Область техники, к которой относится изобретение
Настоящее изобретение относится к герметизирующим лентам, а также к их использованию в текстильных изделиях, таких как одежда, чехлы, палатки и спальные мешки.
Уровень техники
Для текстильных изделий, таких как одежда, чехлы, палатки, мешки и спальные мешки, которые используются для применения там, где требуются такие свойства, как водонепроницаемость, пыленепроницаемость, ветронепроницаемость или подобные свойства, обычно используется слоистая ткань, имеющая структуру из двойного слоя, где такая ткань, как плетеная и трикотажная, расположена слоем как ткань наружной стороны на защитной подкладке (такой как водонепроницаемое покрытие и водонепроницаемая пленка), или имеющая структуру из тройного слоя, где трикотажная ткань расположена слоем на другой стороне (внутренней стороне) защитной подкладки.
У водонепроницаемой слоистой ткани со структурой из двойного слоя имеется состоящая из полиуретана или подобного полимера водонепроницаемая пленка, находящаяся на стороне, которая соприкасается с кожей, то есть в качестве подкладки ткани, а это плохо в отношении кожи, поскольку она мокнет от влажности или потения. По этой причине, когда используется водонепроницаемая слоистая ткань со структурой из двойного слоя, обычно применяется и располагается слоем такая подкладка ткани, как сетчатый трикотаж и тафтяная плетеная ткань. Однако при этом способе, ощущение подкладки ткани является плохим, поскольку подкладка ткани прилипает к коже, а воздушное пространство между кожей и внешней воздушной средой (пространство, образованное между водонепроницаемой слоистой тканью и подкладкой ткани) становится таким большим, что возникают проблемы, заключающиеся в повышении влагопроницаемости при ношении одежды и в увеличении объемистости, затрудняющей компактное хранение. По этой причине, в последние годы, чтобы достичь свойств легковесности и портативности изделия и, в то же время, снизить его воздействие на кожу и ощущение духоты, обычно использовалась в качестве подкладочной ткани для слоистой водонепроницаемой пленки слоистая ткань, имеющая структуру из тройного слоя, где слоем расположена трикотажная ткань.
В случае, когда водонепроницаемая слоистая ткань, имеющая структуру из тройного слоя, перерабатывается в текстильное изделие, герметизирующая лента используется для герметизирующей обработки его соединения, такого как стежок и шов. Герметизирующая обработка означает герметизирование пространства, образованного в месте соединения текстильного изделия с полимером; например, в случае с дождевым плащом, которому необходимо иметь свойство водонепроницаемости, такая обработка выполняется с целью предотвратить проникновение дождевой воды внутрь из пространства, образованного в месте соединения водонепроницаемой слоистой ткани. Обычно герметизирующая лента имеет трехслойную структуру, в которой ткань расположена слоем на одной стороне пленочной основы, а липкий слой расположен на другой стороне. Поскольку ткань расположена слоем на герметизирующей ленте, трикотажная ткань, которая имеет тот же внешний вид, что и слоистая ткань, имеющая трехслойную структуру, используется для придания такого внешнего вида герметизирующей ленте, который соответствует внешнему виду подкладочной ткани водонепроницаемой слоистой ткани и улучшает ощущение кожи.
Например, японская патентная заявка No. 2002-249730 А описывает герметизирующую пленку, обладающую превосходным прилипанием и стойкостью к мытью, которая может быть использована для герметизирующей обработки таких видов одежды, как дождевой плащ, лыжный костюм и одежда для альпинизма. В этой герметизирующей пленке ткань расположена слоем на теплостойком слое полимерного слоя, состоящего из части теплостойкого слоя и части с термоклеем, имеющим температуру плавления 120° или менее, и содержащим полиуретан в качестве основной части с клеем. Часть с термоклеем содержит от 1 до 30% таких полимеров, как полиэстер или полиамид.
Японская патентная заявка No. H11-279903 А описывает герметизирующую пленку, в которой полимер полиуретан расположен слоем на трикотажной ткани, имеющей число петельных рядов на один дюйм от 40 до 60 и включающей в себя волокно найлон 66, имеющее тонкость от 15 до 30 денье с липким слоем, расположенным между герметизирующей пленкой и трикотажной тканью.
Японская патентная заявка No. H5-508668 А описывает пленку, включающую в себя растянутый и эластичный пористый слой из политетрафторэтилена и термопластический липкий слой с термоклеем, соединенный с пористым слоем из политетрафторэтилена, на который термореактивный клей нанесен слоем на одну сторону пористого политетрафторэтилена, имеющего множество пор, частично заполненных клеем, а сторона пористого политетрафторэтилена, на которую не был нанесен слой термореактивного клея, имеет высокую плотность, и термопластический липкий слой с термоклеем соединен со стороной, на которую нанесен термореактивный клей, что герметизирует шов и предотвращает проникновение жидкости.
Сущность изобретения
Как указано выше, герметизирующая лента обычно имеет трехслойную структуру, в которой ткань расположена слоем на одной стороне пленочной основы, а липкий слой расположен на ее другой стороне, и путем теплового прессования герметизирующая лента наносится на поверхность стежка или шва ламинированного изделия из ткани и ему подобного, при этом липкий слой расплавляется и импрегнируется в ламинированное изделие из ткани, а затем охлаждается до твердого состояния, и таким образом ламинированное изделие из ткани и герметизирующая лента становятся прочно скрепленными друг с другом. Однако ткань, расположенная слоем на пленочной основе герметизирующей ленты, имеет практическое ограничение, поскольку трикотаж должен быть расположен слоем в соответствии со следующими основаниями.
Во-первых, без расположения слоем трикотажа на пленочной основе, в месте, где герметизирующие ленты пересекаются друг с другом (далее ссылка на «место пересечения» в ряде случаев), импрегнация липкого слоя, расположенного слоем в герметизирующей ленте первого слоя, снижена до такой степени, что достаточный герметизирующий эффект в месте пересечения не может быть достигнут.
Во-вторых, в случае переработки ламинированного изделия из ткани в одежду, обычно подкладочная ткань этой одежды часто подвергается герметизирующей обработке; однако, когда трикотаж не предусмотрен в качестве ткани герметизирующей ленты, пленочная основа, использованная для этой герметизирующей ленты, расположена открытой и непосредственно соприкасается с голой кожей, и таким образом внешний вид и ощущение соприкосновения становятся менее благоприятными.
С другой стороны, герметизирующая лента, в которой трикотаж расположен слоем, имеет ту проблему, что масса трикотажа становится относительно большой. Если пытаться сократить вес путем снижения тонкости и снижения плотности, то имеется ограничение в сокращении веса, поскольку прочность становится недостаточной, а трикотажная ткань становится такой тонкой, что ее обработка в герметизирующую ленту не может быть выполнена. Кроме того, существует проблема трикотажа, заключающаяся в том, что пряжа, составляющая трикотаж, в связи с абразивным истиранием о рубашку, кнопку, застежку Velcro и тому подобное, искривляется до деформирования структуры, результатом чего является плохой внешний вид и изнашивание через абразивное истирание. Когда плотность трикотажа увеличена с целью решить эти проблемы, полученная в результате герметизирующая лента становится тяжелой либо проницаемость липкого слоя второго слоя герметизирующей ленты относительно ткани герметизирующей ленты первого слоя в месте пересечения становится сниженной до такой степени, что достаточный герметизирующий эффект не может быть достигнут.
Вогнутость и выпуклость обязательно образуются на поверхности трикотажа по причине его структуры, но когда трикотаж расположен слоем на пленочной основе герметизирующей ленты, точки касания с пленочной основой сокращены таким образом, что трудно получить достаточное прилипание к пленочной основе. По этой причине, когда текстильные изделия, использующие герметизирующую ленту, неоднократно подвергаются стирке, возникает проблема того, что трикотаж смещается от крайней части герметизирующей ленты таким образом, что ухудшается внешний вид и снижается срок службы указанных изделий. Если при соединении пленочной основы и трикотажа толщина и количество клея для их соединения приводят к свойлачиванию текстуры, то наносится ущерб внешнему виду изделия и его удобству. Кроме того, трикотаж обязательно имеет низкую степень прочности и низкую прочность на растяжение по причине своей структуры; таким образом, достаточная прочность соединения не может быть достигнута, даже если герметизирующая лента с расположенным на ней слоем трикотажа используется для заделывания стыков в ламинированном изделии из ткани, подвергающемся процессу сплавления без стежков.
Настоящее изобретение успешно выполнено с учетом указанных выше обстоятельств. Цель настоящего изобретения - преодолеть практическое ограничение должного использования трикотажа на поверхности герметизирующей ленты, когда эта герметизирующая лента используется для текстильного изделия, полученного путем того, что ламинированное изделие из слоистой ткани подвергается швейной обработке или процессу сплавления, а также предоставить герметизирующую ленту, которая является превосходной по долговечности, легковесной и тонкой, а также высоко комфортной, не вызывающей ухудшения внешнего вида и ощущения при соприкосновении с ней.
Герметизирующая лента настоящего изобретения, которая разрешила указанную выше проблему, является герметизирующей лентой, включающей в себя пленочную основу, плетеную ткань, расположенную слоем на одной стороне пленочной основы, и липкий слой, расположенный слоем на другой стороне пленочной основы, причем в этой ленте плетеная ткань имеет общий коэффициент заполнения (CFtotal) от 500 до 1400, рассчитанный из коэффициентов заполнения основы и утка, составляющих плетеную ткань, в соответствии со следующими формулами.
Формула 1
CFtotal=CFm+CFt
CFm: коэффициент заполнения основы
CFt: коэффициент заполнения утка
Fm: тонкость (dtex) основы
Ft: тонкость (dtex) утка
Dm: плотность основы (номера пряжи/2.54 см)
Dt: плотность утка (номера пряжи/2.54 см)
Суть настоящего изобретения заключается именно в улучшении водонепроницаемости герметизированной части (в частности, места пересечения), а также внешнего вида, в снижении веса и ощущения соприкосновения, при изготовлении текстильного изделия с использованием плетеной ткани, удовлетворяющей указанному выше общему коэффициенту заполнения, в качестве слоя ткани в герметизирующей пленке для улучшения импрегнации липкого слоя герметизирующей пленки второго слоя в плетеной ткани, расположенной слоем на герметизирующей пленке первого слоя в месте пересечения, где герметизирующие пленки пересекаются друг с другом (далее ссылка на «импрегнацию в месте пересечения» в ряде случаев). Предпочтительно, чтобы по меньшей мере один из коэффициентов заполнения основы (CFm) или коэффициентов заполнения утка (CFt) был в диапазоне от 200 до 800.
Предпочтительно, чтобы по меньшей мере одна из основ или один из утков, составляющих плетеную ткань, состоял из двух или более нитей. При использовании основы или утка, состоящих из двух или более нитей, текстура получающейся в результате герметизирующей пленки становится мягкой. Тонкость нити должна составлять, например, 12 dtex или меньше. При обеспечении тонкости для нити в 12 dtex или меньше текстура получающейся в результате герметизирующей пленки становится мягче.
Предпочтительно, чтобы по меньшей мере одна из основ или один из утков, составляющих плетеную ткань, были бы длинноволокнистыми (long-fiber). Это потому, что, при использовании длинного волокна (long-fiber), образование истирания на поверхности плетеной ткани подавляется, что улучшает импрегнацию в месте пересечения. Кроме того, предпочтительно, чтобы по меньшей мере одна из основ и один из утков, составляющих плетеную ткань, были из объемной нити. При использовании объемной нити импрегнация в месте пересечения улучшается до такой степени, что ухудшение внешнего вида и ощущения при соприкосновении маловероятны, даже если плотность пряжи плетеной ткани снижена.
Что касается структуры плетеной ткани, то, например, предпочтительно полотняное трикотажное переплетение. При использовании полотняного трикотажного переплетения плотность пряжи может быть легко снижена, и этим улучшена импрегнация в месте пересечения.
Что касается пленочной основы, например, если используется пленка, имеющая свойство водонепроницаемости, указанное свойство водонепроницаемости части с герметизирующей обработкой может быть увеличено. В качестве пленки, имеющей свойство водонепроницаемости, предпочтительна пористая пленка, включающая в себя гидрофобный полимер, а наиболее предпочтительна пористая пленка из политетрафторэтилена.
Пористая пленка, включающая в себя гидрофобный полимер, предпочтительно имеет слой гидрофильного полимера на стороне, где слоем расположен липкий слой. Когда пористая пленка имеет слой гидрофильного полимера, улучшается прочность соединения пористой пленки, включающей в себя гидрофобный полимер, и липкого слоя.
В качестве клея для герметизирующей пленки, например, предпочтителен термоклей. При использовании термоклея легко может быть выполнена герметизирующая обработка. В качестве термоклея предпочтителен такой полимер, как полиуретан. Кроме того, толщина липкого слоя предпочтительна, например, в 120 мкм или меньше. Именно поэтому, в любом случае, получаемая в результате герметизирующая пленка имеет мягкую текстуру.
Текстильное изделие, в соответствии с настоящим изобретением, является текстильным изделием, полученным путем сшивания или сплавления изделия из ткани, расположенной слоем, в котором по меньшей мере часть сшитой части или сплавленной части подвергнута герметизирующей обработке с использованием указанной выше герметизирующей пленки. При использовании герметизирующей пленки, в соответствии с настоящим изобретением, может быть получено текстильное изделие, превосходное по герметизирующему эффекту.
Это такое текстильное изделие, которое имеет упругую пленку, плетеную ткань, расположенную слоем на одной стороне упругой пленки, и ткань, расположенную слоем на другой стороне упругой пленки, и в котором плетеная ткань имеет общий коэффициент заполнения (CFtotal) от 700 до 1400, рассчитанный из коэффициентов заполнения основы и утка, составляющих плетеную ткань, в соответствии со следующими формулами, и которое используется как ламинированное изделие из ткани, а герметизирующая обработка производится на стороне плетеной ткани этого ламинированного изделия из ткани.
Формула 2
CFtotal=СFm+СFt
CFm: коэффициент заполнения основы
CFt: коэффициент заполнения утка
Fm: тонкость (dtex) основы
Ft: тонкость (dtex) утка
Dm: плотность основы (номера пряжи/2.54 см)
Dt: плотность утка (номера пряжи/2.54 см)
Именно плетеная ткань, удовлетворяющая величине указанного выше коэффициента заполнения, таким же образом, как и плетеная ткань, расположенная слоем в герметизирующей ленте, является превосходной по импрегнации липкого слоя этой герметизирующей ленты и способна обеспечить превосходный герметизирующий эффект в месте соединения (сшитой части и сплавленной части), когда ламинированное изделие из ткани переработано в текстильное изделие. Кроме того, путем использования ламинированного изделия из ткани, в котором расположена слоем плетеная ткань, может быть получено текстильное изделие, которое легче по весу, чем ламинированное изделие из ткани, в котором расположен слоем обычный трикотаж. Предпочтительно, чтобы по меньшей мере один из коэффициентов заполнения основы (CFm) или коэффициентов заполнения утка (CFt) был в диапазоне от 300 до 800.
В качестве упругой пленки для ламинированного изделия из ткани предпочтительна влагопроницаемая пленка, а более предпочтительна пористая пленка из политетрафторэтилена. При использовании влагопроницаемой пленки в качестве указанной упругой пленки может быть получено текстильное изделие, являющееся превосходным по свойству водонепроницаемости и по влагопроницаемости. В качестве текстильного изделия, например, предпочтительна одежда.
Настоящее изобретение может предоставить герметизирующую ленту, которая преодолевает практическое ограничение должного использования трикотажа на поверхности этой герметизирующей ленты, и, в то же время, которая является превосходной по долговечности (свойству водонепроницаемости), легковесной и тонкой, а также имеет высокую степень комфортности, без ухудшения внешнего вида и ощущения при соприкосновении с ней. Когда указанная герметизирующая лента используется для текстильных изделий, эти текстильные изделия превосходны по долговечности (свойству водонепроницаемости), по внешнему виду и ощущениям при соприкосновении, и они могут быть легче по весу и компактны.
Краткое описание чертежей
Фиг.1 - схема, поясняющая структуру в поперечном разрезе герметизирующей ленты в соответствии с настоящим изобретением,
Фиг.2 - схема, поясняющая структуру в поперечном разрезе герметизированной части, в которой сшитая часть была подвергнута герметизирующей обработке,
Фиг.3 - схема, поясняющая структуру в поперечном разрезе герметизированной части, в которой сплавленная часть была подвергнута герметизирующей обработке,
Фиг.4 - выполненный электронным микроскопом фотоснимок плетеной ткани, использованной для герметизирующей ленты Испытательного образца 1,
Фиг.5 - выполненный электронным микроскопом фотоснимок трикотажа, использованного для герметизирующей ленты Испытательного образца 5,
Фиг.6а и 6б - схемы, поясняющие образец, имеющий сшитую часть, при испытании водопроницаемости герметизированной части, и
Фиг.7а и 7б - схемы, поясняющие образец, имеющий сплавленную часть, при испытании водопроницаемости герметизированной части.
Подробное описание изобретения.
Описание предпочтительного варианта изобретения
(1) Герметизирующая лента
Герметизирующая лента настоящего изобретения является герметизирующей лентой, включающей в себя пленочную основу, плетеную ткань, расположенную слоем на одной стороне пленочной основы, и липкий слой, расположенный слоем на другой стороне пленочной основы, и в которой плетеная ткань имеет общий коэффициент заполнения (CFtotal) от 500 до 1400, рассчитанный из коэффициентов заполнения основы и утка, составляющих плетеную ткань, в соответствии со следующими формулами.
Формула 3
CFtotal=СFm+СFt

CFm: коэффициент заполнения основы
CFt: коэффициент заполнения утка
Fm: тонкость (dtex) основы
Ft: тонкость (dtex) утка
Dm: плотность основы (номера пряжи/2.54 см)
Dt: плотность утка (номера пряжи/2.54 см)
(1-1) По поводу плетеной ткани
Прежде всего, следует дать разъяснение по поводу плетеной ткани, расположенной слоем на пленочной основе, в соответствии с настоящим изобретением. Плетеная ткань, использованная в настоящем изобретении, имеет общую величину
(CFtotal) коэффициентов заполнения основы и утка, составляющих эту плетеную ткань, соответственно рассчитанную согласно указанной выше формуле, и эта общая величина (CFtotal) составляет 500 или более, предпочтительнее 700 или более, еще более предпочтительно 900 или более, и предпочтительно 1400 или менее, предпочтительнее 1300 или менее, еще более предпочтительно 1200 или менее. Таким образом, коэффициент заполнения обозначает крупность ячеек сетки плетеной ткани; чем больше его число, тем меньше является пространство между волокнами, и чем меньше его число, тем больше является пространство между волокнами.
