Изобретение относится к прокатному производству, преимущественно к станам периодической прокатки, например к станам горячей пилигримовой прокатки, и может быть использовано для измерения величины расхождения «нулевых» точек валков при установке взаимного углового положения валков стана.
Известно устройство для установки взаимного углового положения валков в прокатной клети (Патент №2113924, 27.06.1998 г.). Деформация гильзы в трубу на пилигримовом стане осуществляется в валках с периодически изменяющимся калибром. Поэтому с целью исключения наведения разностенности необходимо осуществлять одновременное прохождение через линии центров начальных радиусов калибра валков. Положение начальных радиусов калибра отмечено метками на бочках валков «нулевыми» точками.
Недостатком предлагаемого устройства является то, что измерение «нулевых» точек можно производить только в статическом положении валков, без нагрузки. При нагрузках на валки, которые достигают 500-1000 т, за счет люфтов, связанных с износом муфт, шпинделей, а также упругих деформаций расхождение «нулевых» точек валков превышает допустимые пределы на 20-70 мм. При указанных расхождениях «нулевых» точек резко возрастает разностенность труб, соответственно, обрезь и, как следствие, расходный коэффициент металла.
Известен способ фиксирования метки на вращающемся валке прокатного стана, нанесенной на его торцовую поверхность, включающий установку датчика для получения сигнала, измерение сигнала при прохождении метки мимо датчика. В качестве метки используют шарнирно установленный флажок, измеряют электрическое сопротивление ламинарной струи воды, отведенной от контура охлаждения валка между электрически изолированным от контура охлаждения наконечником, установленным на удалении от плоскости флажка, и заземленной конструкции стана, и фиксируют момент прохождения метки через линию струи по уменьшению величины сопротивления из-за укорочения струи при перекрытии ее флажком, при последующем повороте валка на 180° флажок падает под собственным весом и исключает перекрытие струи воды.(Патент №2277987. 20.06.2006. Бюл. №17).
Недостатком указанного способа является невозможность практического использования предлагаемой конструкции метки в виде шарнирно установленного флажка на торцевой поверхности валка. Во-первых, при вращении валков из-за возникновения центробежных сил флажок не падает под собственным весом, а во-вторых, при установке валков в стан, имеющих вес порядка 4 т, приходится прикладывать дополнительные ударные усилия к торцу валков, что приводит к поломкам шарнирно установленных флажков.
Задача изобретения состоит в возможности практического использования простого, надежного устройства по измерению расхождения «нулевых» точек валков пилигримового стана при максимальных нагрузках.
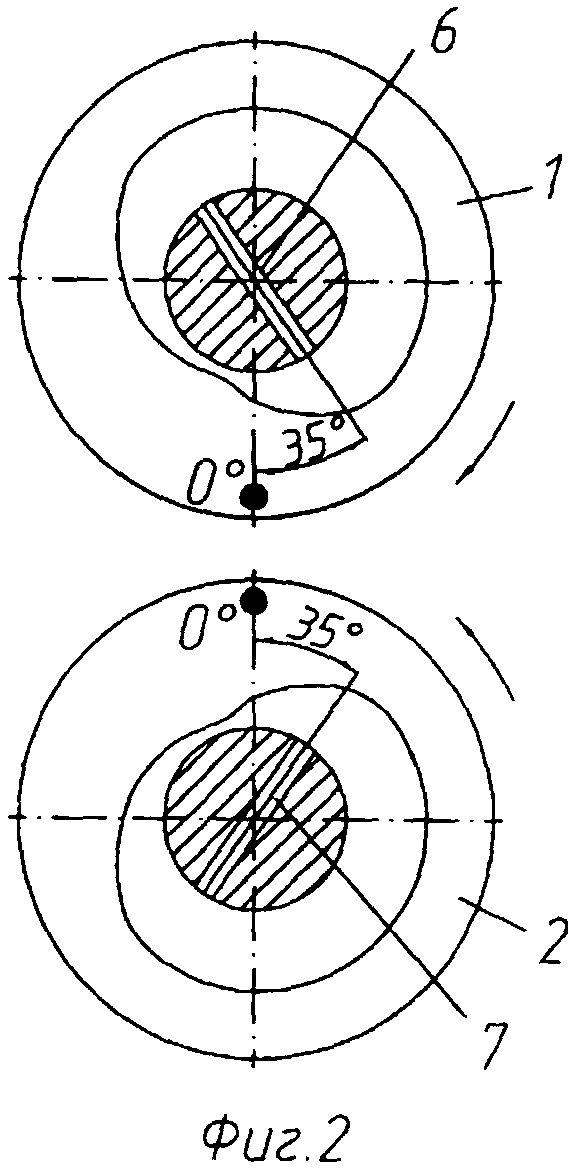
Поставленная задача достигается тем, что метки выполнены в виде радиальных сквозных отверстий в холостых шейках валков пилигримового стана, оси которых расположены под углом 35° с линиями, проходящими через «нулевые» точки на бочках валка и ось валков, на участках бойков.
