Изобретение относится к области металлургии, в частности к трубопрокатным установкам для прокатки бесшовных горячедеформированных труб большого и среднего диаметров, имеющих в своем составе стан косой прокатки для прошивки слитков и заготовок в гильзы для последующей прокатки их в трубы диаметром 325-450 мм из углеродистых и легированных марок стали, прошивки слитков и заготовок в толстостенные гильзы и последующие нагрев и раскатку их в тонкостенные гильзы для прокатки труб диаметром более 465 мм из углеродистых и легированных марок стали, прошивки слитков ЭШП и заготовок в гильзы и последующие нагрев и раскатку их в тонкостенные гильзы для прокатки труб диаметром более 325 мм из труднодеформируемых марок стали и сплавов и может быть использовано при производстве бесшовных горячедеформированных труб диаметром 325-550 мм из углеродистых, легированных и труднодеформируемых марок стали и сплавов на трубопрокатных установках, имеющих в своем составе пилигримовые станы.
Трубопрокатные установки с пилигримовыми станами являются одними из основных трубопрокатных установок для производства длинномерных особотолстостенных и профильных труб специального назначения, квадратных, конических, ступенчатых, плавниковых и т.д. Известна трубопрокатная установка (ТПУ 8-16" ОАО "ЧТПЗ") для прокатки труб диаметром 325-550 мм, имеющая в своем составе две методические печи, двухвалковый стан косой прокатки (прошивной стан) с приводом мощностью 2750 кВт, два пилигримовых стана, две пилы для порезки труб на мерные длины, подогревательную проходную печь, 5-клетевой калибровочный стан и две шестивалковых правильных машины.
Недостатком известной ТПУ 8-16" является недостаточная мощность привода стана косой прокатки, приводящая к двойной прошивке и потере производительности при прокатке труб диаметром более 325 мм из труднодеформируемых марок стали и сплавов и труб диаметром 465-550 мм из углеродистых и малолегированных марок стали (ТИ158-Тр.ТБ1-38-97 "Изготовление бесшовных горячекатаных труб для паровых котлов и трубопроводов по ТУ14-3-460-75 и ТУ14-3-420-75", ТИ158-Тр. ТБ1-56-97 "Изготовление бесшовных горячекатаных труб из стали марки 20 для нефтеперерабатывающей промышленности по ТУ14-3-587-77", ТИ158-Тр.ТБ1-51-2002 "Изготовление бесшовных горячекатаных труб из стали 15Х5М по ТУ14-3Р-62-2002" и ТИ158-Тр. ТБ1-53-2002 "Изготовление бесшовных горячекатаных труб из коррозионностойких марок стали с повышенным качеством поверхности по ТУ 14-3Р-55-02001").
Недостатком данного состава оборудования является также и то, что двойная прошивка слитков и заготовок приводит к двойному нагреву, а следовательно, к повышенному расходу металла, снижению производительности пилигримовой установки и повышению стоимости их передела. Нагрев гильз под вторую прошивку (раскатку) приводит к неравномерному нагреву гильз, из-за повышенной длины, кривизны и неравномерности их кантовки по подине методических печей. Прошивка (раскатка) неравномерно нагретых гильз на оправках диаметром 425 мм и более с отношением D/S≥6,0 приводит к неравномерному охлаждению их в прошивном стане и дополнительной кривизне, что в свою очередь приводит к повышенной разностенности труб на пилигримовом стане и, как следствие, к повышенному расходу металла при переделе (слиток - заготовка) - готовая труба.
Известна модернизированная тубопрокатная установка с пилигримовыми станами, включающая две кольцевые печи для нагрева слитков и заготовок до температуры пластичности, горизонтальный пресс для предварительной прошивки слитков и заготовок в стаканы, подогревательную печь перед станом косой прокатки (элонгатором), стан косой прокатки (элонгатор) для раскатки стаканов и прошивки донышка, два подающих аппарата, две пилигримовые клети для прокатки гильз в трубы в валках профильной формы, две пилы горячей резки, подогревательную печь перед калибровкой, калибровочный стан и валковый правильный стан (В.Я.Осадчий и др."Технология и оборудование трубного производства", Москва "ИНТЕРМЕТ ИНЖИНИРИНГ", 2007, с.195).
