Изобретение относится к области машиностроения, а именно к комплексу для изготовления комплекта изделий для теплогидроизолированного трубопровода и изготовляемых на этом комплексе упомянутых изделий, предназначенных для транспортировки текучих сред в теплотрассах, в частности в системах горячего и/или холодного водоснабжения, а именно трубопроводов различных диаметров, отводов, переходов, тройников, а также теплогидроизолированной трубопроводной арматуры.
Из предшествующего уровня техники известна линия изоляции труб, содержащая транспортер горизонтального перемещения труб, ложементы для укладки оболочек и ввода в них труб, устройство нагрева труб с размещенными на их концах сменными заглушками-теплопроводами, при этом транспортер выполнен в виде двух рядов роликовых опор с размещенным по центральной оси толкателем и устройством для его перемещения RU 2003132513 A, F16L 59/14, 2005.05.20.
Из уровня техники известна поточная линия, на которой теплоизолируемую трубу с накопительного стеллажа механизированным перекладывателем подают на конвейер и производят равномерную установку центраторов по всей длине трубы, причем одновременно со стеллажа на конвейер подают оболочку, где осуществляют подгонку ее длины под длину теплоизолируемой трубы, после чего движением конвейера трубу равномерно вводят в оболочку, далее полученную заготовку "труба в трубе" подают на конвейер, где производится установка торцевых заглушек, после чего заготовку подают на конвейер и с помощью его регулируемой по высоте опоры приводят их в наклонное положение и осуществляют заполнение теплоизоляционным материалом межтрубного пространства заливочной машиной, при этом угол наклона конвейера подбирают таким образом, чтобы подаваемое в межтрубное пространство количество вспенивающегося материала обеспечивало равномерное давление вспенивания и однородную плотность по всей длине трубы RU 2258173 C2, F16L 59/00, 2005.03.27.
Из уровня техники известен способ производства тепло- и гидроизоляции фасонных изделий, например отводов, тройников, переходов и т.д., включающий установку ее в гидроизоляционную оболочку, герметизацию оболочки и нанесение на трубу теплоизоляционной композиции, ее вспенивание и отверждение, отличающийся тем, что в качестве теплоизоляционной композиции используют пенополиуретан, получаемый смешением полиольного компонента и полиизоцианата при соотношении 1:1,57-1,63, а элементы оболочки, вырезаемые из стальных оцинкованных труб или раскрываемые из тонкой листовой оцинкованной стали, устанавливают на стальное фасонное изделие, производят укладку на него проводников-индикаторов, элементы оболочки спаиваются припоем при помощи газовой горелки, паяльной лампы, после сварки всю трубную конструкцию прогревают до 28°С, устанавливают торцевые заглушки, в межтрубное пространство через отверстие заглушки заливают пенополиуретановую композицию, причем в процессе вспенивания пенополиуретановой композиции происходит заполнение межтрубного пространства по направлению снизу вверх с одновременным вытеснением из него воздуха через воздушные отверстия в заглушках, после вспенивания композицию отверждают в течение 10-15 мин, заглушки снимают и торцы теплоизоляционной композиции покрывают гидрозащитным материалом RU 2000128118 A, F16L 59/00, 2002.10.10.
Задачей, на решение которой направлено заявленное техническое решение в части всех ее объектов, является создание единого универсального комплекса, объединяющего технологические посты с обеспечением единого процесса производства комплекта изделий для теплогидроизолированного трубопровода, позволяющего повысить технологическую простоту и экономичность производства с обеспечением снижения тепловых потерь и повышение надежности работы трубопровода, собранного из комплекта выпускаемых с использованием заявленного комплекса изделий.
Поставленная задача в части комплекса решается за счет того, что комплекс для изготовления комплекта изделий для теплогидроизолированного трубопровода, согласно изобретению, содержит смонтированные на фундаменте последовательно расположенные и сообщенные между собой по технологическим переделам объединенного процесса производства изделий технологические посты, в том числе для производства гидроизоляции, например, труб-оболочек, труб-заготовок для фитингов и заготовок гидроизоляции запорно-регулировочной арматуры трубопроводов, а также пост подготовки рабочих труб, например, металлических, предпочтительно стальных труб, пост сбора конструкции труба в трубе и пост заливки, по меньшей мере, двухкомпонентной отверждаемой заливочной смеси, например, состоящей из полиольного компонента и изоцианата, причем пост подготовки рабочих труб содержит участок дробеструйной обработки рабочих труб изделий, содержащий, по меньшей мере, одну установку дробеструйной обработки, предназначенную для обработки рабочих труб диаметром от 200 мм, включающую дробеметную камеру с установленным в ней рабочим агрегатом, имеющим, по меньшей мере, одну, предпочтительно, не менее двух турбин с метательными лопатками, систему очистки и регенерации состава рабочего тела, а также подающий в дробеметную камеру на очистку и принимающий очищенную трубу конвейеры, причем установка дробеструйной обработки выполнена с обеспечением возможности очистки путем ударного воздействия в течение от 4 до 45 минут на очищаемую поверхность дискретным рабочим телом в виде потока направленно бомбардирующих трубы со скоростью от 55 до 110 м/с абразивных частиц, например металлической дроби или смеси, содержащей целую металлическую дробь с образованием ориентированного навстречу движению трубы спирально перемещающегося по ее поверхности пятна экспонирования ударов указанных частиц, принимающего за период Т углового смещения на ширину метательной лопатки турбины в проекции на цилиндрическую поверхность спирально вращающейся трубы форму скошенного цилиндрического квазипараллелограмма с проекционной высотой в условной плоскости, касательной к образующей очищаемой поверхности трубы и нормальной среднему вектору потока упомянутых частиц, составляющей не менее ширины метательной лопатки, а длину основания в осевом направлении трубы не менее расстояния между осями крайних турбин, лопатками которых обеспечивают метательную обработку абразивными частицами поверхности трубы, причем за время процесса очистки один и тот же участок поверхности трубы подвергают n-кратной обработке, количественно определяемой из условия n≤L/A, где L - расстояние между упомянутыми осями турбин; А - шаг поступательного смещения трубы за один спиральный оборот трубы.
Технологические посты для производства гидроизоляции могут образовывать не менее чем две технологических линии производства, например, из полиольного компонента и изоцианата, причем для сушки и подачи исходного сырья - полимерных гранул - комплекс снабжен общим для входящих в комплекс линий постом, закоммутированным с ними в том числе с использованием системы пневмотранспорта, а каждая технологическая линия содержит, по крайней мере, пост разогрева и экструдирования полимерной массы, пост формования и калибровки, пост охлаждения и стабилизации формы, пост протяжных устройств, снабженный электродами пост коронной электроискровой обработки внутренней поверхности изготавливаемых изделий и пост их резки под заданный размер, при этом технологические линии предназначены для выпуска набора труб-оболочек, заготовок фитингов - муфт, Z- и П-образных элементов трубопроводов, переходов, отводов, ответвлений, а также заготовок гидроизоляции запорно-регулировочной арматуры трубопроводов в диапазоне диаметров от 700 до 1250 мм, в том числе с частично перекрываемым внутренним диапазоном от 850 до 1050 мм, а каждый пост каждой технологической линии предварительно адаптирован под заданный размер и требуемые параметры изготавливаемого на ней изделия, в том числе путем частичной замены или подключения/отключения установленного оборудования, при этом по крайней мере одна линия содержит систему пуска, включающую неподвижно заякоренное за постом протяжных устройств автономное тянущее устройство и сменный подвижный пост в виде трубы-спутника, соответствующей по диаметру выпускаемому на линии изделию, и натяжного троса, при этом технологическая длина трубы-спутника принята меньшей расстояния от поста разогрева и экструдирования полимерной массы до поста протяжных устройств указанной линии, по крайней мере, в полтора раза.
По меньшей мере одна технологическая линия может быть выполнена с обеспечением возможности автоматического и/или корректируемого достижения динамического баланса пропускаемой через оборудование постов массы производимого изделия, варьирования температуры и скорости прохождения до значений, необходимых и достаточных для формирования, поддержания и стабилизации требуемых параметров, предусмотренных у изготавливаемого изделия, для чего пост разогрева и экструдирования полимерной массы снабжен, по меньшей мере, сменным раздаточным устройством с выходной щелью, адаптированной к функции подготовки и первичного формования расплавленной полимерной массы под геометрические параметры производимого изделия, а пост формования и калибровки изделия снабжен системами вакуумирования и охлаждения и не менее чем одним калибрующим устройством, совмещенным с ними, выполненным сменным под диаметр каждого изготавливаемого на технологической линии изделия.
По меньшей мере одна технологическая линия может быть выполнена с обеспечением возможности экструдирования со скоростью от 0,12 до 1,1 м/мин с возможностью ее корректировки в зависимости от параметров изготавливаемого на линии изделия - труб-оболочек, труб-заготовок для фитингов и заготовок гидроизоляции запорно-регулировочной арматуры трубопроводов из полимерного или полимерсодержащего материала типа полиэтилена низкого давления, предпочтительно композиции полиэтилена светостабилизированной трубной марки черного цвета, содержащей 2,0-2,5% сажи, а также отходы полиэтилена той же марки от собственного производства на любой технологической линии в количестве не более 10% по массе.
Одна технологическая линия для изготовления труб-оболочек, труб-заготовок для фитингов - муфт, Z- и П-образных элементов трубопровода, переходов, отводов, ответвлений, а также заготовок гидроизоляции запорно-регулировочной арматуры трубопроводов диаметрами от 120 до 350 мм может быть выполнена, предпочтительно, под выпуск изделий диаметрами 125, 140, 160, 180, 200, 225, 250, 280 и 315 мм, а другая - под выпуск изделий диаметром от 300 до 750 мм, предпочтительно, под диаметры 315, 355, 400, 450, 500, 560, 630, 710 мм.
Технологические посты для производства гидроизоляции могут образовывать не менее чем четыре технологических линии производства, например, из полиэтилена или полимерсодержащего композита, причем одна из них предназначена для производства труб-оболочек, труб-заготовок для фитингов - муфт, Z- и П-образных элементов трубопровода, переходов, отводов, ответвлений, а также заготовок гидроизоляции запорно-регулировочной арматуры трубопроводов диаметрами от 700 до 1100 мм, предпочтительно диаметром 710, 800, 900 и 1000 мм, а, по меньшей мере, еще одна технологическая линия предназначена для изготовления труб-оболочек, труб-заготовок для фитингов - муфт, переходов, отводов, ответвлений, а также заготовок гидроизоляции запорно-регулировочной арматуры трубопроводов диаметрами от 850 до 1250, предпочтительно диаметром 900, 1000, 1100, 1200, причем пост коронной электроискровой обработки, по меньшей мере, одной из указанных линий конструктивно выполнен обеспечивающим двойную коронную электроискровую обработку.
По меньшей мере одна технологическая линия может быть выполнена с обеспечением мощности электроискровой обработки на посту коронной электроискровой обработки, по крайней мере, один из электродов которого выполнен в виде охватывающего трубу пояса с шириной 140-160 мм, равной 90-135 Вт, а для обеспечения двойной коронной электроискровой обработки на посту коронной электроискровой обработки, по меньшей мере, одной из технологических линий, по крайней мере, один из электродов выполнен в виде охватывающего трубу двойного пояса с шириной разнесенных между собой полос 140-160 мм, кроме того, по крайней мере, одна технологическая линия включает пост протяжных устройств, снабженный, по крайней мере, шестью гусеничными движительными органами, расположенными для равномерного обхватывания изделия по окружности с возможностью его осевого перемещения.
По крайней мере один технологический пост для производства гидроизоляции может быть снабжен, по меньшей мере, одной установкой для изготовления металлической, предпочтительно, стальной гидроизоляции, например, труб-оболочек, труб-заготовок для фитингов - Z- и П-образных элементов трубопровода, переходов, отводов, ответвлений, а также заготовок гидроизоляции запорно-регулировочной арматуры трубопроводов путем свивания из тонколистового металла, предпочтительно, ленты герметичной оболочки с обеспечением в процессе производства обжатия и герметизации замковых соединений.
Пост подготовки рабочих труб может содержать, по меньшей мере, две снабженные подающими и отводящими конвейерами установки дробеструйной обработки - одну для обработки рабочих труб малого диаметра до 230 мм включительно и вторую - для труб диаметром от 210 до 1100 мм включительно, причем каждая из указанных установок выполнена с обеспечением возможности проведения дробеструйной обработки спирально вращающейся рабочей трубы до получения необходимой степени шероховатости поверхности рабочей трубы бомбардировкой абразивными частицами, например металлической дробью или смесью, содержащей целую металлическую дробь в количестве не менее 45% за время, варьируемое в зависимости, например, от диаметра, несоответствия стандарту геометрической формы, степени загрязненности и подверженности коррозии.
Для изготовления входящих в комплект изделий для теплогидроизолированного трубопровода фитингов, например, Z- и П-образных элементов трубопровода и отводов трубопроводов, пост подготовки рабочих труб может быть дополнительно оснащен, по меньшей мере, одним участком нарезки рабочей трубы на патрубки требуемой длины для изготовления фитингов, причем для резки рабочей трубы диаметром 25-165 мм участок снабжен, по крайней мере, одним ленточным отрезным станком, для резки рабочей трубы диаметром 260-750 мм участок снабжен, по крайней мере, одной машиной для резки стальных труб и снятия фаски, для резки рабочей трубы диаметром 210-1100 мм участок снабжен станком газоплазменной резки, а для получения требуемой фаски, притупления кромок, обработки торцов, в том числе и устранения неперпендикулярности торцов нарезанных патрубков рабочей трубы участок снабжен ручными шлифовальными машинами со шлифовальными кругами, кроме того, комплекс дополнительно оснащен постом сбора и сварки рабочей трубы отвода и Z- и П-образных элементов, содержащим сварочные манипуляторы и аппараты сварки, постом безотходного раскроя на патрубки трубы-заготовки из полиэтилена или полимерсодержащего композита для фитингов, причем для раскроя указанных труб-заготовок для фитингов диаметром 120-330 мм на патрубки пост снабжен ленточным отрезным станком, а для раскроя труб-заготовок для фитингов диаметром 390-1250 мм - планетарной пилой, постом раскроя и сварки металлической, предпочтительно стальной гидроизоляции - труб-заготовок для Z- и П-образных элементов трубопровода и отводов, ответвлений.
Для изготовления входящих в комплект изделий для теплогидроизолированного трубопровода фитингов, например, Z- и П-образных элементов трубопровода и отводов трубопроводов, пост сбора конструкции труба в трубе может содержать монтажный стол, форма и конструкция которого обеспечивает возможность размещения прошедших безотходный раскрой и сварку патрубков рабочей трубы, установки на них точечных пластиковых или металлопластиковых маяков-центраторов, пропуска через их технологические отверстия, по меньшей мере, двух, предпочтительно трех проводов системы оперативного дистанционного контроля - проводников-индикаторов изолируемых, по крайней мере, в зоне сварки патрубков рабочей трубы поливинилхлоридными трубками - кембриками, установки раскроенных патрубков трубы-заготовки для фитингов и их сварки с образованием конструкции труба в трубе, причем для сварки встык раскроенных патрубков трубы-заготовки из полиэтилена или полимерсодержащего композита пост сбора конструкции труба в трубе снабжен термозеркалами, а для заливки швов расплавом полиэтилена снабжен, по крайней мере, одним ручным экструдером
Для изготовления входящих в комплект изделий для теплогидроизолированного трубопровода - муфт гидроизоляции из полиэтилена или полимерсодержащего композита, комплекс может быть дополнительно оснащен постом предварительного нагрева материала заготовки из полиэтилена или полимерсодержащего композита до температуры пластичности, постом приложения давления равномерного диаметрального растяжения, достаточного для создания необратимых термопластических деформаций неразрушающего прироста диаметра на величину от 2 до 25%, по крайней мере, на большей части длины заготовки с, по меньшей мере, частично компенсирующим уменьшением толщины стенки перераспределением материала в деформируемой зоне заготовки муфты, а также постом обрезки в размер готовой муфты, причем пост приложения давления конструктивно выполнен обеспечивающим возможность создания в нем и поддержания в течение не менее 9 секунд давления воздуха не менее 1,3 бар для воздействия давления на заготовку муфты и ее необходимой растяжки, последующей выдержки и охлаждения изготавливаемой муфты, а для изготовления входящих в комплект изделий для теплогидроизолированного трубопровода фитингов, например переходов для теплогидроизолированного трубопровода с гидроизоляцией из полиэтилена или полимерсодержащего композита, комплекс дополнительно оснащен постом предварительного нагрева материала заготовки из полиэтилена или полимерсодержащего композита до температуры пластичности, постом приложения давления равномерного диаметрального растяжения, достаточного для создания необратимых термопластических деформаций неразрушающего прироста диаметра участка длины заготовки перехода с, по меньшей мере, частично компенсирующим уменьшением толщины стенки за счет перераспределения материала в деформируемой зоне заготовки фитинга-перехода, а для изготовления переходов путем раскроя и сварки заготовки из полиэтилена или полимерсодержащего композита комплекс снабжен оборудованным для этого постом.