В настоящем изобретении общий коэффициент заполнения (CFtotal) коэффициентов заполнения основы и утка, составляющих эту плетеную ткань, соответственно рассчитанный согласно указанной выше формуле, составляет 500 или более, потому что при этом обеспечивается прочность плетеной ткани, которая должна использоваться, необходимая для улучшения ее обработки и технологичности, и в то же время поддерживается соответствие минимальному требованию для внешнего вида и ощущения соприкосновения. С другой стороны, чтобы обеспечить импрегнацию в месте пересечения, плетеной ткани, используемой в настоящем изобретении, необходимо иметь ячеистую сетку с определенной степенью крупности для обеспечения импрегнации. Поэтому общий коэффициент заполнения, рассчитанный согласно указанной выше формуле, предпочтительно составляет 1400 или менее.
По меньшей мере один из коэффициентов заполнения основы (CFm) или коэффициентов заполнения утка (CFt) составляет предпочтительно 200 или более, предпочтительнее 300 или более, и предпочтительно 800 или менее, предпочтительнее 700 или менее. При обеспечении по меньшей мере одного из коэффициентов заполнения основы и коэффициентов заполнения утка в пределах указанного выше диапазона импрегнация в месте пересечения улучшается, обеспечивая в то же время прочность плетеной ткани, которая должна использоваться, и обработку при расположении слоем этой плетеной ткани. Указанные коэффициенты заполнения основы и утка могут контролироваться путем соответствующего отбора их тонкости и плотности, о чем ясно свидетельствуют указанные выше формулы.
Тонкость основы и утка, составляющих эту плетеную ткань, составляет предпочтительно 5 dtex или более, предпочтительнее 7 dtex или более, и предпочтительно 55 dtex или менее, предпочтительнее 33 dtex или менее. При обеспечении тонкости 5 dtex или более обеспечивается физическая прочность плетеной ткани и получающейся герметизирующей ленты, и таким образом обеспечивается износостойкость на практическом уровне. В дополнение, при обеспечении тонкости 55 dtex или менее толщина плетеной ткани становится тонкой, а объем пустой части, существующей между нитями, может быть сокращен, и таким образом импрегнация в месте пересечения улучшается. Кроме того, указанная плетеная ткань и получающаяся в результате герметизирующая лента становятся легковесными, и в то же время их текстуры становятся мягкими.
По меньшей мере одна из основ и один из утков, составляющих эту плетеную ткань, предпочтительно состоит из двух или более нитей. При использовании основы или утка, состоящих из двух или более нитей, текстуры плетеной ткани и получающейся в результате герметизирующей ленты становятся мягкими. Кроме того, нити, составляющие основу или уток, предпочтительно имеют тонкость каждой нити 12 dtex или менее. Если тонкость каждой нити из составляющих основу или уток 12 dtex или менее, толщина плетеной ткани становится тонкой, а объем пустой части, существующей между нитями, может быть уменьшен, и таким образом улучшена импрегнация в месте пересечения. К тому же, текстуры плетеной ткани и получающейся в результате герметизирующей ленты становятся еще мягче.
Плотность основы и утка, составляющих указанную плетеную ткань, может быть приемлемо определена таким образом, чтобы соответствовать диапазону общего коэффициента заполнения.
Материал волокна, составляющего плетеную ткань, используемую в настоящем изобретении (волокно, составляющее основу или уток), особенно не ограничен, но, в случае использования указанного ниже термоклея для липкого слоя герметизирующей ленты, оно предпочтительно должно иметь термостойкость выше, чем температура размягчения термоклея для липкого слоя. Обычно, если температура размягчения термоклея меньше примерно 140°С, предпочтительно используется волокно, имеющее температуру размягчения 140°С или более и термостойкость, которая не приводит к значительной деформации при температуре менее 140°С, а предпочтительнее используется волокно, имеющее температуру размягчения 170°С или более и термостойкость, которая не приводит к значительной деформации при температуре менее 170°С.
Указанное волокно может быть натуральным или синтетическим. Примеры натурального волокна включают в себя растительные волокна, такие как хлопок и лен, и волокна животного происхождения, такие как шелк, шерсть и им подобное, а примеры синтетического волокна включают в себя полиамидное волокно, полиэфирное волокно и акриловое волокно. В частности, при использовании для одежды полиамидное волокно, полиэфирное волокно и им подобное являются предпочтительными с учетом их эластичности, прочности, термостойкости, долговечности, стоимости, легковесности и тому подобного.
Волокно, составляющее плетеную ткань, используемую в настоящем изобретении, может быть длинноволокнистым (long-fiber) или коротковолокнистым (short-fiber), но предпочтительно длинноволокнистое волокно или волокно, которое в основном близко к длинноволокнистому. Это потому, что, при использовании коротковолокнистого волокна, существует вероятность того, что поверхность плетеной ткани на получающейся в результате герметизирующей ленте станет пушистой, и импрегнация в месте пересечения снизится до такой степени, что герметизирующий эффект будет иметь тенденцию к снижению. Соответственно, в случае использования коротковолокнистого волокна, предпочтительно, чтобы пух на поверхности плетеной ткани на получающейся в результате герметизирующей ленте был предпочтительно обработан (удален) путем обработки обжигом или плавлением.
Тип пряжи волокна особенно не ограничен, но, при мокрой очистке (scouring), крашении после изготовления некрашеной ткани, при последующем процессе расположения слоем и при обработке, когда основой и утком, составляющими плетеную ткань с низкой плотностью, является шелк-сырец, существует большая вероятность того, что внешний вид ухудшится из-за соскальзывания пряжи, либо изготовление станет сложным. По этой причине предпочтительным типом пряжи является объемная нить, предпочтительнее объемная нить ложного кручения. При использовании объемной нити импрегнация в месте пересечения дополнительно улучшается по сравнению с шелком-сырцом. Это потому, что, при использовании объемной нити, пространства между нитями, составляющими пряжу, расширены таким образом, что клею герметизирующей ленты становится легче импрегнировать между нитями.
Ткацкое переплетение указанной плетеной ткани особенно не ограничено и включает в себя саржевое переплетение, сатиновое переплетение и полотняное переплетение. Среди них предпочтительной является структура с полотняным переплетением. Когда плетеная ткань имеет полотняное переплетение, баланс свойств между направлением основы и направлением утка становится превосходным, и, в отношении структуры, эта ткань является превосходной по прочности и износостойкости, поскольку плотность волокон легко снижается, улучшая этим импрегнацию в месте пересечения.
(1-2) По поводу пленочной основы
Далее будет изложено разъяснение по поводу пленочной основы. Материал для пленочной основы особенно не ограничен, но, в случае использования указанного ниже термоклея для липкого слоя герметизирующей ленты, пленочная основа предпочтительно должна иметь термостойкость выше, чем температура размягчения термоклея. Обычно, если температура размягчения термоклея меньше примерно 140°С, предпочтительно используется пленочная основа, имеющая температуру размягчения 140°С или более и термостойкость, которая не приводит к значительной деформации при температуре менее 140°С; а предпочтительнее использовать пленочную основу, имеющую температуру размягчения 170°С или более и термостойкость, которая не приводит к значительной деформации при температуре менее 170°С.
Примеры пленочной основы включают в себя пленку из полимера полиуретан, пленки из полимера полиэфир, такие как пленки из полиэтилена терефталата и полибутилена терефталата, из акрилового полимера, из полиамидного полимера, из полимера винилхлорид, из синтетического каучука, из натурального каучука, из кремнийорганической смолы и из фторсодержащего полимера. Кроме того, пленочная основа может дополнительно содержать модификатор, такой как пигмент, абсорбер ультрафиолетового излучения и набивка (filler).
Приемлемо, когда толщина пленочной основы составляет 5 мкм или более, предпочтительнее 10 мкм или более, и предпочтительно 300 мкм или менее, предпочтительнее 100 мкм или менее. При обеспечении толщины пленочной основы в 5 мкм или более обработка во время изготовления улучшена, а при обеспечении толщины в 300 мкм или менее может быть обеспечена упругость этой пленочной основы. Толщина пленочной основы является усредненной толщиной, измеренной при использовании прибора - толщиномера с круговой шкалой (измеренной в условиях, когда не применена никакая нагрузка, кроме нагрузки пружины основного корпуса, при использовании прибора - толщиномера с круговой шкалой 1/1000 мм, изготовленного фирмой TECLOCK).
В качестве пленочной основы, например, может быть предпочтительно использована пленочная основа, имеющая свойство водонепроницаемости. Если используется пленочная основа, имеющая свойство водонепроницаемости, указанное свойство может быть передано на герметизированную часть, обработанную герметизирующей лентой. При таком использовании, где, в частности, герметизированная часть также должна иметь свойство водонепроницаемости, предпочтительно использовать пленочную основу, имеющую свойство водонепроницаемости 100 см или более, предпочтительнее 200 см или более в отношении водонепроницаемости (свойства водонепроницаемости), измеренной в соответствии со способом JIS L 1092 A. [JIS - Japan industrial standard - Японский промышленный стандарт - примечание переводчика].
Примеры пленки, имеющей свойство водонепроницаемости, включают в себя непористую полимерную пленку или пористую пленку, состоящую из гидрофобного полимера, такого как фторсодержащий полимер, полимера полиуретан, подвергнутого водоотталкивающей обработке (далее ссылка просто на «гидрофобную пористую пленку» в ряде случаев). Здесь «гидрофобный полимер» означает полимер, в котором, когда отлита ровная и плоская пластина с использованием этого полимера, угол касания капли воды, нанесенной на поверхность этой пластины, составляет 60 градусов или более (температура измерения: 25°С), предпочтительнее 80 градусов или более.
Гидрофобная пористая пленка проявляет свойство водонепроницаемости как целая пленка, поскольку гидрофобный полимер, составляющий материал пленочной основы, подавляет проникновение воды в пору. С другой стороны, поскольку это пористое тело, клей проникает в поры пленки для создания такого закрепляющего эффекта, что возможен процесс ламинирования, превосходный по долговечности. Среди этих пленок, в качестве пленки, имеющей свойство водонепроницаемости, предпочтительной является пористая пленка, состоящая из фторсодержащего полимера с учетом ее термостойкости и безусадочности, предпочтительнее пористая пленка из политетрафторэтилена (далее ссылка на «пористую пленку из ПТФЭ» в ряде случаев). В частности, поскольку в пористой пленке из ПТФЭ политетрафторэтилен, являющийся полимерным компонентом, входящим в состав материала пленочной основы, имеет высокое гидрофобное свойство (водоотталкивающее свойство), может быть достигнуто превосходное свойство водонепроницаемости и, в то же время, может быть получена пленка, имеющая такую высокую пористость, что может быть достигнута высокая долговечность приклеивания благодаря закрепляющему эффекту указанного клея.
Пористая пленка из ПТФЭ получена путем смешивания мелкого порошка политетрафторэтилена (ПТФЭ) с дополнительным формующим веществом, чтобы получить сформованное тело в виде пластины, удалив дополнительное формующее вещество из этого сформованного тела, а затем растянуть полученное изделие в плоскости при высокой температуре и высокой скорости, и оно таким образом получит пористую структуру. Иначе говоря, структура пористой пленки из ПТФЭ состоит из узлов, взаимосвязанных тонкими кристаллическими лентами, причем каждый узел представляет собой совокупность первичных частиц политетрафторэтилена, и фибрилл, которые являются пучками кристаллических лент, полностью расходящимися от первичных частиц. Пространство, ограниченное фибриллами и узлами, соединяющими фибриллы, является порой в указанной пленке. Пористость, максимальный диаметр поры и подобные данные пористой пленки из ПТФЭ, описанные ниже, могут контролироваться путем контроля степени расхождения и подобных данных.
Максимальный размер поры гидрофобной пористой пленки предпочтительно составляет 0.01 мкм или более, предпочтительнее 0.1 мкм или более, и предпочтительно 10 мкм или менее, предпочтительнее 1 мкм или менее. Если максимальный размер поры составляет менее 0.01 мкм, изготовление этой пленки становится сложным, в то время как, если этот размер более 10 мкм, свойство водонепроницаемости гидрофобной пористой пленки снижено, а прочность этой пленки становится до такой степени слабой, что имеется тенденция к усложнению обработки пленки во время последующих процессов, таких как расположение слоем.
Пористость гидрофобной пористой пленки предпочтительно составляет 50% или более, предпочтительнее 60% или более, и предпочтительно 98% или менее, предпочтительнее 95% или менее. При обеспечении пористости гидрофобной пористой пленки 50% или более, закрепляющий эффект клея будет усилен. С другой стороны, при обеспечении пористости 98% или менее, может быть обеспечена прочность этой пленки.
Максимальный размер поры является величиной, измеренной в соответствии с правилами ASTM F-316 [ASTM - American Society of Testing Materials - Американское общество по испытанию материалов]. Пористость получена путем расчета по следующей формуле, на основе условной плотности (ρ), измеренной в соответствии со способом JIS К 6885 измерения условной плотности.
Пористость (%)=(2.2-ρ)/2.2×100
Соответствующая толщина гидрофобной пористой пленки предпочтительно составляет 5 мкм или более, предпочтительнее 10 мкм или более, и предпочтительно 300 мкм или менее, предпочтительнее 100 мкм или менее. При обеспечении толщины гидрофобной пористой пленки предпочтительно в 5 мкм или более обработка во время изготовления улучшена, а при обеспечении толщины в 300 мкм или менее может быть обеспечена упругость этой гидрофобной пористой пленки. Толщина гидрофобной пористой пленки является усредненной толщиной, измеренной при использовании прибора - толщиномера с круговой шкалой (измеренной в условиях, когда не применена никакая нагрузка, кроме нагрузки пружины основного корпуса, при использовании прибора - толщиномера с круговой шкалой 1/1000 мм, изготовленного фирмой TECLOCK).
В настоящем изобретении гидрофобная пористая пленка предпочтительно имеет слой гидрофильного полимера на стороне, где слоем расположен липкий слой. Путем образования слоя из гидрофильного полимера улучшается механическая прочность гидрофобной пористой пленки и, в то же время, улучшается прилипание липкого слоя, обеспечивая таким образом герметизирующую пленку, превосходную по долговечности. Слой из гидрофильного полимера может быть образован на поверхности гидрофобной пористой пленки, но часть слоя из гидрофильного полимера может быть импрегнирована на поверхностной части гидрофобной пористой пленки. Путем импрегнации части слоя из гидрофильного полимера в порах поверхности гидрофобной пористой пленки обеспечен закрепляющий эффект, и этим усиливается прочность соединения слоя из гидрофильного полимера и гидрофобной пористой пленки.
В качестве гидрофильного полимера предпочтительно используется полимерный материал, имеющий такую гидрофильную группу, как гидроксильная группа, карбоксильная группа, сульфонатная группа и аминокислотная группа, поскольку этот материал является разбухающим от воды и нерастворимым в воде. Конкретные примеры могут включать в себя гидрофильный полимер, по меньшей мере у части которого образованы поперечные межмолекулярные связи, таковыми являются поливиниловый спирт, уксусная кислота, а также нитроцеллюлоза и гидрофильный полимер полиуретан, но, в отношении термостойкости, стойкости к химическому воздействию, способности подвергаться обработке и тому подобного, особенно предпочтителен гидрофильный полимер полиуретан.
В качестве гидрофильного полимера полиуретана используется полиуретан на основе сложного полиэфира или простого полиэфира либо форполимер, содержащий такую гидрофильную группу, как гидроксильная группа, аминогруппа, карбоксильная группа, сульфоновая группа и оксиэтиленовая группа. Для регулировки температуры плавления (температуры размягчения) указанного полимера может использоваться как отдельно, так и в смеси, в качестве образователя поперечных межмолекулярных связей, диизоцианат, триизоцианат или их аддукт, имеющий две или более изоцианатные группы. В случае применения форполимера, цепь которого обрывается изоцианатом, могут быть использованы в качестве отверждающего агента высокомолекулярный спирт, имеющий две или более функциональные группы, такие как двухвалентный спирт или его производные и трехвалентный спирт или его производные, либо полиамин, имеющий две или более функциональные группы, такие как диамин или его производные и триамин или его производные.
В качестве способа образования слоя гидрофильного полимера, такого как гидрофильный полимер полиуретан, на поверхности гидрофобной пористой пленки, жидкость для нанесения изготавливается таким способом, как приготовление раствора из (поли)уретана с использованием растворителя, нагревание этого полимера до расплава и тому подобное, и жидкость для нанесения наносится на гидрофобную пористую пленку роликовым устройством для нанесения покрытий (roll coater) и тому подобное. Вязкость жидкости для нанесения, приемлемая для того чтобы импрегнировать гидрофильный полимер на части поверхности гидрофобной пористой пленки, составляет 20,000 mPa·s или менее, предпочтительнее 10,000 mPa·s или менее при температуре нанесения. В случае приготовления раствора с использованием растворителя, хотя это зависит от состава растворителя, когда вязкость раствора становится слишком низкой, этот раствор диспергируется по всей гидрофобной пористой пленке после нанесения; таким образом, имеется возможность того, что вся гидрофобная пористая пленка станет гидрофильной и однородный слой полимера не образуется на поверхности гидрофобной пористой пленки, что увеличит вероятность возникновения проблемы со свойством водонепроницаемости, поэтому желательно поддерживать вязкость 500 mPa·s или более. Указанная вязкость может быть измерена путем использования вискозиметра типа В (B-type), изготовленного фирмой ТОKI SANGYO CO., LTD.
