Изобретение относится к области машиностроения, в частности для получения композиционных материалов с высоким (до 92%) объемным содержанием порошков алмаза и/или кубического нитрида бора, которые могут быть использованы, например, в качестве режущих элементов в различных инструментах: буровом, правящем, в инструментах для камнеобработки и стройиндустрии и др. Кроме того, из композиционного материала могут быть изготовлены прочные, износостойкие детали машин и приборов, например втулки для подшипников скольжения и т.п.
Известен способ изготовления композиционного материала для режущих элементов, при котором в форму укладывают с помощью вибрации порошок сверхтвердого материала и пропитывают полученный брикет связующим при температуре и давлении ниже области стабильности алмаза. Для получения материала с высоким (до 75%) объемным содержанием сверхтвердых компонентов последние берут двух-трех размерностей и укладывают их послойно в форму, подвергая форму после размещения каждого слоя порошков определенной зернистости вибрации для проникновения более мелких порошков в свободные пространства между более крупными порошками. В качестве крупных порошков сверхтвердых материалов используют порошки алмаза или кубического нитрида бора размером 50-2000 мкм, в качестве первых мелких порошков берут порошки алмаза, кубического нитрида бора, карбида вольфрама, карбида кремния или окиси алюминия размером 25-75 мкм, а в качестве вторых мелких порошков берут порошки размером менее 25 мкм (патент США №5096465, кл. 51-295, 1992 г.).
Недостаток способа состоит в том, что порошки сверхтвердого материала каждой зернистости вводят в форму последовательно слоями с наложением на каждый слой порошка вибраций, чтобы обеспечить распределение мелких зерен по всему объему слоя из порошков крупной зернистости, причем при использовании еще более мелких порошков последние должны распределиться между крупными и первыми мелкими порошками. Таким образом, количество слоев, которые определяют концентрацию материала, определяется количеством зернистостей порошков, вводимых в состав материала, а с увеличением количества зернистостей, особенно при использовании микропорошков, увеличивается трудоемкость получения материала заданной высоты и ухудшается равномерность распределения порошков в объеме материала.
Технической задачей является снижение трудоемкости способа получения композиционного материала с высоким (до 92%) объемным содержанием порошков алмаза и/или кубического нитрида бора, а также получение материала с равномерным распределением порошков по всему объему, в том числе материала с большой высотой рабочего слоя.
Технический результат достигается тем, что в способе получения композиционного материала, на основе порошков алмаза и/или кубического нитрида бора, при котором порошки слоями помещают в форму, уплотняют и пропитывают их металлами или сплавами, порошки алмаза и/или кубического нитрида бора берут разной прочности и размещают их в форме, чередуя слои порошков большей и меньшей прочностей, и уплотнение проводят после размещения каждого слоя порошков меньшей прочности при давлении, величину которого выбирают из условия Σпр>Р>Σм.пр; где Р - величина давления при уплотнении, Σпр - прочность порошков большей прочности, Σм.пр - прочность порошков меньшей прочности, при этом порошки большей прочности для каждого слоя берут в количестве, обеспечивающем образование слоя в одно зерно, а объемное содержание порошков меньшей прочности для каждого слоя выбирают из условия 0,8-1,0 объема пространств, образуемых уложенными порошками большей прочности.
Способ поясняется чертежами.
На фиг.1 схематично показано расположение слоями зерен порошков алмаза и/или кубического нитрида бора большей и меньшей прочностей до уплотнения.
На фиг.2 схематично показан вид сверху на уложенные порошки алмаза и/или кубического нитрида бора большей и меньшей прочностей до уплотнения.