Для изготовления входящих в комплект изделий для теплогидроизолированного трубопровода фитингов, например ответвлений и переходов трубопроводов, пост подготовки рабочих труб может быть дополнительно оснащен, по меньшей мере, одним участком нарезки рабочей трубы на патрубки требуемой длины для изготовления переходов и ответвлений трубопровода, выреза в рабочей трубе проема для присоединения патрубка ответвления, причем для резки на патрубки рабочей трубы диаметром 25-165 мм участок снабжен, по крайней мере, одним ленточным отрезным станком, для резки на патрубки рабочей трубы диаметром 260-750 мм участок снабжен, по крайней мере, одной машиной для резки стальных труб и снятия фаски, а для резки на патрубки рабочей трубы диаметром 210-1100 мм участок снабжен станком газоплазменной резки, кроме того, для получения требуемой фаски, притупления кромок, обработки торцов, в том числе и устранения в случае необходимости неперпендикулярности торцов нарезанных патрубков рабочей трубы участок снабжен ручными шлифовальными машинами со шлифовальными кругами, помимо того, комплекс дополнительно оснащен постом сбора и сварки патрубков и соединительных деталей рабочей трубы перехода и патрубков рабочих труб ответвления, содержащий сварочные манипуляторы и аппараты сварки и выполненный с обеспечением проведения сварки нарезанных патрубков с соединительными деталями и/или патрубками ответвления для получения рабочей трубы фитинга, в том числе ответвления, перехода, ответвления с переходом от одного диаметра к другому; также комплекс дополнительно оснащен постом раскроя на патрубки трубы - заготовки гидроизоляции фитинга, в том числе и выреза в заготовке для фитинга, например заготовке под переход, проема для присоединения патрубка ответвления - на резанной трубы-заготовки фитинга, причем для раскроя трубы-заготовки гидроизоляции фитингов из полиэтилена или полимерсодержащего композита на патрубки для диаметров 120-330 мм пост оборудован ленточным отрезным станком и снабжен, по крайней мере, одной планетарной пилой для раскроя заготовок упомянутой гидроизоляции диаметром 390-1250 мм, а для дальнейшего раскроя указанных патрубков пост оборудован, по меньшей мере, одним электрическим лобзиком.
Для изготовления запорно-регулировочной арматуры, входящей в комплект изделий для теплогидроизолированного трубопровода, пост подготовки рабочих труб может быть дополнительно оснащен участком нарезки рабочей трубы на патрубки требуемой длины, причем для резки на патрубки рабочей трубы диаметром 25-165 мм участок снабжен, по крайней мере, одним ленточным отрезным станком, для резки на патрубки рабочей трубы диаметром 260-750 мм участок снабжен, по крайней мере, одной машиной для резки стальных труб и снятия фаски, а для резки на патрубки рабочей трубы диаметром 210-1100 мм участок снабжен станком газоплазменной резки, для получения требуемой фаски, притупления кромок, обработки торцов, в том числе и устранения в случае необходимости неперпендикулярности торцов нарезанных патрубков рабочей трубы участок снабжен ручными шлифовальными машинами со шлифовальными кругами, помимо того, комплекс дополнительно оснащен постом сбора и сварки нарезанных патрубков рабочей трубы и запорно-регулировочной арматуры трубопровода, постом раскроя на патрубки и выреза фасонной оболочки из заготовки гидроизоляции для запорно-регулировочной арматуры из полиэтилена или из полимерсодержащего композита, причем для раскроя указанных заготовок диаметром 120-330 мм пост снабжен ленточным отрезным станком, а для раскроя заготовок диаметром 390-1250 мм пост снабжен, по крайней мере, одной планетарной пилой, а для дальнейшего раскроя фрагментов заготовок гидроизоляции запорно-регулировочной арматуры из полиэтилена или из полимерсодержащего композита пост оборудован, по меньшей мере, одним электрическим лобзиком.
Для изготовления входящих в комплект изделий для теплогидроизолированного трубопровода фитингов, например ответвлений и переходов трубопроводов, а также запорно-регулировочной арматуры пост сбора конструкции труба в трубе может содержать монтажный стол, форма и конструкция которого выполнена обеспечивающей возможность размещения прошедших раскрой и сварку патрубков рабочей трубы, или раскроенных и сваренных патрубков рабочей трубы и соединительных деталей рабочих труб переходов, или раскроенных и сваренных патрубков рабочей трубы и запорно-регулировочной арматуры, установки на них точечных пластиковых или металлопластиковых маяков-центраторов, пропуска через их технологические отверстия, по меньшей мере, двух, предпочтительно трех проводов системы оперативного дистанционного контроля - проводников-индикаторов, изолируемых, по крайней мере, в зоне сварки патрубков рабочей трубы поливинилхлоридными трубками-кембриками, установки раскроенных патрубков заготовок для фитингов или патрубков заготовок гидроизоляции для запорно-регулировочной арматуры и их сварки или надвижки уже готовой гидроизоляции, например, перехода с образованием конструкции труба в трубе, причем для сварки патрубков трубы-заготовки для фитинга из полиэтилена или из полимерсодержащего композита пост сбора конструкции труба в трубе снабжен термозеркалами, осуществляющими сварку встык, или ручным экструдером, производящим сварку путем заливки швов расплавом полиэтилена.
Пост заливки отверждаемой заливочной смеси может содержать, по крайней мере, один наклонный заливочный стол, выполненный с возможностью регулировки угла наклона, например, с помощью гидравлического пресса, по крайней мере, одну заливочную машину и набор торцевых технологических заглушек, снабженных технологическими отверстиями и кольцевыми резиновыми уплотнениями для предотвращения вытекания заливаемой отверждаемой смеси при вспенивании.
Пост заливки отверждаемой заливочной смеси может содержать, по крайней мере, два наклонных заливочных стола, каждый из которых выполнен с возможностью регулировки угла наклона, например, с помощью гидравлического пресса, и, по меньшей мере, две заливочные машины - одну для изготовления теплогидроизолированных труб малого диаметра до 300 мм включительно и вторую - для труб диаметром от 250 до 1250 мм включительно, производительностью 100 л/с и 250 л/с соответственно, причем для изготовления входящих в комплект изделий для теплогидроизолированного трубопровода фитингов, например, отводов, Z- и П-образных элементов трубопровода, переходов, ответвлений, в том числе тройников, а также запорно-регулировочной арматуры пост заливки отверждаемой заливочной смеси дополнительно оснащен обжимной оснасткой, а, по крайней мере, одна заливочная машина снабжена не менее чем двумя заливочными головками.
Комплекс дополнительно может быть оснащен, по крайней мере, одним постом контроля и маркировки готовых теплогидроизолированых изделий для трубопровода, выполненным с обеспечением возможности проведения внешнего осмотра готового изделия, входящего в комплект, контроля полноты заполнения торцов и произведения замера длины неизолированных концов рабочей трубы, а также осуществления контроля установленных на посту сбора конструкции труба в трубе проводов системы оперативного дистанционного контроля - проводников-индикаторов и их маркировки, а также маркировки прошедших контроль готовых теплогидроизолированных изделий для трубопровода.
Поставленная задача в части второго объекта - комплекта изделий для теплогидроизолированного трубопровода решается за счет того, что он включает изготовленные с использованием упомянутого комплекса теплогидроизолированные трубы, фитинги, в том числе теплогидроизолированные Z- и П-образные элементы, переходы, отводы и ответвления, например, тройники, а также теплогидроизолированную запорную арматуру и муфты гидроизоляции, причем каждое теплогидроизолированное изделие содержит, по крайней мере, одну рабочую трубу, предпочтительно металлическую, например стальную, один слой гидроизоляции в виде металлической, предпочтительно стальной оболочки или оболочки из полимерного или полимерсодержащего материала и один слой теплоизоляции из пенополиуретана, причем теплогидроизолированные изделия изготовлены с обеспечением объемной огражденности теплоизоляционным материалом с удельным объемом последнего, отнесенным к единице полезного объема погонного метра рабочей трубы, лежащим в диапазоне значений от 0,2 до 20, причем объемная огражденность теплоизоляцией количественно возрастает с уменьшением внешнего диаметра рабочей трубы, например, металлической, предпочтительно стальной трубы для ассортимента теплоизолируемых рабочих труб с диаметрами от 1020/1000 до 32/26, где значение в числителе в дробном обозначении диаметров соответствует внешнему диаметру рабочей трубы, а знаменатель - внутреннему, определяющему полезный объем рабочей трубы.
Теплогидроизолированные трубы могут быть изготовлены имеющими в середине слоя расчетную плотность не менее 60 кг/м3 и снабжены, по крайней мере, двумя, предпочтительно тремя проводами-индикаторами системы оперативного дистанционного контроля, причем сбор конструкций труба в трубе труб с гидроизоляцией в виде оболочки из полиэтилена или полимерсодержащего композита произведен не ранее чем через сутки после изготовления указанной оболочки.
Муфты гидроизоляции могут быть изготовлены из полиэтилена или полимерсодержащего композита в диапазоне диаметров от 135 до 1300 мм с толщиной стенок от 2,8 до 14,0 мм и длиной от 500 до 750 мм.
Переходы могут быть изготовлены со слоем гидроизоляции в виде круглоцилиндрической оболочки постоянного, по меньшей мере внешнего диаметра не более 140 мм или со слоем гидроизоляции в виде оболочки составной формы с малыми внешними диаметрами гидроизоляции, лежащими в диапазоне от 120 до 600 мм, и большими внешними диаметрами гидроизоляции от 135 до 750 мм, с общей длиной гидроизоляционной оболочки от 750 до 1050 мм.
А переходы с малыми внешними диаметрами гидроизоляции, лежащими в диапазоне от 120 до 1100 мм, и большими внешними диаметрами гидроизоляции от 160 до 1250 мм с общей длиной гидроизоляционной оболочки от 750 до 1550 мм могут быть изготовлены в том числе методом раскроя и сварки заготовки гидроизоляции.
Отводы могут быть изготовлены с ломаной конфигурацией оси, обеспечивающей изменение направления трубопровода на заданный угол, путем раскроя, в том числе безотходного, и последующей сварки патрубков, полученных из прямолинейного отрезка рабочей трубы, причем для отвода с заданным углом от 0 до 35 градусов с одним изломом оси исходный отрезок прямой рабочей трубы разрезают на патрубки в плоскости, наклонной к диаметральной поперечной плоскости трубы под углом линии наибольшего ската первой и диаметра второй из них, идентичном углу разреза защищаемых трубой-заготовкой образующих аналогично выполненный тот же стык отвода патрубков рабочей трубы и составляющим β градусов, при этом угол β равен кратной доле угла отвода и определен из выражения  , где α - угол отвода, n - число наклонных резов, аналогично производят раскрой гидроизоляционной трубы-заготовки и перед сваркой раскроенные элементы трубы-заготовки взаимно разворачивают в плоскости реза на угол π, а перед надвижкой для сварки раскроенных элементов трубы-оболочки на металлическую трубу устанавливают предназначенные для фиксации толщины теплоизоляции и практически коаксиального расположения патрубков точечные маяки-центраторы, закрепляют на них провода системы оперативного дистанционного контроля, производят сбор конструкции труба в трубе, установку торцевых технологических заглушек и заливку упомянутой отверждаемой смеси с образованием слоя полимерной, предпочтительно пенополиуретановой теплоизоляции толщиной δ равномерной на основной части длины отвода, а на участке с переменной шириной В, примыкающем к периметру стыка, возрастающей в диапазоне от δР до δmax=δр·(cosβ)-1 с нарастанием изменения δ в экстремальных внешней и внутренней точках излома отвода и ширины В указанного участка, изменяющейся вдоль периметра сечения стыка в диапазоне значений Bmax≥B≥0, где Bmax=δр·tgβ, а максимальная ширина Bmax указанного участка примыкает к тем же экстремальным точкам поперечного сечения, соответствующим конечным точкам условной большой оси эллиптического контура сечения стыка, и уменьшается до 0 в диаметральной плоскости стыка в точках концов условной малой оси того же эллиптического контура.
, где α - угол отвода, n - число наклонных резов, аналогично производят раскрой гидроизоляционной трубы-заготовки и перед сваркой раскроенные элементы трубы-заготовки взаимно разворачивают в плоскости реза на угол π, а перед надвижкой для сварки раскроенных элементов трубы-оболочки на металлическую трубу устанавливают предназначенные для фиксации толщины теплоизоляции и практически коаксиального расположения патрубков точечные маяки-центраторы, закрепляют на них провода системы оперативного дистанционного контроля, производят сбор конструкции труба в трубе, установку торцевых технологических заглушек и заливку упомянутой отверждаемой смеси с образованием слоя полимерной, предпочтительно пенополиуретановой теплоизоляции толщиной δ равномерной на основной части длины отвода, а на участке с переменной шириной В, примыкающем к периметру стыка, возрастающей в диапазоне от δР до δmax=δр·(cosβ)-1 с нарастанием изменения δ в экстремальных внешней и внутренней точках излома отвода и ширины В указанного участка, изменяющейся вдоль периметра сечения стыка в диапазоне значений Bmax≥B≥0, где Bmax=δр·tgβ, а максимальная ширина Bmax указанного участка примыкает к тем же экстремальным точкам поперечного сечения, соответствующим конечным точкам условной большой оси эллиптического контура сечения стыка, и уменьшается до 0 в диаметральной плоскости стыка в точках концов условной малой оси того же эллиптического контура.
Ответвления могут быть изготовлены, предпочтительно, тройниковыми, в том числе параллельными, с переходами, с установленными запорно-регулировочной арматурой и/или воздушниками в диапазоне диаметров, соответствующем диапазону диаметров изготавливаемых в комплекте теплогидроизолированных труб.
Теплогидроизолированная запорно-регулировочная арматура может быть изготовлена в диапазоне диаметров, соответствующем диапазону диаметров изготавливаемых в комплекте теплогидроизолированных труб.