(1-3) По поводу липкого слоя
Далее будет изложено разъяснение по поводу липкого слоя, расположенного слоем в герметизирующей ленте настоящего изобретения. Клей, используемый для этого липкого слоя, не имеет особых ограничений, пока он проявляет герметизирующий эффект, заполняя пустоты, образованные на соединении, таком как стежок или шов, текстильного изделия во время герметизирующей обработки, но предпочтителен термоклей, теплота плавления которого обеспечивается посредством нагретого воздуха, ультразвука, волны высокой частоты и им подобного, для обеспечения прочности клеевого соединения, поскольку обработка этого термоклея является соответствующей во время процесса герметизирования. В качестве термоклея могут быть использованы, отдельно или в смеси двух либо более видов, по необходимости, различные полимеры, такие как полиамид, сложный полиэфир, поливинилбутираль, поливинилацетат или его сополимер, производный полимер целлюлозы, полиметилметакрилат, поливиниловый эфир, полиуретан, поликарбонат и поливинилхлорид.
В случае использования герметизирующей ленты настоящего изобретения для одежды требуется мягкая текстура, в дополнение к стойкости к сухой чистке и стирке. В этом случае в качестве термоклея предпочтителен полимер полиуретан.
Текучесть термоклея (измеренная при 180°С с использованием контрольно-измерительного прибора текучести «CFT-500», изготовленного фирмой Shimadzu Corporation) составляет 40×10-3 cм3/с или более, предпочтительнее 60×10-3 cм3/с или более, и предпочтительно 200×10-3 cм3/с или менее, предпочтительнее 100×10-3 cм3/с или менее. Если величина текучести термоклея слишком низкая, прочность клеевого соединения становится недостаточной, в то же время, если она слишком высокая, термоклей, который был расплавлен, элюируется из микроотверстий сшитой части или выступает с краев указанной пленки во время процесса герметизирования, результатом чего является ухудшение внешнего вида или невозможность обеспечить достаточное свойство водонепроницаемости.
Толщина слоя термоклея предпочтительно составляет 20 мкм или более, предпочтительнее 50 мкм или более, и предпочтительно 400 мкм или менее, предпочтительнее 200 мкм или менее, особенно предпочтительно 120 мкм или менее. Если слой термоклея меньше 20 мкм, количество полимера настолько маленькое, что трудно полностью герметизировать вогнутость и выпуклость пряжи в части с микроотверстиями, и таким образом свойство водонепроницаемости сшитой части может стать недостаточным. Кроме того, сложно сделать прочным покрытие из слоя термоклея менее чем в 20 мкм, поскольку существует возросшая вероятность появления дефекта покрытия, называемого «рыбий глаз», на указанном слое термоклея. С другой стороны, когда слой термоклея имеет толщину более чем 400 мкм, требуется много времени, чтобы достаточно расплавить термоклей при горячем прессовании герметизирующей ленты, и таким образом имеются возможности для снижения производительности и возникновения термального повреждения на присоединяемой пленочной основе. Если время горячего прессования будет сокращено, то слой термоклея достаточно не расплавится и таким образом достаточный герметизирующий эффект не будет получен. Кроме того, текстура герметизированной части после процесса соединения становится твердой; например, если эта герметизирующая лента настоящего изобретения применяется в одежде, она вызывает шероховатость текстуры герметизированной части.
Имеется также предпочтительный вариант изобретения, позволяющий приемлемо изменить толщину слоя термоклея в соответствии с типом ткани изделия из расположенного слоем тканого материала, которое должно быть подвергнуто герметизирующей обработке. Например, если на стороне, которая должна быть подвергнута герметизирующей обработке, тканью изделия из расположенного слоем тканого материала является плетеная ткань, удовлетворяющая коэффициенту заполнения, который будет указан ниже, толщина слоя термоклея герметизирующей ленты может быть сделана тонкой и, например, она предпочтительно составляет 120 мкм или менее. Если толщина слоя термоклея составляет 120 мкм или менее, может быть получено текстильное изделие, которое является превосходным по текстуре и внешнему виду сшитой части. Кроме того, поскольку количество полимера в термоклее может быть небольшим, стоимость материала может быть уменьшена в связи с уменьшением количества полимера. Также, поскольку клей расплавляется в короткое время при прессовании герметизирующей ленты, производительность может быть увеличена благодаря ускорению процесса прессования. Благодаря такому синергическому эффекту, стоимость производства указанного текстильного изделия может быть уменьшена. С другой стороны, если на стороне, которая должна быть подвергнута герметизирующей обработке, тканью изделия из расположенного слоем тканого материала является трикотаж, становится необходимым количество термоклея, достаточное для заполнения пространств внутри этого трикотажа, и таким образом толщина слоя термоклея предпочтительно составляет 150 мкм или более.
Герметизирующая лента настоящего изобретения предпочтительно имеет модуль 10% при 10 Н/см или более, предпочтительнее 12 Н/см или более, и предпочтительно имеет модуль 10% при 50 Н/см или менее, предпочтительнее 30 Н/см или менее, по направлению ее длины. При обеспечении модуля 10% по направлению длины в указанном выше диапазоне изменение ширины этой ленты до и после процесса герметизирования подавлено, и таким образом может быть выполнен более стабильный процесс герметизирования. Если модуль 10% меньше чем 10 Н/см, то, при выполнении процесса герметизирования, указанная лента оказывается в состоянии поперечного сужения (состояние, в котором лента растянута в длину и становится узкой в ширину), и таким образом существует вероятность того, что достаточный уровень герметизирования нельзя будет получить в месте, где трудно выполнить процесс герметизирования, таком как место изгиба. Также, если модуль 10% становится больше чем 50 Н/см, текстура герметизирующей ленты становится твердой, и, таким образом, когда эта лента используется в текстильном изделии, его часть, подвергнутая процессу герметизирования, имеет склонность становиться шероховатой.
(2) Изготовление герметизирующей ленты
Далее будет изложено разъяснение по поводу способа изготовления герметизирующей ленты настоящего изобретения.
Способ изготовления герметизирующей ленты настоящего изобретения включает в себя первый этап расположения слоями пленочной основы и описанной выше плетеной ткани, чтобы получить первое ламинированное изделие, второй этап нанесения клея на сторону с пленочной основой первого ламинированного изделия первого этапа, чтобы получить второе ламинированное изделие, и этап обработки нарезанием в форме ленты второго ламинированного изделия, полученного на втором этапе. Ниже будут объяснены подробности каждого этапа.
(2-1) Первый этап
На первом этапе пленочная основа и описанная выше плетеная ткань располагаются слоями, образуя таким образом первое ламинированное изделие. Для расположения слоями пленочной основы и описанной выше плетеной ткани соответственно используют такой способ, как приклеивание и сплавление. В случае, когда в качестве материала плетеной ткани используется материал, который трудно подвергнуть процессу сплавления, такой как полиамидное волокно и полиэфирное волокно, предпочтительно скреплять пленочную основу и описанную выше плетеную ткань, используя клей.
В качестве клея предпочтителен термофиксирующий полимерный клей, который может отверждаться посредством химической реакции, реакции с тепловым эффектом, светового излучения и влажности и тому подобного. Такие примеры включают в себя различные полимерные клеи из полиэфирного полимера, из полиамида, из полиуретана, из кремнийорганической смолы, из (мет)акрилового полимера, из поливинилхлорида, из полиолефина, из полибутадиенового каучука, из других каучуков и тому подобного. Среди них предпочтительным является полиуретановый клей. В качестве полиуретанового клея особенно предпочтителен тип термоклея с реакцией отверждения (curing reaction-type hot melt adhesive).
Термоклей с реакцией отверждения находится в твердом состоянии при нормальной температуре и расплавляется при нагревании, становясь жидкостью с низкой вязкостью; он является клеем, который становится жидкостью с высокой вязкостью или твердым посредством реакции отверждения, происходящей при сохранении режима нагревания, при дальнейшем повышении температуры, или при контактировании с многофункциональным соединением, имеющим влагу или другие активные водороды, и тому подобное. Реакция отверждения может быть промотирована присутствием катализатора отверждения, отвердителя и тому подобного.
В качестве полиуретанового термоклея с реакцией отверждения, используемого для склеивания пленочной основы и плетеной ткани, предпочтителен, например, термоклей, имеющий вязкость от 500 mPa·s до 30,000 mPa·s (предпочтительнее 3,000 mPa·s или менее), поскольку он расплавляется путем нагревания, чтобы стать жидкостью, имеющей низкую вязкость (а именно, когда он наносится как покрытие для склеивания). Вязкостью здесь является величина, измеренная с использованием вискозиметра «ICI corn & plate viscometer», изготовленного фирмой RESEARCH EQUIPMENT, в котором установлен ролик как тип конического фрикцона (the roller is set as cone type), и при температуре 125°C. В качестве полиуретанового термоклея с реакцией отверждения предпочтителен термоклей, способный на реакцию отверждения при контактировании с влажностью.
Полиуретановый термоклей с реакцией отверждения может быть получен путем реакции присоединения высокомолекулярного спирта из сложного полиэфира, высокомолекулярного спирта из простого полиэфира и тому подобного с алифатическим или ароматическим полиизоцианатом, таким как TDI (tolylene diisocyanate -толилендиизоцианат), MDI (diphenylmethane diisocyanate - дифенилметандиизоцианат), XDI (xylylene diisocyanate - ксилилендиизоцианат) и IPDI (isophorone diisocyanate - изофорондиизоцианат), таким образом, что изоцианатная группа остается на выходе. Получаемый в результате полиуретановый термоклей с реакцией отверждения имеет изоцианатную группу на выходе и таким образом вызывается реакция отверждения посредством влажности в воздушной среде. Температура плавления полиуретанового термоклея с реакцией отверждения составляет 50°С или более, предпочтительнее 80°С или более, и предпочтительно 150°С или менее, и эти температуры до некоторой степени выше, чем температура внутри помещения.
Примеры полиуретанового термоклея с реакцией отверждения включают в себя клей «Bondmaster», который можно получить на коммерческой основе от фирмы Nippon NSC Ltd. При нагревании от 70 до 150°С полиуретановый термоклей с реакцией отверждения становится расплавом, имеющим вязкость, приемлемую для нанесения его как покрытия. Этот расплав наносится на пленочную основу для скрепления этой пленочной основы с плетеной тканью, затем следует его охлаждение до примерно температуры внутри помещения, и при этом он становится настолько полутвердым, что может быть подавлено его излишнее проникновение в плетеную ткань и растекание в ней. Затем реакция отверждения прогрессирует благодаря влажности в воздушной среде, обеспечивая таким образом мягкое и прочное прилипание.
Способ нанесения клея, который скрепляет пленочную основу и плетеную ткань, особенно не ограничен, и могут быть применены такие способы, как нанесение валиком, распыление и нанесение кистью. Чтобы увеличить упругость ламинированного изделия, рекомендуется, чтобы клей наносился в виде тонкой пленки или наносился частично в виде точки либо линии.
В случае нанесения клея в виде тонкой пленки рекомендуется, чтобы слой клея имел толщину предпочтительно 5 мкм или более, предпочтительнее 10 мкм или более, и предпочтительно 100 мкм или менее, предпочтительнее 70 мкм или менее. Если толщина слоя клея меньше 5 мкм, достаточное прилипание может не быть обеспечено, в то время как, если эта толщина более 100 мкм, текстура получившейся в результате герметизирующей ленты становится твердой. Площадь прилипания (площадь, на которую нанесен клей) в случае, когда клей нанесен частично, составляет предпочтительно 5% или более, предпочтительнее 40% или более, и предпочтительно 95% или менее, предпочтительнее 90% или менее относительно всей площади поверхности пленочной основы. Если площадь прилипания меньше чем 5%, достаточное прилипание может не быть обеспечено. Если площадь прилипания больше чем 95%, эффект увеличения упругости не может быть достаточно обеспечен.
Количество клея, которое нужно нанести, может быть установлено в зависимости от вогнутости и выпуклости, плотности волокна, требуемого прилипания, прочности и тому подобного плетеной ткани. Количество наносимого клея составляет предпочтительно 1 г/мI или более, предпочтительнее 4 г/мI или более, и предпочтительно 50 г/мI или менее, предпочтительнее 30 г/мI или менее. Если количество клея, которое нужно нанести, слишком маленькое, прилипание становится недостаточным, и, например, в некоторых случаях не может быть достигнута прочность, достаточная для выдерживания стирки. С другой стороны, если количество клея слишком большое, текстура получившегося в результате ламинированного изделия в ряде случаев может стать слишком твердой и, таким образом, неприемлемой.
Предпочтительный способ ламинирования включает в себя, например, способ ламинирования пленочной основы путем использования валика, имеющего рельефную гравировку, которым наносится расплав полиуретанового термоклея с реакцией отверждения, и путем помещения описанной выше плетеной ткани на эту основу для их прессования-скрепления с использованием этого валика. Этим способом может быть обеспечена хорошая прочность прилипания и, в то же время, текстура получающегося в результате ламинированного изделия является хорошей, а также хорошей является производительность.
(2-2) Второй этап
На втором этапе клей наносится на сторону пленочной основы первого ламинированного изделия, полученного на первом этапе, и таким образом получается второе ламинированное изделие. Далее объясняется случай использования термоклея в качестве клея. Термоклей может иметь форму сплошного массива, быть в виде гранул, в виде порошка, в виде шариков, в виде хлопьев и тому подобного, и может приемлемо использоваться. Способы нанесения термоклея на первое ламинированное изделие, полученное на первом этапе, включают в себя, например, способ с применением растворителя, способ теплового расплавления, способ с применением экструзии и тому подобное, а с точки зрения качества и стоимости, способ с применением экструзии предпочтителен для использования. При способе с применением экструзии термоклей был подвергнут в экструдере расплавлению при нагревании, чтобы подавать его путем давления к головке экструдера, и термоклей выпускался из головки экструдера на пленочную основу первого ламинированного изделия при охлаждении на охлаждающем барабане, производя таким образом второе ламинированное изделие.
(2-3) Третий этап
Второе ламинированное изделие, полученное на втором этапе, подвергается обработке разрезанием на соответствующую ширину, чтобы использоваться как герметизирующая лента. Обработка разрезанием может быть выполнена общеизвестным способом, и может быть приемлемо использована обработка разрезанием с применением охватываемого (male) и охватывающего (female) ножей (дискового ножа для продольной резки) и тому подобного. Ширина разрезания может быть приемлемо выбрана в соответствии с шириной разрезания, необходимой для указанной ленты, а предпочтительно 5 мм или более, предпочтительнее 8 мм или более, и предпочтительно 50 мм или менее, предпочтительнее 25 мм или менее. Если эта ширина более узкая чем 5 мм, герметизирующая лента при покрытии ширины герметизированной части оказывается слишком маленькой, и таким образом герметизирующий эффект оказывается нарушенным. С другой стороны, если эта ширина составляет 50 мм или более, вероятнее образование морщин и складок, и таким образом внешний вид изделия ухудшается.
Второе ламинированное изделие, поскольку оно ламинировано плетеной тканью на первом этапе, может быть подвергнуто обработке разрезанием путем применения большего растяжения, что сравнимо со случаем, когда ламинирован трикотаж. Далее, растяжение означает такое растяжение, которое применено в направлении длины разрезания при наматывании обработанной герметизирующей ленты.
В настоящем изобретении, растяжение при наматывании герметизирующей ленты во время обработки разрезанием особенно не ограничено, и оно составляет предпочтительно 70 Н/м или более и 100 Н/м или менее. При обеспечении растяжения 70 Н/м или более в случае обработки разрезанием с использованием дискового ножа для продольной резки, второе ламинированное изделие легко разрезается, и таким образом улучшается производительность. При обеспечении растяжения 100 Н/м или менее удлинение второго ламинированного изделия в направлении длины подавлено, предотвращая таким образом поперечное сужение.
При процессе изготовления герметизирующей ленты с использованием трикотажа в качестве материала подложки, если растяжение во время обработки разрезанием составляет 70 Н/м или более, это вызывает такое поперечное сужение, что ширина становится узкой; если же растяжение устранено после обработки разрезанием, ширина герметизирующей ленты становится более широкой, чем ширина дискового ножа для продольной резки, результатом чего является неравномерность ширины разрезания. В случае большего растяжения в 100 Н/м или более, поскольку герметизирующая лента намотана, будучи растянутой в направлении длины, имеется вероятность того, что рулон, вновь намотанный после обработки разрезанием, станет деформированным в виде шара. Напротив, в случае, когда растяжение составляет 40 Н/м или менее, лезвие дискового ножа для продольной резки становится недостаточным, и, в дополнение, при указанной обработке появляется вероятность возникновения такой неполадки, как наматывание разрезанной ленты на дисковый нож для продольной резки. Таким образом, поскольку герметизирующая лента, использующая трикотаж в качестве материала подложки, обладает свойством иметь тенденцию к растяжению в направлении длины, диапазон установки условия растяжения при обработке разрезанием является ограниченным, и верхний предел скорости обработки разрезанием должен быть 15 м/мин, а установка более высокой скорости является сложной.
(3) Текстильное изделие настоящего изобретения
Настоящее изобретение включает в себя текстильное изделие, полученное путем обработки сшиванием ламинированного изделия из ткани, в котором по меньшей мере часть сшитой части подвергнута герметизирующей обработке с использованием герметизирующей ленты настоящего изобретения, а также оно включает в себя текстильное изделие, при получении которого ламинированное изделие из ткани подвергается процессу сплавления, при котором по меньшей мере часть сплавленной части подвергнута герметизирующей обработке с использованием герметизирующей ленты настоящего изобретения. Путем переработки ламинированного изделия из ткани в текстильное изделие с применением герметизирующей ленты настоящего изобретения может быть получено текстильное изделие, превосходное по герметизирующему эффекту. По меньшей мере часть сшитой части или сплавленной части может быть подвергнута герметизирующей обработке с использованием герметизирующей ленты настоящего изобретения, и целая сшитая часть или сплавленная часть может быть подвергнута герметизирующей обработке с использованием герметизирующей ленты настоящего изобретения.
Ламинированное изделие из ткани, относящееся к текстильному изделию настоящего изобретения, особенно не ограничено и включает в себя, например, ламинированное изделие из ткани, в котором ткань расположена слоем на упругой пленке.
