Изобретение относится к способу изготовления рулевого колеса для транспортного средства в соответствии с ограничительной частью п.1 и к рулевому колесу для транспортного средства в соответствии с ограничительной частью п.15 формулы.
Известные из уровня техники рулевые колеса состоят, в основном, из двух компонентов - каркаса и оболочки. Каркас служит несущей деталью для восприятия рулевых усилий и для поддержки в случае столкновения. Обычно каркасы рулевых колес изготавливаются из металлов, в частности из цветных сплавов. Известны также каркасы рулевых колес из стали или комбинаций стали и цветных металлов.
Оболочка рулевого колеса как дизайнерская деталь служит для оформления поверхности рулевого колеса и для придания ему желаемых гаптических свойств. Обычно в качестве оболочки рулевого колеса применяется интегральный пенополиуретан. Оба способа изготовления каркаса и оболочки рулевого колеса очень разные и негативно влияют друг на друга, поэтому производство рулевых колес в уровне техники пространственно разделяется на изготовление каркаса рулевого колеса и размещение на нем оболочки. Это приводит к дополнительным расходам на маркировку, транспортировку, входной контроль и возможную дополнительную необходимую очистку каркаса перед размещением оболочки.
Из DE 7531072 U уже известно рулевое колесо, которое изготовлено большей частью из пластика. Это рулевое колесо отличается, в частности, очень массивным ободом и такой же массивной ступицей, что приводит к высокой собственной массе рулевого колеса. Массивная ступица этого рулевого колеса не является телом с полой внутренней частью.
Из DE 4108973 А1 известно рулевое колесо из пластика, изготавливаемое сложным способом. Так, каркас сначала отливается под давлением, а затем подвергается прессовому растяжению. За счет этого прессового растяжения и связанной с ним ориентации молекул полимера достигается повышенная прочность рулевого колеса.
Из FR 2620996 А1 известно пластиковое рулевое колесо, содержащее массивную металлическую ступицу. Пластиковые части этого рулевого колеса изготавливаются прессованием.
В основе изобретения лежит задача создания простого способа изготовления рулевого колеса, в основном, из пластика и изготавливаемого таким способом рулевого колеса.
Эта задача решается в части способа с признаками п.1 формулы. Способ отличается тем, что сначала изготавливается каркас рулевого колеса, состоящий из ступицы, обода и, по меньшей мере, одной спицы. Для этого сначала изготавливается ступичная вставка, а затем вокруг этой вставки под давлением отливается полимерная матрица. Таким образом, из ступичной вставки возникает тело ступицы. Далее из той же полимерной матрицы посредством литья под давлением и/или литья с внутренним давлением газа или воды изготавливаются, по меньшей мере, одна спица и обод. Этапы литья под давлением полимерной матрицы вокруг ступичной вставки, а также литья под давлением и/или литья с внутренним давлением газа или воды, по меньшей мере, одной спицы и обода выполняются преимущественно одновременно за одну операцию. Это значит, что после изготовления ступичной вставки необходима лишь еще одна операция изготовления каркаса. При этом возможно и предусмотрено, что, по меньшей мере, одна спица и обод изготавливаются по одному и тому же варианту (например, литье под давлением) или по разным вариантам способа (например, литье под давлением, по меньшей мере, одной спицы и литье обода с внутренним давлением газа). Затем каркас, по меньшей мере, частично снабжается покрытием. Это осуществляется, в частности, в зонах обода и, по меньшей мере, одной спицы. Изготовленная предложенным способом ступица имеет образующую внутреннюю часть полую форму. Эту форму можно также назвать чашеобразной. Внутренняя часть образует приемную полость. Таким образом, ступица подходит для размещения других компонентов автомобиля, например модуля подушки безопасности. Для повышения стабильности ступица имеет обращенные к ее внутренней части структуры жесткости, невидимые снаружи (из салона автомобиля).
Если обод рулевого колеса изготавливается литьем с внутренним давлением газа или воды, то возникает замкнутый полый профиль без оребрения в зоне обода. Стабильность обода определяется в этом случае толщиной его стенки. В этих способах газ или вода подается в формуемый пластик.
Необязательно ступица, которая может выполнять функции лакированной поверхности и, таким образом, без дополнительной облицовки видна непосредственно из салона автомобиля (наружная поверхность ступицы образует при этом непосредственно часть внешнего контура рулевого колеса), лакируется преимущественно перед, по меньшей мере, частичным покрытием каркаса рулевого колеса.
Точно так же предпочтительно перед, по меньшей мере, частичным покрытием каркаса и преимущественно после возможного лакирования ступицы на каркас, при необходимости, наносится слой упругого материала. Наносить ли такой слой или нет, следует решать в зависимости от вида покрытия.
Предложенный способ осуществляется преимущественно таким образом, что все конструктивное пространство для рулевого колеса используется для достижения его стабильности и обеспечения передачи усилий на него. Это достигается, в том числе, за счет того, что отдельные спицы рулевого колеса изготавливаются за одно целое со ступицей за счет интегрированного прилива к нему. В результате возникает пластиковая деталь, которая равномерно воспринимает усилия и за счет этого уменьшает отдельные нагрузки на спицы. Далее ступица может быть выполнена так, что она отливается под давлением непосредственно с желаемой внешней геометрией. В этом случае дополнительная облицовка отпадает. Ступица выполняет тогда также функцию задней облицовки. Чтобы обеспечить хорошее литье под давлением полимерной матрицы она содержит, преимущественно, по меньшей мере, один термопласт.
В качестве термопласта рассматривается, в частности, полипропилен, полибутилентерефталат или полиамид, причем возможны также смеси этих полимеров. При этом полиамиды имеют то преимущество, что они обладают более высокой прочностью.
Чтобы повысить общую прочность полимерной матрицы, она содержит долю волокнистого материала 5-80%, в частности 10-70%, особенно 20-60%.
В качестве волокон волокнистого материала применяются преимущественно карбоновые волокна, металлические волокна, волокна органических продуктов и/или стеклянные волокна. В качестве стеклянных волокон могут использоваться при этом короткие, длинные и бесконечные стеклянные волокна. При использовании коротких стеклянных волокон применяется пористый пластик, чтобы компенсировать недостаточную прочность более коротких стеклянных волокон. Короткие стеклянные волокна имеют длину 0,1-0,6 мм, длинные - длину 0,6-100 мм, а бесконечные - длину более 100 мм.
Чтобы использовать предпочтительные стабилизирующие свойства стеклянных волокон, последние имеют преимущественно диаметр 1-60 мкм, в частности 3-40 мкм, особенно 5-20 мкм.
Если для размягчения усиленной волокном полимерной матрицы используется обычный пластифицирующий блок литьевой машины, в котором полимерная матрица расплавляется вместе со своим волокнистым армированием, то преимущественно следует обратить внимание на то, чтобы армированная волокном полимерная матрица расплавлялась бережно. Только так можно ввести стеклянные волокна в литьевую форму щадящим образом через транспортирующий шнек литьевой машины, пластическую зону и обогреваемый впускной канал. Только за счет такой щадящей обработки можно поместить армированные длинными стеклянными волокнами полимерные матрицы в литьевую форму таким образом, что в готовом каркасе рулевого колеса преимущественно, по меньшей мере, 50% стеклянных волокон имеют длину, по меньшей мере, около 1 мм, в частности 1-20 мм, особенно 1-5 мм. Именно такая длина приводит к наилучшим результатам прочности каркаса рулевого колеса.
Если принять, что прочность полимерной матрицы из термопластичного полимера и волокнистого материала зависит от используемой длины волокон, то можно обнаружить, что, начиная с длины около 1 мм, достигается заметное возрастание прочности, которая по мере увеличения длины волокон, правда, возрастает, однако, это возрастание прочности заметно выравнивается, начиная с длины около 3 мм. Достигнутое за счет волокон длиной более 5 мм возрастание прочности полимерной матрицы, измеренное по затратам, необходимым для поддержания такой длины волокон при механическом нагружении армированной волокнами полимерной матрицы, больше не так предпочтительно, как возрастание прочности при длине волокон в диапазоне 1-5 мм.
Чтобы достичь минимально возможного разрушения волокнистого материала в полимерной матрице, для литья под давлением используется преимущественно экструдер, содержащий, по меньшей мере, одно подающее устройство для подачи полимерной матрицы и/или части полимерной матрицы и транспортирующий шнек для транспортировки полимерной матрицы и/или части полимерной матрицы, участки которого, проходимые расплавляемой полимерной матрицей и/или расплавленной полимерной матрицей, имеют максимально большие сечения. Это позволяет минимизировать действующие на армированную волокнами полимерную матрицу срезающие усилия. Также предпочтительно использовать вибраторы во избежание скоплений расплавляемой полимерной матрицы в транспортирующем шнеке или в подающем устройстве экструдера.
