана электротехническая медь марки M1 (ГОСТ 495-70). Данный материал является недорогим и широко используемым в промышленности, но из-за большого содержания примесей он не обеспечивает достаточно высокого уровня электрической изоляции вакуумных промежутков. Именно поэтому медь M1 не используется в настоящий момент в качестве материала изолирующих промежутков вакуумных приборов. Где это возможно, используются другие материалы электродов, например молибден или железоникелевые сплавы. Однако в сильноточных электровакуумных устройствах требуются высокая электропроводность и теплопроводность электродов, и в таких случаях используется медь высокой чистоты (бескислородная, вакуумной плавки). Однако даже чистая медь не обеспечивает того же уровня прочности вакуумной изоляции, который обеспечивают железоникелевые сплавы, включая нержавеющую сталь. Именно поэтому реализация данного способа для медных электродов представляет большой практический интерес. Для эффективности применения способа обработки был проведен статистический эксперимент с использованием не менее 30 электродных пар, изготовленных из листовой меди марки M1. Электроды имели форму плоских дисков диаметром 60 мм, имеющих скругленные края. Испытания проводились в безмасляном вакууме с давлением остаточной атмосферы 10-6 Торр. Для испытания использовались стандартные грозовые импульсы напряжения (1.2/50 мкс) амплитудой до 190 кВ. В экспериментах проводились сравнительные измерения электрической прочности вакуумной изоляции промежутков с контрольными и обработанными электродами. Контрольные электроды (не менее 10 пар) подвергались электрохимической полировке в ортофосфорной кислоте с последующей промывкой в ультразвуковой ванне с дистиллированной водой. Электрическая прочность промежутков с такими электродами составила 270±40 кВ/см. Другая партия электродов (не менее 10 пар) подвергалась обработке электронным пучком в режиме плавления поверхностного слоя толщиной порядка 3±1 микрометров (режим «П»). При длительности электронного пучка 3÷5 мкс такой режим обработки достигается при плотности энергии порядка 10 Дж/см2. В процессе оплавления поверхности инородные включения испаряются, поскольку они не имеют достаточного контакта с основным материалом. Кроме того, оплавленная поверхность сглаживается вследствие действия сил поверхностного натяжения. Обработанные пучком электродные пары имели электрическую прочность 310±40 кВ/см. Третья партия электродов (не менее 10 пар) обрабатывалась с использованием полного цикла обработки (режим «ПНП»). Было выполнено 10 циклов. В качестве материала, наносимого на медь, использовалась нержавеющая сталь марки 12Х18Н10Т (ГОСТ 5632-72). Толщина наносимого за один цикл слоя составляла 0,5 мкм. Электрическая прочность вакуумных промежутков с такими электродами составила 690±60 кВ/см. Измерения электрической прочности для электродных пар, выполненных из нержавеющей стали и обработанных электронным пучком в режиме «П», дали аналогичные результаты.
Таким образом, повышение качества обработки электродов изолирующих промежутков высоковольтных электровакуумных приборов происходит за счет значительного увеличения площади поверхности электрода, находящейся одновременно в состоянии поверхностного плавления.
Упрощение процесса обработки электродов сложной формы происходит путем использования иных принципов создания концентрированных потоков энергии, позволяющих формировать и транспортировать поток нужной плотности энергии на расстояние, необходимое для обработки электрода, не используя фокусировку с ограниченной глубиной фокусировки.
Снижение стоимости электродов - электроды изготовляются из простых конструкционных материалов, при этом требуемый уровень электрической прочности вакуумной изоляции достигается за счет обработки поверхности с использованием концентрированных потоков энергии.
Источники информации
1. И.Н.Сливков. Процессы при высоком напряжении в вакууме. М.: Энергия, 1986, 256 с.
2. Патент RU 2305344 C2, H01H 33/664. Бочкарев B.C. Способ тренировки межконтактного зазора вакуумных выключателей высоким напряжением.
3. Патент RU 2276425 C1, H01J 19/44. Емельянов А.А. Способ повышения электрической прочности вакуумной изоляции.
4. Авторское свидетельство SU 1802633 А1, H01J 9/02. Герцен А.Т., Котюргин Е.А., Веревкин А.Г., Жариков В.М. Способ обработки рабочих поверхностей молибденовых электродов мощных электровакуумных приборов.
5. Авторское свидетельство SU 1800498 А1, H01J 9/42. Кассиров Г.М., Шумилова Н.Н. Способ повышения электрической прочности изоляционных промежутков в вакууме.
6. Е.Mahner, N.Minatti, H.Piel, N.Pupeter / Experiments on enhanced field emission of niobium cathodes // Applied Surface Science, 1993, Vol.67, № 1, hp.23-28.
7. C.S.Mayberry, B.Wroblewski, Е.Schamiloglu, and C.B.Fleddermann / Suppression of vacuum breakdown using thin-film coatings // J. Appl. Phys., 1994, Vol.76, № 7, pp.4448-4450.
8. Озур Г.Е., Проскуровский Д.И., Карлик К.В. / Источник широкоапертурных низкоэнергетических сильноточных электронных пучков с плазменным анодом на основе отражательного разряда // ПТЭ, 2005, №6, стр.58-65.