Недостатком данного состава оборудования является то, что при прошивке на горизонтальном прессе поперечная разностенность составляет 6,5-12,5%, а на косовалковом стане (стане косой прокатки) - 2,5-4,5%. Установка дополнительной печи для подогрева стаканов перед станом элонгатором приводит к дополнительному угару металла, а следовательно, к повышенному расходу металла. Для прошивки слитков ЭШП и заготовок из труднодеформируемых марок стали и сплавов необходима установка мощного пресса, со сложной гидравлической системой, что приводит к дополнительной энергоемкости и металлоемкости оборудования.
Наиболее близким техническим решением является схема современного технологического процесса производства труб на ТПА с пилигримовыми станами, включающая: две или одну кольцевую печь для нагрева слитков и заготовок, установку для гидросбива окалины, пресс для прошивки слитков и заготовок в стаканы, кольцевую печь для подогрева стаканов, 2- или 3-валковый стан косой прокатки для раскатки стаканов и прошивки донышка, установку для зарядки дорнов в гильзы, две пилигримовых клети, две пилы ударного действия для порезки труб на мерные длины, установку для извлечения дорнов из труб, ванну для охлаждения дорнов, установку для нанесения смазки на дорна, печь для подогрева труб перед калибровочным или редукционным станами, калибровочно-редукционный стан и одну или две правильные шестивалковые машины (В.Я.Осадчий и др. Технология и оборудование трубного производства. - М.: ИНТЕРМЕТ ИНЖИНИРИНГ, 2007, с.196, рис.6.10).
Данный состав оборудования имеет два лишних энергоемких и металлоемких агрегата, а именно пресс для прошивки слитков и заготовок в стаканы и кольцевую печь для подогрева стаканов, направлен на улучшение качественных показателей и геометрических размеров горячедеформированных труб, но не решает главной задачи, а именно снижение расходного коэффициента металла, возможность производства длинномерных труб диаметром более 325 мм из труднодеформируемых марок стали и сплавов, повышение производительности ТПУ с пилигримовыми станами при прокатке труб диаметром 465-550 мм и труб размером 273-450 мм малыми партиями.
Задачей предложенного состава оборудования трубопрокатной установки с пилигримовыми станами для прокатки бесшовных горячедеформированных труб большого и среднего диаметров является исключение из состава оборудования двух энергоемких и металлоемких агрегата, дающих повышенную разностенность стаканов и угар металла при нагреве стаканов в кольцевой подогревательной печи, снижение расходного коэффициента металла и повышение производительности трубопрокатных установок с пилигримовыми станами за счет установки в технологической линии двух станов косой прокатки параллельно, выходная сторона первого стана косой прокатки должна быть расположена напротив входной стороны второго стана косой прокатки и снабжена передаточной решеткой, станы косой прокатки имеют индивидуальные транспортные рольганги от печи к входным сторонам станов и индивидуальные передаточные тележки от выходных сторон до пилигримовых станов, что кроме последовательной прошивки и раскатки слитков и заготовок диаметром 630-650 мм, дает возможность производить трубы из труднодеформируемых марок стали и сплавов диаметром более 325 мм, исключить простои второго стана при прокатке труб диаметром 273-450 мм малыми партиями, т.е. производить на первом стане косой прокатки прошивку слитков и заготовок в гильзы одного диаметра, а на втором стане косой прокатки в гильзы другого диаметра, для прокатки труб разных диаметров на пилигримовых станах.
Технический результат достигается тем, что трубопрокатная установка для прокатки бесшовных горячекатаных труб большого и среднего диаметров, включающая печи для нагрева слитков и заготовок, рольгаг для транспортировки нагретых слитков и заготовок, стан косой прокатки для прошивки слитков и заготовок на короткой оправке в полые гильзы, две передаточные тележки для транспортировки гильз к пилигримовым станам, два пилигримовых стана для прокатки гильз в трубы в профильных валках на длинной оправке - дорне, пилы ударного действия для порезки труб, печь для подогрева труб перед калибровкой, стан для калибровки труб по диаметру и две правильных шестивалковых машины, трубопрокатная установка содержит два стана косой прокатки, которые расположены в технологической линии параллельно, выходная сторона первого стана косой прокатки расположена напротив входной стороны второго стана косой прокатки и снабжена передаточной решеткой, а станы косой прокатки имеют индивидуальные транспортные рольганги от печи к входным сторонам станов и индивидуальные передаточные тележки от выходных сторон до пилигримовых станов.