Чтобы обеспечить особенно щадящую обработку волокнистого материала, способ осуществляется преимущественно таким образом, что в экструдер свободная от волокон доля полимерной матрицы и волокнистый материал вводятся отдельно друг от друга. При этом сначала расплавляется доля полимерной матрицы, а волокнистый материал вводится в уже расплавленную долю полимерной матрицы. В этом варианте способа транспортирующий шнек не оказывает практически никакого влияния на длину волокон. Армированной волокнами полимерной матрице мешают тогда только впускной цилиндр и срез в литнике и в формовочной массе. При раздельной подаче волокнистого материала и свободной от волокон доли полимерной матрицы в случае использования длинных волокон в отлитом каркасе рулевого колеса наблюдается, как правило, более 50% волокон длиной более 1 мм.
Поскольку в предложенном способе каркас рулевого колеса и покрытие состоят из сопоставимых материалов, в частности оба из пластика, каркас преимущественно не моется перед его покрытием. Отсутствие этого этапа способа связано с экономией времени и затрат.
Покрытие каркаса осуществляется преимущественно литьем под давлением, реактивным способом, например «reaction injection moulding» (способ RIM - реактивное литье под давлением) или механически-ручным способом, таким как сшивание. В случае способа RIM, по меньшей мере, две реактивные жидкости смешиваются под давлением, а затем вводятся в форму. В форме они отверждаются в готовое пластиковое изделие, т.е. химическая реакция отверждения протекает в форме. Выбор способа зависит от применяемого материала покрытия. При этом способ RIM подходит, в частности, для пенополиуретана.
Преимущественно покрытие содержит кожаный и/или текстильный материал, софтлак, и/или литой, и/или вспененный термопласт, и/или реактопласт. Так, например, покрытие может состоять из пенополиуретана. При применении кожаного и/или текстильного материала для сшивания покрытия на каркасе рулевого колеса напрашивается механически-ручной способ. В зависимости от толщины материала покрытия может быть предпочтительным расположить между каркасом и покрытием мягкий промежуточный слой. В принципе, покрытие заметно мягче, чем материал каркаса, и отвечает по техническому заданию требованиям к гаптике.
Лежащая в основе изобретения задача решается также посредством рулевого колеса для транспортного средства, в частности автомобиля, с признаками п.15 формулы. Такое рулевое колесо изготавливается, например, предложенным способом. Предпочтительные варианты способа применимы и к предложенному рулевому колесу (и наоборот). Рулевое колесо содержит каркас, состоящий из обода, ступицы и, по меньшей мере, одной спицы, причем ступица соединена с ободом посредством, по меньшей мере, одной спицы и расположена внутри обода, а обод и, по меньшей мере, одна спица, изготовлены, в основном, только из армированной, при необходимости, волокнами полимерной матрицы.
Рулевое колесо отличается тем, что, по меньшей мере, одна спица имеет структуры жесткости. Кроме того, ступица имеет чашеобразную форму, образующую внутреннюю часть, в которой расположены структуры жесткости.
В одном предпочтительном варианте осуществления изобретения обод имеет замкнутую поверхность, которая охватывает полость. При этом полость свободна от структур жесткости. Такое выполнение имеет то преимущество, что желаемое для гаптики покрытие обода может быть очень тонким, поскольку не приходится закрывать «открытые» или имеющие структуры жесткости участки обода. Напротив, в этом альтернативном выполнении обод уже без дополнительного покрытия обладает за счет своей кольцеобразной в сечении формы предпочтительными гаптическими свойствами.
В другом альтернативном варианте осуществления изобретения обод имеет аналогично, по меньшей мере, одной спице структуры жесткости, которые стабилизируют обод.
При этом структуры жесткости являются предпочтительно частью обода и/или, по меньшей мере, одной спицы и изготовлены из того же материала, что и обод и/или, по меньшей мере, одна спица. Структуры жесткости имеют преимущественно ребристую форму.
Чтобы достичь оптимального действия структур жесткости в рулевом колесе, они расположены преимущественно вдоль путей нагрузки в рулевом колесе. Для определения прохождения путей нагрузки в рулевом колесе может использоваться, в частности, компьютерный расчет.
Для лучшей стабилизации (и, в целом, в соответствии с путями нагрузки в рулевом колесе) структуры жесткости преимущественно, по меньшей мере, частично пересекаются и/или перекрещиваются. Под перекрещиванием следует понимать ориентацию структур жесткости по отношению друг к другу, при которой возникает Х-образное расположение. Под пересечением следует понимать ориентацию структур жесткости по отношению друг к другу, при которой возникает Т-образное расположение. Это значит, что «впадения» прямой структуры жесткости в изогнутую структуру жесткости представляют собой пересечение в смысле настоящего изобретения.
Преимущественно обод и/или, по меньшей мере, одна спица имеет приемную полость, образованную первым боковым коленом, противоположным ему вторым боковым коленом и средним коленом, соединяющим первое и второе боковые колена.
Приемная полость обода и/или, по меньшей мере, одной спицы размещает в себе предпочтительно, по меньшей мере, часть структур жесткости или охватывает их.
Чтобы структуры жесткости в качестве конструктивных структурных элементов каркаса могли хорошо стабилизировать его, приемная полость обода и/или, по меньшей мере, одной спицы выполнена преимущественно с замкнутой поверхностью. Это имеет то преимущество, что конструктивные структурные элементы не видны при взгляде на внешнюю сторону замкнутой поверхности, поскольку они расположены предпочтительно на обращенной от внешней стороны поверхности внутренней стороне последней. При этом внутренней стороной поверхности является сторона, направленная к собственно приемной зоне приемной полости, в которой расположены структуры жесткости.
Преимущественно приемная полость обода и/или, по меньшей мере, одной спицы выполнена таким образом, что она имеет в сечении U-образную форму. Расположенные по вертикали боковые колена U представляют собой при этом боковые участки или боковые полки приемной полости. Соединяющее боковые колена U основание является в качестве среднего колена частью приемной полости, которая направлена вверх, т.е. в направлении поля зрения водителя.
Так, структуры жесткости расположены в зоне, по меньшей мере, одной спицы преимущественно, по меньшей мере, наискось от первого бокового колена приемной полости к ее второму боковому колену. Такое, по меньшей мере, частично косое и пересекающееся расположение структур жесткости соответственно стабилизирует, в частности, боковую спицу (спицы) рулевого колеса.
В другом альтернативном варианте осуществления изобретения структуры жесткости расположены в зоне, по меньшей мере, одной спицы преимущественно, в основном, вдоль и поперек противоположных друг другу боковых участков или боковых колен приемной полости. Это расположение, отличающееся от косого расположения структур жесткости, напрашивается, в частности, в случае одной или нескольких нижних спиц, поскольку оно хорошо отображает господствующие там пути нагрузки.
Чтобы учесть пути нагрузки в ободе, структуры жесткости расположены в зоне обода преимущественно, по меньшей мере, местами параллельно боковым коленам приемной полости обода, и/или поперек них, и/или наискось от первого бокового колена к противоположному второму боковому колену. При этом учтено, что пути нагрузки в ободе распределяются неравномерно по всему ободу, а различаются из-за разного нагружения отдельных участков обода в процессе рулевого управления или движения.
Чтобы обеспечить повышенную стабильность ступицы и надежную передачу усилий с рулевого колеса на рулевую тягу, ступица содержит преимущественно ступичную вставку, которая, по меньшей мере, частично заделана в полимерную матрицу.
Повышающие стабильность свойства этого рода свойственны ступичной вставке, в частности, тогда, когда она содержит, по меньшей мере, один металл. Преимущественно ступичная вставка полностью изготовлена из металла, однако, она может быть изготовлена также из пластика, причем в этом случае размещающий рулевую тягу участок ступичной вставки изготовлен преимущественно из металла и заделан в ее пластиковые участки.
Для лучшей заделки ступичной вставки в полимерную матрицу и для лучшей передачи усилий ступичная вставка имеет преимущественно выемки, так что она заполняет меньше пространства, чем все основание ступицы. Эти выемки возникают в варианте ступичной вставки, отличающемся ее несколькими выступающими крыловидными участками.
Чтобы ступичная вставка могла размещать в себе рулевую тягу, она имеет предпочтительно, по меньшей мере, одно первое отверстие для нее, которое не заделано в полимерную матрицу.
Чтобы стабилизировать незаделанное первое отверстие, структуры жесткости ступицы расположены вокруг нее преимущественно, по меньшей мере, частично кольцеобразно. Кроме того, они проходят преимущественно, по меньшей мере, частично аксиально к первому отверстию. Если предусмотрены как кольцеобразные, так и осевые структуры жесткости, они пересекаются. Пересекающиеся структуры жесткости в смысле настоящего изобретения являются также структурами, которые не полностью находят друг на друга, а образуют лишь Т-образную пересекающуюся структуру.
Структуры жесткости на боковых поверхностях ступицы расположены преимущественно, в основном, в направлении продольной протяженности вставляемой в первое отверстие рулевой тяги. Это устройство обеспечивает очень хорошую стабилизацию ступицы.
Для повышения прочности ступицы ступичная вставка имеет преимущественно, по меньшей мере, одно второе отверстие, заделанное с материальным замыканием в полимерную матрицу. При наличии такого второго отверстия повышается связь ступичной вставки с материальным замыканием с пластиком. В то же время наличие такого второго отверстия приводит к экономии материала и, тем самым, к уменьшению массы ступичной вставки. Поэтому предусмотрено преимущественно больше, чем одно второе отверстие.