Технический результат, достигаемый изобретением, заключается в повышении технологической простоты и экономичности производства изделий для теплогидроизолированного трубопровода за счет изготовления их с использованием предложенного универсального комплекса, включающего посты, с легкостью адаптируемые для каждого конкретного изделия, причем в комплексе достигнута максимальная компактность, в том числе за счет использования на одном из постов, а именно на посту подготовки рабочих труб, по меньшей мере, одной установки дробеструйной обработки рабочих труб диаметром от 200 мм, с оптимально подобранными временем обработки и скоростью метания бомбардирующих трубы абразивных частиц, образующих ориентированное навстречу движению трубы спирально перемежающееся по ее поверхности пятно экспонирования ударов указанных частиц, принимающего за период Т углового смещения на ширину метательной лопатки турбины в проекции на цилиндрическую поверхность спирально вращающейся трубы форму скошенного цилиндрического квазипараллелограмма с проекционной высотой в условной плоскости, касательной к образующей очищаемой поверхности трубы и нормальной среднему вектору потока упомянутых частиц, составляющей не менее ширины метательной лопатки, а длину основания в осевом направлении трубы не менее расстояния между осями крайних турбин, лопатками которых обеспечивают метательную обработку абразивными частицами поверхности трубы, причем за время процесса очистки один и тот же участок поверхности трубы подвергают n-кратной обработке, количественно определяемой из условия n≤L/A, где L - расстояние между упомянутыми осями турбин; А - шаг поступательного смещения трубы за один спиральный оборот трубы. Таким образом обеспечивается улучшенние совместной работы рабочей трубы, теплоизоляции и гидроизоляции за счет их лучшего сцепления между собой, обеспечивается снижение тепловых потерь при эксплуатации готовой продукции в составе трубопровода, повышение надежности работы каждого изделия из комплекта при высоком качестве производимой продукции.
Изобретение поясняется чертежами, на которых изображены:
на фиг.1 - технологические линии по производству гидроизоляции;
на фиг.2 - схематичное изображение комплекса;
на фиг.3, 4 - фрагменты установки дробеструйной обработки, виды по сечениям вдоль и поперек направления движения рабочей трубы;
на фиг.5 - фрагмент дробеметной камеры с установленными метательными лопатками, разрез по сечению, проходящему вдоль направления движения рабочей трубы;
на фиг.6 - стальная труба, прошедшая дробеструйную обработку, вид сбоку;
на фиг.7 - гидроизоляция в виде трубы-оболочки из полиэтилена или полимерсодержащего композита, вид сбоку;
на фиг.8 - конструкция труба в трубе с гидроизоляцией в виде трубы-оболочки из полиэтилена или полимерсодержащего композита, вид сбоку;
на фиг.9 - конструкция труба в трубе с гидроизоляцией в виде трубы-оболочки из полиэтилена или полимерсодержащего композита, вид с торца;
на фиг.10 - вид с торца теплогидроизолированного изделия;
на фиг.11 - труба, прошедшая дробеструйную обработку с установленными на нее точечными маяками-центраторами и проводами системы оперативного дистанционного контроля (СОДК);
на фиг.12-19 - изделия из комплекта, выпускаемого с использованием комплекса;
на фиг.20 - теплогидроизолированная труба со срезом по теплоизоляции и гидроизоляции из полиэтилена или полимерсодержащего композита.
Комплекс для изготовления комплекта изделий для теплогидроизолированного трубопровода содержит смонтированные на фундаменте, последовательно расположенные и сообщенные между собой по технологическим переделам объединенного процесса производства изделий технологические посты 1, в том числе образующие не менее чем две технологических линии 2.
Комплекс для изготовления комплекта изделий для теплогидроизолированного трубопровода содержит также пост 3 подготовки рабочих труб, например металлических, предпочтительно стальных труб 4, пост 5 сбора конструкции труба в трубе и пост 6 заливки отверждаемой заливочной смеси, состоящей, по меньшей мере, из полиольного компонента и изоцианата.
Комплекс имеет для входящих в него технологических линий 2 общий пост 7 сушки и подачи исходного сырья - полимерных гранул, закоммутирован с ними, в том числе с использованием системы пневмотранспорта.
Каждая технологическая линия 2 содержит, по крайней мере, пост 8 разогрева и экструдирования полимерной массы, пост 9 формования и калибровки, пост 10 охлаждения и стабилизации формы, пост 11 протяжных устройств, снабженный электродами пост 12 коронной электроискровой обработки внутренней поверхности изготавливаемых изделий и пост 13 их резки под заданный размер. Технологические линии 2 предназначены для выпуска набора труб-оболочек 14, заготовок муфт 15, труб-заготовок фитингов - Z- и П-образных элементов 16 и 17 трубопроводов, переходов 18, отводов 19, ответвлений 20, а также заготовок гидроизоляции запорно-регулировочной арматуры трубопроводов в диапазоне диаметров от 700 до 1250 мм, в том числе с частично перекрываемым внутренним диапазоном от 850 до 1050 мм.
Каждый пост каждой технологической линии 2 адаптирован под заданный размер и требуемые параметры изготавливаемого на ней изделия, в том числе путем частичной замены или подключения/отключения установленного оборудования, при этом, по крайней мере, одна линия дополнительно содержит систему пуска, включающую неподвижно заякоренное за постом протяжных устройств автономное тянущее устройство 21, сменный подвижный пост 22 в виде трубы-спутника, соответствующей по диаметру выпускаемому на линии изделию, и натяжной трос 23. Технологическая длина трубы-спутника принята меньшей расстояния от поста разогрева и экструдирования полимерной массы до поста протяжных устройств указанной линии, по крайней мере, в полтора раза.
Одна технологическая линия 2 комплекса выполнена с обеспечением возможности автоматического и/или корректируемого достижения динамического баланса пропускаемой через оборудование постов массы производимого изделия, варьирования температуры и скорости прохождения до значений, необходимых и достаточных для формирования, поддержания и стабилизации требуемых параметров, предусмотренных у изготавливаемого изделия, для чего пост 8 разогрева и экструдирования полимерной массы снабжен, по меньшей мере, сменным раздаточным устройством 24 с выходной, преимущественно кольцевой, щелью, адаптированной к функции подготовки и первичного формования расплавленной полимерной массы под геометрические параметры производимого изделия, а пост формования и калибровки изделия снабжен системами вакуумирования и охлаждения и, не менее, чем одним калибрующим устройством 25, совмещенным с ними, выполненным сменным под диаметр каждого изготавливаемого на технологической линии изделия.
Одна технологическая линия 2 выполнена с обеспечением возможности экструдирования со скоростью от 0,3 до 1,1 м/мин с возможностью ее корректировки в зависимости от параметров изготавливаемого на линии изделия - труб-оболочек 14, труб-заготовок для фитингов (не показано) и заготовок гидроизоляции (не показано) запорно-регулировочной арматуры трубопроводов из полимерного или полимерсодержащего материала типа полиэтилена низкого давления, предпочтительно композиции полиэтилена светостабилизированной трубной марки черного цвета, содержащей 2,0-2,5% сажи, а также отходы полиэтилена той же марки от собственного производства на любой технологической линии в количестве не более 10% по массе.
По меньшей мере одна технологическая линия 2 выполнена с обеспечением мощности электроискровой обработки на посту коронной электроискровой обработки, для чего, по крайней мере, один из электродов которого выполнен в виде охватывающего трубу пояса с шириной 140-160 мм, равной 90-135 Вт.
Кроме того, по крайней мере, одна технологическая линия включает пост 11 протяжных устройств, снабженный, по крайней мере, шестью гусеничными движительными органами 26, расположенными для равномерного обхватывания изделия по окружности с возможностью его осевого перемещения.
Одна технологическая линия предназначена для изготовления труб-оболочек, труб-заготовок для фитингов - Z- и П-образных элементов трубопровода, переходов, отводов, ответвлений, а также заготовок муфт и заготовок гидроизоляции запорно-регулировочной арматуры трубопроводов диаметрами от 120 до 350 мм, предпочтительно, под диаметры 125, 140, 160, 180, 200, 225, 250, 280 и 315 мм, а также другая технологическая линия - для изготовления труб-оболочек, труб-заготовок для фитингов - Z- и П-образных элементов трубопровода, переходов, отводов, ответвлений, а также заготовок муфт и заготовок гидроизоляции запорно-регулировочной арматуры трубопроводов диаметрами от 300 до 750, предпочтительно, под диаметры 315, 355, 400, 450, 500, 560, 630, 710 мм.
Комплекс может быть дополнительно оснащен, по меньшей мере, одной технологической линией для изготовления труб-оболочек 14, труб-заготовок (не показано) для фитингов - Z- и П-образных элементов трубопровода 16 и 17 соответственно, переходов 18, отводов 19, ответвлений 20, а также заготовок муфт 15 и заготовок гидроизоляции (не показано) запорно-регулировочной арматуры трубопроводов диаметрами от 700 до 1100 мм, предпочтительно, под диаметры 710, 800, 900 и 1000 мм.
Комплекс может быть дополнительно оснащен, по меньшей мере, одной технологической линией 2 для изготовления труб-оболочек 14, труб-заготовок (не показано) для фитингов - Z- и П-образных элементов 16 и 17 соответственно, переходов 18, отводов 19, ответвлений 20, а также заготовок муфт 15 и заготовок гидроизоляции (не показано) запорно-регулировочной арматуры трубопроводов диаметрами от 850 до 1250, предпочтительно, под диаметры 900, 1000, 1100, 1200.
По крайней мере один технологический пост для производства гидроизоляции снабжен, по меньшей мере, одной установкой (не показано) для изготовления металлической, предпочтительно стальной, гидроизоляции, например труб-оболочек, труб-заготовок для фитингов - Z- и П-образных элементов трубопровода, переходов, отводов, ответвлений, а также заготовок гидроизоляции запорно-регулировочной арматуры трубопроводов путем свивания из тонколистового металла, предпочтительно, ленты герметичной оболочки с обеспечением в процессе производства обжатия и герметизации замковых соединений.
Пост подготовки рабочих труб содержит участок дробеструйной обработки рабочих труб изделий, содержащий установку 27 дробеструйной обработки, предназначенную для обработки рабочих труб диаметром от 200 мм, предпочтительно от 219 мм, включающую дробеметную камеру 28 с установленным в ней рабочим агрегатом 29, имеющим, по меньшей мере, одну, предпочтительно не менее двух турбин с метательными лопатками 30, систему 31 очистки и регенерации состава рабочего тела, а также подающий в дробеметную камеру на очистку и принимающий очищенную трубу конвейеры (не показано).
Установка 27 дробеструйной обработки выполнена с обеспечением возможности очистки путем ударного воздействия на очищаемую поверхность дискретным рабочим телом в виде потока направленно бомбардирующих трубы абразивных частиц, например металлической дроби или смеси, содержащей целую металлическую дробь в количестве не менее 45% с образованием ориентированного навстречу движению трубы 4 спирально перемещающегося по ее поверхности пятна экспонирования ударов указанных частиц, принимающего за период Т углового смещения на ширину метательной лопатки турбины в проекции на цилиндрическую поверхность спирально вращающейся трубы 4 форму скошенного цилиндрического квазипараллелограмма с проекционной высотой в условной плоскости, касательной к образующей очищаемой поверхности трубы и нормальной среднему вектору потока упомянутых частиц, составляющей не менее ширины метательной лопатки 30, а длину основания в осевом направлении трубы не менее расстояния между осями крайних турбин, лопатками которых обеспечивают метательную обработку абразивными частицами поверхности трубы 4, причем за время процесса очистки один и тот же участок поверхности трубы 4 подвергают n-кратной обработке, количественно определяемой из условия n≤L/A, где L - расстояние между упомянутыми осями турбин; А - шаг поступательного смещения трубы за один спиральный оборот трубы.
Дробеструйная обработка осуществляется следующим образом.
По конвейеру рабочие трубы непрерывно подаются в дробеметную установку, в которой измеряемое количество рабочего тела - абразивной смеси, постоянно попадает через питающую воронку в рабочий агрегат 29, а именно в каждую из установленных не менее чем двух турбин с метательными лопатками 30, выполненными в виде радиально размещенных относительно центра колеса разгружающих листов, с которых абразивная смесь ускоряясь и вылетая в камеру дробеструйной обработки производит бомбардировку поверхности рабочих труб. Каждая турбина дробеструйной установки включает колесо, импеллер, контрольную обойму с, по крайней мере, одним отверстием. Импеллер, расположенный центрально и закрепленный к одному из дисков колеса, подхватывает абразивную смесь, которая проходит в отверстие контрольной обоймы и тангенциально разгружается на внутреннем конце листов - метательных лопаток. Расположение этого отверстия, которое регулируется вращением регулировочной (контрольной) обоймы, определяет точку, где абразивная смесь разгружается из колеса в точном направлении. Скорость метания может варьироваться от 55 до 110 м/с изменением скорости вращения колеса турбины. Абразивная смесь после совершения ею работы проходит через систему 31 очистки и регенерации состава рабочего тела, в ее состав автоматически добавляется по мере необходимости целая дробь и смесь вновь попадает в рабочий агрегат. Обработанная труба выходит из дробеметной установки по конвейеру, причем рабочую трубу, обработанную первой при запуске отрегулированной под заданные параметры установки дробеструйной обработки, после выхода из установки перекладывают, например, мостовым краном на накопительный стапель и очищают в установке заново для обработки недообработанного конца рабочей трубы.
Также пост подготовки рабочих труб содержит еще одну, снабженную подающими и отводящими конвейерами установку дробеструйной обработки - для обработки рабочих труб диаметром от 25 до 250 мм, на которой также проводят дробеструйную обработку спирально вращающейся рабочей трубы смесью из круглой и колотой дроби за время, варьируемое в зависимости, например, от диаметра, несоответствия стандарту геометрической формы, степени загрязненности и подверженности коррозии в пределах от четырех до сорока пяти минут.
Для изготовления входящих в комплект изделий для теплогидроизолированного трубопровода фитингов, например Z- и П-образных элементов 16 и 17 соответственно и отводов 19 трубопроводов, пост 3 подготовки рабочих труб 4 дополнительно оснащен, по меньшей мере, одним участком (не показано) нарезки рабочей трубы на патрубки требуемой длины для изготовления фитингов трубопровода, причем для резки рабочей трубы 4 диаметром 25-165 мм участок снабжен, по крайней мере, одним ленточным отрезным станком (не показано), для резки рабочей трубы диаметром 260-750 мм участок снабжен, по крайней мере, одной машиной (не показано) для резки стальных труб и снятия фаски, для резки рабочей трубы диаметром 210-1100 мм участок снабжен станком (не показано) газоплазменной резки.
А для получения требуемой фаски, притупления кромок, обработки торцов, в том числе и устранения неперпендикулярности торцов нарезанных патрубков рабочей трубы 4 участок (не показано) снабжен ручными шлифовальными машинами (не показано) со шлифовальными кругами.
Кроме того, комплекс дополнительно оснащен постом (не показано) сбора и сварки рабочей трубы отвода и Z- и П-образных элементов, содержащим сварочные манипуляторы (не показано) и аппараты сварки (не показано), постом (не показано) безотходного раскроя на патрубки трубы - заготовки для фитингов, причем для раскроя труб-заготовок для фитингов диаметром 120-330 мм на патрубки пост снабжен ленточным отрезным станком (не показано), а для раскроя труб-заготовок для фитингов диаметром 390-1250 мм - планетарной пилой (не показано).
Для изготовления входящих в комплект изделий для теплогидроизолированного трубопровода фитингов, например Z- и П-образных элементов трубопровода и отводов трубопроводов, пост 5 сбора конструкции труба в трубе содержит монтажный стол (не показано), форма и конструкция которого обеспечивает возможность размещения прошедших безотходный раскрой и сварку патрубков рабочей трубы 4, установки на них точечных пластиковых или металлопластиковых маяков-центраторов 32, пропуска через их технологические отверстия 33, по меньшей мере, двух, предпочтительно трех проводов 34 системы оперативного дистанционного контроля - проводников-индикаторов изолируемых, по крайней мере, в зоне сварки патрубков рабочей трубы поливинилхлоридными трубками-кембриками, установки раскроенных патрубков трубы-заготовки для фитингов и их сварки с образованием конструкции труба в трубе.
Причем для сварки встык пост 5 сбора конструкции труба в трубе снабжен термозеркалами, а для заливки швов расплавом полиэтилена снабжен, по крайней мере, одним ручным экструдером (не показано).