Сопоставительный анализ заявляемой трубопрокатной установки с прототипом показывает, что трубопрокатная установка содержит два стана косой прокатки, которые расположены в технологической линии параллельно, выходная сторона первого стана косой прокатки расположена напротив входной стороны второго стана косой прокатки и снабжена передаточной решеткой, станы косой прокатки имеют индивидуальные транспортные рольганги от печи к входным сторонам станов и индивидуальные передаточные тележки от выходных сторон до пилигримовых станов. Таким образом, заявляемая трубопрокатная установка для прокатки бесшовных горячекатаных труб большого и среднего диаметров соответствует критерию "изобретательский уровень".
Сравнение заявляемой трубопрокатной установки не только с прототипом, но и с другими техническими решениями в данной области техники, не позволило выявить в них признаки, отличающие заявляемую трубопрокатную установку от прототипа, что соответствует патентоспособности "изобретательский уровень".
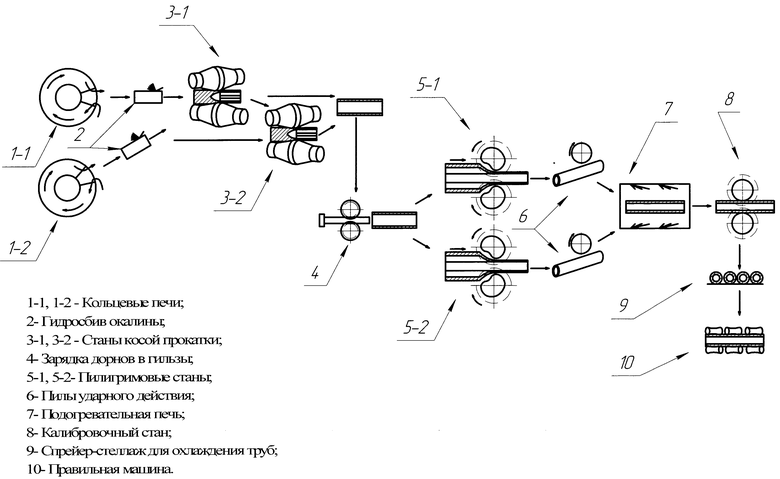
Изобретение поясняется схемой, на которой представлен технологический процесс производства труб на ТПА с пилигримовыми станами. Исходные слитки и заготовки подаются в цех в железнодорожных вагонах и разгружаются электромагнитными кранами, а заготовки из немагнитных марок стали и сплавов специальными захватными приспособлениями на склад. Со склада слитки и заготовки подаются на инспекционные решетки для осмотра, ремонта (в случае необходимости) и взвешивания. Годные слитки и заготовки по рольгангам транспортируются к загрузочному механизму одной из двух кольцевых печей 1-1 или 1-2. После нагрева до температуры пластичности (в зависимости от марки стали и сплава) слиток или заготовка выгружаются из печи манипулятором и подается рольгангом к устройству 2-1 или 2-2 для гидросбива окалины, а затем к одному из станов косой прокатки 3-1 или 3-2, где производится операция прошивки их в гильзы. При поточном производстве труб по ГОСТ или ТУ в работе участвует стан косой прокатки 1-1. При прокатке труб диаметром 465-550 мм из слитков и заготовок диаметром 630-650 мм процесс прошивки слитков и заготовок производится в стане косой прокатки 1-1 в гильзы на оправке диаметром 325-375 мм с отношением D/S=4,2-5,0. Толстостенные гильзы с выходной стороны стана косой прокатки 1-1 по наклонной передаточной тележке подаются на задающий рольганг стана косой прокатки 1-2, где они раскатываются на оправке диаметром 425-525 мм в гильзы с подъемом по диаметру 3,0-3,5% и отношением D/S=5,0-9,5. Станы косой прокатки расположены в технологической линии ТПА с пилигримовыми станами параллельно, выходная сторона первого стана косой прокатки расположена напротив входной стороны второго стана косой прокатки, а передачу толстостенных гильз с первого стана на второй производят по наклонной передаточной решетке. Аналогичный технологический процесс производится и при прокатке труб из труднодеформируемых марок стали и сплавов диаметром более 325 мм, а именно заготовки диаметром более 500 мм прошивают в толстостенные гильзы в первом стане косой прокатки, а затем раскатывают в более тонкостенные гильзы во втором стане косой прокатки. При прокатке труб малыми партиями с целью снижения простоя одного из пилигримовых станов за счет исключения перевалок целесообразно на одном стане косой прокатки вести прошивку слитков и заготовок в гильзы одного диаметра, а на втором стане косой прокатки в гильзы другого диаметра. На одном из пилигримовых станов производят перевалку валков для выполнения задания для прокатки труб данного размера и сортамента, а на втором пилигримовом стане производят прокат труб поточного производства без его остановки. После станов косой прокатки гильзы по существующему технологическому процессу проходят операции: внестановой зарядки дорнов в гильзы 4, прокатки труб на пилигримовых станах 5-1 и 5-2, порезки плетей труб на мерные длины пилами ударного действия 6-1 и 6-2, подогрев труб в печи 7 для калибровки их в 2- или 3-валковых калибровочных станах, калибровки труб в калибровочном стане 8, охлаждения труб в спрейере 9 для получения механических свойств с прокатного нагрева и правку труб в шестивалковых правильных машинах 10-1 и 10-2. После правки трубы по существующей технологии поступают в отделку.