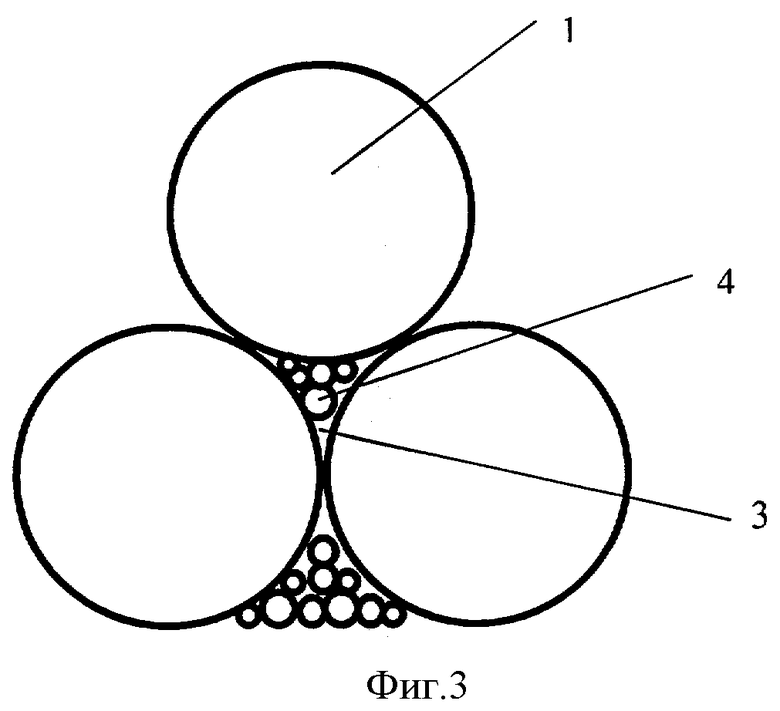
На фиг.3 схематично показано расположение порошков алмаза и/или кубического нитрида бора большей прочности и размещение в пространствах, образованных уложенными зернами порошков большей прочности, полученных фрагментов порошков меньшей прочности после раздавливания.
Способ осуществляется следующим образом.
Для получения композиционного материала в форму укладывают порошок алмаза и/или кубического нитрида бора большей прочности 1 в один слой «а» в одно зерно, на котором размещают слоем «б» порошок алмаза и/или кубического нитрида бора меньшей прочности 2. Объемное содержание порошков меньшей прочности для каждого слоя выбирают из условия 0,8-1,0 объема пространств 3 (фиг.1), образуемых уложенными порошками большей прочности. После каждой укладки порошков меньшей прочности слои уплотняют при давлении, величину которого выбирают из условия Σпр>Р>Σм.пр, где Р - величина давления при уплотнении, Σпр - прочность порошков большей прочности, Σм.пр - прочность порошков меньшей прочности. Такое давление обеспечивает раздавливание порошков меньшей прочности на фрагменты 4, а порошки большей прочности сохраняют свои размеры. Фрагменты, полученные из порошков меньшей прочности, заполняют пространства, образованные зернами порошков большей прочности 1. В таком порядке заполняют графитовую форму на требуемую высоту. Сверху на уплотненные порошки помещают пропиточный материал - связующее. В качестве пропиточного материала - связующего обычно берут металлы или сплавы металлов, которые смачивают порошки алмаза и/или кубического нитрида бора. Для расширения диапазона выбора пропиточного материала порошки большей прочности могут быть покрыты материалом, который смачивается пропиточным составом. Затем форму нагревают до температуры, при которой металл или сплав металлов приобретает требуемую жидкотекучесть для инфильтрации сквозь прессовку и заполнения не занятых порошками пространств и связывания их друг с другом. Для достижения оптимальной пропитываемости материала температура инфильтрации должна быть на 50-100°С выше температуры плавления металла или сплава металлов.
По окончании процесса пропитки материал подвергают механической обработке для получения элементов требуемой формы и размера в соответствии с назначением.
При уплотнении менее прочные порошки алмаза и/или кубического нитрида бора 2 в результате воздействия давления раздавливаются на фрагменты 4 различных размеров: могут образовываться фрагменты двух, трех и более зернистостей, которые заполняют пространства 3 между зернами порошков с большей прочностью 1 с достаточной плотностью.
Прочные порошки алмаза и/или кубического нитрида бора следует располагать в каждом слое в одно зерно, преимущественно, по схеме гексагональной упаковки в слоях. Расположение прочных порошков слоем в одно зерно упрощает процесс получения более равномерного распределения всех порошков в объеме материала и возможность получения материалов большой высоты. Увеличение количества зерен прочных порошков в слое ухудшит условия проникновения фрагментов, полученных после раздавливания менее прочных порошков в пространства между прочными порошками, и тем самым ухудшит равномерность распределения всех порошков в объеме материала.