Заявляемое техническое решение отличается от прототипа тем, что метки выполнены в виде радиальных сквозных отверстий в холостых шейках валков пилигримового стана, оси которых расположены под углом 35° с линиями, проходящими через «нулевые» точки на бочках валка и ось валков, на участках бойков. Таким образом, эти отличия позволяют сделать вывод о соответствии критерию «изобретательский уровень».
Сравнение заявляемого устройства для измерения расхождения "нулевых" точек валков пилигримового стана не только с прототипом, но и с другими техническими решениями в данной области техники, не позволило выявить в них признаки, отличающие заявляемое устройство от прототипа, что соответствует патентоспособности «изобретательский уровень».
Предлагаемое устройство заключается в том, что в холостых шейках валков, т.е. на ненагруженной части валков, выполнены радиальные сквозные отверстия, оси которых параллельны линиям, проходящим через оси валков и точку в вершине калибра на бойке, где возникает максимальное давление и которая расположена на бойке под углом 35° от «нулевой» точки.
Изобретение поясняется чертежами (Фиг.1, 2). Устройство (Фиг.1) включает в себя два струйных датчика положения «нулевых» точек верхнего 1 и нижнего 2 валков и блок 3 обработки электрических сигналов, снимаемых относительно станины стана с изолированных от контура охлаждения и станины стана электропроводящих наконечников для подвода воды 4 и 5. Метки «нулевых» точек валков выполнены в виде радиальных сквозных отверстий 6 и 7 в холостых шейках валков стана.
Оси отверстий расположены (Фиг.2) под углом 35° относительно линий, проходящих через «нулевые» точки на бочке валков и осями валков в сторону бойков.
Устройство работает следующим образом. В процессе прокатки под струю воды каждого из наконечников 4 или 5 попадает отверстие 6 или 7 соответственно, при этом длина струи увеличивается, что приводит к увеличению электрического сопротивления цепи между электрически изолированными наконечниками 4 и 5 и станиной стана. Блок 3 обработки сигналов выделяет фронт увеличения сопротивления струи воды каждого из двух наконечников и по временным меткам, синхронным с угловым положением общего для валков привода, измеряет угловое и (или) линейное расхождение «нулевых» точек валков стана. Расположение осей отверстий 6 и 7 под углом 35° с линиями, проходящими через «нулевые» точки на бочках валков и осью валков, позволяет измерять расхождение «нулевых» точек валков в зоне максимальных усилий прокатки и, следовательно, максимальных текущих расхождений.
Экспериментальное опробование заявляемого устройства для измерения расхождения «нулевых» точек валков пилигримового стана проведено на Челябинском трубопрокатном заводе в лаборатории КБ автоматизации промышленных установок ЦЭТЛ. Результаты измерений показали, что максимальная погрешность составляет 2/1000 оборота.