Текстильное изделие настоящего изобретения предпочтительно использует ламинированное изделие из ткани, которое имеет упругую пленку, плетеную ткань, расположенную слоем на одной стороне упругой пленки, и ткань, расположенную слоем на другой стороне упругой пленки, и в котором плетеная ткань имеет общий коэффициент заполнения (CFtotal) от 700 до 1400, рассчитанный из коэффициентов заполнения основы и утка, составляющих плетеную ткань, в соответствии со следующими формулами, и в котором сторона с плетеной тканью ламинированного изделия из ткани предпочтительно подвергнута герметизирующей обработке с использованием герметизирующей ленты настоящего изобретения. То есть, если в качестве плетеной ткани, расположенной слоем на той стороне ламинированного изделия из ткани, которая должна быть подвергнута герметизирующей обработке, используется плетеная ткань, удовлетворяющая диапазону коэффициента заполнения, то превосходная импрегнация клея герметизирующей ленты и превосходный герметизирующий эффект могут быть получены в месте соединения (сшитая часть и сплавленная часть), когда ламинированное изделие из ткани переработано в текстильное изделие, таким же образом, как при расположении плетеной ткани в герметизирующей ленте.
Формула 4
CFtotal=СFm+СFt

CFm: коэффициент заполнения основы
CFt: коэффициент заполнения утка
Fm: тонкость (dtex) основы
Ft: тонкость (dtex) утка
Dm: плотность основы (номера пряжи/2.54 см)
Dt: плотность утка (номера пряжи/2.54 см)
(3-1) По поводу плетеной ткани
Далее будет дано разъяснение по поводу плетеной ткани, расположенной слоем в ламинированном изделии из ткани, предпочтительно использованном для текстильного изделия настоящего изобретения. Плетеная ткань имеет общую величину (CFtotal) коэффициентов заполнения основы и утка, составляющих эту плетеную ткань, соответственно рассчитанную согласно указанной выше формуле, и эта общая величина (CFtotal) составляет 500 или более, предпочтительнее 700 или более, еще более предпочтительно 900 или более, и предпочтительно 1400 или менее, предпочтительнее 1300 или менее, еще более предпочтительно 1200 или менее. Общая величина (CFtotal) коэффициентов заполнения основы и утка, составляющих эту плетеную ткань, соответственно рассчитанная согласно указанной выше формуле, должна составить 700 или более, чтобы обеспечить прочность плетеной ткани, которая должна быть использована, а также чтобы улучшить обработку и технологичность и одновременно поддерживать в пределах минимальных требований внешний вид и ощущение при соприкосновении. Когда общий коэффициент заполнения меньше чем 700, физическая прочность (сопротивление истиранию и тому подобное) получившегося в результате ламинированного изделия из ткани становится недостаточной для практического использования, а внешний вид и ощущение при соприкосновении ухудшаются. Внешний вид получившегося в результате ламинированного изделия из ткани зависит от внешнего вида поверхности, которая открыта вовне, и когда общий коэффициент заполнения меньше чем 700, упругая пленка, которая видна через пространства между нитями, становится более видимой до такой степени, что это не может соответствовать качеству, обычно требуемому от текстильного изделия. Ощущение при соприкосновении с получившимся в результате ламинированным изделием из ткани является чувством, испытываемым при соприкосновении человеческого тела с этим ламинированным изделием из ткани (чувством кожи), но когда общий коэффициент заполнения становится меньше чем 700, кожа чувствует шероховатость. С другой стороны, чтобы обеспечить импрегнацию клея герметизирующей ленты в плетеную ткань, этой плетеной ткани, используемой для указанного ламинированного изделия из ткани, необходимо иметь сетку, которая является шероховатой до определенной степени. Поэтому предпочтительно, чтобы общая величина коэффициентов заполнения основы и утка, образующих плетеную ткань, составляла 1400 или менее. Если общая величина коэффициентов заполнения становится больше чем 1400, импрегнация клея герметизирующей ленты в пространства между нитями, образующими плетеную ткань, становится недостаточной до такой степени, что не может быть обеспечено герметизирующее свойство герметизируемой части, а текстура получившегося ламинированного изделия из ткани становится твердой, что является в результате помехой для снижения его веса.
По меньшей мере один из коэффициентов заполнения основы (CFm) или коэффициентов заполнения утка (CFt) составляет предпочтительно 300 или более, предпочтительнее 400 или более, и предпочтительно 800 или менее, предпочтительнее 700 или менее. При обеспечении по меньшей мере одного из коэффициентов заполнения основы и коэффициентов заполнения утка плетеной ткани в пределах указанного выше диапазона прочность и обработка этой плетеной ткани, импрегнация клея герметизирующей ленты в плетеную ткань и тому подобное улучшаются. Коэффициент заполнения основы и коэффициент заполнения утка могут контролироваться путем соответствующего отбора их тонкости и плотности, о чем ясно свидетельствуют указанные выше формулы.
Предпочтительный вариант конструктивного исполнения плетеной ткани, которая должна использоваться для ламинированного изделия из ткани, и волокно, составляющее эту плетеную ткань, является тем же самым, что и предпочтительный вариант конструктивного исполнения плетеной ткани, которая должна использоваться для герметизирующей ленты, и волокно, составляющее эту плетеную ткань, кроме диапазона коэффициента заполнения.
(3-2) По поводу упругой пленки
Далее описана упругая пленка, использованная для ламинированного изделия из ткани.
Упругая пленка особенно не ограничена, если она имеет упругость. Примеры упругой пленки включают в себя пленки из полимера полиуретан, пленки из полимера полиэфир, такие как пленки из полиэтилена терефталата и полибутилена терефталата, из акрилового полимера, из полимера полиолефин, такие как пленки из полиэтилена и полиолефина, из полиамидного полимера, из полимера винилхлорид, из синтетического каучука, из натурального каучука и из фторсодержащего полимера.
Толщина упругой пленки предпочтительно составляет 5 мкм или более, предпочтительнее 10 мкм или более, и предпочтительно 300 мкм или менее, предпочтительнее 100 мкм или менее. Если толщина упругой пленки тоньше чем 5 мкм, имеется трудность при ее переработке в соответствующее изделие, в то же время, если толщина более 300 мкм, упругость этой упругой пленки ухудшена. Упругая пленка измерена прибором - толщиномером с круговой шкалой (измерена при использовании прибора - толщиномера с круговой шкалой 1/1000 мм, изготовленного фирмой TECLOCK, без применения какой-либо нагрузки, кроме нагрузки пружины основного корпуса), и диапазон измерения считается толщиной упругой пленки.
Используемая упругая пленка предпочтительно является пленкой, имеющей, например, свойство водонепроницаемости, ветронепроницаемости или пыленепроницаемости. Если в качестве гибкой пленки используется водонепроницаемая пленка, получившееся в результате ламинированное изделие из ткани может иметь свойство водонепроницаемости. Если используется водонепроницаемая и влагопроницаемая пленка, получившееся в результате ламинированное изделие из ткани может иметь свойство водонепроницаемости и влагопроницаемости. Обычно пленка, имеющая свойство водонепроницаемости или свойство водонепроницаемости и влагопроницаемости, также имеет свойства ветронепроницаемости и пыленепроницаемости. В применениях, при которых в особенности требуется свойство водонепроницаемости, таких как виды одежды для дождливой погоды, предпочтительно используется упругая пленка, имеющая водонепроницаемость (свойство водонепроницаемости) 100 см или более, предпочтительнее 200 см, измеренную в соответствии со способом JIS L 1092 А.
В предпочтительном варианте конструкции настоящего изобретения, водонепроницаемая и влагопроницаемая пленка используется в качестве упругой пленки. Подразумевается, что эта водонепроницаемая и влагопроницаемая пленка является пленкой, имеющей как «свойство водонепроницаемости», так и «свойство влагопроницаемости». То есть получившееся в результате ламинированное изделие из ткани может иметь как «свойство влагопроницаемости», так и «свойство водонепроницаемости». Например, если ламинированное изделие из ткани настоящего изобретения переработано в одежду, испарение от пота из тела человека, носящего указанную одежду, удаляется наружу сквозь это ламинированное изделие из ткани, и таким образом человек может не испытывать ощущения влажности во время носки этой одежды. Как указано далее, «свойство влагопроницаемости» означает свойство позволять водяному пару просачиваться. Упругая пленка предпочтительно имеет свойство влагопроницаемости, составляющее, например, 50 g/mI·h или более, предпочтительнее 100 g/mI·h или более, измеренное в соответствии со способом JIS L 1099 В-2.
Примеры водонепроницаемой и влагопроницаемой пленки включают в себя пленки из гидрофильных полимеров, таких как полиуретан, сложный полиэфир, из полимера на основе кремнийорганической смолы и полимера на основе поливинилового спирта, а также пористую пленку, изготовленную из гидрофобного полимера (далее ссылка просто на «гидрофобную пористую пленку»), такого как полимер на основе сложного полиэфира, полимер на основе полиолефина (например, полиэтилен, полипропилен), фторсодержащий полимер, а также полиуретан, модифицированный путем водоотталкивающей обработки. Как указано далее, «гидрофобный полимер» означает полимер, в котором, когда отлита ровная и плоская пластина с использованием этого полимера, угол касания капли воды, нанесенной на поверхность этой пластины, составляет 60 градусов или более (температура измерения: 25°С), предпочтительнее 80 градусов или более.
В гидрофобной пористой пленке пористая структура, при которой имеются поры (постоянно действующие поры) внутри, сохраняет свойство влагопроницаемости, а гидрофобный полимер, из которого состоит материал пленочной основы, предотвращает проникновение воды в поры и обеспечивает свойство водонепроницаемости для целой пленки. Среди пористых пленок предпочтительной для водонепроницаемой и влагопроницаемой пленки является пористая пленка, изготовленная из фторсодержащего полимера, а предпочтительнее пористая пленка из политетрафторэтилена (далее ссылка на «пористую пленку из ПТФЭ»). Поскольку политетрафторэтилен в качестве полимерного компонента, составляющего материал пленочной основы, имеет высокое гидрофобное свойство (водоотталкивающее свойство), именно пористые пленки из ПТФЭ могут иметь превосходные свойства как водонепроницаемости, так и влагопроницаемости.
В качестве пористой пленки из ПТФЭ может быть использована та же самая пленка, которая использована в указанной герметизирующей ленте.
Гидрофобная пористая пленка предпочтительно имеет поры, внутренние поверхности которых для использования покрыты водоотталкивающими и маслоотталкивающими полимерами. Путем покрытия внутренних поверхностей пор гидрофобной пористой пленки водоотталкивающими и маслоотталкивающими полимерами предотвращено попадание внутрь или задерживание в порах гидрофобной пористой пленки таких разновидностей загрязнения, как жировые выделения кожи, машинное масло, напитки и стиральные порошки. Эти загрязнения вызывают снижение гидрофобного свойства ПТФЭ, предпочтительно используемого в гидрофобной пористой пленке, результатом чего является ухудшение водоотталкивающего свойства.
В этом случае, в качестве полимера может быть использован полимер, имеющий фторсодержащую боковую цепь. Подробности об этом полимере и способ для его соединения в пористую пленку описаны, например, в WO 94/22928.
Пример полимера для покрытия описан ниже.
Предпочтительно используемым полимером для покрытия является полимер, имеющий фторсодержащую боковую цепь (половина фторированного алкила предпочтительно имеет от 4 до 16 атомов углерода), полученный путем полимеризации фторалкилакрилата и/или фторалкилметакрилата, представленный следующей химической формулой (1).
Химическая формула 1

где n является целым числом от 3 до 13, R является водородом или метиловой группой.
Способ покрытия внутренней поверхности пор пористой пленки указанным выше полимером включает в себя приготовление водной микроэмульсии полимера (средний диаметр частицы от 0.01 до 0.5 мкм) с фторсодержащим поверхностно-активным веществом (например, перфтороктанат аммония), импрегнирование пор пористой пленки микроэмульсией и нагревание. При нагревании вода и фторсодержащее поверхностно-активное вещество удаляются, а полимер, имеющий фторсодержащую боковую цепь, расплавляется и покрывает внутреннюю поверхность пор пористой пленки, в то же время сохраняя открытые ячейки такими, как они есть, и таким образом может быть получена гидрофобная пористая пленка, превосходная по свойствам водоотталкивания и маслоотталкивания.
В качестве полимера для покрытия могут быть использованы другие полимеры, включая «AF полимер» (торговое название; фирма DuPont), «CYTOP» (торговое название; фирма Asahi Glass Co. Ltd.), и тому подобные. Покрытие внутренней поверхности пор пористой пленки этими полимерами может производиться путем растворения полимеров в инертном растворителе, таком как «Fluorinert» (торговое название; фирма Sumitomo 3М Limited), импрегнирования пористой пленки из ПТФЭ этим раствором и удаления растворителя путем выпаривания.
В ламинированном изделии из ткани, в соответствии с настоящим изобретением, гидрофобная пористая пленка предпочтительно имеет слой гидрофильного полимера на стороне, на которой расположена слоем плетеная ткань. Вариант конструкции изобретения с использованием слоя гидрофильного полимера особенно пригоден в случае переработки ламинированного изделия из ткани, используемого в настоящем изобретении, в предметы одежды, для которых плетеная ткань применяется на внутренней стороне. То есть гидрофильный полимер поглощает влагу, такую как пот, выделяемый человеческим телом, и выделяет его вовне, а также предотвращает проникновение со стороны тела в поры гидрофобной пористой пленки таких различных загрязнений, как жировые выделения кожи и косметическое масло. В некоторых случаях, эти загрязнения могут вызвать снижение гидрофобного свойства ПТФЭ, предпочтительно используемого в гидрофобной пористой пленке, результатом чего является ухудшение водоотталкивающего свойства. Кроме того, образование слоя гидрофильного полимера также увеличивает механическую прочность гидрофобной пористой пленки, и таким образом может быть получена гидрофобная пористая пленка, имеющая более превосходную долговечность. Слой гидрофильного полимера может быть образован на поверхности гидрофобной пористой пленки, но поверхностная часть гидрофобной пористой пленки должна быть предпочтительно импрегнирована гидрофильным полимером. Проникновение слоя гидрофильного полимера в поры гидрофобной пористой пленки обеспечивает закрепляющий эффект, результатом чего является более высокая прочность соединения слоя гидрофильного полимера и гидрофобной пористой пленки. Следует отметить, что указанная пленка имеет пониженное свойство влагопроницаемости, если гидрофобная пористая пленка импрегнирована слоем гидрофильного полимера в направлении по всей ее толщине.
В качестве гидрофильного полимера предпочтительно используется полимерный материал, имеющий такую гидрофильную группу, как гидроксильная группа, карбоксильная группа, сульфокислотная группа и аминокислотная группа, поскольку этот материал является разбухающим от воды и нерастворимым в воде. Конкретные примеры включают в себя гидрофильные полимеры, по меньшей мере у части которых образованы поперечные межмолекулярные связи, таковыми являются поливиниловый спирт, ацетилцеллюлоза, нитроцеллюлоза и гидрофильный полимер полиуретан. В отношении термостойкости, стойкости к химическому воздействию, способности подвергаться обработке, свойства влагопроницаемости и тому подобного, особенно предпочтителен гидрофильный полимер полиуретан.
В качестве гидрофильного полимера полиуретана предпочтительно используется полиуретан на основе сложного полиэфира или простого полиэфира либо форполимер, содержащий такую гидрофильную группу, как гидроксильная группа, аминогруппа, карбоксильная группа, сульфокислотная группа и оксиэтиленовая группа. Для регулировки температуры плавления (температуры размягчения) указанного полимера могут использоваться как отдельно, так и в смеси, в качестве образователя поперечных межмолекулярных связей, диизоцианат и триизоцианат, имеющие две или более изоцианатные группы, или их аддукт. В случае применения форполимеров, цепь которых обрывается изоцианатом, могут быть использованы в качестве отверждающего агента высокомолекулярные спирты, имеющие две или более функциональные группы, такие как двухвалентные спирты и трехвалентные спирты, и полиамины, имеющие две или более функциональные группы, такие как диамины и триамины. Для сохранения свойства влагопроницаемости на высоком уровне высокомолекулярный спирт, имеющий две функциональные группы, более предпочтителен, чем имеющий три функциональные группы.
Способ образования слоя гидрофильного полимера, такого как гидрофильный полимер полиуретан, на поверхности гидрофобной пористой пленки включает в себя изготовление жидкости для нанесения путем растворения гидрофильного полимера, такого как полиуретан, в растворителе, или путем нагревания этого полимера до расплава и нанесение указанной жидкости на гидрофобную пористую пленку, например, роликовым устройством для нанесения покрытий (roll coater). Вязкость жидкости для нанесения, приемлемая для того чтобы импрегнировать гидрофильный полимер на части поверхности гидрофобной пористой пленки, составляет 20,000 mPa·s или менее, а предпочтительнее 10,000 mPa·s или менее при температуре нанесения. В случае приготовления раствора с использованием растворителя, когда вязкость раствора становится слишком низкой, хотя это зависит от состава растворителя, этот раствор диспергируется по всей гидрофобной пористой пленке и вызывает гидрофилизапию всей гидрофобной пористой пленки, и однородный слой полимера может не образоваться на поверхности гидрофобной пористой пленки, что увеличит вероятность возникновения проблемы со свойством водонепроницаемости. Поэтому желательно поддерживать вязкость 500 mPa·s или более. Указанная вязкость может быть измерена путем использования вискозиметра типа В (B-type), изготовленного фирмой Toki Sangyo Co. Ltd.
(3-3) По поводу ткани
В ламинированном изделии из ткани, предпочтительно используемом в настоящем изобретении, указанная выше плетеная ткань расположена слоем на одной стороне упругой пленки, в то время как ткань расположена слоем на другой стороне этой пленки. При расположении ткани слоем на другой стороне физическая прочность и дизайн ламинированного изделия из ткани должны улучшиться. Указанная ткань особенно не ограничена, и ее примеры могут включать в себя плетеную ткань, трикотажную ткань, сетку, нетканый материал, фетр, синтетическую кожу, натуральную кожу и тому подобное. Примеры материалов, из которых состоит ткань, могут включать в себя натуральные волокна, такие как хлопок, лен и шерсть животных, а также синтетическое волокно, металлическое волокно, керамическое волокно и тому подобное, и эти материалы должны быть приемлемо отобраны в соответствии с применением ламинированного изделия из ткани. Например, если ламинированное изделие из ткани, соответствующее настоящему изобретению, используется для изделия, предназначенного для применения на открытом воздухе, предпочтительно используется плетеная ткань, состоящая из полиамидного волокна, полиэфирного волокна и тому подобного, с учетом таких свойств, как упругость, прочность, долговечность, стоимость, легковесность и тому подобное. В случае необходимости, ткань может быть подвергнута общеизвестной водоотталкивающей обработке, умягчающей обработке, антистатической обработке и тому подобному.