Для изготовления входящих в комплект изделий для теплогидроизолированного трубопровода фитингов, например муфт 15 гидроизоляции для теплогидроизолированного трубопровода, комплекс дополнительно оснащен постом (не показано) предварительного нагрева материала заготовки до температуры пластичности, постом (не показано) приложения давления равномерного диаметрального растяжения, достаточного для создания необратимых термопластических деформаций неразрушающего прироста диаметра на величину от 2 до 25%, по крайней мере, на большей части длины заготовки с, по меньшей мере, частично компенсирующим уменьшением толщины стенки перераспределением материала в деформируемой зоне заготовки муфты, а также постом обрезки в размер готовой муфты, причем пост приложения давления конструктивно выполнен обеспечивающим возможность создания в нем и поддержания в течение не менее девяти секунд давления воздуха не менее 1,3 бар для воздействия давления на заготовку муфты и ее необходимой растяжки, последующей выдержки и охлаждения изготавливаемой муфты 15.
Для изготовления входящих в комплект изделий для теплогидроизолированного трубопровода фитингов, например переходов 18 для теплогидроизолированного трубопровода, комплекс дополнительно оснащен постом (не показано) предварительного нагрева материала заготовки до температуры пластичности, постом (не показано) приложения давления равномерного диаметрального растяжения, достаточного для создания необратимых термопластических деформаций неразрушающего прироста диаметра участка длины заготовки перехода с, по меньшей мере, частично компенсирующим уменьшением толщины стенки за счет перераспределения материала в деформируемой зоне заготовки фитинга - перехода. А для изготовления переходов путем раскроя и сварки заготовки комплекс снабжен оборудованным для этого постом (не показано).
Для изготовления фитингов, например ответвлений и переходов трубопроводов, пост 3 подготовки рабочих труб дополнительно оснащен, по меньшей мере, одним участком (не показано) нарезки рабочей трубы на патрубки требуемой длины для изготовления переходов и ответвлений трубопровода, выреза в рабочей трубе проема для присоединения патрубка ответвления.
Для резки на патрубки рабочей трубы диаметром 25-165 мм участок снабжен, по крайней мере, одним ленточным отрезным станком, для резки на патрубки рабочей трубы диаметром 260-750 мм участок (не показано) снабжен, по крайней мере, одной машиной (не показано) для резки стальных труб и снятия фаски, а для резки на патрубки рабочей трубы диаметром 210-1100 мм участок снабжен станком газоплазменной резки (не показано).
Кроме того, для получения требуемой фаски, притупления кромок, обработки торцов, в том числе и устранения в случае необходимости неперпендикулярности торцов нарезанных патрубков рабочей трубы участок снабжен ручными шлифовальными машинами (не показано) со шлифовальными кругами, помимо того, комплекс дополнительно оснащен постом (не показано) сбора и сварки патрубков и соединительных деталей рабочей трубы перехода и патрубков рабочих труб ответвления, содержащим сварочные манипуляторы (не показано) и аппараты сварки (не показано) и выполненным с обеспечением проведения сварки нарезанных патрубков с соединительными деталями и/или патрубками ответвления для получения рабочей трубы 4 фитинга, в том числе ответвления 20, перехода 18, ответвления с переходом от одного диаметра к другому.
Комплекс дополнительно оснащен постом (не показано) раскроя на патрубки трубы-заготовки для фитинга, в том числе и выреза в заготовке для фитинга, например заготовке под переход, проема для присоединения патрубка ответвления - нарезанной трубы-заготовки для фитинга, причем для раскроя трубы-заготовки для фитингов на патрубки для диаметров 120-330 мм пост оборудован ленточным отрезным станком (не показано) и снабжен, по крайней мере, одной планетарной пилой (не показано) для раскроя заготовок диаметром 390-1250 мм, а для дальнейшего раскроя патрубков пост оборудован, по меньшей мере, одним электрическим лобзиком (не показано).
Для изготовления запорно-регулировочной арматуры, входящей в комплект изделий для теплогидроизолированного трубопровода, пост 3 подготовки рабочих труб дополнительно оснащен участком нарезки рабочей трубы 4 на патрубки требуемой длины, причем для резки на патрубки рабочей трубы 4 диаметром 25-165 мм участок снабжен, по крайней мере, одним ленточным отрезным станком (не показано), для резки на патрубки рабочей трубы 4 диаметром 260-750 мм участок снабжен, по крайней мере, одной машиной для резки стальных труб (не показано) и снятия фаски, а для резки на патрубки рабочей трубы 4 диаметром 210-1100 мм участок снабжен станком газоплазменной резки (не показано). А для получения требуемой фаски, притупления кромок, обработки торцов, в том числе и устранения в случае необходимости неперпендикулярности торцов нарезанных патрубков рабочей трубы участок снабжен ручными шлифовальными машинами (не показано) со шлифовальными кругами.
Для изготовления запорно-регулировочной арматуры, входящей в комплект изделий для теплогидроизолированного трубопровода, комплекс дополнительно оснащен постом (не показано) сбора и сварки нарезанных патрубков рабочей трубы и запорно-регулировочной арматуры трубопровода, постом (не показано) раскроя на патрубки и выреза фасонной оболочки из заготовки гидроизоляции для запорно-регулировочной арматуры, причем для раскроя заготовок диаметром 120-330 мм пост снабжен ленточным отрезным станком (не показано), а для раскроя заготовок диаметром 390-1250 мм пост снабжен, по крайней мере, одной планетарной пилой (не показано), а для дальнейшего раскроя фрагментов заготовок гидроизоляции запорно-регулировочной арматуры пост оборудован, по меньшей мере, одним электрическим лобзиком (не показано).
Для изготовления фитингов, например ответвлений 20 и переходов 18 трубопроводов, а также запорно-регулировочной арматуры (не показано) пост 5 сбора конструкции труба в трубе содержит монтажный стол (не показано), форма и конструкция которого выполнена обеспечивающей возможность размещения прошедших раскрой и сварку патрубков рабочей трубы 4, или раскроенных и сваренных патрубков рабочей трубы и соединительных деталей рабочих труб переходов 18, или раскроенных и сваренных патрубков рабочей трубы и запорно-регулировочной арматуры, установки на них точечных пластиковых или металлопластиковых маяков-центраторов 32, пропуска через их технологические отверстия 33, по меньшей мере, двух, предпочтительно, трех проводов 34 системы оперативного дистанционного контроля - проводников-индикаторов изолируемых, по крайней мере, в зоне сварки патрубков рабочей трубы поливинилхлоридными трубками-кембриками (не показано), установки раскроенных патрубков заготовок для фитингов или патрубков заготовок гидроизоляции для запорно-регулировочной арматуры и их сварки или надвижки уже готовой гидроизоляции, например, перехода с образованием конструкции труба в трубе. Для сварки патрубков трубы-заготовки для фитинга пост 5 сбора конструкции труба в трубе снабжен термозеркалами (не показано), осуществляющими сварку встык или ручным экструдером (не показано), производящим сварку путем заливки швов расплавом полиэтилена.
Пост 6 заливки отверждаемой заливочной смеси содержит, по крайней мере, один наклонный заливочный стол (не показано), выполненный с возможностью регулировки угла наклона, например, с помощью гидравлического пресса (не показано), по крайней мере, одну заливочную машину (не показано) и набор торцевых технологических заглушек (не показано), снабженных технологическими отверстиями и кольцевыми резиновыми уплотнениями для предотвращения вытекания заливаемой отверждаемой смеси при вспенивании.
Пост 6 заливки отверждаемой заливочной смеси содержит, по крайней мере, два наклонных заливочных стола (не показано), каждый из которых выполнен с возможностью регулировки угла наклона, например, с помощью гидравлического пресса (не показано), и, по меньшей мере, две заливочные машины (не показаны) - одну для изготовления теплогидроизолированных труб малого диаметра до 300 мм включительно и вторую - для труб диаметром от 250 до 1250 мм включительно, производительностью 100 л/с и 250 л/с соответственно.
Для изготовления фитингов, например отводов 19, Z- и П-образных элементов 16 и 17 соответственно, переходов 18, ответвлений 20, в том числе тройников, а также запорно-регулировочной арматуры (не показано) пост 6 заливки отверждаемой заливочной смеси дополнительно оснащен обжимной оснасткой (не показано), причем, по крайней мере, одна заливочная машина (не показано) выполнена с не менее чем двумя заливочными головками (не показано).
Комплекс дополнительно оснащен, по крайней мере, одним постом (не показано) контроля и маркировки готовых теплогидроизолированых изделий для трубопровода, выполненным с обеспечением возможности проведения внешнего осмотра готового изделия, входящего в комплект, контроля полноты заполнения торцов и произведения замера длины неизолированных концов рабочей трубы, а также осуществления контроля установленных на посту сбора конструкции труба в трубе проводов системы оперативного дистанционного контроля - проводников-индикаторов и их маркировки, а также маркировки прошедших контроль готовых теплогидроизолированных изделий для трубопровода.
Комплекс работает следующим образом.
Посты, образующие технологические линии 2 для производства гидроизоляции, адаптируют под выпуск конкретного даиметра труб-оболочек, труб заготовок для фитингов - Z- и П-образных элементов трубопроводов, переходов, отводов, ответвлений, а также заготовок муфт и заготовок гидроизоляции запорно-регулировочной арматуры для трубопроводов, в том числе путем частичной замены или подключения/отключения установленного оборудования, замененное оборудование подготавливают к работе, в частности производят разогрев сменных раздаточных устройств постов 8 разогрева и экструдирования полимерной массы, после достижения указанными устройствами температуры плавления полимерной массы производят пуск каждой технологической линии.
Для этого используют систему пуска, включающую неподвижно заякоренное за постом протяжных устройств автономное тянущее устройство 21 и сменный подвижный пост 22 в виде трубы-спутника и натяжного троса 23.
При этом трубу-спутник с размещенным внутри нее электродом поста 12 коронной электроискровой обработки одним концом присоединяют к начальному торцу изготавливаемой гидроизоляции, например, трубы-оболочки сразу после ее первичного формования на посту 8 разогрева и экструдирования, а другой конец через натяжной трос 23 тянут с использованием тянущего устройства 21 до поста 11 протяжных устройств включительно.
После прохождения поста 11 протяжных устройств на посту 12 коронной электроискровой обработки осуществляют размещение внутреннего электрода в изолированном пространстве внутри производимого изделия в положении, ответном внешнему электроду, после чего на посту резки трубу-спутник отсоединяют от изготавливаемого изделия.
При этом перед подачей полимерных гранул на пост 8 разогрева и экструдирования производят их сушку, совмещенную с предварительным разогревом, разогрев на посту 8 разогрева и экструдирования производят до температуры плавления исходного материала, экструдирование под избыточным давлением совмещают с первичным формованием, а на посту 9 формования и калибровки изделие подвергают вакуумному трехосному растяжению с одновременным охлаждением преимущественно водой.
Затем изготавливаемую гидроизоляцию подвергают принудительному охлаждению и одноосному растяжению на отрезке от поста 9 калибровки до поста 11 протяжных устройств включительно, после чего на посту 12 коронной обработки производят коронную электроискровую обработку внутренней поверхности изготавливаемой трубы-оболочки или заготовки для фитинга или запорно-регулировочной арматуры путем пропуска коронного электроискрового заряда мощностью 90-135 Вт через электроды, что увеличивает адгезионные способности внутренней поверхности гидроизоляции до значения поверхностного натяжения не менее 50 дин/см2.
Заготовки для муфт коронной электроискровой обработке не подвергают.
Затем производят резку гидроизоляции под заданный размер и перемещение по выходному конвейеру (не показан).
Изготовленные из полиэтилена или полимерсодержащего композита трубы-оболочки, заготовки для фитингов и заготовки для запорно-регулировочной арматуры подвергают дальнейшей обработке на различных постах комплекса, в том числе путем раскройки на патрубки, растяжения.
Один технологический пост для производства гидроизоляции с одной установкой (не показано) для изготовления металлической, предпочтительно, стальной гидроизоляции, например, труб-оболочек, труб-заготовок для фитингов - Z- и П-образных элементов трубопровода, переходов, отводов, ответвлений, а также заготовок гидроизоляции запорно-регулировочной арматуры трубопроводов производит указанную гидроизоляцию путем свивания из тонколистового металла, предпочтительно, ленты герметичной оболочки с обеспечением в процессе производства обжатия и герметизации замковых соединений.
Пост подготовки рабочих труб содержит участок дробеструйной обработки рабочих труб изделий, содержащий установку 27 дробеструйной обработки, предназначенную для обработки рабочих труб диаметром до 250 мм, предпочтительно до 230 мм, включающую дробеметную камеру 28 с установленным в ней рабочим агрегатом 29, имеющим, по меньшей мере, одну, предпочтительно, не менее двух турбин с метательными лопатками 30, систему 31 очистки и регенерации состава рабочего тела, а также подающий в дробеметную камеру на очистку и принимающий очищенную трубу конвейеры (не показано).
Установка 27 дробеструйной обработки очищает поверхность рабочих труб от ржавчины, окалины и т.п. путем ударного воздействия на очищаемую поверхность дискретным рабочим телом в виде потока направленно бомбардирующих трубы абразивных частиц, например металлической дроби или смеси, содержащей целую металлическую дробь в количестве не менее 45% с образованием ориентированного навстречу движению трубы спирально перемещающегося по ее поверхности пятна экспонирования ударов указанных частиц, принимающего за период Т углового смещения на ширину метательной лопатки турбины в проекции на цилиндрическую поверхность спирально вращающейся трубы форму скошенного цилиндрического квазипараллелограмма с проекционной высотой в условной плоскости, касательной к образующей очищаемой поверхности трубы и нормальной среднему вектору потока упомянутых частиц, составляющей не менее ширины метательной лопатки, а длину основания в осевом направлении трубы не менее расстояния между осями крайних турбин, лопатками которых обеспечивают метательную обработку абразивными частицами поверхности трубы, причем за время процесса очистки один и тот же участок поверхности трубы подвергают n-кратной обработке, количественно определяемой из условия n≤L/A, где L - расстояние между упомянутыми осями турбин; А - шаг поступательного смещения трубы за один спиральный оборот трубы.
Также пост подготовки рабочих труб содержит еще одну, снабженную подающими и отводящими конвейерами, установку дробеструйной обработки - для обработки рабочих труб диаметром от 210 до 1100 мм, на которой также проводят дробеструйную обработку спирально вращающейся рабочей трубы смесью из круглой и колотой дроби за время, варьируемое в зависимости, например, от диаметра, несоответствия стандарту геометрической формы, степени загрязненности и подверженности коррозии в пределах от 4 до 45 мин.
Пост подготовки рабочих труб для изготовления фитингов и запорно-регулировочной арматуры дополнительно содержит посты и участки, позволяющие произвести необходимые раскрой, сварку и т.д.
На посту 5 сбора конструкции труба в трубе осуществляют установку пластиковых или металлопластиковых маяков-центраторов 32 - центрирующих опор, в технологические отверстия 33 которых пропускают, по меньшей мере, два провода 34 системы оперативного дистанционного контроля - проводника-индикатора.
На рабочие трубы диаметром до 426 мм включительно устанавливают по два проводника-индикатора, а на трубы диаметром от 530 мм и выше устанавливают три проводника-индикатора в положении три, девять и двенадцать часов, причем проводники-индикаторы должны быть расположены относительно продольного сварного шва трубы таким образом, чтобы шов находился в положении «12» часов ± «1 час», а концы проводников-индикаторов закрепляют на торцах внутренней металлической, стальной рабочей трубы, после чего трубы с установленными маяками-центраторами (центрирующими опорами) и проводниками-индикаторами передают на пост сбора конструкции труба в трубе.
Сбор конструкций труба в трубе на соответствующем посту, например, осуществляют таким образом: подъемный стол (не показано), расположен на одной оси с транспортной тележкой, на которую системой передаточных устройств подают полиэтиленовые внешние трубы-оболочки соответствующего типоразмера, затем производят совмещение осей трубы-оболочки и внутренней металлической рабочей трубы и осуществляют надвиг трубы-оболочки на внутреннюю металлическую, например стальную рабочую трубу с установленными маяками-центраторами (центрирующими опорами), причем по мере надвига поддерживающие внутреннюю металлическую трубу опоры опускают в автоматическом или ручном режиме (не показано).