Полимерная матрица полностью закрывает ступичную вставку. В зоне выемок ступичной вставки, а также первого отверстия и, при необходимости, второго отверстия основание ступичной вставки имеет отверстия также после ее покрытия полимерной матрицей. Для стабилизации этих отверстий преимущественно вокруг них предусмотрены огибающие структуры жесткости.
За счет сэндвичеобразного выполнения основания ступицы, состоящей из ступичной вставки и окружающей ее полимерной матрицы, многократно повышается прочность ступицы и, в частности, ее основания. Преимущественно отношение толщин материалов ступичной вставки и основания ступицы, образованного ступичной вставкой и окружающей ее со всех сторон полимерной матрицей, составляет 5:1-1:5. При этом особенно предпочтительным является отношение толщин материалов 1:2,5. Такое отношение позволяет особенно выгодно использовать предпочтительное действие сэндвичеобразного выполнения основания ступицы.
Ступичная вставка имеет преимущественно меньшую толщину или высоту, чем вся ступица. Это значит, что ступичная вставка проходит преимущественно не по всей высоте ступицы. Так, ступичная вставка образует, в частности, преимущественно только часть основания ступицы; другая часть образована окружающей ступичную вставку полимерной матрицей. Выступающая за основание ступицы доля высоты ступицы преимущественно (в частности, гораздо или значительно) больше, чем доля высоты основания ступицы по всей высоте ступицы. Высота или толщина ступичной вставки, основания ступицы и ступицы является при этом соответственно проходящей в продолжении размещаемой рулевой тяги протяженностью этих компонентов.
Ступичная вставка имеет преимущественно плоское или дискообразное выполнение. В рамках этого плоского выполнения она может приобретать различные формы и может быть снабжена выемками. В зоне (центрального) отверстия ступичной вставки, предназначенного для размещения рулевой тяги, ступичная вставка может быть выполнена отличающейся от плоского выполнения (например, за счет втулкообразного или трубчатого выполнения в этой зоне), чтобы обеспечить лучшее ведение и/или лучшую передачу усилий со ступичной вставки (или ступицы, частью которой является ступичная вставка) на рулевую тягу. (Внешний) участок, окружающий предназначенный для размещения рулевой тяги или рулевого вала (центральный) участок ступичной вставки, преимущественно заделан в полимерную матрицу, образуя основание ступицы.
Для повышения стабильности полимерная матрица, из которой изготовлен каркас рулевого колеса, имеет долю волокнистого материала 5-80%, в частности 10-70%, особенно 20-60%.
Волокнистый материал включает в себя преимущественно карбоновые волокна, металлические волокна, волокна органических продуктов и/или стеклянные волокна. В частности, использование стеклянных волокон оказалось предпочтительным для прочности каркаса рулевого колеса. В этом отношении следует сослаться на приведенные выше пояснения.
Чтобы достичь особенно высокой прочности каркаса рулевого колеса, преимущественно, по меньшей мере, 50% стеклянных волокон имеют длину, по меньшей мере, около 1 мм, в частности 1-20 мм, особенно 1-5 мм.
Чтобы использовать как можно больше конструктивного пространства рулевого колеса для повышения его прочности, покрытие, ответственное не только за прочность, но и за гаптические свойства рулевого колеса, имеет минимально возможную толщину. Так, покрытие имеет толщину преимущественно всего 1-5 мм, в частности 1-3 мм, особенно 1-2 мм. При применении технологии «skin foam» для достижения желаемой гаптики рулевого колеса достаточно толщины, например, около 1,5 мм.
Для предпочтительных гаптических свойств рулевого колеса покрытие изготовлено преимущественно из материала, имеющего меньшую твердость, чем материал каркаса.
Таким материалом может быть природный или синтетический материал. Преимущественно в качестве покрытия используется кожаный и/или текстильный материал, софтлак, и/или литой, и/или вспененный термопласт, и/или реактопласт.