Использование простого в эксплуатации и надежного в работе устройства для измерения расхождения «нулевых» точек на пилигримовом стане позволит своевременно устранять расхождение и соответственно уменьшать поперечную разностенность труб.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗМЕРЕНИЯ ВЕЛИЧИНЫ РАСХОЖДЕНИЯ "НУЛЕВЫХ" ТОЧЕК ВАЛКОВ ПИЛИГРИМОВОГО СТАНА | 2004 |
|
RU2277025C2 |
| СПОСОБ ФИКСИРОВАНИЯ МЕТКИ НА ВРАЩАЮЩЕМСЯ ВАЛКЕ | 2004 |
|
RU2277987C2 |
| ВАЛОК ПИЛИГРИМОВОГО СТАНА ДЛЯ ПРОКАТКИ ТОНКОСТЕННЫХ ТРУБ ИЗ ХЛАДОСТОЙКИХ И КОРРОЗИОННО-СТОЙКИХ МАРОК СТАЛИ | 2012 |
|
RU2516887C2 |
| ВАЛОК ПИЛИГРИМОВОГО СТАНА ДЛЯ ПРОКАТКИ ТОНКОСТЕННЫХ ТРУБ ДИАМЕТРОМ 508 ММ С ПОВЫШЕННОЙ ТОЧНОСТЬЮ ПО СТЕНКЕ | 2013 |
|
RU2542131C1 |
| ВАЛОК ПИЛИГРИМОВОГО СТАНА ДЛЯ ПРОКАТКИ ТОНКОСТЕННЫХ ТРУБ ДИАМЕТРОМ 530 И 550 ММ | 2013 |
|
RU2537637C2 |
| УСТРОЙСТВО ДЛЯ УСТАНОВКИ ВЗАИМНОГО УГЛОВОГО ПОЛОЖЕНИЯ ВАЛКОВ В ПРОКАТНОЙ КЛЕТИ | 1993 |
|
RU2113924C1 |
| ВАЛОК ПИЛИГРИМОВОГО СТАНА ДЛЯ ПРОКАТКИ ПЕРЕДЕЛЬНЫХ ТРУБ РАЗМЕРОМ 290Х11-12 ММ ИЗ НИЗКОПЛАСТИЧНЫХ БОРСОДЕРЖАЩИХ СТАЛЕЙ МАРОК 04Х14Т3Р1Ф-Ш И 04Х14Т5Р2Ф-Ш | 2012 |
|
RU2516148C1 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ГОРЯЧЕКАТАНЫХ ТРУБ ДИАМЕТРОМ ОТ 245 ДО 630 ММ С ТОЛЩИНОЙ СТЕНКИ ОТ 8 ДО 90 ММ НА ТРУБОПРОКАТНЫХ УСТАНОВКАХ С ПИЛИГРИМОВЫМИ СТАНАМИ | 2012 |
|
RU2518364C1 |
| ВАЛОК ПИЛИГРИМОВОГО СТАНА ДЛЯ ПРОКАТКИ ТРУБ РАЗМЕРОМ 508×10-16 мм | 2013 |
|
RU2537342C2 |
| ВАЛОК ПИЛИГРИМОВОГО СТАНА ДЛЯ ПРОКАТКИ ТОНКОСТЕННЫХ ТРУБ | 2005 |
|
RU2294250C2 |
Изобретение относится к прокатному производству, преимущественно к станам периодической прокатки, например к станам горячей пилигримовой прокатки. Технический результат - повышение надежности в эксплуатации, возможность измерять расхождение «нулевых» точек валков непосредственно под