Затем сформированную конструкцию труба в трубе цепным конвейером подают в печь термостатирования, где производят ее прогрев до 24-28°С (не показано).
После термостатированная конструкция 6 труба в трубе поступает на пост заливки, а именно на наклонный стол для заливки смеси из полиольного компонента и изоцианата, причем угол наклона стола регулируют гидравлическим прессом от 0 до 5° (не показано)
Ориентирование конструкции труба в трубе производят продольным швом в положение «12 часов» на торцы внутренней металлической, например стальной трубы устанавливают герметизирующие фланцы, на которые предварительно нанесли антиадгезионную смазку, например композицию на основе восков и силиконов, причем фланцы устанавливают воздушными отверстиями в положение «12 часов». Для обеспечения наклона поднимают конец трубы, с которого происходит впрыск смеси, при этом упор гидравлического пресса устанавливают под край внутренней металлической трубы или фланец.
Угол наклона определяют экспериментально таким образом, чтобы обеспечить минимальную разницу между заливочной плотностью на торцах трубы, для чего временной интервал заполнения конца трубы, с которого происходит впрыск смеси, на 5-20 секунд должен превышать время заполнения противоположного конца.
После установки трубной конструкции и подъема конца трубы на требуемый угол, после обеспечения необходимого наклона в межтрубное пространство производят заливку смеси из полиольного компонента и изоцианата: форсунку заливочной головки вставляют в межтрубное пространство через отверстие заглушки со стороны поднятого конца трубы при положении заливочного отверстия - на «3 часа».
Во избежание вылета впрыскиваемой смеси из отверстий для выхода воздуха, последние должны быть закрыты в момент впрыска.
После окончания процесса заливки, продолжительность которой рассчитана заранее и установлена на реле времени заливочной машины, и выемки форсунки заливочное отверстие в заглушке закрывают, а отверстия для выхода воздуха открывают.
В процессе вспенивания смеси из полиольного компонента и изоцианата и образования пенополиуретана происходит заполнение межтрубного пространства по направлению снизу вверх с одновременным вытеснением из него воздуха через воздушные отверстия в верхней заглушке, через 0,5-1 секунду после начала выхода пены из отверстий для выхода воздуха крышки отверстий закрывают. После заливки требуется определенное время для завершения химических реакций, при протекании которых происходит образование пенополиуретана и его отвердение.
Снятие заглушек и дальнейшее перемещение труб осуществляют не раньше чем через 10 минут по окончании заливки.
Каждую готовую теплогидроизолированную трубу подвергают внешнему осмотру, контролируют полноту заполнения торцов и производят замер длины неизолированных концов внутренней металлической трубы, а также осуществляют контроль установленных проводов системы оперативного дистанционного контроля - проводников-индикаторов и их маркировку, затем прошедшую контроль готовую трубу маркируют согласно ГОСТ 30732-2006 и направляют на хранение.
Подобным же образом изготавливают и другие теплогидроизолированные изделия из комплекта для теплогидроизолированного трубопровода, например фитинги - теплогидроизолированные Z- и П-образные элементы, переходы, отводы и ответвления, например, тройники.
Также с использованием комплекса изготавливают муфты гидроизоляции из полиэтилена или полимерсодержащего композита в диапазоне диаметров от 135 до 1300 мм с толщиной стенок от 2,8 до 14,0 мм и длиной от 500 до 750 мм.
Каждое теплогидроизолированное изделие содержит, по крайней мере, одну рабочую трубу, предпочтительно металлическую, например стальную, один слой гидроизоляции в виде металлической, предпочтительно стальной оболочки или оболочки из полимерного или полимерсодержащего материала и один слой теплоизоляции из пенополиуретана, причем теплогидроизолированные изделия изготовлены в диапазоне диаметров рабочих труб от 25 до 1100 мм с гидроизоляционными оболочками, выполненными в диапазоне диаметров от 120 до 1250 мм, с обеспечением объемной огражденности теплоизоляционным материалом с удельным объемом последнего, отнесенным к единице полезного объема погонного метра рабочей трубы, лежащим в диапазоне значений от 0,2 до 20, причем объемная огражденность теплоизоляцией количественно возрастает с уменьшением внешнего диаметра рабочей трубы, например металлической, предпочтительно, стальной трубы для ассортимента теплоизолируемых рабочих труб с диаметрами от 1020/1000 до 32/26, где значение в числителе в дробном обозначении диаметров соответствует внешнему диаметру рабочей трубы, а знаменатель - внутреннему, определяющему полезный объем рабочей трубы.
Теплогидроизолированные трубы изготовлены имеющими в середине слоя расчетную плотность не менее 60 кг/м3 и снабжены, по крайней мере, двумя, предпочтительно тремя проводами-индикаторами системы оперативного дистанционного контроля, причем сбор конструкций труба в трубе труб с гидроизоляцией в виде оболочки из полиэтилена или полимерсодержащего композита произведен не ранее чем через сутки после изготовления указанной оболочки,
Переходы изготовлены со слоем гидроизоляции в виде круглоцилиндрической оболочки постоянного, по меньшей мере, внешнего диаметра не более 140 мм или со слоем гидроизоляции в виде оболочки составной формы с малыми внешними диаметрами гидроизоляции, лежащими в диапазоне от 120 до 600 мм, и большими внешними диаметрами гидроизоляции от 135 до 750 мм, с общей длиной гидроизоляционной оболочки от 750 до 1050 мм, а с малыми внешними диаметрами гидроизоляции, лежащими в диапазоне от 120 до 1100 мм, и большими внешними диаметрами гидроизоляции от 160 до 1250 мм, с общей длиной гидроизоляционной оболочки от 750 до 1550 мм переходы изготовлены в том числе методом раскроя и сварки заготовки гидроизоляции.
Отводы изготовлены с ломаной конфигурацией оси, обеспечивающей изменение направления трубопровода на заданный угол, путем раскроя, в том числе безотходного, и последующей сварки патрубков, полученных из прямолинейного отрезка рабочей трубы, причем для отвода с заданным углом от 0 до 35 градусов с одним изломом оси исходный отрезок прямой рабочей трубы разрезают на патрубки в плоскости, наклонной к диаметральной поперечной плоскости трубы под углом линии наибольшего ската первой и диаметра второй из них, идентичным углу разреза защищаемых трубой-заготовкой образующих аналогично выполненный тот же стык отвода патрубков рабочей трубы и составляющим β градусов, при этом угол β равен кратной доле угла отвода и определен из выражения  , где α - угол отвода, n - число наклонных резов, аналогично производят раскрой гидроизоляционной трубы-заготовки и перед сваркой раскроенные элементы трубы-заготовки взаимно разворачивают в плоскости реза на угол π, а перед надвижкой для сварки раскроенных элементов трубы-оболочки на металлическую трубу устанавливают предназначенные для фиксации толщины теплоизоляции и практически коаксиального расположения патрубков точечные маяки-центраторы, закрепляют на них провода системы оперативного дистанционного контроля, производят сбор конструкции труба в трубе, установку торцевых технологических заглушек и заливку упомянутой отверждаемой смеси с образованием слоя полимерной, предпочтительно пенополиуретановой теплоизоляции толщиной δ, равномерной на основной части длины отвода, а на участке с переменной шириной В, примыкающем к периметру стыка, возрастающей в диапазоне от δр до δmax=δр·(cosβ)-1 с нарастанием изменения δ в экстремальных внешней и внутренней точках излома отвода и ширины В указанного участка, изменяющейся вдоль периметра сечения стыка в диапазоне значений Bmax≥В≥0, где Bmax=δр·tgβ, а максимальная ширина Bmax указанного участка примыкает к тем же экстремальным точкам поперечного сечения соответствующим конечным точкам условной большой оси эллиптического контура сечения стыка, и уменьшается до 0 в диаметральной плоскости стыка в точках концов условной малой оси того же эллиптического контура.