В ламинированном изделии из ткани, предпочтительно используемом в настоящем изобретении, указанная выше плетеная ткань расположена слоем на одной стороне упругой пленки, а ткань дополнительно расположена слоем на другой стороне этой пленки, и особенно не ограничено, какая именно ткань из них должна быть тканью лицевой стороны или тканью внутренней стороны текстильного изделия. Типичные варианты конструкции изобретения включают в себя такой вариант конструкции, в котором плетеная ткань, расположенная слоем на стороне, которая подвергнута герметизирующей обработке, должна являться внутренней тканью, а ткань, расположенная слоем на другой стороне, должна являться лицевой тканью. В частности, если ламинированное изделие из ткани, в соответствии с настоящим изобретением, используется для одежды и тому подобного, внешний вид полученной одежды будет улучшен, если сторона, подвергнутая герметизирующей обработке, окажется внутренней тканью.
(3-4) Способ изготовления ламинированного изделия из ткани и текстильного изделия
Далее будет дано разъяснение по поводу способа изготовления ламинированного изделия из ткани и текстильного изделия, который применен в настоящем изобретении.
Изготовление ламинированного изделия из ткани, которое предпочтительно использовано в настоящем изобретении, предпочтительно выполнено путем скрепления упругой пленки и плетеной ткани или ткани, используя клей. В качестве клея может быть использован тот же самый клей, который может использоваться для скрепления пленочной основы и плетеной ткани при изготовлении герметизирующей ленты. Способ нанесения клея особенно не ограничен, и могут быть применены такие способы, как нанесение валиком, распыление и нанесение кистью. Чтобы увеличить упругость и влагопроницаемость производимого ламинированного изделия из ткани, рекомендуется, чтобы клей наносился в виде точек либо линии. Предпочтительный способ ламинирования включает в себя, например, способ, при котором раствор полиуретанового клея с реакцией отверждения наносится в виде точек на упругую пленку путем использования валика, имеющего рельефную гравировку, затем на эту пленку помещается описанная выше плетеная ткань или ткань и они подвергаются прессованию-скреплению с использованием указанного валика. В частности, когда применяется способ нанесения путем использования валика, имеющего рельефную гравировку, может быть обеспечена хорошая прочность прилипания и, в то же время, текстура и влагопроницаемость производимого ламинированного изделия из ткани являются превосходными, также становится хорошей производительность. При нанесении клея в виде точек или линии площадь прилипания (площадь, на которую нанесен клей) составляет предпочтительно 5% или более, предпочтительнее 40% или более, и предпочтительно 95% или менее, предпочтительнее 90% или менее относительно всей площади поверхности пленочной основы. Если площадь прилипания меньше чем 5%, достаточное прилипание может не быть обеспечено. Если площадь прилипания больше, чем 95%, текстура производимого ламинированного изделия из ткани становится твердой, а влагопроницаемость становится недостаточной.
Текстильное изделие настоящего изобретения может быть изготовлено путем использования ламинированного изделия из ткани частично или целиком. Например, когда ламинированное изделие из ткани используется целиком для переработки его в текстильное изделие, это ламинированное изделие из ткани разрезается в соответствии с желаемыми формами и размерами, и эти разрезанные детали перерабатываются в текстильные изделия путем сшивания или сплавления. Когда ламинированное изделие из ткани, соответствующее настоящему изобретению, используется частично для переработки его в текстильное изделие, это ламинированное изделие из ткани, соответствующее настоящему изобретению, и обычная ткань, а также ей подобное, используются вместе для их переработки тем же способом в текстильное изделие.
Сшивание ламинированного изделия из ткани может производиться с использованием швейной машины и тому подобного. Швейные нити, которые могут быть использованы для сшивания, особенно не ограничены, если они имеют нитевидную форму, и, например, могут быть использованы, одни или в смеси, нити хлопка, шелка, льна, нити из полинозного волокна, из полиамида, из полиэфира, из винилона, из полиуретана и тому подобного. С учетом прочности, термостойкости и тому подобного предпочтительно использовать полимер полиамид или полимер полиэфир. Толщина швейной нити может быть приемлемо отрегулирована, в соответствии с толщиной ламинированного изделия из ткани, подлежащего сшиванию, и требуемой прочностью изделия; например, в случае сшивания ламинированного изделия из ткани, имеющего трехслойную структуру, в котором эластичная пористая пленка из ПТФЭ расположена слоем на одной стороне ткани (найлоновая тафта в 78 dtex) с клеем, а плетеная ткань (найлоновая тафта в 22 dtex; общий коэффициент заполнения основы и утка: от 700 до 1400) дополнительно расположена слоем с клеем, при использовании швейной нити из полиэфира предпочтительно использовать швейную нить с номером от 40 до 70.
Способ сшивания особенно не ограничен, если он является способом сшивания с использованием одной или нескольких нитей, и если в качестве вида стежка используются закрытый стежок, однониточный цепной стежок, двухниточный цепной стежок и им подобные, когда необходимо выполнять сшивание в линейной форме, в закругленной форме, в форме зигзага и тому подобной.
Способы сплавления ламинированного изделия из ткани включают в себя способ, в котором ламинированные изделия из ткани, разрезанные на желаемые формы и размеры, подвергаются скреплению путем термокомпрессии для прямого сплавления; способ, в котором лист, состоящий из горячего расплава полимера (далее ссылка на «лист горячего расплава» в ряде случаев), используется для того, чтобы подвергнуть ламинированные изделия из ткани непрямому сплавлению. Примеры листа горячего расплава могут включать в себя «Gore-Seam Sheet Adhesive», изготовленный фирмой Japan Gore-Tex Inc. В качестве горячего расплава полимера листа горячего расплава может быть использован тот же полимер, который использован для слоя термоклея описанной выше герметизирующей ленты, а в качестве параметров для процесса сплавления ламинированного изделия из ткани с использованием листа горячего расплава, могут быть применены те же параметры, что и параметры для скрепления давлением герметизирующей ленты, которые будут описаны ниже.
По меньшей мере определенная доля той части ламинированного изделия из ткани, которая была сшита или сплавлена (предпочтительно вся эта часть), подвергнута герметизирующей обработке с использованием герметизирующей ленты настоящего изобретения. Это производится потому, что, путем выполнения герметизирующей обработки, повышаются такие герметизирующие свойства, как свойство водонепроницаемости, свойство пыленепроницаемости и свойство ветронепроницаемости, а также прочность изготовляемого текстильного изделия. В частности, в случае переработки ламинированного изделия из ткани в текстильное изделие путем сплавления, прочность сплавленной части этого изготовляемого текстильного изделия становится низкой; таким образом, подвергая сплавленную часть герметизирующей обработке с использованием герметизирующей ленты и тому подобного, прочность сплавленной части этого изготовляемого текстильного изделия улучшается.
Герметизирующая лента, использующая термоклей, может быть подвергнута процессу сплавления с применением машины для сварки горячим воздухом, которая распыляет горячий воздух на сторону слоя с термоклеем герметизирующей ленты для скрепления давлением термоклея в расплавленном состоянии и подлежащего скреплению объекта путем использования валика давления (pressure roll). Например, могут быть использованы «QHP-805», изготовленный фирмой Queen Light Electronic Industries Ltd., «5000E», изготовленный фирмой W.L.GORE & ASSOCIATES, и тому подобные. С целью легче провести процесс сплавления короткой сшитой части, герметизирующая лента может быть подвергнута скреплению путем термокомпрессии с использованием коммерчески приемлемой машины для термального прессования (thermal press machine) или аппарата для термосклеивания. В этом случае, к герметизирующей ленте, расположенной на сшитой части, применяют нагревание и давление.
Параметры скрепления герметизирующей ленты путем термокомпрессии с использованием термоклея могут быть приемлемо установлены в соответствии с температурой размягчения термоклея, а также толщиной, качеством материала, скоростью расплавления и тому подобными характеристиками упругой пленки. Если взять такой пример скрепления герметизирующей ленты путем термокомпрессии с использованием термоклея, в котором в ламинированном изделии из ткани, имеющем трехслойную структуру, образованную путем расположения слоем пористой пленки из ПТФЭ на одной стороне ткани (найлоновая тафта в 78 децитекс), и дополнительного расположения слоем плетеной ткани (найлоновая тафта в 22 децитекс; общий коэффициент заполнения основы и утка: от 700 до 1400), когда две поверхности найлоновой тафты в 22 децитекс подвергнуты скреплению с герметизирующей лентой путем термокомпрессии с применением термоклея, то скрепление путем термокомпрессии выполнено путем присоединения герметизирующей ленты к машине для сварки горячим воздухом и путем установки поверхностной температуры термоклея от 150°С до 180°С, предпочтительнее 160°С. Затем нагретая часть оставлена для охлаждения до тех пор, пока она вновь достигнет температуры внутри помещения, и этим завершено скрепление путем термокомпрессии.
Далее, настоящее изобретение будет разъяснено со ссылкой на чертежи, но настоящее изобретение не ограничено вариантами конструкции, показанными на чертежах. На Фиг.1 изображен поперечный разрез, наглядно показывающий пример герметизирующей ленты настоящего изобретения. Герметизирующая лента 1, показанная на Фиг.1, является вариантом конструкции изобретения, где используется пористая пленка, содержащая гидрофобный полимер в качестве пленочной основы 3, в котором плетеная ткань 5 с общим коэффициентом заполнения основы и утка от 500 до 1400 расположена слоем на одной стороне пленочной основы, а липкий слой 7 расположен слоем на другой стороне пленочной основы, причем плетеная ткань 5 и пленочная основа 3 скреплены термоклеем 9. Слой гидрофильного полимера 11 имеется на стороне, образующей липкий слой пористой пленки, содержащей гидрофобный полимер.
На Фиг.2 изображен поперечный разрез, наглядно показывающий пример сшитой части, образованной путем сшивания ламинированного изделия из ткани, предпочтительно использованного в настоящем изобретении, и подвергнутой герметизирующей обработке с использованием герметизирующей ленты настоящего изобретения. В ламинированном изделии из ткани 2, на одной стороне упругой пленки 4 расположена слоем плетеная ткань 6 с общим коэффициентом заполнения основы и утка: от 700 до 1400, а на другой стороне этой пленки расположена слоем ткань 8. Конец ламинированного изделия из ткани 2 загнут в обратном направлении, а загнутая часть размещена над концом другого ламинированного изделия из ткани 2', чтобы быть сшитой швейной нитью 10. Герметизирующая лента 1 прикреплена таким образом, что она покрывает сшитую часть, а часть со слоем термоклея 7 импрегнирована в поверхность плетеной ткани 6 на ламинированном изделии из ткани 2 (фигура не показана).
На Фиг.3 изображен поперечный разрез, показывающий в формате отдельного кадра пример сплавленной части, образованной путем сплавления ламинированного изделия из ткани, предпочтительно используемого в настоящем изобретении, которое подвергается герметизирующей обработке с использованием герметизирующей ленты настоящего изобретения. Ламинированное изделие из ткани 2 и ламинированное изделие из ткани 2' сплавлены своими концами, образовав сплавленную часть 12, а герметизирующая лента 1 прикреплена так, что она покрывает сплавленную часть 12.
ПРИМЕРЫ
Способ оценки
1. Измерение веса герметизирующей ленты
Герметизирующая лента (22 мм в ширину), приготовленная для Испытательного Примера, отрезана на длину 1 м, чтобы измерить ее массу, используя электронные весы, способные измерять с точностью до 0.01 г, и полученная величина была округлена до наименьшего числа, чтобы получить массу на единицу длины.
2. Измерение толщины герметизирующей ленты
Она была измерена при условии, что не применяется никакая нагрузка, кроме нагрузки пружины основного корпуса, при использовании прибора - толщиномера с круговой шкалой 1/1000 мм, изготовленного фирмой TECLOCK, и полученная величина была округлена до наименьшего числа, чтобы получить указанную толщину.
3. Испытание прочности на растяжение герметизирующей ленты
Отрезанное ламинированное изделие, имеющее трехслойную структуру, приготовленное для Испытательного Примера, имело размер 10 мм в ширину и 100 мм в длину, и в таком виде было подвергнуто испытанию на растяжение. Это испытание на растяжение было выполнено с использованием самописца AGS-100A, изготовленного фирмой Shimadzu Corporation, в условиях расстояния между зажимами 50 мм и скорости растяжения 50 мм/мин, при измерении прочности на разрыв в то время, когда указанный образец начнет рваться. Прочность на растяжение на этапе 10% удлинения была установлена в качестве модуля 10%. Испытание прочности на растяжение было выполнено как относительно направления в длину, так и относительно направления в ширину герметизирующей ленты.
4. Испытание сопротивления истиранию герметизирующей ленты при использовании застежки Velcro
В отношении герметизирующей ленты, приготовленной для Испытательного Примера, было вычислено сопротивление истиранию на стороне, где расположена слоем покрывающая ткань (плетеная ткань или трикотаж). Сторона с зацепками застежки из зацепок и петель (hook-and-loop fastener) («1QN-N20», изготовленная YKK) была присоединена к фрикционному элементу прибора для испытания трения типа II, описанному в JIS L 0849, в то время как образец был прикреплен к держателю образца. Застежка из зацепок и петель была присоединена к фрикционному элементу в таком положении, когда ее сторона с зацепками была обращена к стороне с образцом. Этот образец был прикреплен к держателю образца в таком положении, когда сторона, где расположена слоем покрывающая ткань (плетеная ткань или трикотаж) герметизирующей ленты, была обращена к верхней поверхности (к стороне фрикционного элемента). При условии, что к фрикционному элементу была применена нагрузка в 2Н для обеспечения трения 100 раз, и при условии, что велось наблюдение за подвергнутой трению частью образца. Образцы, имеющие определенное повреждение, определены как имеющие отклонение от нормы, в то время как образцы, не имеющие видимого повреждения, определены как совсем не имеющие отклонения от нормы.
5. Испытание на проникновение воды в герметизированную часть
Испытание на проникновение воды в герметизированную часть было выполнено путем использования прибора для испытания на проникновение воды («Schopper Type Water Penetration Tester WR-DM type», изготовленного фирмой DAIEI KAGAKU SEIKI MFG. Co., Ltd.), описанного в JIS L 1096 (способ с применением низкого давления воды), в отношении образца как на первоначальном этапе, так и после его стирки, проведенной 20 раз. Давление воды в 20 кРа было применено к части, подвергнутой герметизирующей обработке (место пересечения), со стороны образца, подвергнутого герметизирующей обработке, за которой последовало сохранение указанного положения на 1 минуту. После этого, в случае, если вода появилась на поверхности стороны, противоположной той стороне образца, к которой было применено давление воды, это было оценено как нарушение по причине плохой водонепроницаемости. В случае если не наблюдалось никакой воды, это было оценено как приемлемый результат испытания.
Обработка посредством стирки была выполнена с использованием бытовой автоматической стиральной машины («NA-F70PX1», изготовленная фирмой Matsushita Electric Industrial Co., Ltd.), а процесс вывешивания образца для сушки при комнатной температуре на 24 часа был определен как тот же самый цикл. Этот цикл был повторен 20 раз, прежде чем образец был подвергнут испытанию на проникновение воды в герметизированную часть после стирки, проведенной 20 раз. Во время стирки загруженная ткань размером 35 см × 35 см (изготовленная из хлопковой рубашечной ткани, точно определенной в JIS L 1096, которая по ее окружности прострочена, чтобы предотвратить осыпание) была использована таким образом, что общее количество с покрывающей тканью, являвшейся образцом, установлено в 300±30 г. Стирка выполнялась при использовании 40 литров водопроводной воды и 30 г синтетического моющего средства («Attack», изготовленное фирмой Као Corporation) в течение 6 минут, после чего следовало двухразовое полоскание и сливание воды в течение 3 минут.
6. Испытание прочности на растяжение герметизированной части
Испытание прочности на растяжение герметизированной части было выполнено с использованием системы испытания материала «3365», изготовленной Instron. Испытательные параметры для испытания на растяжение были следующими: расстояние между зажимами: 100 мм; размер зажима: 25 мм × 25 мм; и скорость растяжения: 50 мм/мин. Прочность в то время, когда образец начал рваться, была определена как прочность на разрыв для измерения.
7. Измерение тонкости нити
Тонкость (dtex) основы и утка плетеной ткани была измерена на основе JIS L 1096. Тонкость нитей, составляющих основу и уток, рассчитана путем деления тонкости основы или утка на количество нитей, составляющих основу и уток.
8. Измерение плотности плетеной ткани
На основе JIS L 1096 были измерены как плотность основы, так и плотность утка плетеной ткани (номера пряжи/2.54 см).
[Изготовление герметизирующей ленты и оценка герметизирующей ленты]
Испытательный Пример 1 (Пример)
В качестве пленочной основы была использована пористая пленка из ПТФЭ, имеющая массу 33 г/мI на единицу поверхности (пористость 80%, максимальный размер поры 0.2 мкм, средняя толщина 30 мкм, изготовлена фирмой Japan Gore-Tex Inc.). Далее, этиленгликоль был добавлен к гидрофильному полимеру полиуретану («HYPOL 2000», изготовленный фирмой The Dow Chemical Company) в такой пропорции, что эквивалентное соотношение NCO/OH становится 1/0.9, после чего произведено смешивание и перемешивание, и таким образом приготовление применяемой жидкости из форполимера полиуретана. Применяемая жидкость из форполимера полиуретана была нанесена на одну сторону пористой пленки из ПТФЭ роликовым устройством для нанесения покрытий (roll coater) (импрегнация в часть поверхности пленки). Количество покрытия за один раз составило 10 г/мI. Далее, она была помещена на один час в сушильный шкаф с установленной температурой 80°С и относительной влажностью 80% RH для отверждения посредством реакции с влагой, таким образом изготавливая пленочную основу со слоем гидрофильного полиуретана на одной стороне пористой пленки из ПТФЭ.