В случае если покрытие еще не настолько мягкое или эластичное, чтобы были выполнены желаемые гаптические свойства рулевого колеса, между каркасом и покрытием может быть расположен преимущественно слой из упругого материала, в частности мягкого пеноматериала. За счет комбинации такого слоя с соответствующим покрытием можно реализовать множество выполнений рулевого колеса.
Другие преимущества и подробности изобретения более подробно поясняются с помощью прилагаемых чертежей, на которых изображают:
- фиг.1: схематично рулевое колесо, изготовленное предложенным способом;
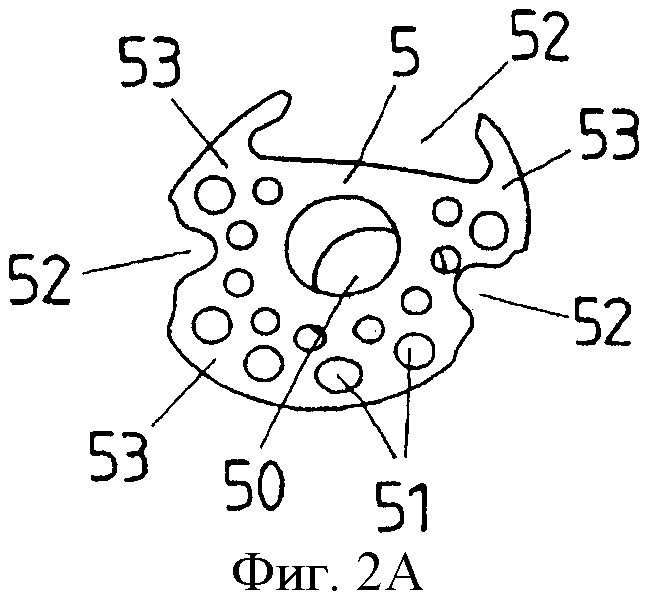
- фиг.2А: первый пример выполнения ступичной вставки для использования в предложенном способе или рулевом колесе;
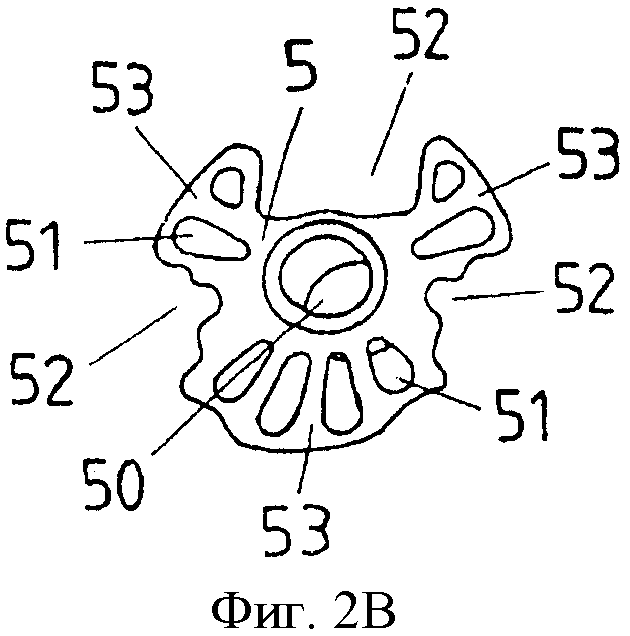
- фиг.2В: второй пример выполнения ступичной вставки для использования в предложенном способе или рулевом колесе;
- фиг.3А: первый пример выполнения рулевого колеса при виде спереди;
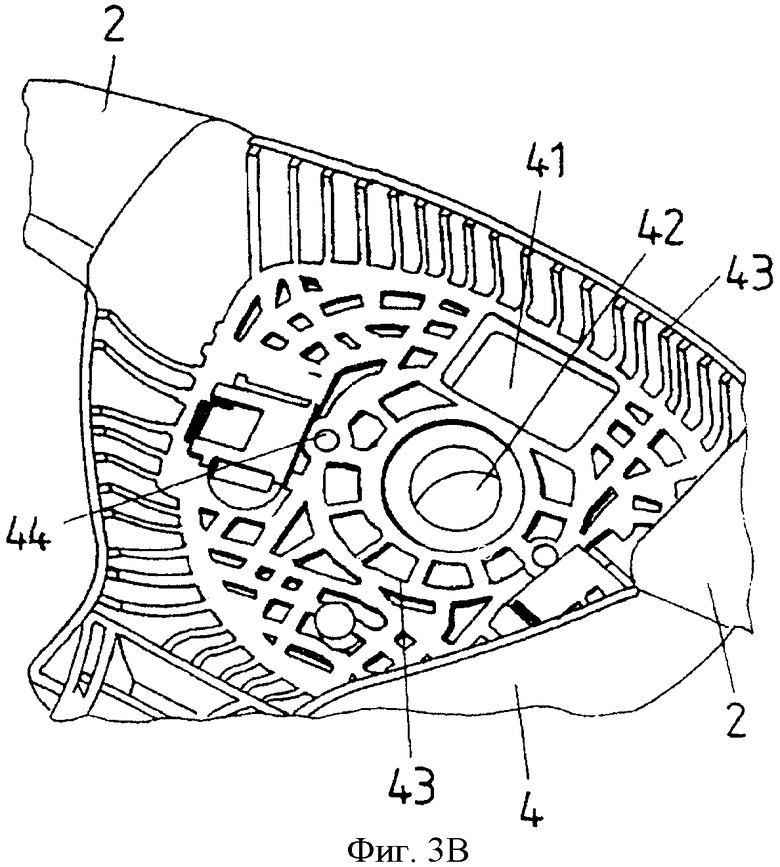
- фиг.3В: подробность ступицы рулевого колеса из фиг.3А;
- фиг.4А: рулевое колесо из фиг.3А при виде сзади;
- фиг.4В: подробность боковой спицы рулевого колеса из фиг.4А при виде сзади;
- фиг.5: второй пример выполнения рулевого колеса при виде спереди;
- фиг.6: рулевое колесо из фиг.5 при виде сзади;
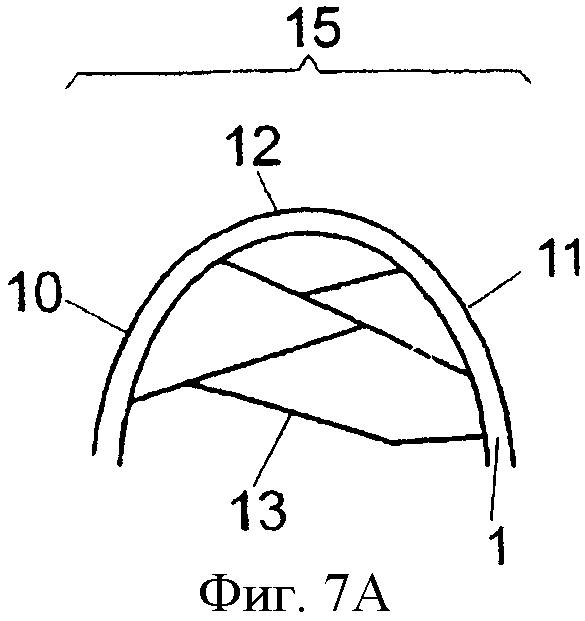
- фиг.7А: сечение обода рулевого колеса;
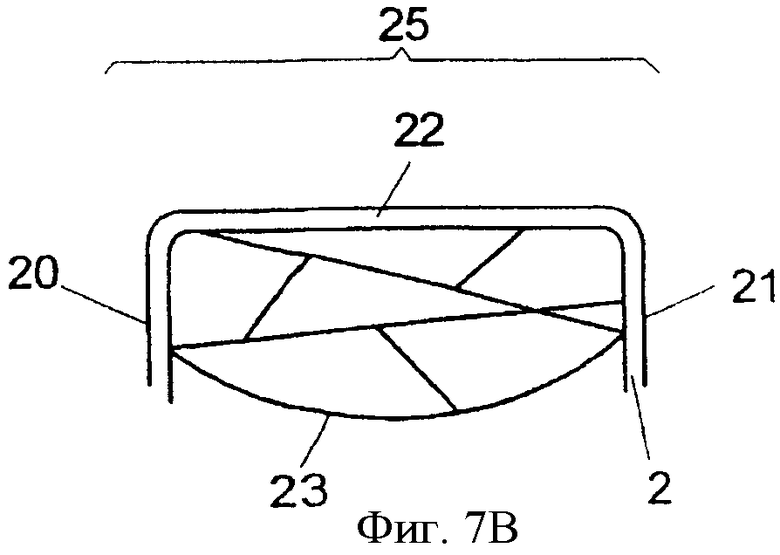
- фиг.7В: сечение боковой спицы;
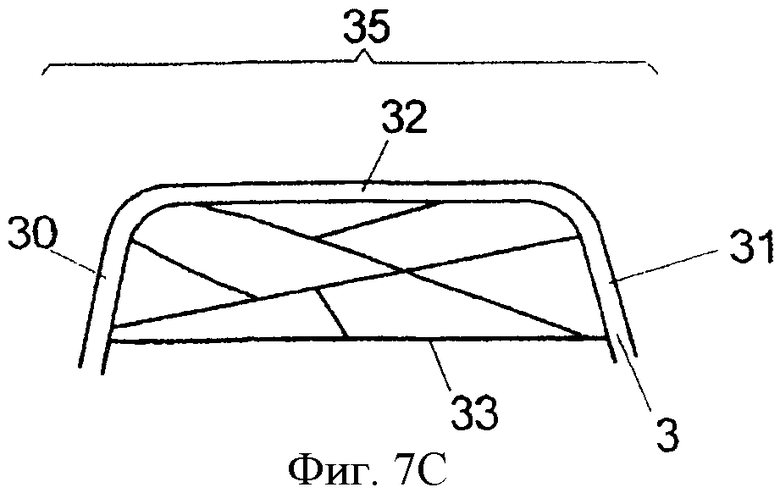
- фиг.7С: сечение нижней спицы.
На фиг.1 схематично изображен каркас рулевого колеса из обода 1, двух боковых спиц 2, одной нижней спицы 3 и ступицы 4, изготовленный предложенным способом. Все части каркаса изготовлены литьем под давлением. Спицы 2, 3 соединяют обод 1 со ступицей 4. Последняя имеет основание 40, в котором выполнены, в том числе, прямоугольное 41 и круглое 42 отверстия. Отверстие 42 служит для размещения рулевой тяги.
Ступица 4 имеет чашеобразную форму, так что другие элементы автомобиля, например модуль подушки безопасности, могут быть вставлены в нее. Для этого такой модуль подушки безопасности может быть обычным образом фиксирован в ступице 4, для чего в ней или в ее основании 40 предусмотрены соответствующие фиксирующие устройства. Если модуль подушки безопасности или другой элемент автомобиля должен быть свинчен со ступицей 4, то при использовании саморезов можно отказаться от предварительного нарезания резьб. За счет ввода шиберов в заполняемую полимерной матрицей форму можно при литье образовать непосредственно поднутрения, в которых могут быть фиксированы модули. Это облегчает процесс изготовления по сравнению с традиционными способами.
На фиг.2А, 2В изображены возможные выполнения втулок, которые в качестве ступичной вставки 5 используются в рулевом колесе. При изготовлении ступичной вставки 5 существует большая свобода оформления в отношении геометрии и материала. Общим признаком различных возможных ступичных вставок 5 является первое отверстие 50, расположенное в центральной части ступичной вставки 5 и служащее для размещения рулевой тяги. При последующем литье пластика вокруг ступичной вставки 5 это первое отверстие 50 остается свободным, т.е. оно не закрывается пластиком. За счет этого образуется отверстие в основании ступицы.
Кроме того, ступичная вставка имеет множество вторых отверстий 51, из которых на фиг.2А, 2В соответствующей ссылочной позицией обозначены только два. Вторые отверстия 51 служат для уменьшения массы ступичной вставки 5 и для более стабильного соединения между нею и размещаемой на ней пластиковой оболочки.
Ступичная вставка 5 имеет далее в своей радиально внешней части выемки 52. Они образуют отделенные друг от друга крыловидные участки 53 ступичной вставки 5. За счет выполнения таких крыловидных участков 53 повышается передача усилий с рулевого колеса через ступичную вставку 5 на вставляемую в ее отверстие 50 рулевую тягу.
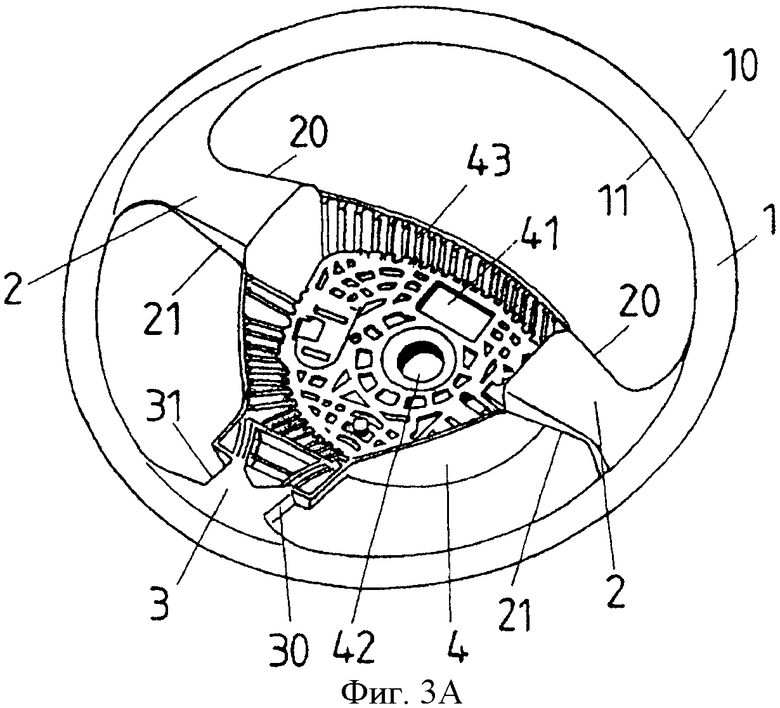
На фиг.3А изображен пример выполнения рулевого колеса, изготавливаемого предложенным способом. Для обозначения отдельных элементов рулевого колеса использованы ссылочные позиции на фиг.1.