, где α - угол отвода, n - число наклонных резов, аналогично производят раскрой гидроизоляционной трубы-заготовки и перед сваркой раскроенные элементы трубы-заготовки взаимно разворачивают в плоскости реза на угол π, а перед надвижкой для сварки раскроенных элементов трубы-оболочки на металлическую трубу устанавливают предназначенные для фиксации толщины теплоизоляции и практически коаксиального расположения патрубков точечные маяки-центраторы, закрепляют на них провода системы оперативного дистанционного контроля, производят сбор конструкции труба в трубе, установку торцевых технологических заглушек и заливку упомянутой отверждаемой смеси с образованием слоя полимерной, предпочтительно пенополиуретановой теплоизоляции толщиной δ, равномерной на основной части длины отвода, а на участке с переменной шириной В, примыкающем к периметру стыка, возрастающей в диапазоне от δр до δmax=δр·(cosβ)-1 с нарастанием изменения δ в экстремальных внешней и внутренней точках излома отвода и ширины В указанного участка, изменяющейся вдоль периметра сечения стыка в диапазоне значений Bmax≥В≥0, где Bmax=δр·tgβ, а максимальная ширина Bmax указанного участка примыкает к тем же экстремальным точкам поперечного сечения соответствующим конечным точкам условной большой оси эллиптического контура сечения стыка, и уменьшается до 0 в диаметральной плоскости стыка в точках концов условной малой оси того же эллиптического контура.
Ответвления изготовлены, предпочтительно, тройниковыми, в том числе параллельными, с переходами, с установленными запорно-регулировочной арматурой и/или воздушниками.
Теплогидроизолированная запорно-регулировочная арматура изготовлена в диапазоне диаметров, соответствующем диапазону диаметров, изготавливаемых в комплекте теплогидроизолированных труб.
Таким образом, за счет использования предложенного универсального комплекса, включающего посты, с легкостью адаптируемые для каждого конкретного изделия, повышена технологическая простота и экономичность производства изделий для теплогидроизолированного трубопровода, достигнута максимальная компактность комплекса, в том числе за счет использования на посту подготовки рабочих труб по крайней мере одной предложенной установки дробеструйной обработки рабочих труб диаметром до 250 мм с оптимальными параметрами ее рабочих характеристик, а за счет частичного совмещения функций технологических постов и наделения их дополнительными технологическими функциями обеспечивается достижение и устойчивое поддержание динамического баланса технологического процесса при высоком качестве производимой продукции. При эксплуатации готовой продукции в составе трубопровода обеспечивается снижение тепловых потерь и повышение надежности работы комплекта предлагаемых изделий, изготавливаемых на постах комплекса.
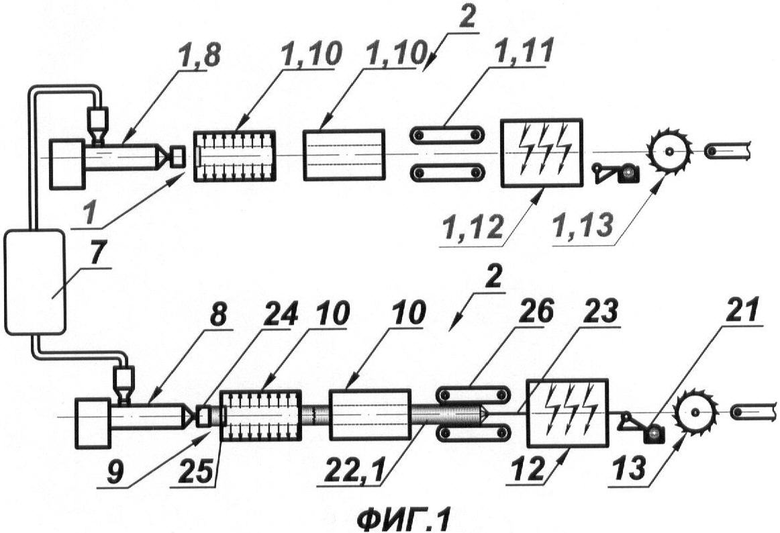
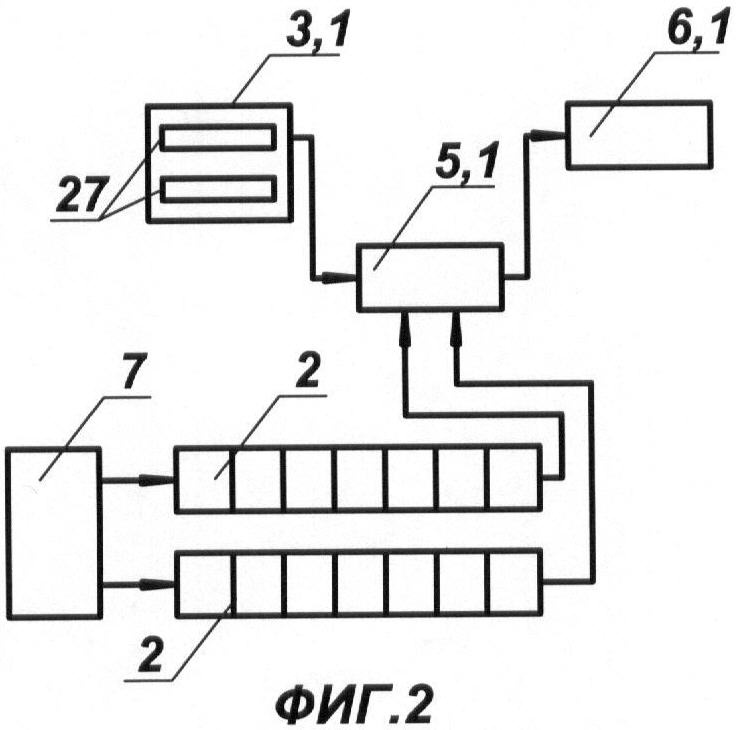
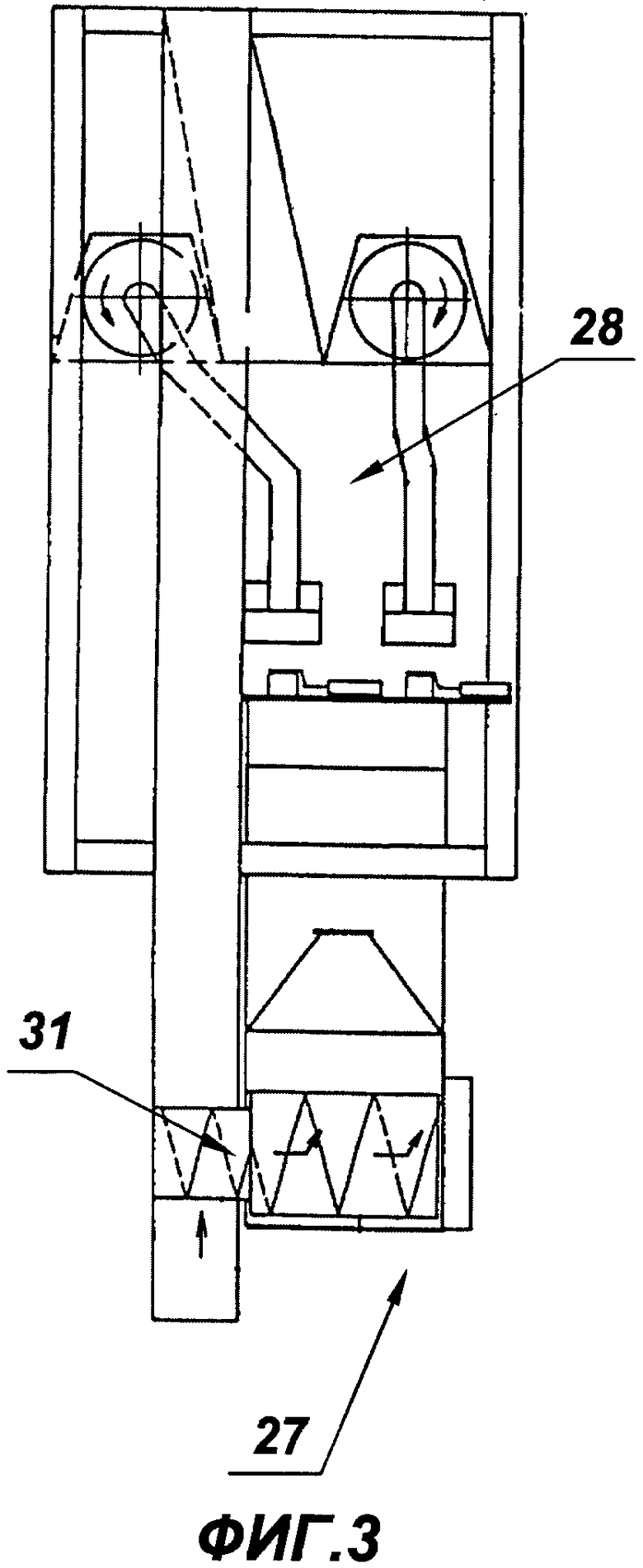
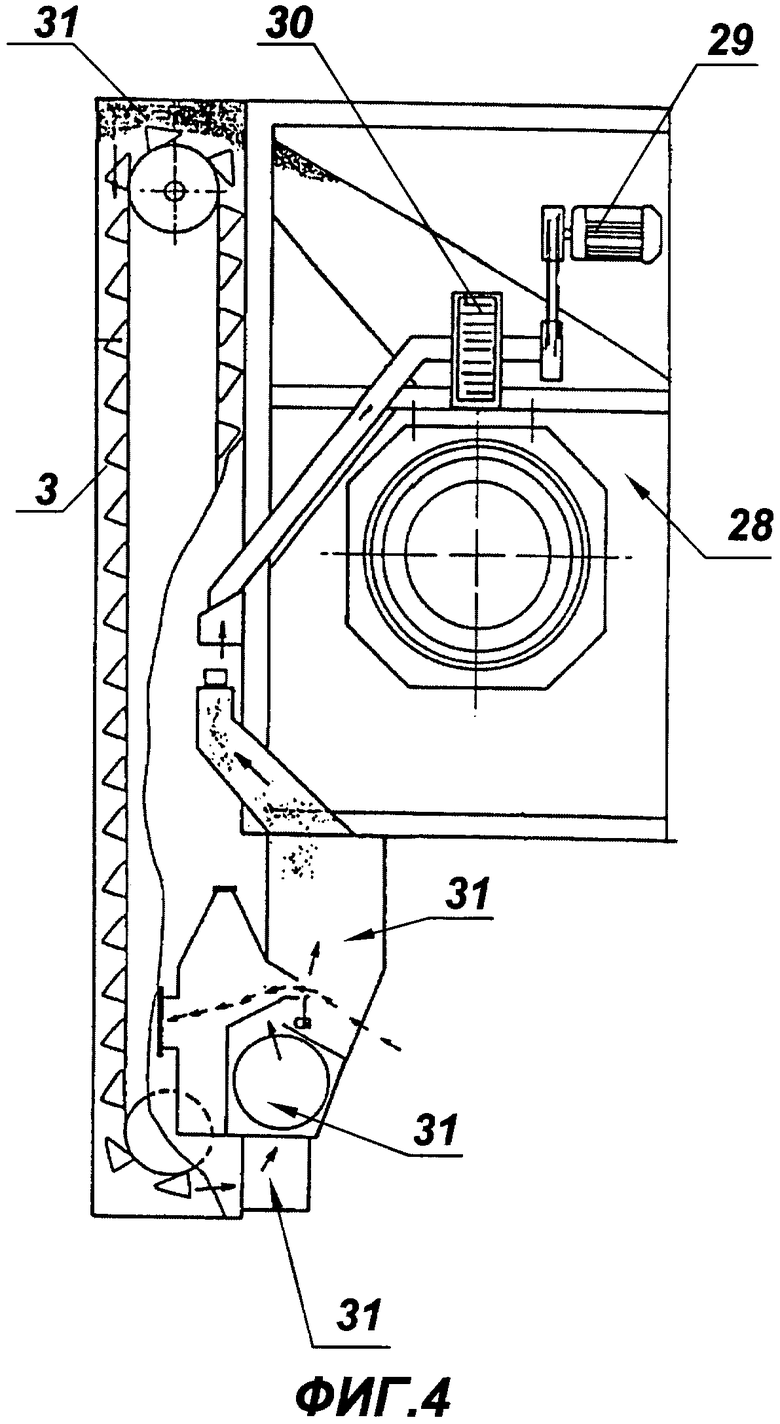
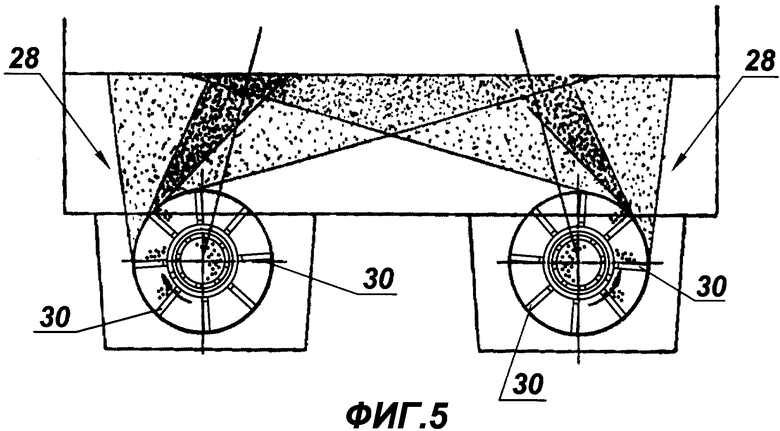

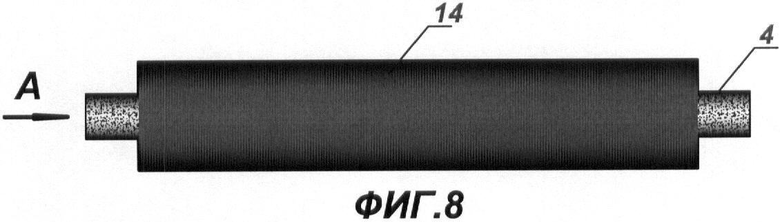
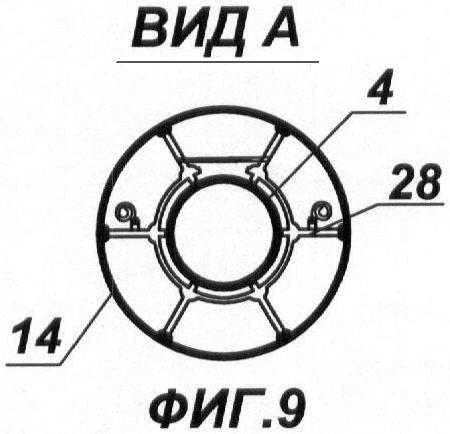
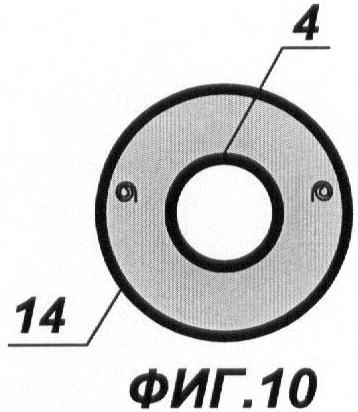
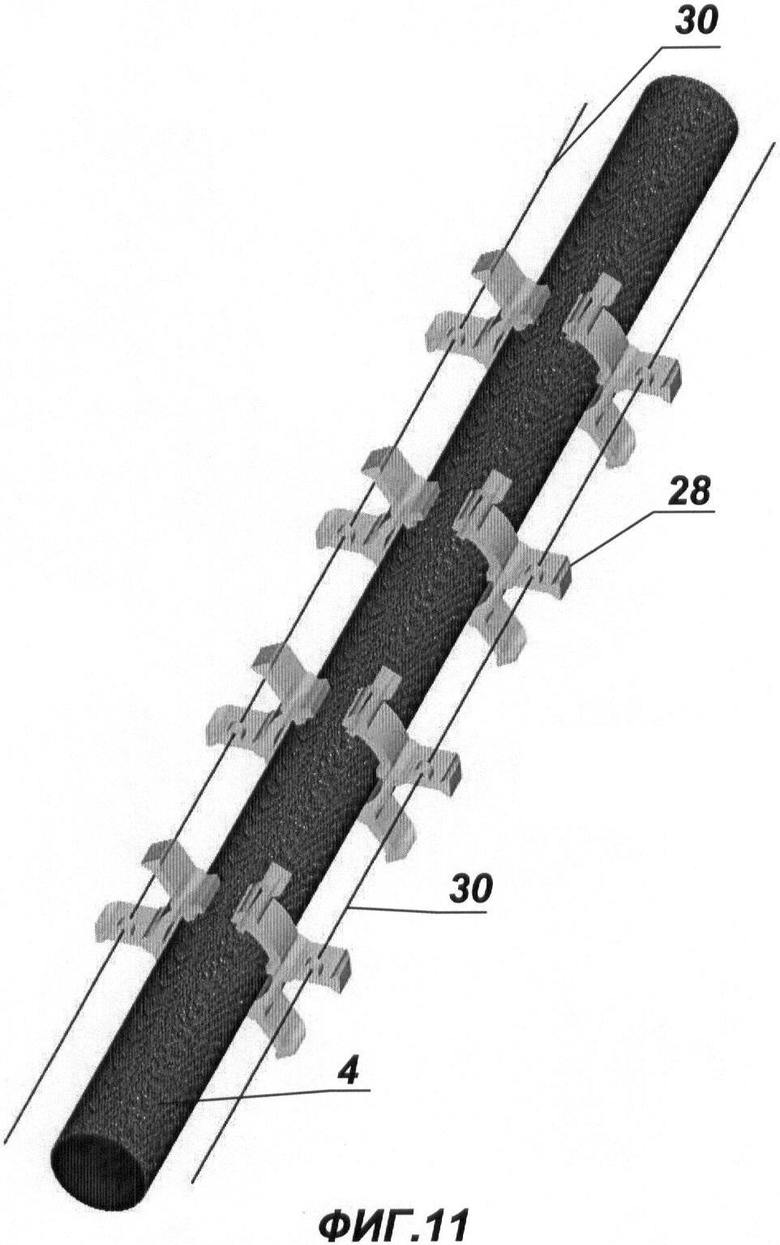
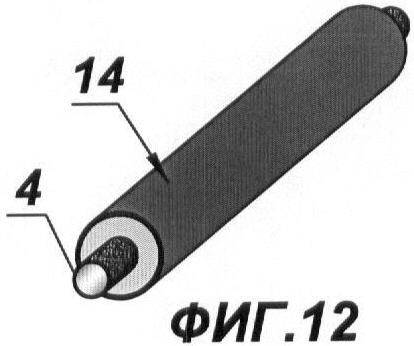
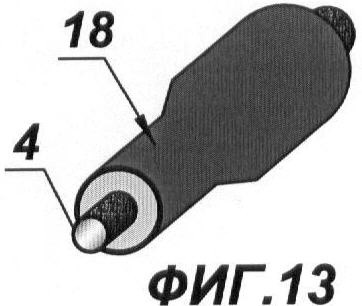
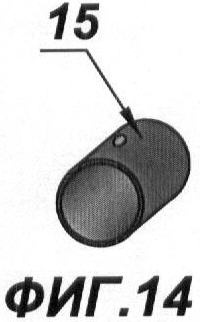
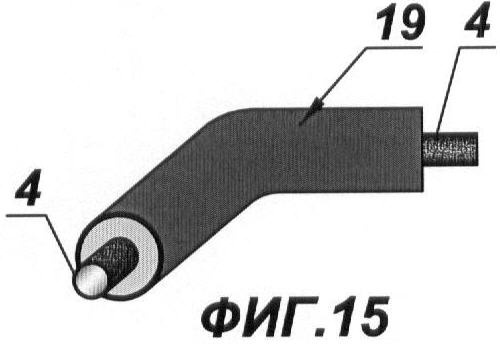

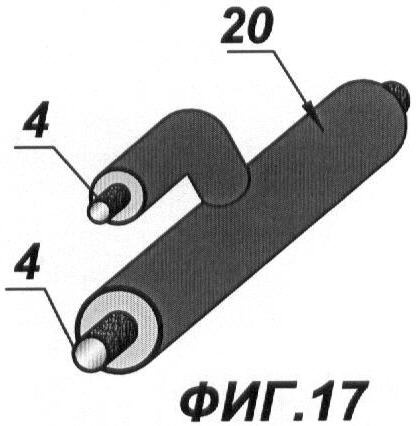
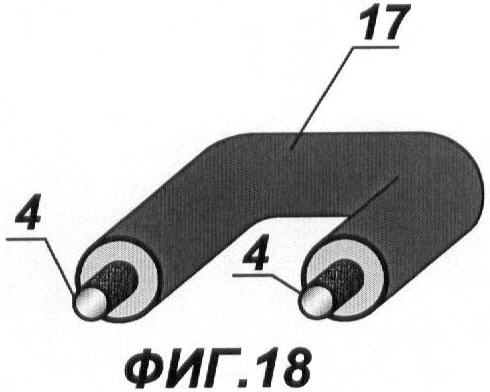
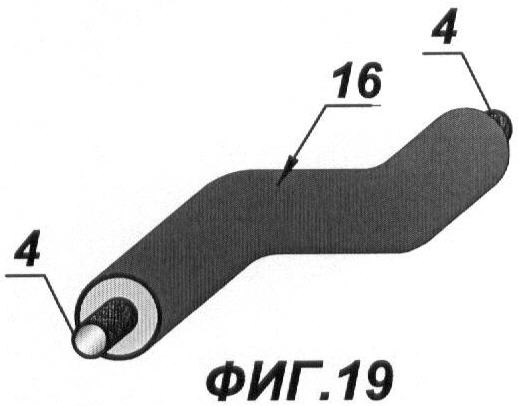
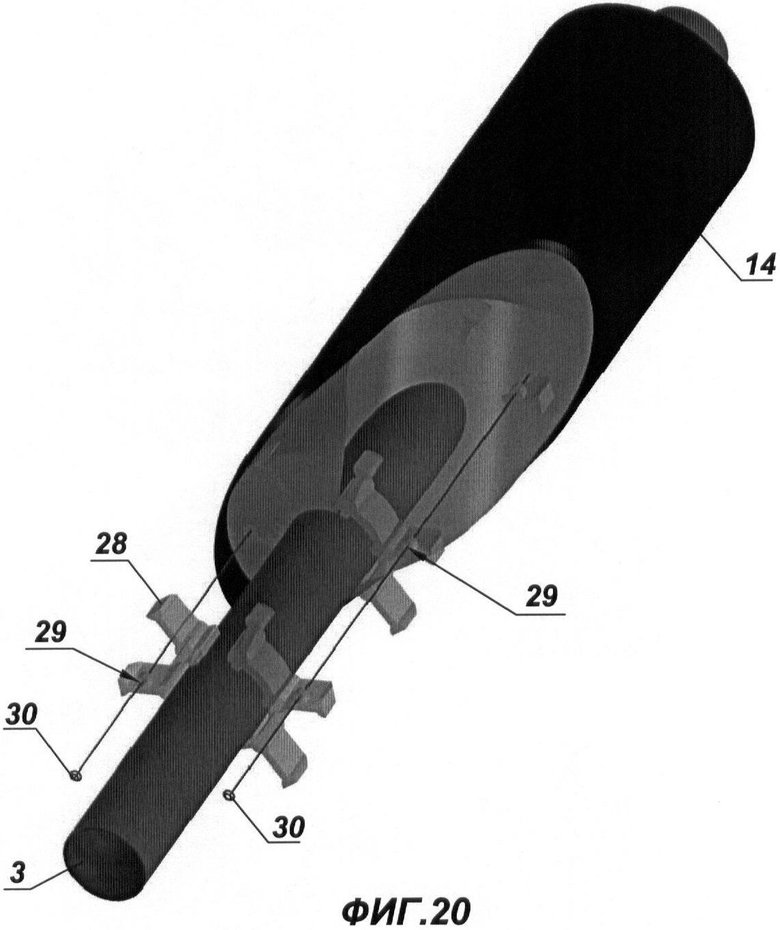
Изобретение относится к области машиностроения, а именно к комплексу для изготовления комплекта изделий для теплогидроизолированного трубопровода и изготовляемых на этом комплексе упомянутых изделий, предназначенных для транспортировки текучих сред в теплотрассах. Комплекс для изготовления комплекта изделий для предварительно теплогидроизолированного трубопровода содержит смонтированные на фундаменте последовательно расположенные и сообщенные между собой технологические посты, в том числе для производства гидроизоляции, а также пост подготовки рабочих труб, например металлических, предпочтительно стальных труб, пост сбора конструкции труба в трубе и пост заливки отверждаемой заливочной смеси, причем пост подготовки рабочих труб содержит участок дробеструйной обработки рабочих труб изделий, содержащий, по меньшей мере, одну установку дробеструйной обработки, предназначенную для обработки рабочих труб диаметром от 200 мм. Комплект изделий для теплогидроизолированного трубопровода включает изготовленные с использованием предложенного комплекса теплогидроизолированные трубы, фитинги, в том числе теплогидроизолированные Z- и П-образные элементы, переходы, отводы и ответвления, например тройники, а также теплогидроизолированную запорную арматуру и муфты гидроизоляции, причем каждое теплогидроизолированное изделие содержит, по крайней мере, одну рабочую трубу, предпочтительно металлическую, например стальную, один слой гидроизоляции в виде металлической, предпочтительно стальной, оболочки или оболочки из полимерного или полимерсодержащего материала и один слой теплоизоляции из пенополиуретана, причем теплогидроизолированные изделия изготовлены с обеспечением объемной огражденности теплоизоляционным материалом с удельным объемом последнего, отнесенным к единице полезного объема погонного метра рабочей трубы, лежащим в диапазоне значений от 0,2 до 20, причем объемная огражденность теплоизоляцией количественно возрастает с уменьшением внешнего диаметра рабочей трубы, например металлической, предпочтительно стальной трубы. Технический результат, достигаемый изобретением, заключается в повышении технологической простоты и экономичности производства изделий для теплогидроизолированного трубопровода за счет изготовления их с использованием предложенного универсального комплекса, включающего посты, адаптируемые для каждого конкретного изделия, в комплексе достигнута максимальная компактность. 2 н. и 23 з.п. ф-лы, 17 ил.