Далее, коммерчески приемлемая плетеная ткань А, изготовленная из найлона 66, имеющая структуру полотняного переплетения, с общим коэффициентом заполнения 1117 для основы и утка (основа и уток являются вспомогательными объемными нитями из крученой пряжи, каждая из которых имеет тонкость 17 dtex; число нитей как основы, так и утка 5, тонкость нитей как основы, так и утка 3.4 dtex, плотность основы 138/2.54 см, плотность утка 133/2.54 см, масса на единицу поверхности 19 г/мI) была подвергнута процессу прикрепления на стороне пористой пленки из ПТФЭ, на которой слой гидрофильного полиуретана не был образован, с использованием полиуретанового термоклея с реакцией отверждения посредством влажности («Hi-Bon 4811», изготовленный фирмой Hitachi Kasei Polymer Co., Ltd.). В качестве параметров процесса прилипания температура прилипания полиуретанового термоклея с реакцией отверждения составляла 120°С, а расплав указанного клея был нанесен на пористую пленку из ПТФЭ в виде точек путем использования валика, имеющего рельефную гравировку, с коэффициентом покрытия 60%, таким образом, что воспроизведенное количество указанного клея составило 5 г/мI, а затем последовало скрепление с плетеной тканью посредством давления с применением валика. После скрепления посредством давления с применением валика, она еще оставалась в камере с постоянной температурой и влажностью при 60°С и 80% RH в течение 24 часов для отверждения полиуретанового термоклея с реакцией отверждения, и таким образом получалось ламинированное изделие, имевшее двухслойную структуру.
Далее, гранулы полиуретанового термоклея (LB-25M, изготовленный фирмой W.L.GORE & ASSOCIATES) были экструдированы и нанесены на ту сторону пленочной основы ламинированного изделия, имеющего двухслойную структуру, на которой был образован слой гидрофильного полиуретана, при применении экструдера с температурой его головки 180°С и толщиной 100 мкм, и таким образом получалось ламинированное изделие, имевшее трехслойную структуру, состоящую из плетеной ткани, пленочной основы и слоя полиуретанового термоклея. Затем, ламинированное изделие с трехслойной структурой было разрезано на ширину 22 мм, в то время как было применено растяжение в 100 Н/м, и таким образом получалась герметизирующая лента.
Испытательный Пример 2 (Пример)
Герметизирующая лента получилась путем выполнения процесса при тех же параметрах процесса, что и в Испытательном Примере 1, за исключением того, что коммерчески приемлемая плетеная ткань В, изготовленная из найлона 66, имеющая структуру полотняного переплетения, с общим коэффициентом заполнения 1275 для основы и утка (основа и уток являются вспомогательными объемными нитями из крученой пряжи, каждая из которых имеет тонкость 33 dtex; число нитей как основы, так и утка 10, тонкость нитей как основы, так и утка 5.5 dtex, плотность основы 101/2.54 см, плотность утка 133/2.54 см, масса на единицу поверхности 25 г/мI) была использована вместо плетеной ткани А Испытательного Примера 1.
Испытательный Пример 3 (Пример)
Герметизирующая лента получилась путем выполнения процесса при тех же параметрах процесса, что и в Испытательном Примере 1, за исключением того, что коммерчески приемлемая плетеная ткань С, изготовленная из найлона 66, имеющая структуру полотняного переплетения, с общим коэффициентом заполнения 660 (основа и уток являются вспомогательными объемными нитями из крученой пряжи, каждая из которых имеет тонкость 17 dtex; число нитей как основы, так и утка 5, тонкость нитей как основы, так и утка 3.4 dtex, плотность основы 95/2.54 см, плотность утка 65/2.54 см, масса на единицу поверхности 7 г/мI) была использована вместо плетеной ткани А Испытательного Примера 1, а также за исключением того, что непористая полиэфирная пленка (Flecron film-type М, изготовленная фирмой OG Corporation, толщина 15 мкм) была использована в качестве пленочной основы, и того, что не был образован слой гидрофильного полиуретана.
Испытательный Пример 4 (Пример)
Герметизирующая лента получилась путем выполнения процесса при тех же параметрах процесса, что и в Испытательном Примере 1, за исключением того, что толщина слоя полиуретанового термоклея изменилась до 150 мкм.
Испытательный Пример 5 (Сравнительный Пример)
Герметизирующая лента получилась путем выполнения процесса при тех же параметрах процесса, что и в Испытательном Примере 1, за исключением того, что коммерчески приемлемый трикотаж D, изготовленный из волокна найлон 66 (тонкость нитей как петельного столбика, так и петельного ряда 22 dtex; плотность петельного столбика 36/2.54 см; плотность петельного ряда 50/2.54 см; масса на единицу поверхности 33 г/мI), был использован вместо плетеной ткани А Испытательного Примера 1, и за исключением того, что толщина слоя полиуретанового термоклея изменилась до 150 мкм, а растяжение во время процесса разрезания изменилось до 65 Н/м.
Испытательный Пример 6 (Сравнительный Пример)
Герметизирующая лента получилась путем выполнения процесса при тех же параметрах процесса, что и в Испытательном Примере 1, за исключением того, что толщина слоя полиуретанового термоклея Испытательного Примера 5 изменилась до 100 мкм, а растяжение во время процесса разрезания изменилось до 65 Н/м.
Испытательный Пример 7 (Сравнительный Пример)
Герметизирующая лента получилась путем выполнения процесса при тех же параметрах процесса, что и в Испытательном Примере 1, за исключением того, что коммерчески приемлемая плетеная ткань Е, изготовленная из найлона 66, имеющая структуру полотняного переплетения, с общим коэффициентом заполнения основы и утка 1526 (основа и уток являются вспомогательными объемными нитями из крученой пряжи, каждая из которых имеет тонкость 17 dtex; число нитей как основы, так и утка 5, тонкость нитей как основы, так и утка 3.4 dtex, плотность основы 178/2.54 см, плотность утка 192/2.54 см, масса на единицу поверхности 27 г/мI) была использована вместо плетеной ткани А Испытательного Примера 1, а также за исключением того, что непористая полиэфирная пленка (Flecron film-type М, изготовленная фирмой OG Corporation, толщина 15 мкм) была использована в качестве пленочной основы, и того, что не был образован слой гидрофильного полиуретана.
Испытательный Пример 8 (Сравнительный Пример)
Герметизирующая лента получилась путем выполнения процесса при тех же параметрах процесса, что и в Испытательном Примере 1, за исключением того, что коммерчески приемлемая плетеная ткань F, изготовленная из найлона 66, имеющая структуру полотняного переплетения, с общим коэффициентом заполнения основы и утка 1436 (основа и уток являются вспомогательными объемными нитями из крученой пряжи, каждая из которых имеет тонкость 33 dtex; число нитей основы 6, а утка 10, тонкость нитей основы 5.5 dtex, а утка 3.3 dtex, плотность основы 126/2.54 см, а плотность утка 124/2.54 см, масса на единицу поверхности 28 г/мI) была использована вместо плетеной ткани А Испытательного Примера 1.
Испытательный Пример 9 (Сравнительный Пример)
Попытка ламинирования пористой пленкой из ПТФЭ была произведена с использованием плетеной ткани G, изготовленной из найлона 66, имеющей структуру полотняного переплетения, с общим коэффициентом заполнения основы и утка 491 (основа и уток являются вспомогательными объемными нитями из крученой пряжи, каждая из которых имеет тонкость 17 dtex; число нитей как основы, так и утка 5, плотность основы 65/2.54 см, а плотность утка 54/2.54 см, масса на единицу поверхности 5 г/мI), которая была использована вместо плетеной ткани А Испытательного Примера 1; поскольку плетеной ткани G недостает эластичности, было невозможно обработать ее для процесса ламинирования, и таким образом ламинированное изделие невозможно получить.
Строение герметизирующих лент, изготовленных в Испытательных Примерах 1-8, показано в Таблице 1. Результаты оценки массы на единицу длины, толщины, прочности на растяжение, сопротивления истиранию при использовании застежки Velcro, относящиеся к герметизирующим лентам Испытательных Примеров 1-8, суммированы в Таблице 2.
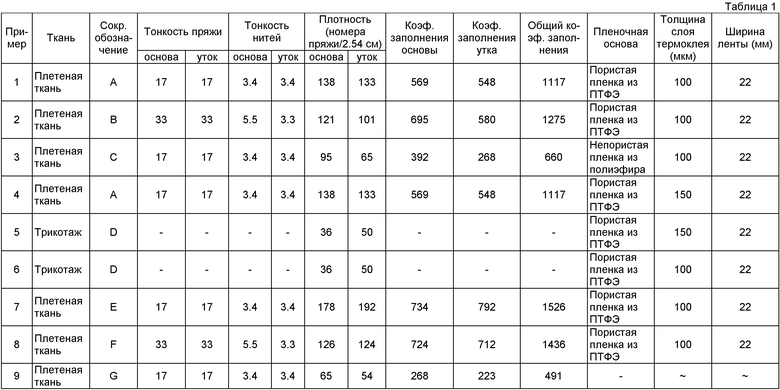
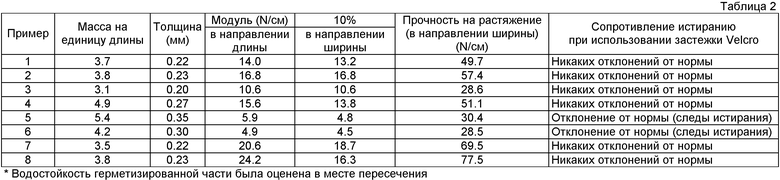
По поводу массы
Как ясно видно из Таблицы 2, ленты, использующие трикотаж в Испытательных Примерах 5 и 6, имеют большую массу по сравнению с герметизирующей лентой настоящего изобретения (Испытательные Примеры 1-4), имея ту же самую толщину слоя термоклея. Соответственно, герметизирующая лента настоящего изобретения оказывается превосходной по свойствам легковесности.
По поводу толщины
Ленты, использующие трикотаж в Испытательных Примерах 5 и 6, имеют большую толщину по сравнению с другими лентами. На основании этого результата, оказывается, что герметизирующая лента настоящего изобретения должна предпочтительно использоваться в одежде, которая должна обладать портативностью.
По поводу прочности на растяжение
Модуль 10% и прочность на растяжение герметизирующей ленты настоящего изобретения превосходно сравнимы с модулем 10% и прочностью на растяжение герметизирующих лент, ламинированных трикотажем, в Испытательных Примерах 5 и 6. Из результата ясно, что для герметизирующей ленты настоящего изобретения менее вероятно получить поперечное сужение во время процесса разрезания и процесса герметизирования, что она превосходна по производительности, а стабильность ширины этой ленты сравнима с обычной герметизирующей лентой, полученной путем расположения слоем трикотажа, и ясно, что она также может увеличить соединительную прочность в текстильном изделии.
По поводу сопротивления истиранию при использовании застежки Velcro
Как ясно видно из Таблицы 2, никакого отклонения от нормы не может быть обнаружено в герметизирующей ленте настоящего изобретения (Испытательные Примеры 1-4), и лента проявила превосходное сопротивление истиранию. С другой стороны, следы истирания были образованы в Испытательных Примерах 5 и 6, ламинированных трикотажем, что привело к снижению свойства водонепроницаемости, и, таким образом, в случае использования застежки Velcro для одежды, имеется вероятность того, что свойство водонепроницаемости одежды будет потеряно.
Фиг.4 показывает выполненный электронным микроскопом фотоснимок плетеной ткани, использованной в Испытательном Примере 1, а Фиг.5 показывает выполненный электронным микроскопом фотоснимок трикотажа, использованного в Испытательном Примере 5.
Изготовление текстильного изделия и оценка текстильного изделия
Ламинированное изделие из ткани было переработано в текстильное изделие с использованием герметизирующей ленты Испытательных Примеров 1-8 для испытания рабочих параметров герметизирующей ленты.
1. Производство ламинированного изделия из ткани
1-1. Производство ламинированного изделия из ткани АН
В качестве упругой водонепроницаемой и влагопроницаемой пленки была использована пористая пленка из ПТФЭ, имеющая массу на единицу поверхности 33 г/мI (изготовленная фирмой Japan Gore-Tex Inc., имеющая пористость 80%, максимальный размер поры 0.2 мкм и среднюю толщину 30 мкм), а в качестве плетеной ткани, расположенной на стороне, которая должна подвергнуться герметизирующей обработке во время процесса переработки в текстильное изделие, была использована коммерчески приемлемая плетеная ткань А, изготовленная из найлона 66, имеющая структуру полотняного переплетения, с общим коэффициентом заполнения основы и утка 1117 (основа и уток являются вспомогательными объемными нитями из крученой пряжи, каждая из которых имеет тонкость 17 dtex; число нитей как основы, так и утка 5, тонкость нити как основы, так и утка 3.4 dtex; плотность основы 138/2.54 см, а плотность утка 133/2.54 см, масса на единицу поверхности 19 г/мI), а в качестве ткани, расположенной слоем на другой стороне, была использована коммерчески приемлемая плетеная ткань Н, изготовленная из найлона 66, имеющая структуру полотняного переплетения (основа и уток являются вспомогательными объемными нитями из крученой пряжи, каждая из которых имеет тонкость 17 dtex; плотность основы 165/2.54 см, а плотность утка 194/2.54 см, масса на единицу поверхности 27 г/мI). В качестве гидрофильного полимера для импрегнационной обработки пористой пленки из ПТФЭ жидкость для нанесения из форполимера полиуретана была приготовлена путем добавления этиленгликоля к гидрофильному полимеру полиуретану («HYPOL 2000», изготовленный фирмой The Dow Chemical Company) в такой пропорции, что эквивалентное соотношение NCO/OH становится 1/0.9, после чего произведено смешивание и перемешивание.
Жидкость для нанесения из форполимера полиуретана была нанесена на одну поверхность пористой пленки из ПТФЭ роликовым устройством для нанесения покрытий (roll coater) (импрегнация в часть поверхности пленки). Количество покрытия за один раз составило 10 г/мI. Далее, она была помещена на один час в сушильный шкаф с установленной температурой 80°С и относительной влажностью 80% RH для отверждения посредством реакции с влагой, таким образом изготавливая пленочную основу со слоем гидрофильного полиуретана на одной стороне пористой пленки из ПТФЭ. Плетеная ткань А была расположена слоем на той стороне пористой пленки из ПТФЭ, на которой был образован слой гидрофильного полиуретана, в то время как плетеная ткань Н была расположена слоем на другой стороне.
Для скрепления плетеной ткани А, Н и пористой пленки из ПТФЭ был использован полиуретановый термоклей с реакцией отверждения посредством влажности («Hi-Bon 4811», изготовленный фирмой Hitachi Kasei Polymer Co., Ltd.). Температура прилипания полиуретанового термоклея с реакцией отверждения составляла 120°С, а расплав указанного клея был нанесен на пористую пленку из ПТФЭ в виде точек путем использования валика, имеющего рельефную гравировку, с коэффициентом покрытия 40%, таким образом, что воспроизведенное количество указанного клея составило 5 г/мI, а затем последовало скрепление посредством давления с применением валика. После скрепления посредством давления с применением валика, она еще оставалась в камере с постоянной температурой и влажностью при 60°С и 80% RH в течение 24 часов для отверждения полиуретанового термоклея с реакцией отверждения, и таким образом получалось ламинированное изделие из ткани, имевшее трехслойную структуру. Далее, была выполнена водоотталкивающая обработка плетеной ткани H ламинированного изделия из ткани, имеющего трехслойную структуру. Дисперсионная жидкость, которая являлась смесью 3 массовых процентов водоотталкивающего средства («Asahi Guard AG7000», изготовленное фирмой Meisei Chemical Works, Ltd.) и 97 массовых процентов воды, была приготовлена и нанесена на поверхность плетеной ткани Н в насыщенном количестве или более при использовании устройства для нанесения покрытий контактным способом, а затем чрезмерная дисперсионная жидкость была выжата путем использования отжимного валика. В тот момент количество нанесенной дисперсионной жидкости, впитанной в плетеную ткань, составляло около 20 г/мI. Затем, покрывающая ткань была высушена в сушильном шкафу с циркуляцией горячего воздуха в условиях 130°С в течение 30 секунд, и таким образом было получено ламинированное изделие из ткани АН, имеющее трехслойную структуру, подвергнутое водоотталкивающей обработке.
1-2. Изготовление ламинированного изделия из ткани DH
Ламинированное изделие из ткани DH, имеющее трехслойную структуру, было получено путем выполнения того же процесса, что и для получения ламинированного изделия из ткани АН, за исключением того, что коммерчески приемлемый трикотаж D, изготовленный из волокна найлон 66 (тонкость нитей как петельного столбика, так и петельного ряда 22 dtex; плотность петельного столбика 36/2.54 см; плотность петельного ряда 50/2.54 см; масса на единицу поверхности 33 г/мI), был использован вместо плетеной ткани А, расположенной слоем на стороне, подвергнутой герметизирующей обработке, в слоистом изделии АН, и что воспроизведенное количество клея во время ламинирования изменилось до 8 г/мI.
Строение ламинированных изделий из ткани АН и DH, изготовленных как указано выше, показано в Таблице 3. Кроме того, было подготовлено соединение следующим способом при использовании каждого из ламинированных изделий из ткани АН и DH.

2. Изготовление структуры скрепления
2-1. Структура скрепления сшиванием (швейная машина)
По поводу испытания на проникновение воды в герметизированную часть
Каждое из ламинированных изделий из ткани АН и DH было отрезано по размеру 300 мм × 300 мм, а покрывающая ткань была дополнительно разрезана в ее центре в форме креста, и таким образом были приготовлены четыре куска образца одинакового размера квадратной формы. Для того чтобы каждый из них образовал предшествующую форму, была выполнена обработка двухниточным цепным стежком параллельно концу строчки, с использованием швейной нити из полиэфира (номер нити 50), с шириной шва 7 мм, причем шов подгибал край изделия, и таким образом был подготовлен образец, имевший строчку в форме креста (сшитая часть) в своем центре (Фиг.6 (а)).
По поводу испытания прочности на растяжение герметизированной части
Каждое из ламинированных изделий из ткани АН и DH было использовано для приготовления образца, имеющего ширину 100 мм и длину 200 мм, в котором линейная сшитая часть была предусмотрена в центральной части в направлении длины.