Объемное содержание порошков меньшей прочности для каждого слоя определяется размером порошка и выбрано из условия 0,8-1,0 объема пространств, образуемых уложенными порошками большей прочности. Такое их содержание обеспечивает размещение зерен порошков меньшей прочности в каждом слое также в одно зерно, практически, в углублениях между порошками большей прочности (фиг.1), выступание над зернами порошков большей прочности, необходимое для их раздавливания и достаточного заполнения пространств 3 фрагментами 4, полученными после раздавливания порошков меньшей прочности. Увеличение количества порошков меньшей прочности приведет к нарушению равномерности распределения порошков в материале, к появлению ошибок при укладке порошков большей прочности, которые в последующих слоях располагают на раздавленных и уплотненных порошках меньшей прочности. При уменьшении количества порошков меньшей прочности уменьшится объемное содержание всех порошков в материале и, кроме того, не произойдет их раздавливание.
Таким образом, укладка порошков алмаза и/или кубического нитрида бора слоями в одно зерно с объемным содержанием порошков меньшей прочности, равным 0,8-1,0 объема пространств, образуемых уложенными порошками большей прочности, позволяет получить оптимальную гексагональную упаковку зерен, обеспечивая содержание порошков в материале до 92% об.
Для получения композиционного материала могут быть использованы любые марки порошков алмаза (природные алмазы от А1 до А8, синтетические алмазы от АС2 до АС 160, а также синтетические поликристаллические алмазы АРС3, АРС4 и др.) и/или кубического нитрида бора (ЛО, ЛП, ЛВ). Цифровой индекс в обозначении марки алмаза характеризует напрямую или косвенно прочностные характеристики порошка. Марку порошков выбирают с учетом требований, предъявляемых к материалу, в зависимости от его назначения и т.п. Для получения материала могут быть использованы также смеси порошков алмаза и кубического нитрида бора. Например, в качестве порошков большей прочности могут быть использованы алмазные порошки, а в качестве порошков меньшей прочности - порошки кубического нитрида бора и наоборот.
Давление прессования выбирают таким образом, чтобы прочные порошки сохраняли свою целостность, а менее прочные порошки раздавливались на фрагменты. Например, при использовании в качестве прочных порошков алмазов марки АС 100 зернистостью 315/250 и менее прочных порошков алмаза марки АС2 зернистостью 80/63 давление прессования должно находиться в диапазоне 1,0-1,5 т/см2. При таком давлении размельчению будут подвергаться только менее прочные порошки алмаза. Уплотнение порошков после укладки каждого слоя порошков меньшей прочности способствует наиболее оптимальному распределению фрагментов этих порошков между порошками большей прочности без накопления ошибок в укладке зерен.
Таким образом, для получения материала с высоким содержанием порошков алмаза и/или кубического нитрида бора первоначально берутся порошки только двух размеров, при этом отпадает необходимость в микропорошках, применение которых вызывает существенное усложнение процесса изготовления материала. Это дает возможность производить укладку порошков простыми способами, например вибрацией, необходимой только для равномерного распределения зерен порошков на поверхности предыдущего слоя, укладывать неограниченное количество слоев порошков и получать материал с высоким объемным содержанием порошков алмаза и/или кубического нитрида бора большой высоты и с равномерным распределением зерен порошков по всему объему за счет уменьшения ошибок при укладке слоев и уменьшения количества зернистостей порошков. Сопутствующее преимущество способа заключается в том, что образуемые при раздавливании менее прочных зерен фрагменты зерен имеют относительно более высокую прочность, чем первоначальная, и тем самым повышают суммарную прочность композиционного материала.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННОГО МАТЕРИАЛА НА ОСНОВЕ ПОРОШКОВ АЛМАЗА И/ИЛИ КУБИЧЕСКОГО НИТРИДА БОРА | 2008 |