На фиг.3А рулевое колесо содержит обод 1 с двумя боковыми 2 и одной нижней 3 спицами, соединяющими обод 1 со ступицей 4. Последняя расположена внутри обода 1 и имеет круглое отверстие 42 для размещения рулевой тяги и прямоугольное отверстие 41. Ступица 4 снабжена в своей чашеобразной внутренней части множеством структур жесткости 43, которые лучше видны в увеличенном виде на фиг.3В. Для наглядности соответствующими ссылочными позициями обозначены лишь несколько структур жесткости.
В зоне боковых стенок ступицы 4 структуры жесткости 43 расположены, в основном, в направлении рулевой тяги, вставляемой в круглое отверстие 42 в основании ступицы. В зоне основания ступицы структуры жесткости 43 огибают каждое отверстие 41, 42, 44. Дополнительно к этим кольцеобразным структурам жесткости 43 аксиально в направлении круглого отверстия 42 расположены дополнительные ребра. Кроме того, основание ступицы имеет дополнительные структуры жесткости 43, не расположенные ни радиально вокруг отверстий 41, 42, 44, ни аксиально в направлении них. Таким образом, возникает комплексное переплетение структур жесткости 43 во внутренней части ступицы 4, которое придает ей высокую стабильность.
Усилия, введенные с обода 1 через спицы 2, 3 на ступицу 4, а с нее - на рулевую тягу, передаются, таким образом, эффективно и с сохранением высокой стабильности рулевого колеса. Расположение структур жесткости 43 в направлении внутренней части ступицы 4 имеет, кроме того, то преимущество, что в зоне видимости сидящего за рулем водителя структурное оформление каркаса рулевого колеса не видно. Следовательно, одновременно исключено, что будут видны возможные отличия по высоте структур жесткости 43 в виде впадины на размещенной впоследствии оболочке каркаса рулевого колеса, в частности на поверхности более мягкого материала оболочки.
За счет расположения структур жесткости 43 и с учетом пластика для изготовления каркаса рулевого колеса, в частности с учетом армирования пластика волокном, предложенное рулевое колесо достигает известной высокой прочности в повседневном режиме движения, как и прочности, необходимой, чтобы выдерживать нагрузки из-за неправильного обращения или ДТП. Только за счет замещения применявшегося до сих пор металла для каркаса рулевого колеса любым пластиком достичь такой прочности вряд ли удастся.
В зоне перехода ступицы 4 к спицам 2, 3 ее прочность повышается за счет дополнительных структур жесткости 43, расположенных поперек структур жесткости 43 на боковых поверхностях ступицы 4.
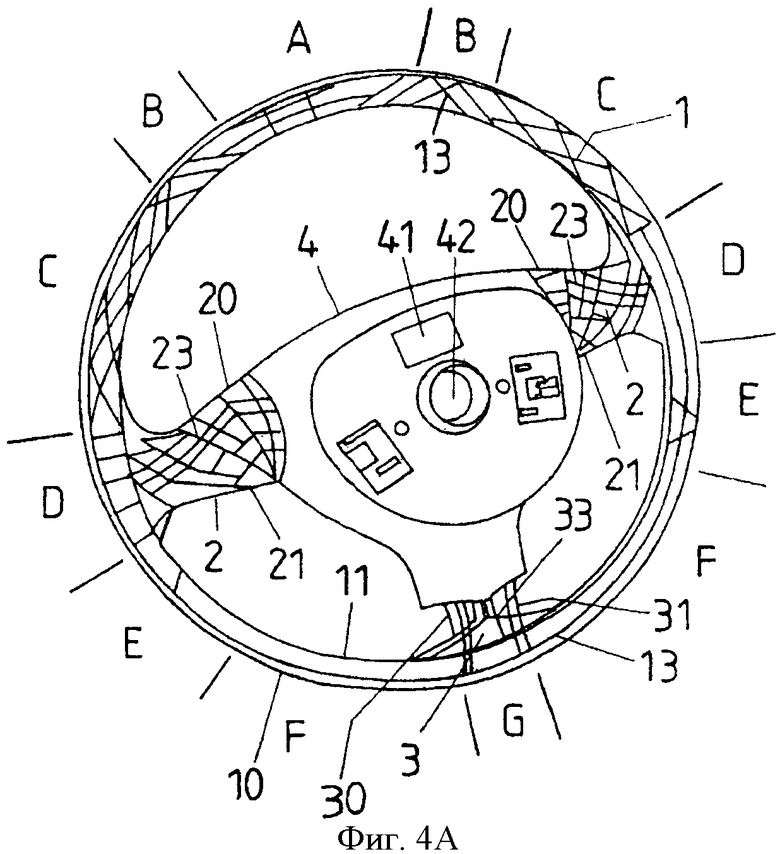
На фиг.4А изображен вид сзади рулевого колеса из фиг.3А. Для пояснения его отдельных элементов следует сослаться на описание к фиг.3А. Дополнительно еще лучше видно оформление каркаса рулевого колеса.
Обод 1 и спицы 2, 3 имеют в сечении U-образную форму с первым боковым коленом 10, 20, 30, вторым боковым коленом 11, 21, 31 и соединяющим их коленом. При этом U-образная форма в заключенной U части пронизана структурами жесткости 13, 23, 33. Если мысленно убрать эти структуры жесткости 13, 23, 33 из сечения обода 1 и спиц 2, 3, то останется чистая U-образная форма, образующая приемную полость для структур жесткости 13, 23, 33. Это подробно показано на фиг.7А-7С.
Соединяющее оба боковых колена колено расположено в рулевом колесе на фиг.3А, 4А вверху, т.е. в направлении водителя, тогда как открытая сторона U обода 1 и спиц 2, 3 расположена внизу. Таким образом, каркас рулевого колеса уже имеет замкнутую поверхность в направлении водителя, так что конструктивные элементы, например структуры жесткости 13, 23, 33, не видны вверху. За счет перекрестного оребрения структур жесткости 13, 23, 33 одновременно достигается необходимое превышение собственного резонанса обода 1. Благодаря этому не выделяются также впадины в мягком материале оболочки, размещаемой на каркасе рулевого колеса.
На фиг.4А хорошо видны также различные расположения структур жесткости 13 в зоне обода 1, структур жесткости 23 в зоне боковых спиц 2 и структур жесткости 33 в зоне нижней спицы 3. Из структур жесткости 13, 23, 33 для наглядности лишь несколько обозначены соответствующими ссылочными позициями.
Обод 1 разделен на различные зоны A-G. В находящейся на верхнем участке обода 1 зоне А структуры жесткости 13 расположены, в частности, поперек и вдоль колен обода 1.
В зоне В, примыкающей справа и слева к зоне А, структуры жесткости 13 переходят в почти не пересекающееся косое расположение от одного бокового колена 10 обода 1 к его другому боковому колену 11.
В зоне С, примыкающей снизу к зоне В, структуры жесткости 13 находятся в заметно пересекающемся косом расположении от одного бокового колена 10 обода 1 к его другому боковому колену 11.
К зоне С обода 1 снизу примыкает зона D. В ней находится одна радиальная структура жесткости 13, расположенная приблизительно посередине между обоими боковыми коленами 10, 11 обода 1. Эта радиальная структура жесткости 13 пересекается структурами жесткости 43, проходящими от одного бокового колена 10 обода 1 поперек к его другому боковому колену 11. При этом зона D отражает тот участок обода 1, в котором боковые спицы 2 соединены с ободом 1.
Под зоной D к ней примыкает зона Е, в которой радиальная структура жесткости 13 зоны D продолжается, однако, пересекается структурами жесткости 13, проходящими наискось от одного бокового колена 10 обода 1 к его другому боковому колену 11.
Далее снизу к зоне Е примыкает зона F, в которой радиальная структура жесткости 13 зон D и Е проходит, в основном, без пересечения другими структурами жесткости 13.
На самом нижнем участке обода 1, на котором с ободом 1 соединена нижняя спица 3, расположена зона G, в которой расположена радиальная структура жесткости 13 зон D, Е, F, пересекаемая структурами жесткости 13, проходящими в направлении продольной протяженности нижней спицы 3.