Поэтому с целью улучшения геометрических размеров гильз, снижения расхода металла, исключения двойного нагрева и повышения производительности пилигримовых установок необходимо прошивку слитков и заготовок в толстостенные гильзы для прокатки труб диаметром 465 мм и более производить в первом стане косой прокатки, а раскатку в тонкостенные гильзы - во втором стане, в первом стане косой прокатки производить прошивку слитков и заготовок диаметром 630-650 мм в гильзы размер в размер по диаметру на оправке диаметром 325-375 мм с отношением D/S=4,2-5,0, а во втором стане косой прокатки раскатывать на оправке диаметром 425-525 мм в гильзы с подъемом по диаметру 3,0-3,5% и отношением D/S=5,0-9,5, а станы косой прокатки устанавливают в технологической линии трубопрокатной установки с пилигримовыми станами параллельно, выходную сторону первого стана косой прокатки располагают напротив входной стороны второго стана косой прокатки. Такое расположение станов косой прокатки и технологические параметры прошивки и раскатки слитков и заготовок в гильзы для прокатки труб диаметром 465-550 мм позволяют исключить повторный нагрев гильз под раскатку, повысить производительность пилигримовой установки за счет исключения простоев второго пилигримового стана, повысить точность геометрических размеров труб больших диаметров и снизить расход металла при их производстве. При прокатке труб из труднодеформируемых марок стали и сплавов диаметром от 325 мм до 550 мм необходимо увеличивать мощность приводов стана косой прокатки в 2 раза и более. Так как трубы данного сортамента в общей программе ТПУ составляют от 5,0 до 10,0%, то с целью экономии энергоресурсов целесообразнее вести процесс прошивки и раскатки гильз данного сортамента в 2-х станах косой прокатки.
Предложенная трубопрокатная установка для прокатки бесшовных горячекатаных труб большого и среднего диаметров и ее состав оборудования позволяют вести процесс прокатки по следующим вариантам:
- прошивка слитков и заготовок в гильзы и прокатка труб поточного производства с использованием стана косой прокатки 3.1;
- прошивка слитков и заготовок в гильзы на стане 3-1 с последующей раскаткой на втором стане 3-2, работающим в режиме стана - элонгатора;
- обжатие слитков по диаметру на первом стане косой прокатки 3-1 без оправки (уплотнение) с последующей прошивкой в гильзы на втором стане косой прокатки 3-2;
- прошивка слитков и заготовок на стане косой прокатки 3-1 в гильзы одного диаметра, а на другом стане 3-2 в гильзы другого диаметра для прокатки труб разных размеров (диаметров) на пилигримовых станах.
Предложенная трубопрокатная установка и схема расположения оборудования для производства бесшовных горячекатаных труб большого и среднего диаметров на трубопрокатных агрегатах с пилигримовыми станами по сравнению с традиционными предлагаемыми фирмами "Маннесман-Демаг" (Германия) и "Инноченти" (Италия) имеет следующие преимущества: в технологическом процессе не участвует пресс для калибровки граней слитков (прессвалковая прошивка), горизонтальный пресс, промежуточная кольцевая печь для подогрева стаканов, а устанавливается дополнительно только один стан косой прокатки. Замена стана пресс-валковой прошивки или гидравлического пресса на стан косой прокатки позволит повысить точность гильз по толщине стенки, а следовательно, и труб до ±10,0% вместо ±12,5%, увеличить маневренность всего трубопрокатного агрегата и возможность производства труб более мелкими партиями (до одной трубы), даст возможность производить трубы из труднодеформируемых марок стали и сплавов диаметром более 325 мм с одного нагрева, даст возможность параллельного производства труб разного сортамента и размеров, повысить производительность установки за счет сокращения технологических простоев на перевалку и замену инструмента, исключить дополнительный нагрев гильз при прокатке труб диаметром 465-550 мм из углеродистых и легированных марок стали и гильз при прокатке труб диаметром более 325 мм из труднодеформируемых марок стали и сплавов, исключить дополнительный нагрев стаканов в промежуточной кольцевой печи, снизить стоимость труб в результате исключения дополнительного оборудования и замены технологического инструмента горизонтального пресса (контейнеров, пуансонов и матриц) на валки и оправки стана косой прокатки, а также снизить расход энергоносителей и сократить обслуживающий персонал.