Что касается сшивания, то все образцы были, как показано на Фиг.6 (b), подвергнуты обработке двухниточным цепным стежком параллельно концу строчки, причем шов имел ширину 7 мм и подгибал край изделия. В качестве швейной нити была использована швейная нить из полиэфира (номер нити 50).
2-2. Структура скрепления ультразвуковым сплавлением
По поводу испытания на проникновение воды в герметизированную часть
Каждое из ламинированных изделий из ткани АН и DH было отрезано по размеру 300 мм × 300 мм, а покрывающая ткань была дополнительно разрезана в ее центре в форме креста, и таким образом были приготовлены четыре куска образца одинакового размера квадратной формы. Они были сплавлены таким образом, чтобы образовать определенную форму до того, как будут отрезаны, приготовив таким образом образец, имеющий сплавленную часть в качестве границы раздела (Фиг.7 (а)).
По поводу испытания прочности на растяжение герметизированной части
В качестве образца, подвергнутого испытанию прочности на растяжение его герметизированной части, был приготовлен образец, имеющий размеры 100 мм в ширину и 200 мм в длину и имеющий линейную сплавленную часть в своей центральной части в направлении длины.
Каждый из образцов были сплавлены ультразвуковой сварочной машиной (US 1170, изготовленная фирмой Brother Industries, Ltd.) с использованием сплавляющего ножевого контакта, имеющего конечный радиус 0.1 мм при рабочей скорости 3.0 м/мин, причем концы ламинированного изделия из ткани были сплавлены для скрепления. Фиг.7 (b) показывает схему структуры поперечного разреза сплавленной части.
2-3. Герметизирующая обработка
Герметизирующая лента была наложена таким образом, что она покрыла соединения этих образцов, при использовании машины для сварки горячим воздухом («5000Е», изготовленная фирмой W.L.GORE & ASSOCIATES), и герметизирующая обработка была выполнена при предварительно установленной температуре 700°С и рабочей скорости 4 м/мин.
В центре образца, подвергнутого испытанию на проникновение воды в герметизированную часть, было образовано место пересечения, в котором пересеклись герметизирующие ленты.
Испытательный Пример 10
Каждая из сшитых частей и сплавленных частей стороны покрывающей ткани А, относящихся к образцу, приготовленному с применением ламинированного изделия из ткани АН, были подвергнуты герметизирующей обработке при использовании герметизирующей ленты Испытательного Примера 1, готовя этим образец для испытания на проникновение воды в герметизированную часть и для испытания прочности на растяжение герметизированной части. Герметизирующая обработка была выполнена при использовании машины для сварки горячим воздухом («5000Е», изготовленная фирмой W.L.GORE & ASSOCIATES), в условиях предварительно установленной температуры 700°С и рабочей скорости 4 м/мин.
Испытательный Пример 11
Образец, предназначенный для испытания на проникновение воды в герметизированную часть и для испытания прочности на растяжение герметизированной части, был приготовлен путем выполнения обработки при тех же условиях обработки, что и в Испытательном Примере 10, за исключением того, что герметизирующая лента Испытательного Примера 10 была заменена герметизирующей лентой, изготовленной в ходе Испытательного Примера 2.
Испытательный Пример 12
Образец, предназначенный для испытания на проникновение воды в герметизированную часть и для испытания прочности на растяжение герметизированной части, был приготовлен путем выполнения обработки при тех же условиях обработки, что и в Испытательном Примере 10, за исключением того, что герметизирующая лента Испытательного Примера 10 была заменена герметизирующей лентой, изготовленной в ходе Испытательного Примера 3.
Испытательный Пример 13
Образец, предназначенный для испытания на проникновение воды в герметизированную часть и для испытания прочности на растяжение герметизированной части, был приготовлен путем выполнения обработки при тех же условиях обработки, что и в Испытательном Примере 10, за исключением того, что герметизирующая лента Испытательного Примера 10 была заменена герметизирующей лентой, изготовленной в ходе Испытательного Примера 4.
Испытательный Пример 14
Образец, предназначенный для испытания на проникновение воды в герметизированную часть и для испытания прочности на растяжение герметизированной части, был приготовлен путем выполнения обработки при тех же условиях обработки, что и в Испытательном Примере 10, за исключением того, что герметизирующая лента Испытательного Примера 10 была заменена герметизирующей лентой, изготовленной в ходе Испытательного Примера 5.
Испытательный Пример 15
Образец, предназначенный для испытания на проникновение воды в герметизированную часть и для испытания прочности на растяжение герметизированной части, был приготовлен путем выполнения обработки при тех же условиях обработки, что и в Испытательном Примере 10, за исключением того, что герметизирующая лента Испытательного Примера 10 была заменена герметизирующей лентой, изготовленной в ходе Испытательного Примера 6.
Испытательный Пример 16
Образец, предназначенный для испытания на проникновение воды в герметизированную часть и для испытания прочности на растяжение герметизированной части, был приготовлен путем выполнения обработки при тех же условиях обработки, что и в Испытательном Примере 10, за исключением того, что герметизирующая лента Испытательного Примера 10 была заменена герметизирующей лентой, изготовленной в ходе Испытательного Примера 7.
Испытательный Пример 17
Образец, предназначенный для испытания на проникновение воды в герметизированную часть и для испытания прочности на растяжение герметизированной части, был приготовлен путем выполнения обработки при тех же условиях обработки, что и в Испытательном Примере 10, за исключением того, что герметизирующая лента Испытательного Примера 10 была заменена герметизирующей лентой, изготовленной в ходе Испытательного Примера 8.
Испытательный Пример 18
Каждая из сшитых частей и сплавленных частей стороны покрывающей ткани D, относящихся к образцу, приготовленному с применением ламинированного изделия из ткани DH, были подвергнуты герметизирующей обработке при использовании герметизирующей ленты Испытательного Примера 1, готовя этим образец для испытания на проникновение воды в герметизированную часть и для испытания прочности на растяжение герметизированной части. Герметизирующая обработка была выполнена при использовании машины для сварки горячим воздухом («5000Е», изготовленная фирмой W.L.GORE & ASSOCIATES), в условиях предварительно установленной температуры 700°С и рабочей скорости 4 м/мин.
Испытательный Пример 19
Образец, предназначенный для испытания на проникновение воды в герметизированную часть и для испытания прочности на растяжение герметизированной части, был приготовлен путем выполнения обработки при тех же условиях обработки, что и в Испытательном Примере 18, за исключением того, что герметизирующая лента Испытательного Примера 18 была заменена герметизирующей лентой, изготовленной в ходе Испытательного Примера 2.
Испытательный Пример 20
Образец, предназначенный для испытания на проникновение воды в герметизированную часть и для испытания прочности на растяжение герметизированной части, был приготовлен путем выполнения обработки при тех же условиях обработки, что и в Испытательном Примере 18, за исключением того, что герметизирующая лента Испытательного Примера 18 была заменена герметизирующей лентой, изготовленной в ходе Испытательного Примера 3.
Испытательный Пример 21
Образец, предназначенный для испытания на проникновение воды в герметизированную часть и для испытания прочности на растяжение герметизированной части, был приготовлен путем выполнения обработки при тех же условиях обработки, что и в Испытательном Примере 18, за исключением того, что герметизирующая лента Испытательного Примера 18 была заменена герметизирующей лентой, изготовленной в ходе Испытательного Примера 4.
Испытательный Пример 22
Образец, предназначенный для испытания на проникновение воды в герметизированную часть и для испытания прочности на растяжение герметизированной части, был приготовлен путем выполнения обработки при тех же условиях обработки, что и в Испытательном Примере 18, за исключением того, что герметизирующая лента Испытательного Примера 18 была заменена герметизирующей лентой, изготовленной в ходе Испытательного Примера 5.
Испытательный Пример 23
Образец, предназначенный для испытания на проникновение воды в герметизированную часть и для испытания прочности на растяжение герметизированной части, был приготовлен путем выполнения обработки при тех же условиях обработки, что и в Испытательном Примере 18, за исключением того, что герметизирующая лента Испытательного Примера 18 была заменена герметизирующей лентой, изготовленной в ходе Испытательного Примера 6.
Испытательный Пример 24
Образец, предназначенный для испытания на проникновение воды в герметизированную часть и для испытания прочности на растяжение герметизированной части, был приготовлен путем выполнения обработки при тех же условиях обработки, что и в Испытательном Примере 18, за исключением того, что герметизирующая лента Испытательного Примера 18 была заменена герметизирующей лентой, изготовленной в ходе Испытательного Примера 7.
Испытательный Пример 25
Образец, предназначенный для испытания на проникновение воды в герметизированную часть и для испытания прочности на растяжение герметизированной части, был приготовлен путем выполнения обработки при тех же условиях обработки, что и в Испытательном Примере 18, за исключением того, что герметизирующая лента Испытательного Примера 18 была заменена герметизирующей лентой, изготовленной в ходе Испытательного Примера 8.
В отношении образца, подвергнутого герметизирующей обработке, полученного в Испытательных Примерах 10-25, были выполнены испытание на проникновение воды в герметизированную часть и испытание прочности на растяжение герметизированной части. Результат показан в Таблице 4.
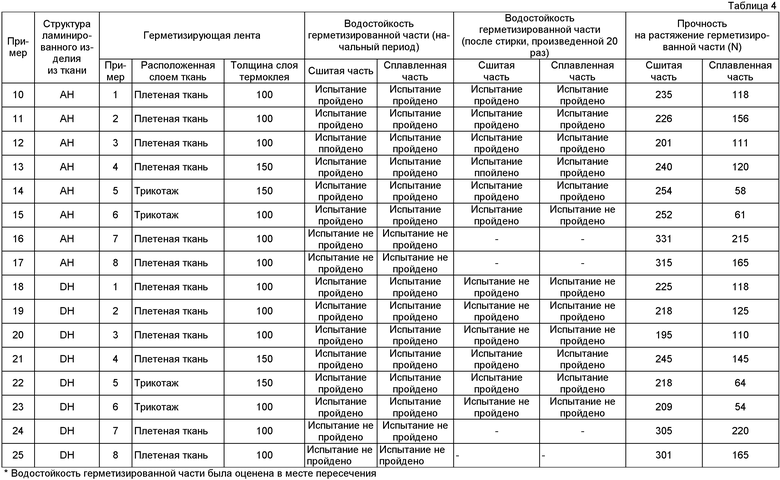
Водонепроницаемость герметизированной части
Как ясно видно из Таблицы 4, в каждом из Испытательных Примеров 10-13, при использовании герметизирующей ленты, у которой коэффициент заполнения плетеной ткани, расположенной слоем на пленочной основе, составляет от 500 до 1400, водостойкость места пересечения как на начальном этапе, так и после стирки, произведенной 20 раз, в отношении ламинированного изделия из ткани АН была хорошей, что указывает на превосходное свойство водонепроницаемости.
С другой стороны, в Испытательных Примерах 16 и 17, при использовании герметизирующей ленты, в которой плетеная ткань, расположенная слоем на пленочной основе, имеет коэффициент заполнения 1400 или более, водостойкость места пересечения была такой низкой с начального этапа, что эффект водонепроницаемости не мог быть получен. Это, вероятно, потому, что в герметизирующей ленте, в которой расположенная слоем плетеная ткань имеет коэффициент заполнения 1400 или более, плотность этой плетеной ткани высокая до такой степени, что в месте пересечения герметизирующих лент снижена импрегнация термоклея герметизирующей ленты второго слоя в плетеную ткань, расположенную слоем в герметизирующей ленте первого слоя, что ведет к снижению герметизирующего эффекта. Кроме того, в Испытательных Примерах 14 и 15, при использовании герметизирующей ленты, в которой трикотаж расположен слоем на пленочной основе, хотя начальная водостойкость является хорошей, после стирки, произведенной 20 раз, водостойкость Испытательного Примера 15, при использовании герметизирующей ленты, имеющей слой термоклея толщиной 100 мкм, была снижена. Это, вероятно, потому, что, поскольку толщина трикотажа была больше, чем толщина плетеной ткани настоящего изобретения, слой термоклея, имеющий толщину 100 мкм, не мог достаточно импрегнировать внутрь трикотажа, что вело к снижению герметизирующего эффекта.
Если посмотреть на результаты оценки водостойкости в отношении ламинированного изделия из ткани DH, то начальная водостойкость была хорошей во всех Испытательных Примерах 18-21, в которых герметизирующая обработка была выполнена с использованием герметизирующей ленты настоящего изобретения. Однако водостойкость после стирки, произведенной 20 раз, в Испытательных Примерах 18-20 была плохой, а хорошая водостойкость была получена только в Испытательном Примере 21, при использовании герметизирующей ленты, имеющей слой термоклея с толщиной 150 мкм. Это, вероятно, потому, что покрывающей тканью на стороне обработки герметизирующей ленты ламинированного изделия из ткани DH был трикотаж, и таким образом пространство внутри трикотажа не могло быть заполнено слоем термоклея, имеющим толщину 100 мкм, поэтому достаточный герметизирующий эффект не мог быть получен.
Прочность на растяжение герметизированной части
Если посмотреть на результаты прочности на растяжение герметизированной части, обнаружится, что хорошая прочность была сохранена во всех Испытательных Примерах в случае сшивания с использованием швейной машины. С другой стороны, в случае скрепления путем ультразвукового сплавления, его прочность значительно варьируется в зависимости от разновидности герметизирующей ленты. В Испытательных Примерах 14 и 15, а также 22 и 23, при использовании герметизирующей ленты, ламинированной трикотажем, ее прочность оказывалась приблизительно 60 Н, что является прочностью, которую сложно применить к одежде. С другой стороны, прочность на растяжение во всех Испытательных Примерах 10-13 и Испытательных Примерах 18-21, при использовании герметизирующей ленты настоящего изобретения, была больше чем 100 Н; было возможно сохранять достаточно высокую прочность, сравнимую с прочностью герметизирующей ленты, ламинированной трикотажем. Величина 100 Н не является высокой, если сравнить с обычным способом сшивания с применением швейной машины, но это прочность, которая может быть в достаточной степени применена для использования в одежде, для которой необходимо добиваться свойств легковесности, и в одежде общего назначения.
Внешний вид герметизирующей ленты
Что касается скрепленного образца, подвергнутого герметизирующей обработке, то было проведено исследование внешнего вида стороны герметизирующей обработки в Испытательных Примерах 10-25. В Испытательных Примерах 10-13, граница между внутренней тканью (сторона с покрывающей тканью А) ламинированного изделия из ткани и герметизирующей лентой была незаметной, что было хорошо для внешнего вида.
С другой стороны, в Испытательных Примерах 14-15, 18-21 и 24-25, поскольку внешний вид текстуры герметизирующей ленты и внешний вид внутренней ткани (на стороне, подвергнутой герметизирующей обработке) ламинированного изделия из ткани были различны, внешний вид герметизирующей ленты стал заметным.
В Испытательных Примерах 22 и 23, герметизирующая лента, подвергнутая герметизирующей обработке в направлении длины, и внутренняя ткань ламинированного изделия из ткани имеют то же самое направление стежков, и таким образом граница между поверхностью внутренней ткани (сторона покрывающей ткани D) и герметизирующей лентой была незаметной. Однако герметизирующая лента, подвергнутая герметизирующей обработке в направлении, перпендикулярном направлению длины, внутренняя ткань ламинированного изделия из ткани имеют различное направление стежков, и таким образом герметизирующая лента оказывается заметной. Если есть вероятность того, что герметизирующая лента окажется заметной, нельзя говорить, что внешний вид стороны, подвергнутой герметизирующей обработке, является хорошим, когда речь идет о производстве одежды.
2-4. Оценка применения в одежде
Ламинированное изделие из ткани АН и герметизирующая лента из Испытательных Примеров 1 и 5 были объединены друг с другом, чтобы изготовить верхнюю одежду в виде куртки. Для одной куртки требовалась герметизирующая лента длиной 15 м. Верхняя одежда в виде куртки, использующая герметизирующую ленту настоящего изобретения (Испытательный Пример 1), была легче на 26 г, чем верхняя одежда в виде куртки, использующая герметизирующую ленту Испытательного Примера 5. Кроме того, герметизирующая лента была незаметной и имела хороший внешний вид. Цель настоящего изобретения - преодолеть практическое ограничение, заключающееся в том, что трикотаж должен быть использован на поверхности герметизирующей ленты, когда эта герметизирующая лента применяется для текстильного изделия, получаемого, если подвергнуть ламинированное изделие из ткани обработке сшиванием или обработке сплавлением, а также предоставить герметизирующую ленту, которая является превосходной по долговечности, легковесности и тонкости, а также является высококомфортной, не ухудшающей внешний вид и ощущение при соприкосновении.