1. Комплекс для изготовления комплекта изделий для предварительно тепло-гидроизолированного трубопровода, характеризующийся тем, что он содержит смонтированные на фундаменте, последовательно расположенные и сообщенные между собой по технологическим переделам объединенного процесса производства изделий технологические посты, в том числе для производства гидроизоляции, например, труб-оболочек, труб-заготовок для фитингов и заготовок гидроизоляции запорно-регулировочной арматуры трубопроводов, а также пост подготовки рабочих труб, например металлических, предпочтительно стальных труб, пост сбора конструкции труба в трубе и пост заливки, по меньшей мере, двухкомпонентной отверждаемой заливочной смеси, например, состоящей из полиольного компонента и изоцианата, причем пост подготовки рабочих труб содержит участок дробеструйной обработки рабочих труб изделий, содержащий, по меньшей мере, одну установку дробеструйной обработки, предназначенную для обработки рабочих труб диаметром от 200 мм, включающую дробеметную камеру с установленным в ней рабочим агрегатом, имеющим, по меньшей мере, одну, предпочтительно не менее двух турбин с метательными лопатками, систему очистки и регенерации состава рабочего тела, а также подающий в дробеметную камеру на очистку и принимающий очищенную трубу конвейеры, причем установка дробеструйной обработки выполнена с обеспечением возможности очистки путем ударного воздействия в течение от 4 до 45 мин на очищаемую поверхность дискретным рабочим телом в виде потока направленно бомбардирующих трубы со скоростью от 55 до 110 м/с абразивных частиц, например, металлической дроби или смеси, содержащей целую металлическую дробь с образованием ориентированного навстречу движению трубы спирально перемещающегося по ее поверхности пятна экспонирования ударов указанных частиц, принимающего за период Т углового смещения на ширину метательной лопатки турбины в проекции на цилиндрическую поверхность спирально вращающейся трубы форму скошенного цилиндрического квазипараллелограмма с проекционной высотой в условной плоскости, касательной к образующей очищаемой поверхности трубы и нормальной среднему вектору потока упомянутых частиц, составляющей не менее ширины метательной лопатки, а длину основания в осевом направлении трубы не менее расстояния между осями крайних турбин, лопатками которых обеспечивают метательную обработку абразивными частицами поверхности трубы, причем за время процесса очистки один и тот же участок поверхности трубы подвергают n-кратной обработке, количественно определяемой из условия n≤L/A, где L - расстояние между упомянутыми осями турбин; А - шаг поступательного смещения трубы за один спиральный оборот трубы.
2. Комплекс по п.1, отличающийся тем, что технологические посты для производства гидроизоляции образуют не менее чем две технологические линии производства, например, из полиольного компонента и изоцианата, причем для сушки и подачи исходного сырья - полимерных гранул - комплекс снабжен общим для входящих в комплекс линий постом, закоммутированным с ними в том числе с использованием системы пневмотранспорта, а каждая технологическая линия содержит, по крайней мере, пост разогрева и экструдирования полимерной массы, пост формования и калибровки, пост охлаждения и стабилизации формы, пост протяжных устройств, снабженный электродами пост коронной электроискровой обработки внутренней поверхности изготавливаемых изделий и пост их резки под заданный размер, при этом технологические линии предназначены для выпуска набора труб-оболочек, заготовок фитингов-муфт, Z- и П-образных элементов трубопроводов, переходов, отводов, ответвлений, а также заготовок гидроизоляции запорно-регулировочной арматуры трубопроводов в диапазоне диаметров от 700 до 1250 мм, в том числе с частично перекрываемым внутренним диапазоном от 850 до 1050 мм, а каждый пост каждой технологической линии предварительно адаптирован под заданный размер и требуемые параметры изготавливаемого на ней изделия, в том числе путем частичной замены или подключения/отключения установленного оборудования, при этом, по крайней мере, одна линия содержит систему пуска, включающую неподвижно заякоренное за постом протяжных устройств автономное тянущее устройство и сменный подвижный пост в виде трубы-спутника, соответствующей по диаметру выпускаемому на линии изделию, и натяжного троса, при этом технологическая длина трубы-спутника принята меньшей расстояния от поста разогрева и экструдирования полимерной массы до поста протяжных устройств указанной линии, по крайней мере, в полтора раза.
3. Комплекс по п.2, отличающийся тем, что, по меньшей мере, одна технологическая линия выполнена с обеспечением возможности автоматического и/или корректируемого достижения динамического баланса пропускаемой через оборудование постов массы производимого изделия, варьирования температуры и скорости прохождения до значений, необходимых и достаточных для формирования, поддержания и стабилизации требуемых параметров, предусмотренных у изготавливаемого изделия, для чего пост разогрева и экструдирования полимерной массы снабжен, по меньшей мере, сменным раздаточным устройством с выходной щелью, адаптированной к функции подготовки и первичного формования расплавленной полимерной массы под геометрические параметры производимого изделия, а пост формования и калибровки изделия снабжен системами вакуумирования и охлаждения и не менее чем одним калибрующим устройством, совмещенным с ними, выполненным сменным под диаметр каждого изготавливаемого на технологической линии изделия.
4. Комплекс по п.2, отличающийся тем, что, по меньшей мере, одна технологическая линия выполнена с обеспечением возможности экструдирования со скоростью от 0,12 до 1,1 м/мин с возможностью ее корректировки в зависимости от параметров изготавливаемого на линии изделия - труб-оболочек, труб-заготовок для фитингов и заготовок гидроизоляции запорно-регулировочной арматуры трубопроводов из полимерного или полимерсодержащего материала, типа полиэтилена низкого давления, предпочтительно композиции полиэтилена светостабилизированной трубной марки черного цвета, содержащей 2,0-2,5% сажи, а также отходы полиэтилена той же марки от собственного производства на любой технологической линии в количестве не более 10 мас.%.
5. Комплекс по п.2, отличающийся тем, что одна технологическая линия для изготовления труб-оболочек, труб-заготовок для фитингов-муфт, Z- и П-образных элементов трубопровода, переходов, отводов, ответвлений, а также заготовок гидроизоляции запорно-регулировочной арматуры трубопроводов диаметрами от 120 до 350 мм выполнена предпочтительно под выпуск изделий диаметрами 125, 140, 160, 180, 200, 225, 250, 280 и 315 мм, а другая - под выпуск изделий диаметром от 300 до 750 мм, предпочтительно под диаметры 315, 355, 400, 450, 500, 560, 630, 710 мм.
6. Комплекс по п.2, отличающийся тем, что технологические посты для производства гидроизоляции образуют не менее чем четыре технологических линии производства, например из полиэтилена или полимерсодержащего композита, причем одна из них предназначена для производства труб-оболочек, труб-заготовок для фитингов-муфт, Z- и П-образных элементов трубопровода, переходов, отводов, ответвлений, а также заготовок гидроизоляции запорно-регулировочной арматуры трубопроводов диаметрами от 700 до 1100 мм, предпочтительно диаметром 710, 800, 900 и 1000 мм, а, по меньшей мере, еще одна технологическая линия предназначена для изготовления труб-оболочек, труб-заготовок для фитингов-муфт, переходов, отводов, ответвлений, а также заготовок гидроизоляции запорно-регулировочной арматуры трубопроводов диаметрами от 850 до 1250, предпочтительно диаметром 900, 1000, 1100, 1200, причем пост коронной электроискровой обработки, по меньшей мере, одной из указанных линий конструктивно выполнен обеспечивающим двойную коронную электроискровую обработку.
7. Комплекс по п.6, отличающийся тем, что, по меньшей мере, одна технологическая линия выполнена с обеспечением мощности электроискровой обработки на посту коронной электроискровой обработки, по крайней мере, один из электродов которого выполнен в виде охватывающего трубу пояса с шириной 140-160 мм, равной 90-135 Вт, а для обеспечения двойной коронной электроискровой обработки на посту коронной электроискровой обработки, по меньшей мере, одной из технологических линий, по крайней мере, один из электродов выполнен в виде охватывающего трубу двойного пояса с шириной разнесенных между собой полос 140-160 мм, кроме того, по крайней мере, одна технологическая линия включает пост протяжных устройств, снабженный по крайней мере, шестью гусеничными движительными органами, расположенными для равномерного обхватывания изделия по окружности с возможностью его осевого перемещения.
8. Комплекс по п.1, отличающийся тем, что, по крайней мере, один технологический пост для производства гидроизоляции снабжен, по меньшей мере, одной установкой для изготовления металлической, предпочтительно стальной, гидроизоляции, например, труб-оболочек, труб-заготовок для фитингов - Z- и П-образных элементов трубопровода, переходов, отводов, ответвлений, а также заготовок гидроизоляции запорно-регулировочной арматуры трубопроводов путем свивания из тонколистового металла предпочтительно ленты герметичной оболочки с обеспечением в процессе производства обжатия и герметизации замковых соединений.
9. Комплекс по п.1, отличающийся тем, что пост подготовки рабочих труб содержит, по меньшей мере, две снабженные подающими и отводящими конвейерами установки дробеструйной обработки - одну для обработки рабочих труб малого диаметра до 230 мм включительно, и вторую - для труб диаметром от 210 до 1100 мм включительно, причем каждая из указанных установок выполнена с обеспечением возможности проведения дробеструйной обработки спирально вращающейся рабочей трубы до получения необходимой степени шероховатости поверхности рабочей трубы бомбардировкой абразивными частицами, например металлической дробью или смесью, содержащей целую металлическую дробь в количестве не менее 45% за время, варьируемое в зависимости, например, от диаметра, несоответствия стандарту геометрической формы, степени загрязненности и подверженности коррозии.
10. Комплекс по п.1, отличающийся тем, что для изготовления входящих в комплект изделий для тепло-гидроизолированного трубопровода фитингов, например, Z- и П-образных элементов трубопровода и отводов трубопроводов, пост подготовки рабочих труб дополнительно оснащен, по меньшей мере, одним участком нарезки рабочей трубы на патрубки требуемой длины для изготовления фитингов, причем для резки рабочей трубы диаметром 25-165 мм участок снабжен, по крайней мере, одним ленточным отрезным станком, для резки рабочей трубы диаметром 260-750 мм участок снабжен, по крайней мере, одной машиной для резки стальных труб и снятия фаски, для резки рабочей трубы диаметром 210-1100 мм участок снабжен станком газоплазменной резки, а для получения требуемой фаски, притупления кромок, обработки торцов, в том числе и устранения неперпендикулярности торцов нарезанных патрубков рабочей трубы участок снабжен ручными шлифовальными машинами со шлифовальными кругами, кроме того, комплекс дополнительно оснащен постом сбора и сварки рабочей трубы отвода и Z- и П-образных элементов, содержащим сварочные манипуляторы и аппараты сварки, постом безотходного раскроя на патрубки трубы-заготовки из полиэтилена или полимерсодержащего композита для фитингов, причем для раскроя указанных труб-заготовок для фитингов диаметром 120-330 мм на патрубки пост снабжен ленточным отрезным станком, а для раскроя труб-заготовок для фитингов диаметром 390-1250 мм - планетарной пилой, постом раскроя и сварки металлической, предпочтительно стальной, гидроизоляции - труб-заготовок для Z- и П-образных элементов трубопровода и отводов, ответвлений.
11. Комплекс по п.8, отличающийся тем, что для изготовления входящих в комплект изделий для тепло-гидроизолированного трубопровода фитингов, например, Z- и П-образных элементов трубопровода и отводов трубопроводов, пост сбора конструкции труба в трубе содержит монтажный стол, форма и конструкция которого обеспечивает возможность размещения прошедших безотходный раскрой и сварку патрубков рабочей трубы, установки на них точечных пластиковых или металлопластиковых маяков-центраторов, пропуска через их технологические отверстия, по меньшей мере, двух, предпочтительно трех проводов системы оперативного дистанционного контроля - проводников-индикаторов, изолируемых, по крайней мере, в зоне сварки патрубков рабочей трубы поливинилхлоридными трубками-кембриками, установки раскроенных патрубков трубы-заготовки для фитингов и их сварки с образованием конструкции труба в трубе, причем для сварки встык раскроенных патрубков трубы-заготовки из полиэтилена или полимерсодержащего композита пост сбора конструкции труба в трубе снабжен термозеркалами, а для заливки швов расплавом полиэтилена снабжен, по крайней мере, одним ручным экструдером
12. Комплекс по п.1, отличающийся тем, что для изготовления входящих в комплект изделий для тепло-гидроизолированного трубопровода - муфт гидроизоляции из полиэтилена или полимерсодержащего композита, комплекс дополнительно оснащен постом предварительного нагрева материала заготовки из полиэтилена или полимерсодержащего композита до температуры пластичности, постом приложения давления равномерного диаметрального растяжения, достаточного для создания необратимых термопластических деформаций неразрушающего прироста диаметра на величину от 2 до 25%, по крайней мере, на большей части длины заготовки с, по меньшей мере, частично компенсирующим уменьшением толщины стенки перераспределением материала в деформируемой зоне заготовки муфты, а также постом обрезки в размер готовой муфты, причем пост приложения давления конструктивно выполнен обеспечивающим возможность создания в нем и поддержания в течение не менее 9 с давления воздуха не менее 1,3 бар для воздействия давления на заготовку муфты и ее необходимой растяжки, последующей выдержки и охлаждения изготавливаемой муфты, а для изготовления входящих в комплект изделий для тепло-гидроизолированного трубопровода фитингов, например, переходов для тепло-гидроизолированного трубопровода с гидроизоляцией из полиэтилена или полимерсодержащего композита, комплекс дополнительно оснащен постом предварительного нагрева материала заготовки из полиэтилена или полимерсодержащего композита, до температуры пластичности, постом приложения давления равномерного диаметрального растяжения, достаточного для создания необратимых термопластических деформаций неразрушающего прироста диаметра участка длины заготовки перехода с, по меньшей мере, частично компенсирующим уменьшением толщины стенки за счет перераспределения материала в деформируемой зоне заготовки фитинга - перехода, а для изготовления переходов путем раскроя и сварки заготовки из полиэтилена или полимерсодержащего композита комплекс снабжен оборудованным для этого постом.