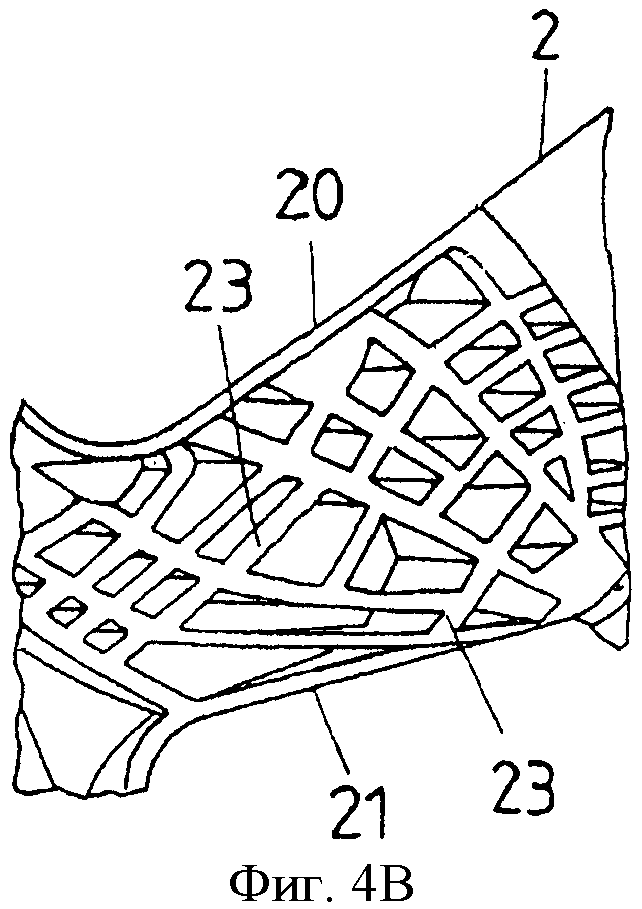
На фиг.4В также в увеличенном виде сзади изображена боковая спица 2 рулевого колеса из фиг.4А. Здесь хорошо видны пересекающиеся структуры жесткости 23, проходящие наискось от одного бокового колена 20 спицы 2 к ее другому боковому колену 21. Также лишь несколько структур жесткости 23 обозначены соответствующими ссылочными позициями. В зависимости от числа и геометрии боковых спиц и их расположения относительно обода 1 структуры жесткости 23 могут располагаться также иначе, чтобы отобразить соответствующие пути нагрузки.
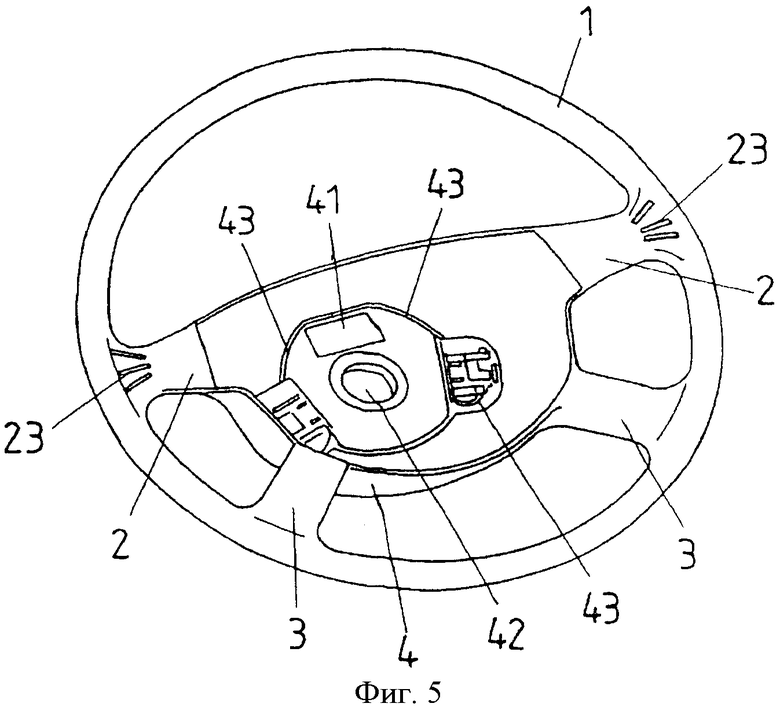
На фиг.5 изображен другой пример выполнения рулевого колеса, который, как и рулевое колесо на фиг.3А, содержит обод 1, две боковые спицы 2 и ступицу 4. Одинаковые элементы рулевого колеса обозначены уже известными из описания предыдущих фигур ссылочными позициями. В отличие от примера на фиг.3А рулевое колесо на фиг.5 содержит две нижние спицы 3. За счет этого во всем рулевом колесе возникают различные пути распределения усилий.
За счет обеих нижних спиц 3 ступица 4 стабилизирована таким образом, что можно отказаться от расположения структур жесткости, расположенных в продольном направлении рулевой тяги, вставляемой в круглое отверстие основания 40 ступицы 4. В основании 40 ступицы 4, в котором помимо круглого отверстия 42 выполнено еще прямоугольное отверстие 41, также можно отказаться от множества структур жесткости, имеющихся в примере на фиг.3А. Некоторые структуры жесткости 43, которые частично пересекаются, образуя между собой Т- и Y-образные соединения, тем не менее, выполнены на основании 40 ступицы 4 для ее стабилизации.
Поскольку за счет боковых 2 и нижних 3 спиц нельзя достичь достаточной стабилизации ступицы 4, можно также при таком многоспицевом выполнении рулевого колеса предусмотреть внутри ступицы 4 структуры жесткости, расположенные параллельно направлению продольной протяженности вставляемой в круглое отверстие 42 рулевой тяги. Этим можно эффективно избежать возможной деформации ступицы 4.
На переходе боковых спиц 2 к ободу 1 на их верхней стороне расположены структуры жесткости 23, способствующие эффективному соединению с передачей усилий между боковыми спицами 2 и ободом 1. Сам обод 1 имеет вверх, т.е. ориентированную в сторону водителя, замкнутую поверхность. Эта замкнутая поверхность служит для размещения структур жесткости, расположенных на обратной стороне обода 1, как это видно на фиг.6. То же относится к выполнению нижних спиц 3. Как уже сказано, только боковые спицы 2 имеют также структуры жесткости 23 на обращенной к водителю стороне. Однако большая часть структур жесткости 23 даже в случае боковых спиц 2 расположена на обратной стороне рулевого колеса, т.е. на обращенной от водителя стороне, как это более подробно поясняется ниже при описании фиг.6.
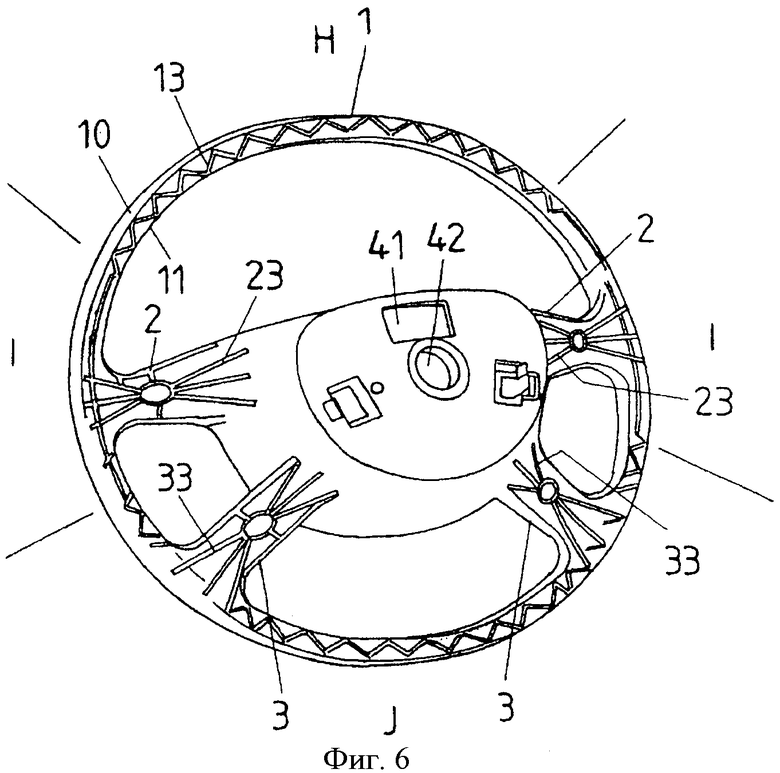
На фиг.6 изображенное на фиг.5 рулевое колесо изображено при виде сзади. Хорошо видны структуры жесткости 13, 23, 33 обода 1, боковых 2 и нижних 3 спиц. В отличие от примера на фиг.3 и 4 структуры жесткости 13, 23, 33 в примере на фиг.5 и 6 пересекаются в меньшей степени. Это объясняется, в том числе, тем, что пути нагрузки в рулевом колесе проходят иначе из-за расположения дополнительной нижней спицы 3.
Структуры жесткости 23, 33 боковых 2 и нижних 3 спиц расположены радиально в направлении кольцеобразной структуры жесткости, расположенной по центру в спицах 2, 3. За счет соединения с кольцеобразной структурой жесткости структуры жесткости 23, 33 пересекаются с ней. Кроме того, структуры жесткости 23, 33 входят в обод 1 и пересекают там в местах соединения боковых 2 и нижних 3 спиц с ободом 1 его структуры жесткости 13.