9. Yoshiyuki Uno, Akira Okada, Kensuke Uemura, Purwadi Raharjo, Toshihiko Furukawa, Kosaku Karato. High-efficiency finishing process for metal mold by large-area electron beam irradiation. Precision Engineering, Vol.29, 2005, pp.449-455.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки электродов изолирующих промежутков высоковольтных электровакуумных приборов | 2017 |
|
RU2665315C1 |
| ВЫСОКОВОЛЬТНЫЙ ЭЛЕКТРОННЫЙ ПРИБОР | 2010 |
|
RU2418339C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ РАБОТЫ ВЫХОДА | 2002 |
|
RU2250527C2 |
| Рентгеновская трубка | 1977 |
|
SU764005A1 |
| СПОСОБ СНИЖЕНИЯ ПАРАЗИТНЫХ ПРЕДПРОБОЙНЫХ ТОКОВ В ВАКУУМНЫХ ВЫСОКОВОЛЬТНЫХ ПРОМЕЖУТКАХ | 2005 |
|
RU2287872C1 |
| СПОСОБ ПОВЫШЕНИЯ ЭЛЕКТРИЧЕСКОЙ ПРОЧНОСТИ ВАКУУМНОЙ ИЗОЛЯЦИИ | 2004 |
|
RU2276425C1 |
| Способ высоковольтной тренировки отпаянного электровакуумного прибора с металлопористыми катодами | 2017 |
|
RU2656147C1 |
| Способ повышения электрической прочности вакуумной изоляции | 1984 |
|
SU1167668A1 |
| Способ повышения электрической прочности вакуумной изоляции | 1975 |
|
SU550702A1 |
| СПОСОБ ПОВЫШЕНИЯ ЭЛЕКТРИЧЕСКОЙ ПРОЧНОСТИ ВАКУУМНОЙ ИЗОЛЯЦИИ | 2003 |
|
RU2241277C1 |
Изобретение относится к технике высоких напряжений, в частности к технике электрической изоляции в вакууме, и может быть использовано в высоковольтных электровакуумных приборах с целью улучшения их эксплуатационных характеристик. Способ обработки электродов изолирующих промежутков высоковольтных электровакуумных приборов заключается в том, что рабочие поверхности электродов изолирующих промежутков оплавляют импульсным широкоапертурным электронным пучком с последующим нанесением на электроды покрытия из металла с низкой эмиссионной активностью и повторным оплавлением рабочей поверхности электродов импульсным широкоапертурным электронным пучком, при этом глубина расплавленного поверхностного слоя должна превышать толщину покрытия, а способ обработки осуществляют в едином вакуумном цикле. Технический результат - повышение электрической прочности изоляции в вакууме, достигаемое даже при использовании основного материала электрода, не обеспечивающего высокие электроизоляционные характеристики вакуумных промежутков. 1 ил.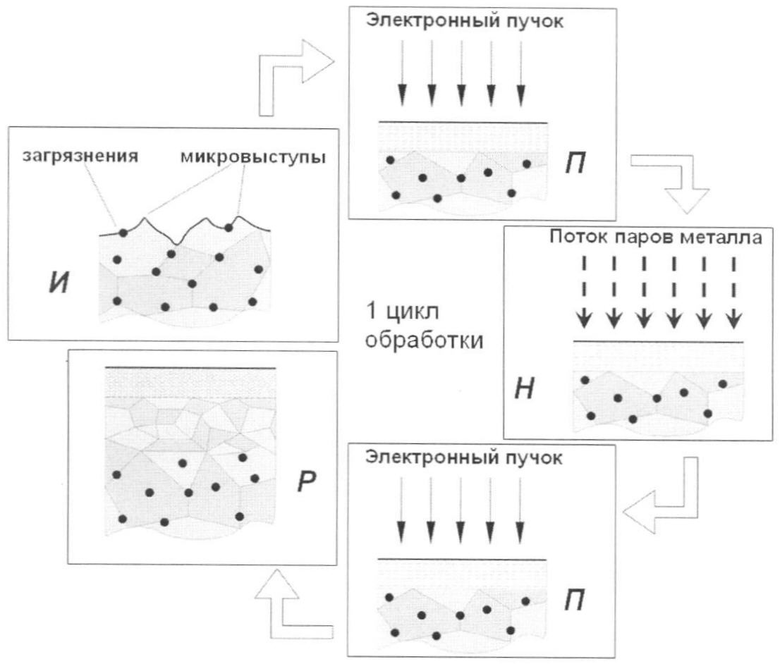
Способ обработки электродов изолирующих промежутков высоковольтных электровакуумных приборов путем оплавления рабочих поверхностей электродов концентрированными потоками энергии, отличающийся тем, что оплавление осуществляют импульсным широкоапертурным электронным пучком с последующим нанесением на электроды покрытия из металла с низкой эмиссионной активностью и повторным оплавлением рабочей поверхности электродов импульсным широкоапертурным электронным пучком, при этом глубина расплавленного поверхностного слоя должна превышать толщину покрытия, а способ обработки осуществляют в едином вакуумном цикле.
| SU 1802633 A1, 10.04.2001 | |||
| СПОСОБ ПОВЫШЕНИЯ ЭЛЕКТРИЧЕСКОЙ ПРОЧНОСТИ ВАКУУМНОЙ ИЗОЛЯЦИИ | 2004 |
|
RU2276425C1 |
| US 5637957 A, 10.06.1997 | |||
| Способ и установка для выработки механической и тепловой энергии | 2017 |
|
RU2665794C1 |