13. Комплекс по п.1, отличающийся тем, что для изготовления входящих в комплект изделий для тепло-гидроизолированного трубопровода фитингов, например, ответвлений и переходов трубопроводов, пост подготовки рабочих труб дополнительно оснащен, по меньшей мере, одним участком нарезки рабочей трубы на патрубки требуемой длины для изготовления переходов и ответвлений трубопровода, выреза в рабочей трубе проема для присоединения патрубка ответвления, причем для резки на патрубки рабочей трубы диаметром 25-165 мм участок снабжен, по крайней мере, одним ленточным отрезным станком, для резки на патрубки рабочей трубы диаметром 260-750 мм участок снабжен, по крайней мере, одной машиной для резки стальных труб и снятия фаски, а для резки на патрубки рабочей трубы диаметром 210-1100 мм участок снабжен станком газоплазменной резки, кроме того, для получения требуемой фаски, притупления кромок, обработки торцов, в том числе и устранения в случае необходимости неперпендикулярности торцов нарезанных патрубков рабочей трубы участок снабжен ручными шлифовальными машинами со шлифовальными кругами, помимо того, комплекс дополнительно оснащен постом сбора и сварки патрубков и соединительных деталей рабочей трубы перехода и патрубков рабочих труб ответвления, содержащий сварочные манипуляторы и аппараты сварки и выполненный с обеспечением проведения сварки нарезанных патрубков с соединительными деталями и/или патрубками ответвления для получения рабочей трубы фитинга, в том числе ответвления, перехода, ответвления с переходом от одного диаметра к другому; также комплекс дополнительно оснащен постом раскроя на патрубки трубы-заготовки гидроизоляции фитинга, в том числе и выреза в заготовке для фитинга, например, заготовке под переход, проема для присоединения патрубка ответвления - нарезанной трубы-заготовки фитинга, причем для раскроя трубы-заготовки гидроизоляции фитингов из полиэтилена или полимерсодержащего композита на патрубки для диаметров 120-330 мм пост оборудован ленточным отрезным станком и снабжен, по крайней мере, одной планетарной пилой для раскроя заготовок упомянутой гидроизоляции диаметром 390-1250 мм, а для дальнейшего раскроя указанных патрубков пост оборудован, по меньшей мере, одним электрическим лобзиком.
14. Комплекс по п.1, отличающийся тем, что для изготовления запорно-регулировочной арматуры, входящей в комплект изделий для тепло-гидроизолированного трубопровода, пост подготовки рабочих труб дополнительно оснащен участком нарезки рабочей трубы на патрубки требуемой длины, причем для резки на патрубки рабочей трубы диаметром 25-165 мм участок снабжен, по крайней мере, одним ленточным отрезным станком, для резки на патрубки рабочей трубы диаметром 260-750 мм участок снабжен, по крайней мере, одной машиной для резки стальных труб и снятия фаски, а для резки на патрубки рабочей трубы диаметром 210-1100 мм участок снабжен станком газоплазменной резки, для получения требуемой фаски, притупления кромок, обработки торцов, в том числе и устранения в случае необходимости неперпендикулярности торцов нарезанных патрубков рабочей трубы участок снабжен ручными шлифовальными машинами со шлифовальными кругами, помимо того, комплекс дополнительно оснащен постом сбора и сварки нарезанных патрубков рабочей трубы и запорно-регулировочной арматуры трубопровода, постом раскроя на патрубки и выреза фасонной оболочки из заготовки гидроизоляции для запорно-регулировочной арматуры из полиэтилена или из полимерсодержащего композита, причем для раскроя указанных заготовок диаметром 120-330 мм пост снабжен ленточным отрезным станком, а для раскроя заготовок диаметром 390-1250 мм пост снабжен, по крайней мере, одной планетарной пилой, а для дальнейшего раскроя фрагментов заготовок гидроизоляции запорно-регулировочной арматуры из полиэтилена или из полимерсодержащего композита пост оборудован, по меньшей мере, одним электрическим лобзиком.
15. Комплекс по п.1, отличающийся тем, что для изготовления входящих в комплект изделий для тепло-гидроизолированного трубопровода фитингов, например, ответвлений и переходов трубопроводов, а также запорно-регулировочной арматуры пост сбора конструкции труба в трубе содержит монтажный стол, форма и конструкция которого выполнены обеспечивающими возможность размещения прошедших раскрой и сварку патрубков рабочей трубы, или раскроенных и сваренных патрубков рабочей трубы и соединительных деталей рабочих труб переходов, или раскроенных и сваренных патрубков рабочей трубы и запорно-регулировочной арматуры, установки на них точечных пластиковых или металлопластиковых маяков-центраторов, пропуска через их технологические отверстия, по меньшей мере, двух, предпочтительно трех проводов системы оперативного дистанционного контроля - проводников-индикаторов, изолируемых, по крайней мере, в зоне сварки патрубков рабочей трубы поливинилхлоридными трубками-кембриками, установки раскроенных патрубков заготовок для фитингов или патрубков заготовок гидроизоляции для запорно-регулировочной арматуры и их сварки или надвижки уже готовой гидроизоляции, например, перехода с образованием конструкции труба в трубе, причем для сварки патрубков трубы-заготовки для фитинга из полиэтилена или из полимерсодержащего композита пост сбора конструкции труба в трубе снабжен термозеркалами, осуществляющими сварку встык или ручным экструдером, производящим сварку путем заливки швов расплавом полиэтилена.
16. Комплекс по п.1, отличающийся тем, что пост заливки отверждаемой заливочной смеси содержит, по крайней мере, один наклонный заливочный стол, выполненный с возможностью регулировки угла наклона, например, с помощью гидравлического пресса, по крайней мере, одну заливочную машину и набор торцевых технологических заглушек, снабженных технологическими отверстиями и кольцевыми резиновыми уплотнениями для предотвращения вытекания заливаемой (отверждаемой) смеси при вспенивании.
17. Комплекс по п.1, отличающийся тем, что пост заливки отверждаемой заливочной смеси содержит, по крайней мере, два наклонных заливочных стола, каждый из которых выполнен с возможностью регулировки угла наклона, например, с помощью гидравлического пресса, и, по меньшей мере, две заливочные машины - одну для изготовления тепло-гидроизолированных труб малого диаметра до 300 мм включительно и вторую - для труб диаметром от 250 до 1250 мм включительно, производительностью 100 л/с и 250 л/с соответственно, причем для изготовления входящих в комплект изделий для тепло-гидроизолированного трубопровода фитингов, например, отводов, Z- и П-образных элементов трубопровода, переходов, ответвлений, в том числе тройников, а также запорно-регулировочной арматуры пост заливки отверждаемой заливочной смеси дополнительно оснащен обжимной оснасткой, а, по крайней мере, одна заливочная машина снабжена не менее чем двумя заливочными головками.
18. Комплекс по п.1, отличающийся тем, что он дополнительно оснащен, по крайней мере, одним постом контроля и маркировки готовых тепло-гидроизолированых изделий для трубопровода, выполненный с обеспечением возможности проведения внешнего осмотра готового изделия, входящего в комплект, контроля полноты заполнения торцов и произведения замера длины неизолированных концов рабочей трубы, а также осуществления контроля установленных на посту сбора конструкции труба в трубе проводов системы оперативного дистанционного контроля - проводников-индикаторов и их маркировки, а также маркировки прошедших контроль готовых тепло-гидроизолированных изделий для трубопровода.
19. Комплект изделий для тепло-гидроизолированного трубопровода, характеризующийся тем, что он включает изготовленные с использованием комплекса по любому из пп.1-18 тепло-гидроизолированные трубы, фитинги, в том числе тепло-гидроизолированные Z- и П-образные элементы, переходы, отводы, и ответвления, например, тройники, а также тепло-гидроизолированную запорную арматуру и муфты гидроизоляции, причем каждое тепло-гидроизолированное изделие содержит, по крайней мере, одну рабочую трубу, предпочтительно металлическую, например стальную, один слой гидроизоляции в виде металлической, предпочтительно стальной, оболочки или оболочки из полимерного или полимерсодержащего материала и один слой теплоизоляции из пенополиуретана, причем тепло-гидроизолированные изделия изготовлены с обеспечением объемной огражденности теплоизоляционным материалом с удельным объемом последнего, отнесенным к единице полезного объема погонного метра рабочей трубы, лежащим в диапазоне значений от 0,2 до 20, причем объемная огражденность теплоизоляцией количественно возрастает с уменьшением внешнего диаметра рабочей трубы, например металлической, предпочтительно стальной трубы, для ассортимента теплоизолируемых рабочих труб с диаметрами от 1020/1000 до 32/26, где значение в числителе в дробном обозначении диаметров соответствует внешнему диаметру рабочей трубы, а знаменатель - внутреннему, определяющему полезный объем рабочей трубы.
20. Комплект изделий по п.19, отличающийся тем, что тепло-гидроизолированные трубы изготовлены имеющими в середине слоя расчетную плотность не менее 60 кг/м3 и снабжены, по крайней мере, двумя, предпочтительно тремя проводами-индикаторами системы оперативного дистанционного контроля, причем сбор конструкций труба в трубе труб с гидроизоляцией в виде оболочки из полиэтилена или полимерсодержащего композита произведен не ранее чем через сутки после изготовления указанной оболочки.
21. Комплект изделий по п.19, отличающийся тем, что муфты гидроизоляции изготовлены из полиэтилена или полимерсодержащего композита в диапазоне диаметров от 135 до 1300 мм с толщиной стенок от 2,8 до 14,0 мм и длиной от 500 до 750 мм.
22. Комплект изделий по п.19, отличающийся тем, что переходы изготовлены со слоем гидроизоляции в виде круглоцилиндрической оболочки постоянного по меньшей мере внешнего диаметра не более 140 мм или со слоем гидроизоляции в виде оболочки составной формы с малыми внешними диаметрами гидроизоляции, лежащими в диапазоне от 120 до 600 мм, и большими внешними диаметрами гидроизоляции от 135 до 750 мм, с общей длиной гидроизоляционной оболочки от 750 до 1050 мм, а переходы с малыми внешними диаметрами гидроизоляции, лежащими в диапазоне от 120 до 1100 мм, и большими внешними диаметрами гидроизоляции от 160 до 1250 мм, с общей длиной гидроизоляционной оболочки от 750 до 1550 мм изготовлены в том числе методом раскроя и сварки заготовки гидроизоляции.
23. Комплект изделий по п.19, отличающийся тем, что отводы изготовлены с ломаной конфигурацией оси, обеспечивающей изменение направления трубопровода на заданный угол, путем раскроя, в том числе безотходного, и последующей сварки патрубков, полученных из прямолинейного отрезка рабочей трубы, причем для отвода с заданным углом от 0 до 35° с одним изломом оси исходный отрезок прямой рабочей трубы разрезают на патрубки в плоскости, наклонной к диаметральной поперечной плоскости трубы под углом линии наибольшего ската первой и диаметра второй из них, идентичным углу разреза защищаемых трубой-заготовкой образующих аналогично выполненный тот же стык отвода патрубков рабочей трубы и составляющим β градусов, при этом угол β равен кратной доле угла отвода и определен из выражения  , где α - угол отвода, n - число наклонных резов, аналогично производят раскрой гидроизоляционной трубы-заготовки и перед сваркой раскроенные элементы трубы-заготовки взаимно разворачивают в плоскости реза на угол π, а перед надвижкой для сварки раскроенных элементов трубы-оболочки на металлическую трубу устанавливают предназначенные для фиксации толщины теплоизоляции и практически коаксиального расположения патрубков точечные маяки-центраторы, закрепляют на них провода системы оперативного дистанционного контроля, производят сбор конструкции труба в трубе, установку торцевых технологических заглушек и заливку упомянутой отверждаемой смеси с образованием слоя полимерной, предпочтительно пенополиуретановой, теплоизоляции толщиной δ, равномерной на основной части длины отвода, а на участке с переменной шириной В, примыкающем к периметру стыка, возрастающей в диапазоне от δр до δmax=δр·(cosβ)-1 с нарастанием изменения δ в экстремальных внешней и внутренней точках излома отвода и ширины В указанного участка, изменяющейся вдоль периметра сечения стыка в диапазоне значений Bmax≥В≥0, где Bmax=δр·tgβ, а максимальная ширина Bmax указанного участка примыкает к тем же экстремальным точкам поперечного сечения, соответствующим конечным точкам условной большой оси эллиптического контура сечения стыка, и уменьшается до 0 в диаметральной плоскости стыка в точках концов условной малой оси того же эллиптического контура.
, где α - угол отвода, n - число наклонных резов, аналогично производят раскрой гидроизоляционной трубы-заготовки и перед сваркой раскроенные элементы трубы-заготовки взаимно разворачивают в плоскости реза на угол π, а перед надвижкой для сварки раскроенных элементов трубы-оболочки на металлическую трубу устанавливают предназначенные для фиксации толщины теплоизоляции и практически коаксиального расположения патрубков точечные маяки-центраторы, закрепляют на них провода системы оперативного дистанционного контроля, производят сбор конструкции труба в трубе, установку торцевых технологических заглушек и заливку упомянутой отверждаемой смеси с образованием слоя полимерной, предпочтительно пенополиуретановой, теплоизоляции толщиной δ, равномерной на основной части длины отвода, а на участке с переменной шириной В, примыкающем к периметру стыка, возрастающей в диапазоне от δр до δmax=δр·(cosβ)-1 с нарастанием изменения δ в экстремальных внешней и внутренней точках излома отвода и ширины В указанного участка, изменяющейся вдоль периметра сечения стыка в диапазоне значений Bmax≥В≥0, где Bmax=δр·tgβ, а максимальная ширина Bmax указанного участка примыкает к тем же экстремальным точкам поперечного сечения, соответствующим конечным точкам условной большой оси эллиптического контура сечения стыка, и уменьшается до 0 в диаметральной плоскости стыка в точках концов условной малой оси того же эллиптического контура.
24. Комплект изделий по п.19, отличающийся тем, что ответвления изготовлены, предпочтительно, тройниковыми, в том числе параллельными, с переходами, с установленными запорно-регулировочной арматурой и/или воздушниками в диапазоне диаметров, соответствующем диапазону диаметров изготавливаемых в комплекте тепло-гидроизолированных труб.
25. Комплект изделий по п.19, отличающийся тем, что тепло-гидроизолированная запорно-регулировочная арматура изготовлена в диапазоне диаметров, соответствующем диапазону диаметров изготавливаемых в комплекте тепло-гидроизолированных труб.
| СПОСОБ ТЕПЛОИЗОЛЯЦИИ ТРУБЫ | 2003 |
|
RU2258173C2 |
| RU 2003132513 A, 20.05.2005 | |||
| СПОСОБ ТЕПЛО- И ГИДРОИЗОЛЯЦИИ ТРУБЫ | 2000 |
|
RU2189521C2 |
| ТЕПЛОИЗОЛИРОВАННОЕ ФАСОННОЕ ИЗДЕЛИЕ | 2002 |
|
RU2231709C2 |
| RU 2000128119 А, 27.10.2002 | |||
| СПОСОБ ТЕПЛО- И ГИДРОИЗОЛЯЦИИ ФАСОННОГО ИЗДЕЛИЯ | 2002 |
|
RU2274799C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УЗЛА ТРУБОПРОВОДА И УЗЕЛ ТРУБОПРОВОДА | 2001 |
|
RU2194909C1 |