|
RU2393135C1 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ С ВЫСОКИМ СОДЕРЖАНИЕМ ПОРОШКОВ АЛМАЗА И/ИЛИ КУБИЧЕСКОГО НИТРИДА БОРА | 2010 |
|
RU2476618C2 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ НА ОСНОВЕ СВЕРХТВЕРДЫХ ЧАСТИЦ ДЛЯ ИЗГОТОВЛЕНИЯ РЕЖУЩИХ ЭЛЕМЕНТОВ | 2005 |
|
RU2296727C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕЖУЩИХ ЭЛЕМЕНТОВ ИЗ СВЕРХТВЕРДЫХ МАТЕРИАЛОВ | 2004 |
|
RU2309816C2 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ ИЗ КУБИЧЕСКОГО НИТРИДА БОРА | 2011 |
|
RU2493135C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛИКРИСТАЛЛИЧЕСКИХ ЭЛЕМЕНТОВ | 2007 |
|
RU2354731C2 |
| СПОСОБ ПОЛУЧЕНИЯ ПОЛИКРИСТАЛЛИЧЕСКОГО МАТЕРИАЛА НА ОСНОВЕ КУБИЧЕСКОГО НИТРИДА БОРА, СОДЕРЖАЩЕГО АЛМАЗЫ | 2011 |
|
RU2484888C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2007 |
|
RU2364496C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ИЗ СВЕРХТВЕРДЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 1994 |
|
RU2098388C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛИКРИСТАЛЛИЧЕСКОГО КУБИЧЕСКОГО НИТРИДА БОРА С МЕЛКОЗЕРНИСТОЙ СТРУКТУРОЙ | 2011 |
|
RU2450855C1 |


Изобретение относится к области машиностроения, в частности к получению композиционных материалов, с высоким объемным содержанием порошков алмаза и/или кубического нитрида бора. Может использоваться в качестве режущих элементов, для изготовления детали машин и приборов. Порошки алмаза и/или кубического нитрида бора разной прочности размещают в форме, чередуя слои порошков большей и меньшей прочностей. Затем проводят уплотнение порошков поэтапно после размещения в форме каждого слоя порошков меньшей прочности при давлении Σпр>P>Σм.пр, где P - величина давления при уплотнении, Σпр - прочность порошков большей прочности, Σм.пр - прочность порошков меньшей прочности. Порошки большей прочности для каждого слоя берут в количестве, обеспечивающем образование слоя в одно зерно, а объемное содержание порошков меньшей прочности для каждого слоя выбирают из условия 0,8-1,0 объема пространств, образуемых уложенными порошками большей прочности. После уплотнения прессовку пропитывают связующим материалом. Способ позволяет получать из порошков алмаза и/или кубического нитрида только двух зернистостей материал с высоким их содержанием и без использования микропорошков; получать материал большой высоты с равномерным распределением зерен порошков по всему объему. 3 ил.
Способ получения композиционного материала на основе порошков алмаза и/или кубического нитрида бора, при котором порошки слоями размещают в форме, уплотняют и пропитывают их металлами или сплавами, отличающийся тем, что берут порошки алмаза и/или кубического нитрида бора разной прочности и размещают их в форме с чередованием слоев порошков большей и меньшей прочностей, а уплотнение проводят после размещения каждого слоя порошков меньшей прочности при давлении, величину которого выбирают из условия
Σпp>P>Σм.пp,
где P - величина давления при уплотнении;
Σпр - прочность порошков большей прочности;
Σм. пр - прочность порошков меньшей прочности,
при этом порошки большей прочности для каждого слоя берут в количестве, обеспечивающем образование слоя в одно зерно, а объемное содержание порошков меньшей прочности для каждого слоя выбирают из условия 0,8-1,0 объема пространства, образуемого уложенными порошками большей прочности.
| US 5096465 А, 17.03.1992 | |||
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ НА ОСНОВЕ СВЕРХТВЕРДЫХ ЧАСТИЦ ДЛЯ ИЗГОТОВЛЕНИЯ РЕЖУЩИХ ЭЛЕМЕНТОВ | 2005 |
|
RU2296727C2 |
| СПОСОБ ПОЛУЧЕНИЯ СВЕРХТВЕРДЫХ МАТЕРИАЛОВ | 1984 |
|
SU1218568A1 |
| Способ получения композиционного материала высокой твердости | 1979 |
|
SU768116A1 |
| СПОСОБ УПРАВЛЕНИЯ МНОГОФАЗНЫМ ВЫПРЯМИТЕЛЬНЫМ АГРЕГАТОМ | 2009 |
|
RU2402143C1 |
| US 2004175875 A, 09.09.2004 | |||
| US 2002194955 A1, 26.12.2002 | |||
| Способ и приспособление для нагревания хлебопекарных камер | 1923 |
|
SU2003A1 |