Промышленное применение
Настоящее изобретение может быть предпочтительно применено для герметизирующей обработки текстильных изделий, и может быть предпочтительно применено для различных текстильных изделий, таких как одежда, навесы, палатки и спальные мешки. В частности, оно предпочтительно для тех видов одежды, которые должны иметь свойство водонепроницаемости и влагопроницаемости.
| название | год | авторы | номер документа |
|---|---|---|---|
| МОНОВОЛОКОННАЯ ПОДКЛАДКА ОБУВИ | 2013 |
|
RU2599713C2 |
| АБСОРБИРУЮЩЕЕ ИЗДЕЛИЕ С СИЛЬНО ГИДРОФОБНЫМ СЛОЕМ | 2006 |
|
RU2412679C2 |
| ПРОКЛАДОЧНЫЙ ТЕКСТИЛЬНЫЙ МАТЕРИАЛ, СОДЕРЖАЩИЙ ПРЯЖУ С БОЛЬШОЙ НУМЕРАЦИЕЙ | 1998 |
|
RU2215076C2 |
| КОМБИНИРОВАННЫЙ МНОГОСЛОЙНЫЙ МАТЕРИАЛ | 2009 |
|
RU2412625C1 |
| ТРАВМОЗАЩИТНЫЙ ПАКЕТ | 2006 |
|
RU2401972C2 |
| КОМПОЗИЦИОННЫЙ МАТЕРИАЛ, СПОСОБ ЕГО ПОЛУЧЕНИЯ | 1997 |
|
RU2198971C2 |
| ТКАНИ, СОДЕРЖАЩИЕ СОВМЕСТИМЫЕ СМЕСИ ФТОРПОЛИМЕРНЫХ ВОЛОКОН НИЗКОЙ ПЛОТНОСТИ | 2016 |
|
RU2697042C2 |
| ПРИНИМАЮЩАЯ КРАСКУ ПОВЕРХНОСТЬ НЕТКАНОГО МИКРОВОЛОКОННОГО МАТЕРИАЛА | 2019 |
|
RU2755681C1 |
| ТЕРМОФИКСИРУЕМОЕ ИЗДЕЛИЕ ПЛОСКОЙ ФОРМЫ | 2016 |
|
RU2677960C1 |
| ЛЕГКАЯ ДОЛГОВЕЧНАЯ ОДЕЖДА И СЛОИСТЫЕ МАТЕРИАЛЫ ДЛЯ ЕЕ ИЗГОТОВЛЕНИЯ | 2010 |
|
RU2495751C2 |
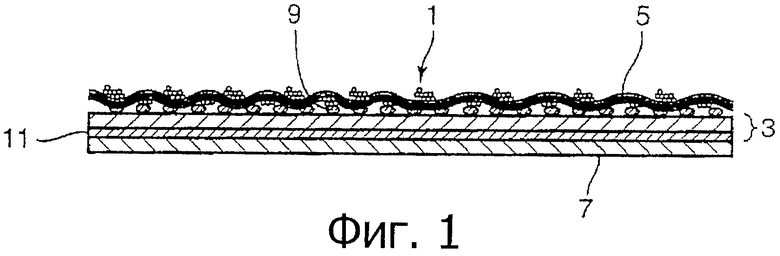
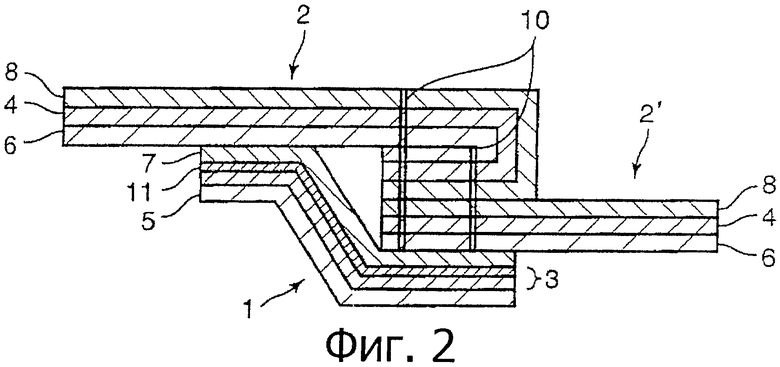
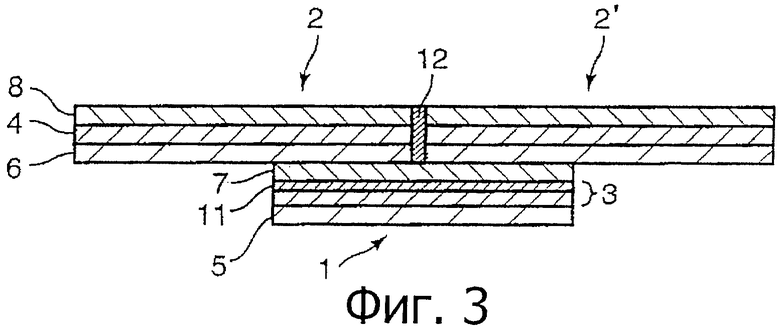
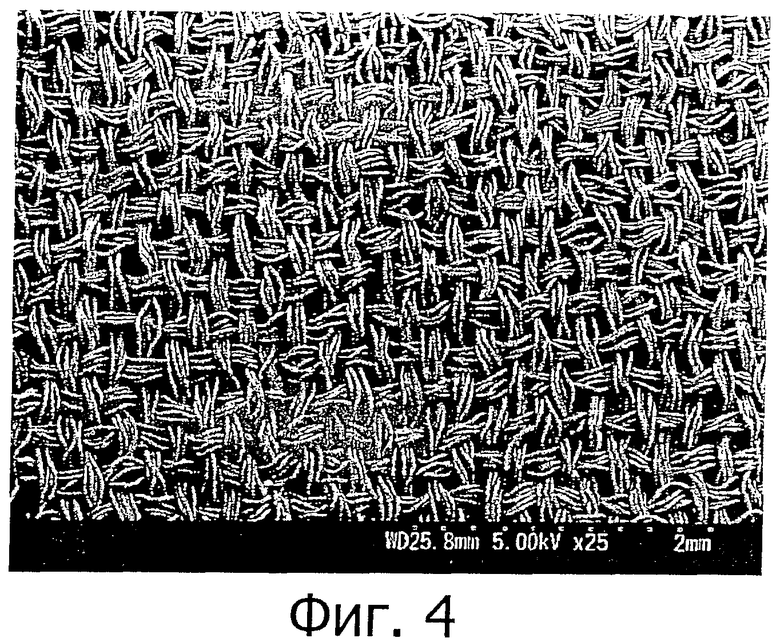
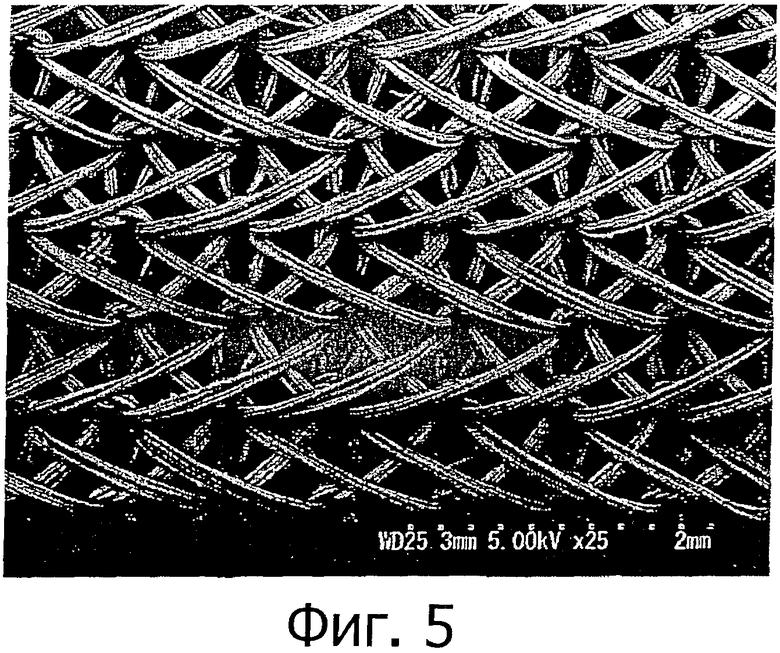
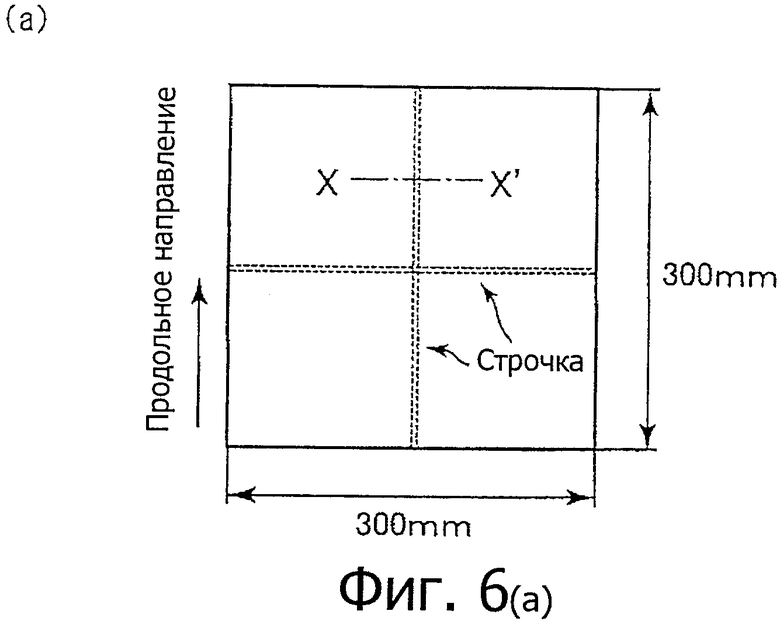
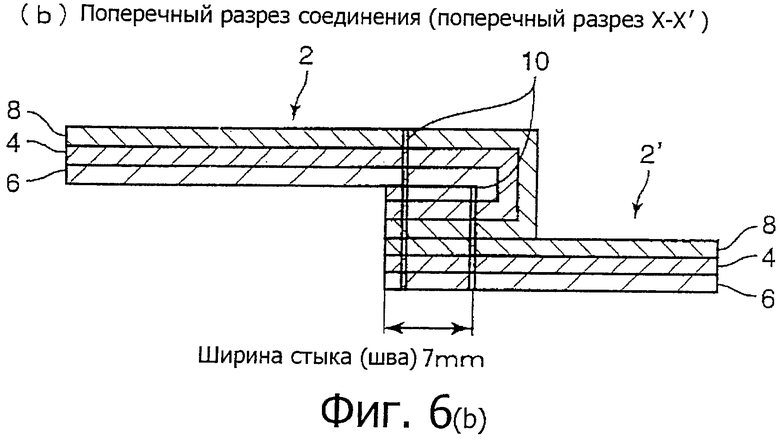
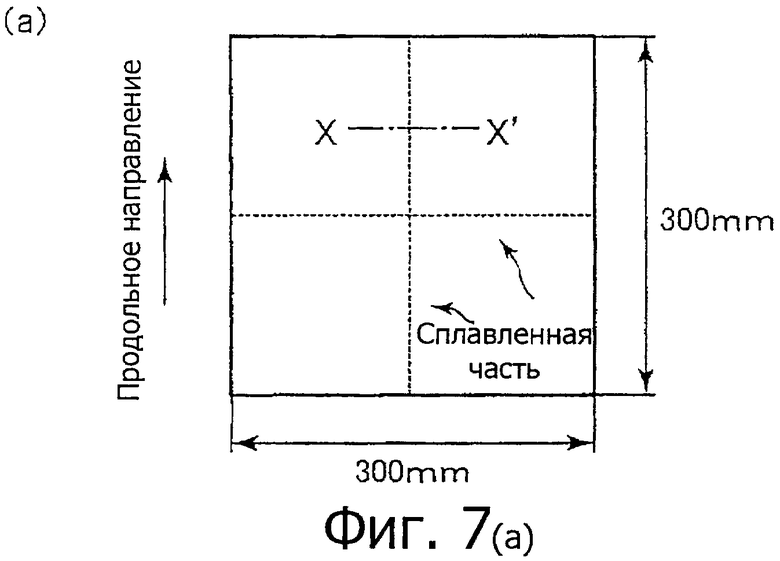
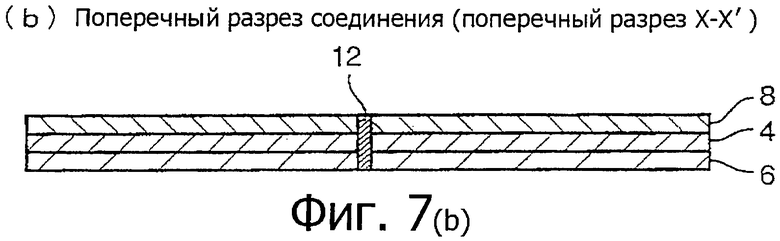
Изобретение касается герметизирующих лент и их использования в текстильных изделиях, таких как одежда, чехлы, палатки и спальные мешки. Предложенная герметизирующая лента включает в себя пленочную основу и плетеную ткань, расположенную слоем на одной стороне этой пленочной основы, и липкий слой, расположенный слоем на другой стороне этой пленочной основы, причем общий коэффициент заполнения (CFtotal), рассчитанный из коэффициентов заполнения как основы, так и утка, составляющих плетеную ткань, составляет от 500 до 1400, а по меньшей мере один из коэффициентов заполнения основы и коэффициентов заполнения утка находится в диапазоне от 200 до 800. Также раскрыто текстильное изделие, где по меньшей мере часть сшитой части обработана с использованием указанной герметизирующей ленты. При этом текстильное изделие получено путем сшивания или сплавления ламинированного изделия из ткани. Изобретение обеспечивает улучшение водонепроницаемости герметизированной части, внешнего вида, снижение веса. 3 н. и 20 з.п. ф-лы, 9 ил., 4 табл.
1. Герметизирующая лента, включающая в себя пленочную основу, плетеную ткань, расположенную слоем на одной стороне пленочной основы, и липкий слой, расположенный слоем на другой стороне пленочной основы, причем в этой ленте плетеная ткань имеет общий коэффициент заполнения CFtotal от 500 до 1400, рассчитанный из коэффициентов заполнения основы и утка, составляющих плетеную ткань, в соответствии со следующими формулами:
формула 1
CFtotal=CFm+CFt,
CFm - коэффициент заполнения основы,
CFt - коэффициент заполнения утка,
Fm - тонкость (dtex) основы,
Ft - тонкость (dtex) утка,
Dm - плотность основы (номера пряжи/2,54 см),
Dt - плотность утка (номера пряжи/2,54 см),
а, по меньшей мере, один из коэффициентов заполнения основы CFm и коэффициентов заполнения утка CFt находится в диапазоне от 200 до 800.
2. Герметизирующая лента по п.1, в которой, по меньшей мере, одна из основ и один из утков, составляющих плетеную ткань, состоит из двух или более нитей.
3. Герметизирующая лента по п.2, в которой тонкость нити составляет 12 dtex или меньше.
4. Герметизирующая лента по п.1, в которой, по меньшей мере, одна из основ и один из утков, составляющих плетеную ткань, являются длинноволокнистыми.
5. Герметизирующая лента по п.1, в которой, по меньшей мере, одна из основ и один из утков, составляющих плетеную ткань, выполнены из объемной нити.
6. Герметизирующая лента по п.1, в которой плетеная ткань имеет полотняное трикотажное переплетение.
7. Герметизирующая лента по п.1, в которой пленочная основа является водонепроницаемой пленкой.
8. Герметизирующая лента по п.7, в которой водонепроницаемая пленка является пористой пленкой, включающей в себя гидрофобный полимер.
9. Герметизирующая лента по п.8, в которой пористая пленка, включающая в себя гидрофобный полимер, является пористой пленкой из политетрафторэтилена.
10. Герметизирующая лента по п.8 или 9, в которой пористая пленка, включающая в себя гидрофобный полимер, имеет слой гидрофильного полимера на стороне, где слоем расположен липкий слой.
11. Герметизирующая лента по п.1, в которой клеем липкого слоя является термоклей.
12. Герметизирующая лента по п.11, в которой термоклеем является полимер полиуретан.
13. Герметизирующая лента по п.11, в которой липкий слой имеет толщину 120 мкм или меньше.
14. Герметизирующая лента по п.1, в которой эта герметизирующая лента имеет модуль 10% при 10-50 Н/см по направлению ее длины.
15. Текстильное изделие, полученное путем сшивания ламинированного изделия из ткани, в котором, по меньшей мере, часть сшитой части подвергнута герметизирующей обработке с использованием герметизирующей ленты в соответствии с любым из пп.1-14.
16. Текстильное изделие, полученное путем сплавления ламинированного изделия из ткани, в котором по меньшей мере часть сплавленной части подвергнута герметизирующей обработке с использованием герметизирующей ленты в соответствии с любым из пп.1-14.
17. Текстильное изделие по п.15, в котором ламинированное изделие из ткани включает в себя упругую пленку, плетеную ткань, расположенную слоем на одной стороне упругой пленки, и ткань, расположенную слоем на другой стороне упругой пленки, и в котором плетеная ткань имеет общий коэффициент заполнения CFtotal от 700 до 1400, рассчитанный из коэффициентов заполнения основы и утка, составляющих плетеную ткань, в соответствии со следующими формулами, и в котором сторона с плетеной тканью ламинированного изделия из ткани предпочтительно подвергнута герметизирующей обработке:
формула 2
CFtotal=CFm+CFt,
CFm - коэффициент заполнения основы,
CFt - коэффициент заполнения утка,
Fm - тонкость (dtex) основы,
Ft - тонкость (dtex) утка,
Dm - плотность основы (номера пряжи/2,54 см),
Dt - плотность утка (номера пряжи/2,54 см).
18. Текстильное изделие по п.16, в котором ламинированное изделие из ткани включает в себя упругую пленку, плетеную ткань, расположенную слоем на одной стороне упругой пленки, и ткань, расположенную слоем на другой стороне упругой пленки, и в котором плетеная ткань имеет общий коэффициент заполнения CFtotal от 700 до 1400, рассчитанный из коэффициентов заполнения основы и утка, составляющих плетеную ткань, в соответствии со следующими формулами, и в котором сторона с плетеной тканью ламинированного изделия из ткани предпочтительно подвергнута герметизирующей обработке:
формула 2
CFtotal=CFm+CFt,
CFm - коэффициент заполнения основы,
CFt - коэффициент заполнения утка,
Fm - тонкость (dtex) основы,
Ft - тонкость (dtex) утка,
Dm - плотность основы (номера пряжи/2,54 см),
Dt - плотность утка (номера пряжи/2,54 см),
19. Текстильное изделие по п.18, в котором по меньшей мере один из коэффициентов заполнения основы CFm и коэффициентов заполнения утка CFt находится в диапазоне от 300 до 800.
20. Текстильное изделие по п.18, в котором упругая пленка является водонепроницаемой и влагопроницаемой пленкой.
21. Текстильное изделие по п.20, в котором водонепроницаемая и влагопроницаемая пленка является пористой пленкой из политетрафторэтилена.
22. Текстильное изделие по п.15, в соответствии с которым текстильным изделием является одежда.
23. Текстильное изделие по п.16, в соответствии с которым текстильным изделием является одежда.
| Способ и приспособление для нагревания хлебопекарных камер | 1923 |
|
SU2003A1 |
| JP 2005220450 A, 18.08.2005 | |||
| Датчик температуры | 1981 |
|
SU1113684A1 |
| JP 2001348754 A, 21.12.2001 | |||
| JP 11194612 A, 21.07.1999 | |||
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Устройство для автоматического резервирования предохранителей | 1986 |
|
SU1504686A1 |
| JP 2005240265 A, 08.09.2005. | |||