Расположение структур жесткости 13 в ободе 1 можно аналогично примеру на фиг.4А разделить на зоны H-J. В расположенной в верхней части обода 1 зоне Н структуры жесткости 13 проходят зигзагообразным узором от первого бокового колена 10 обода 1 к его второму боковому колену 11 и обратно. За счет соединения структур жесткости 13 между собой либо на первом, либо на втором боковом колене, т.е. в точке поворота зигзагообразного узора, достигается такая же стабилизация структур жесткости 13, что и за счет их пересекающегося расположения.
С обеих сторон к зоне Н примыкает зона I, в которой структуры жесткости 13 расположены в ободе 1, в основном, радиально по центру. При этом они пересекаются структурами жесткости 23, входящими из боковых спиц 2 в обод 1.
На фиг.7А схематично изображено сечение участка обода 1 с первым боковым коленом 10, противоположным ему вторым боковым коленом 11 и соединяющим их средним коленом 12. Все три колена 10, 11, 12 образуют сообща приемную полость 15, размещающую в себе частично пересекающиеся структуры жесткости 13 обода 1. При этом структуры жесткости 13 могут также частично выступать из приемной полости 15 (фиг.7В). Сечение обода 1 имеет форму закругленной буквы U.
На фиг.7В схематично изображено сечение участка боковой спицы 2 с первым боковым коленом 20, противоположным ему вторым боковым коленом 21 и соединяющим их средним коленом 22. Все три колена 20, 21, 22 образуют сообща приемную полость 25, размещающую в себе частично пересекающиеся и частично перекрещивающиеся структуры жесткости 23 боковой спицы 2. Часть структур жесткости 23 выступает из приемной полости 25 и образует нижнее ограничение боковой спицы 2. Ее сечение имеет форму угловатой буквы U, причем боковые колена 20, 21 могут быть соединены со средним коленом 22 также под другим углом, нежели на фиг.7В.
На фиг.7С схематично изображено сечение участка нижней спицы 3 с первым боковым коленом 30, противоположным ему вторым боковым коленом 31 и соединяющим их средним коленом 32. Все три колена 30, 31, 32 образуют сообща приемную полость 35, размещающую в себе частично пересекающиеся и частично перекрещивающиеся структуры жесткости 33 нижней спицы 3. Также сечение нижней спицы 3 имеет форму угловатой буквы U, причем боковые колена 30, 31 могут быть соединены со средним коленом 32 также под другим углом, нежели на фиг.7С.
Перечень ссылочных позиций
1 - обод рулевого колеса
2 - боковая спица
3 - нижняя спица
4 - ступица
5 - ступичная вставка
10 - первое боковое колено обода
11 - второе боковое колено обода
12 - среднее колено обода
13 - структуры жесткости
15 - приемная полость обода
20 - первое боковое колено боковой спицы
21 - второе боковое колено боковой спицы
22 - среднее колено боковой спицы
23 - структуры жесткости
25 - приемная полость боковой спицы
30 - первое боковое колено нижней спицы
31 - второе боковое колено нижней спицы
32 - среднее колено нижней спицы
33 - структуры жесткости
35 - приемная полость нижней спицы
40 - основание ступицы
41 - прямоугольное отверстие в основании ступицы
42 - круглое отверстие в основании ступицы
44 - дополнительное круглое отверстие в основании ступицы
43 - структуры жесткости
50 - первое отверстие
51 - второе отверстие
52 - выемка
53 - крыловидный участок
A-J - зоны обода.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления рулевого колеса транспортного средства | 2015 |
|
RU2615802C1 |
| УЗЕЛ РУЛЕВОГО КОЛЕСА ДЛЯ ТРАНСПОРТНОГО СРЕДСТВА | 2016 |
|
RU2696895C2 |
| СКЛАДНЫЕ КОЛЕСА И СПОСОБЫ ИЗГОТОВЛЕНИЯ СКЛАДНЫХ КОЛЕС | 2016 |
|
RU2766904C2 |
| СКЛАДНЫЕ КОЛЕСА И СПОСОБЫ ИЗГОТОВЛЕНИЯ СКЛАДНЫХ КОЛЕС | 2016 |
|
RU2682684C1 |
| УПРУГОДЕФОРМИРУЕМОЕ КОЛЕСО | 2004 |
|
RU2347684C2 |
| УЗЕЛ РУЛЕВОГО КОЛЕСА (ВАРИАНТЫ) И ТРАНСПОРТНОЕ СРЕДСТВО, СОДЕРЖАЩЕЕ ТАКОЙ УЗЕЛ | 2016 |
|
RU2697157C2 |
| КОЛЕСО ТРАНСПОРТНОГО СРЕДСТВА | 1998 |
|
RU2144859C1 |
| КОНСТРУКТИВНО ПОДДЕРЖИВАЕМОЕ НЕПНЕВМАТИЧЕСКОЕ КОЛЕСО С УЗЛОМ НЕПРЕРЫВНОГО КОНТУРА | 2011 |
|
RU2519576C2 |
| РУЛЕВОЕ КОЛЕСО АВТОМОБИЛЯ | 2010 |
|
RU2499715C2 |
| ОБОД КОЛЕСА СО СТУПИЧНЫМ ДИСКОМ | 2012 |
|
RU2602909C2 |
Изобретение относится к способу изготовления рулевого колеса для транспортного средства, в частности автомобиля, включающему в себя следующие этапы: изготовление каркаса рулевого колеса со ступицей (4), ободом (1) и, по меньшей мере, одной спицей (2, 3) за счет изготовления ступичной вставки, литья под давлением полимерной матрицы вокруг ступичной вставки для получения ступицы (4). Ступица (4) имеет образующую внутреннюю часть полую форму и во внутренней части ступицы (4) расположены структуры жесткости, литья под давлением и/или литья с внутренним давлением газа или воды из полимерной матрицы, по меньшей мере, одной спицы (2, 3) и обода (1). По меньшей мере, одна спица (2, 3) соединяет ступицу (4) с ободом (1) и, по меньшей мере, частично каркас рулевого колеса закрыт покрытием. Изобретение относится также к изготавливаемому этим способом рулевому колесу. Достигается упрощение изготовления. 2 н. и 42 з.п. ф-лы, 7 ил.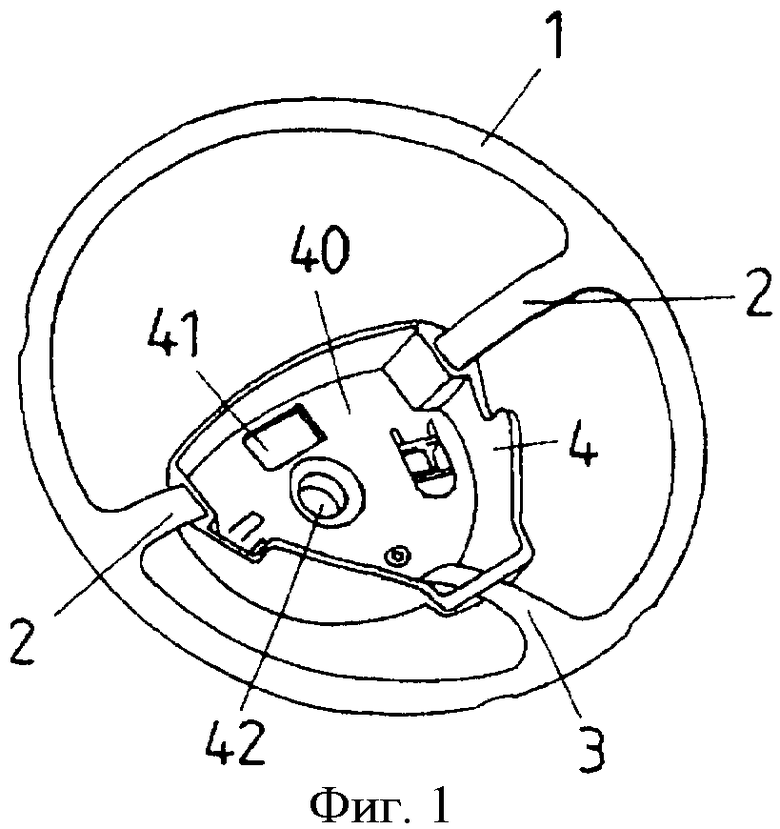
1. Способ изготовления рулевого колеса для транспортного средства, в частности автомобиля, отличающийся тем, что включает в себя следующие этапы:
а) изготовление каркаса рулевого колеса со ступицей (4), ободом (1) и, по меньшей мере, одной спицей (2, 3) за счет:
аа) изготовления ступичной вставки (5);
аб) литья под давлением полимерной матрицы вокруг ступичной вставки (5) для получения ступицы (4), причем ступица (4) имеет образующую внутреннюю часть полую форму и во внутренней части ступицы (4) расположены структуры жесткости (43);
ав) литья под давлением и/или литья с внутренним давлением газа или воды из полимерной матрицы, по меньшей мере, одной спицы (2, 3) и обода (1), причем, по меньшей мере, одна спица (2, 3) соединяет ступицу (4) с ободом (1);
б) по меньшей мере, частичное покрытие каркаса рулевого колеса покрытием.
2. Способ по п.1, отличающийся тем, что ступицу (4) лакируют между выполнением этапов а) и б).