Таким образом, установка двух станов косой прокатки в технологической линии ТПУ параллельно со смещением выходной и входной сторон позволит производить формирование портфеля заказов трубами малыми партиями без потери производительности, производить прокат труб диаметром 465-550 мм из углеродистых и легированных марок стали и труб диаметром более 325 мм из труднодеформированных марок стали и сплавов с одного нагрева, повысить гибкость трубопрокатной установки, и снизить себестоимость трубной продукции.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ГОРЯЧЕДЕФОРМИРОВАННЫХ ТРУБ БОЛЬШОГО И СРЕДНЕГО ДИАМЕТРОВ НА ТРУБОПРОКАТНЫХ УСТАНОВКАХ С ПИЛИГРИМОВЫМИ СТАНАМИ | 2008 |
|
RU2387498C2 |
| ТРУБОПРОКАТНАЯ УСТАНОВКА С ПИЛИГРИМОВЫМИ СТАНАМИ ДЛЯ ПРОКАТКИ БЕСШОВНЫХ ГОРЯЧЕКАТАНЫХ ТРУБ ДИАМЕТРОМ ОТ 273 ДО 630 мм | 2013 |
|
RU2533614C1 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНЫХ ПЕРЕДЕЛЬНЫХ ТРУБ БОЛЬШОГО И СРЕДНЕГО ДИАМЕТРОВ ИЗ ТРУДНОДЕФОРМИРУЕМЫХ МАРОК СТАЛИ И СПЛАВОВ НА ТРУБОПРОКАТНЫХ УСТАНОВКАХ С ПИЛИГРИМОВЫМИ СТАНАМИ | 2004 |
|
RU2278750C2 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ГОРЯЧЕДЕФОРМИРОВАННЫХ ТРУБ БОЛЬШОГО И СРЕДНЕГО ДИАМЕТРОВ ИЗ ТРУДНОДЕФОРМИРУЕМЫХ МАРОК СТАЛИ И СПЛАВОВ НА ТРУБОПРОКАТНЫХ УСТАНОВКАХ С ПИЛИГРИМОВЫМИ СТАНАМИ | 2008 |
|
RU2387497C2 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНЫХ ТОВАРНЫХ И ПЕРЕДЕЛЬНЫХ ТРУБ БОЛЬШОГО И СРЕДНЕГО ДИАМЕТРОВ ИЗ ТРУДНОДЕФОРМИРУЕМЫХ МАРОК СТАЛИ И СПЛАВОВ НА ТРУБОПРОКАТНЫХ УСТАНОВКАХ С ПИЛИГРИМОВЫМИ СТАНАМИ | 2006 |
|
RU2311979C1 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ГОРЯЧЕКАТАНЫХ ТРУБ РАЗМЕРОМ 550×25 мм НА ТРУБОПРОКАТНОЙ УСТАНОВКЕ 8-16" С ПИЛИГРИМОВЫМИ СТАНАМИ | 2012 |
|
RU2547973C2 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ГОРЯЧЕДЕФОРМИРОВАННЫХ МЕХАНИЧЕСКИ ОБРАБОТАННЫХ ТРУБ ДИАМЕТРОМ 530-550 мм ИЗ КОРРОЗИОННО-СТОЙКИХ ТРУДНОДЕФОРМИРУЕМЫХ МАРОК СТАЛИ И СПЛАВОВ НА ТПУ 8-16" С ПИЛИГРИМОВЫМИ СТАНАМИ | 2007 |
|
RU2387501C2 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНЫХ ТОВАРНЫХ И ПЕРЕДЕЛЬНЫХ ТРУБ БОЛЬШОГО И СРЕДНЕГО ДИАМЕТРОВ ИЗ ТРУДНОДЕФОРМИРУЕМЫХ МАРОК СТАЛИ И СПЛАВОВ НА ТРУБОПРОКАТНЫХ УСТАНОВКАХ С ПИЛИГРИМОВЫМИ СТАНАМИ | 2006 |
|
RU2311980C1 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНЫХ ТОВАРНЫХ И ПЕРЕДЕЛЬНЫХ ТРУБ БОЛЬШОГО И СРЕДНЕГО ДИАМЕТРОВ ИЗ ТРУДНОДЕФОРМИРУЕМЫХ МАРОК СТАЛИ И СПЛАВОВ НА ТРУБОПРОКАТНЫХ УСТАНОВКАХ С ПИЛИГРИМОВЫМИ СТАНАМИ | 2005 |
|
RU2306991C2 |
| СПОСОБ ПРОШИВКИ СЛИТКОВ И ЗАГОТОВОК МАССОЙ ОТ 3 ДО 10 ТОНН В ГИЛЬЗЫ В СТАНЕ ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 2012 |
|
RU2523402C1 |