нагрузкой. Устройство содержит два струйных датчика положения «нулевых» точек верхнего и нижнего валков, каждый из которых содержит электрически изолированный от контура охлаждения и станины стана электропроводящий наконечник для подвода воды. Устройство также содержит метку «нулевой» точки валка, а также блок обработки электрических сигналов, снимаемых с наконечников относительно станины стана. При этом метки «нулевых» точек валков выполнены в виде радиальных сквозных отверстий в холостых шейках валков пилигримового стана, оси которых расположены под углом 35° с линиями, проходящими через «нулевые» точки на бочках валков и ось валков на участках бойков. 2 ил.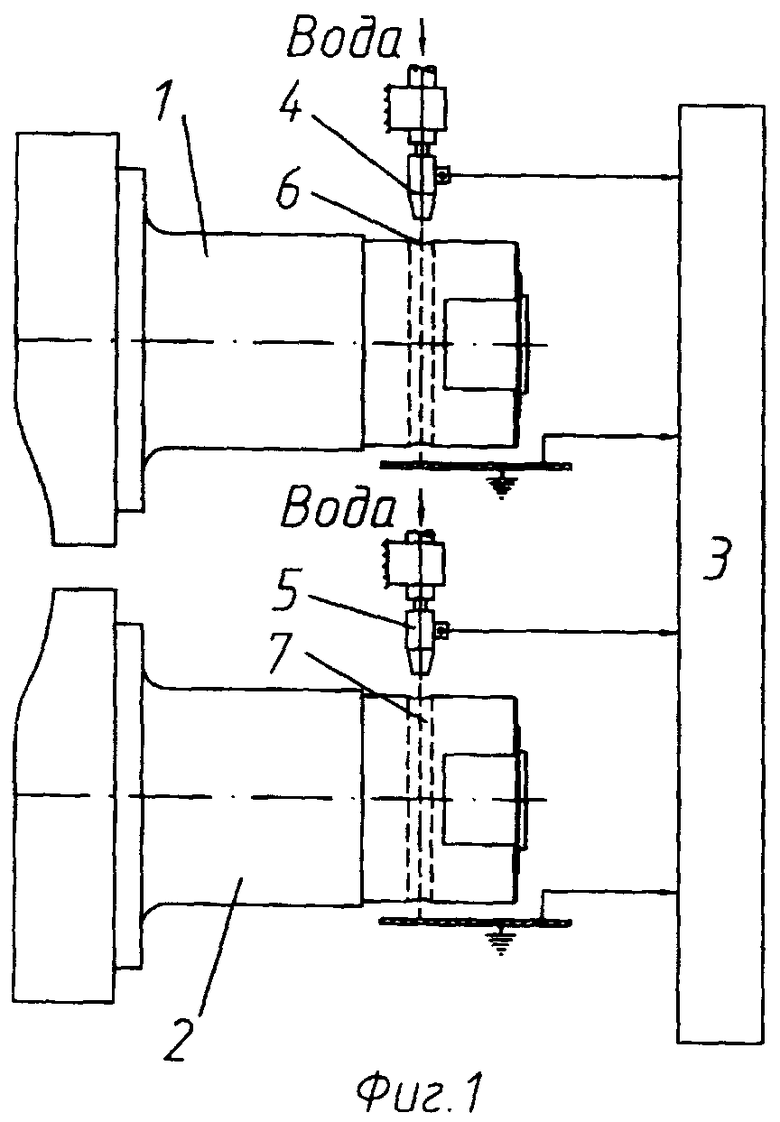
Устройство для измерения расхождения «нулевых» точек валков пилигримового стана, содержащее два струйных датчика положения «нулевых» точек верхнего и нижнего валков, каждый из которых содержит электрически изолированный от контура охлаждения и станины стана электропроводящий наконечник для подвода воды, метку «нулевой» точки валка, а также блок обработки электрических сигналов, снимаемых с наконечников относительно станины стана, отличающееся тем, что метки «нулевых» точек валков выполнены в виде радиальных сквозных отверстий в холостых шейках валков пилигримового стана, оси которых расположены под углом 35° с линиями, проходящими через «нулевые» точки на бочках валков и ось валков на участках бойков.
| СПОСОБ ФИКСИРОВАНИЯ МЕТКИ НА ВРАЩАЮЩЕМСЯ ВАЛКЕ | 2004 |
|
RU2277987C2 |
| УСТРОЙСТВО ДЛЯ УСТАНОВКИ ВЗАИМНОГО УГЛОВОГО ПОЛОЖЕНИЯ ВАЛКОВ В ПРОКАТНОЙ КЛЕТИ | 1993 |
|
RU2113924C1 |
| Устройство для измерения усилий при непрерывной прокатке | 1977 |
|
SU880536A1 |
| Устройство для компенсации биения валков прокатной клети | 1974 |
|
SU496064A1 |
| US 5337485 A, 16.08.1994. | |||