3. Способ по п.1, отличающийся тем, что перед выполнением этапа б) на каркас рулевого колеса наносят слой эластичного материала.
4. Способ по п.1, отличающийся тем, что полимерная матрица содержит, по меньшей мере, один термопласт.
5. Способ по п.1, отличающийся тем, что термопластом является полипропилен, полибутилентерефталат или полиамид.
6. Способ по п.1, отличающийся тем, что полимерная матрица содержит долю волокнистого материала 5-80%, в частности 10-70%, особенно 20-60%.
7. Способ по п.6, отличающийся тем, что волокнистый материал содержит карбоновые волокна, металлические волокна, волокна органических продуктов и/или стеклянные волокна.
8. Способ по п.7, отличающийся тем, что стеклянные волокна имеют диаметр 1-60 мкм, в частности 3-40 мкм, особенно 5-20 мкм.
9. Способ по п.7, отличающийся тем, что литье под давлением осуществляют таким образом, что, по меньшей мере, 50% стеклянных волокон в полимерной матрице каркаса рулевого, колеса имеют длину, по меньшей мере, 1 мм, в частности 1-20 мм, особенно 1-5 мм.
10. Способ по п.1, отличающийся тем, что для литья под давлением используют экструдер, содержащий, по меньшей мере, одно подающее устройство для подачи полимерной матрицы и/или доли полимерной матрицы и транспортирующий шнек для транспортировки полимерной матрицы и/или доли полимерной матрицы, причем обтекаемые расплавляемой и/или расплавленной полимерной матрицей участки имеют сечения, выбранные такой величины, которая минимизирует разрушение волокнистого материала в полимерной матрице.
11. Способ по п.10, отличающийся тем, что свободную от волокон долю полимерной матрицы и волокнистый материал подают к экструдеру отдельно друг от друга, причем волокнистый материал вводят в уже расплавленную, свободную от волокон долю полимерной матрицы.
12. Способ по п.1, отличающийся тем, что каркас рулевого колеса покрывают покрытием без проведения этапа промывки.
13. Способ по п.1, отличающийся тем, что покрытие каркаса рулевого колеса покрытием осуществляют посредством литья под давлением, реактивным способом или механически-ручным способом.
14. Способ по п.1, отличающийся тем, что покрытие содержит кожаный и/или текстильный материал, софтлак и/или литой и/или вспененный термопласт и/или реактопласт.
15. Рулевое колесо для транспортного средства, в частности автомобиля, с каркасом, содержащим обод, ступицу и, по меньшей мере, одну спицу, посредством которой ступица соединена с ободом, причем ступица расположена внутри обода, а обод и, по меньшей мере, одна спица состоят, в основном, только из полимерной матрицы, отличающееся тем, что
а) по меньшей мере, одна спица (2, 3) имеет структуры жесткости (22, 23);
б) ступица (4) имеет образующую внутреннюю часть полую форму, причем во внутренней части ступицы (4) расположены структуры жесткости (43).
16. Рулевое колесо по п.15, отличающееся тем, что обод (1) имеет замкнутую поверхность, которая полностью окружает полость без структур жесткости.
17. Рулевое колесо по п.15, отличающееся тем, что обод (1) имеет структуры жесткости (13).
18. Рулевое колесо по п.15, отличающееся тем, что структуры жесткости (13, 23, 33) имеют ребристую форму.
19. Рулевое колесо по п.15, отличающееся тем, что структуры жесткости (13, 23, 33) расположены вдоль путей нагрузки в нем.
20. Рулевое колесо по п.15, отличающееся тем, что структуры жесткости обода (1) и/или, по меньшей мере, одной спицы (2, 3) выполнены частично пересекающимися.
21. Рулевое колесо по п.15, отличающееся тем, что обод (1) и/или, по меньшей мере, одна спица (2, 3) имеют приемную полость (15, 25, 35), образованную первым боковым коленом (10, 20, 30), противоположным ему вторым боковым коленом (11, 21, 31) и соединяющим оба боковых колена средним коленом (12, 22, 32).
22. Рулевое колесо по п.21, отличающееся тем, что внутри приемной полости (15, 25, 35) расположена, по меньшей мере, часть структур жесткости (13, 23, 33) обода (1) и/или, по меньшей мере, одной спицы (2, 3).
23. Рулевое колесо по п.21, отличающееся тем, что приемная полость (15, 25, 35) обода (1) и/или, по меньшей мере, одной спицы (2, 3) имеет замкнутую поверхность.
24. Рулевое колесо по п.21, отличающееся тем, что приемная полость (15, 25, 35) обода (1) и/или, по меньшей мере, одной спицы (2, 3) имеет в сечении U-образую форму.
25. Рулевое колесо по п.21, отличающееся тем, что структуры жесткости (23, 33) в зоне, по меньшей мере, одной спицы (2, 3) проходят, по меньшей мере, частично наискось от первого бокового колена (20) приемной полости (25, 35) к ее второму боковому колену (21, 31).
26. Рулевое колесо по п.21, отличающееся тем, что структуры жесткости (23, 33) в зоне, по меньшей мере, одной спицы (2, 3) проходят, в основном, вдоль и поперек боковых колен (20, 21; 30, 31) приемной полости (25, 35).
27. Рулевое колесо по п.21, отличающееся тем, что структуры жесткости (13) в зоне обода (1), по меньшей мере, местами проходят наискось от первого бокового колена (10) приемной полости (15) к ее второму боковому колену (11) и/или параллельно обоим боковым коленам (10, 11) приемной полости (15), и/или поперек ее обоих боковых колен (10, 11).
28. Рулевое колесо по п.15, отличающееся тем, что ступица (4) содержит ступичную вставку (5), по меньшей мере, частично заделанную в полимерную матрицу.
29. Рулевое колесо по п.28, отличающееся тем, что ступичная вставка (5) содержит, по меньшей мере, один металл.
30. Рулевое колесо по п.28, отличающееся тем, что ступичная вставка (5) имеет, по меньшей мере, одну выемку (52), заполняя не все основание ступицы (4).
31. Рулевое колесо по п.28, отличающееся тем, что ступичная вставка (5) имеет, по меньшей мере, одно отверстие (50) для размещения рулевой тяги, которое не заделано в полимерную матрицу.
32. Рулевое колесо по п.31, отличающееся тем, что структуры жесткости (43) ступицы (4) расположены, по меньшей мере, кольцеобразно вокруг первого отверстия (42, 50).
33. Рулевое колесо по п.31, отличающееся тем, что структуры жесткости (43) ступицы (4) расположены, по меньшей мере, частично аксиально в направлении первого отверстия (42, 50).
34. Рулевое колесо по п.31, отличающееся тем, что структуры жесткости (43) на боковых поверхностях ступицы (4) проходят, в основном, в направлении продольной протяженности вставляемой в первое отверстие (42, 50) рулевой тяги.
35. Рулевое колесо по п.29, отличающееся тем, что ступичная вставка (5) имеет, по меньшей мере, одно второе отверстие (51), заделанное с материальным замыканием в полимерную матрицу.
36. Рулевое колесо по п.28, отличающееся тем, что вокруг каждого отверстия (41, 42, 44) в основании (40) ступицы, образованном ступичной вставкой (5) и окружающей ее полимерной матрицей, расположена огибающая его структура жесткости (43).
37. Рулевое колесо по п.28, отличающееся тем, что отношение толщин материалов ступичной вставки (5) и основания (40) ступицы, образованного ступичной вставкой (5) и окружающей ее полимерной матрицей, составляет 5:1-1:5, в частности 1:2,5.
38. Рулевое колесо по п.15, отличающееся тем, что полимерная матрица содержит долю волокнистого материала 5-80%, в частности 10-70%, особенно 20-60%.
39. Рулевое колесо по п.38, отличающееся тем, что волокнистый материал содержит карбоновые волокна, металлические волокна, волокна органических продуктов и/или стеклянные волокна.
40. Рулевое колесо по п.39, отличающееся тем, что, по меньшей мере, 50% стеклянных волокон имеют длину, по меньшей мере, около 1 мм, в частности 1-20 мм, особенно 1-5 мм.
41. Рулевое колесо по п.15, отличающееся тем, что покрытие имеет толщину 1-5 мм, в частности 1-3 мм, особенно 1-2 мм.
42. Рулевое колесо по п.15, отличающееся тем, что покрытие изготовлено из материала, имеющего меньшую твердость, чем материал каркаса.
43. Рулевое колесо по п.15, отличающееся тем, что покрытие содержит кожаный и/или текстильный материал, софтлак и/или литой и/или вспененный термопласт и/или реактопласт.
44. Рулевое колесо по п.15, отличающееся тем, что между каркасом и покрытием расположен слой упругого материала, в частности мягкого пеноматериала.
| DE 7531072 U, 05.02.1976 | |||
| СПОСОБ ЗАЧИСТКИ КРОМОК МЕТАЛЛИЧЕСКОЙ' ЛЕНТЫ | 0 |
|
SU255171A1 |
| EP 1072496 A2, 31.01.2001 | |||
| Рулевое колесо транспортного средства | 1974 |
|
SU556984A1 |