Изобретение относится к области металлургии, в частности к трубопрокатным установкам для прокатки бесшовных горячедеформированных труб большого и среднего диаметров. Трубопрокатная установка содержит печи для нагрева слитков и заготовок, рольганги для транспортировки нагретых слитков и заготовок, два стана косой прокатки для прошивки слитков и заготовок на короткой оправке в полые гильзы, две передаточные тележки для транспортировки гильз к пилигримовым станам, два пилигримовых стана для прокатки гильз в трубы в профильных валках на длинной оправке - дорне, пилы ударного действия для порезки труб, печь для подогрева труб перед калибровкой, стан для калибровки труб по диаметру и две правильных шестивалковых машины, при этом два стана косой прокатки расположены в технологической линии параллельно, выходная сторона первого стана косой прокатки расположена у входной стороны второго стана косой прокатки и снабжена передаточной решеткой, станы косой прокатки имеют индивидуальные транспортные рольганги от печей для нагрева слитков и заготовок к входным сторонам этих станов и индивидуальные передаточные тележки от выходных сторон до пилигримовых станов. Обеспечивается производство труб малыми партиями без потери производительности, производство труб диаметром 465-550 мм из углеродистых и легированных марок стали и труб диаметром более 325 мм из труднодеформированных марок стали и сплавов с одного нагрева, повышение гибкости трубопрокатной установки и снижение себестоимости трубной продукции. 2 з.п. ф-лы, 1 ил.
1. Трубопрокатная установка для прокатки бесшовных горячекатаных труб большого и среднего диаметров, содержащая печи для нагрева слитков и заготовок, рольганг для транспортировки нагретых слитков и заготовок, стан косой прокатки для прошивки слитков и заготовок на короткой оправке в полые гильзы, две передаточные тележки для транспортировки гильз к пилигримовым станам, два пилигримовых стана для прокатки гильз в трубы в профильных валках на длинной оправке - дорне, пилы ударного действия для порезки труб, печь для подогрева труб перед калибровкой, стан для калибровки труб по диаметру и две правильных шестивалковых машины, отличающаяся тем, что она содержит второй стан косой прокатки, расположенный в технологической линии параллельно первому стану косой прокатки.
2. Трубопрокатная установка по п.1, отличающаяся тем, что выходная сторона первого стана косой прокатки расположена у входной стороны второго стана косой прокатки и снабжена передаточной решеткой.
3. Трубопрокатная установка по п.1, отличающаяся тем, что станы косой прокатки имеют индивидуальные транспортные рольганги от печи для нагрева слитков и заготовок к входным сторонам станов косой прокатки и индивидуальные передаточные тележки от их выходных сторон до пилигримовых станов.
| ОСАДЧИЙ В.Я | |||
| и др | |||
| Технология и оборудование трубного производства | |||
| - М.: ИНТЕРМЕТИНЖИНИРИНГ, 2007, с.195-196, рис.6.10 | |||
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ГОРЯЧЕДЕФОРМИРОВАННЫХ ТРУБ БОЛЬШОГО ДИАМЕТРА | 2003 |
|
RU2243837C1 |
| DE 69835455 T, 16.08.2007 | |||
| US 4798071 A, 17.01.1989 | |||
| Многоканальное устройство для програм-МНОгО упРАВлЕНия | 1979 |
|
SU842715A1 |

