Пресс для листовой штамповки относится к области обработки давлением и может быть использован при изготовлении технологических машин для осуществления операций штамповки.
Известен пресс для листовой штамповки, содержащий верхнюю и нижнюю платформы и штамп-матрицу (SU 2294811, 10.01.2005, B21J 11/00).
Недостатки известного пресс-молота состоят в следующем:
- высокая стоимость пресса, сложная конструкция фундамента, требуются специальные цеха с повышенной сейсмической устойчивостью;
- поломки и быстрый износ штампа, что снижает точность изготовления детали.
Технической задачей, на решение которой направлено заявленное изобретение, является снижение стоимости пресса и увеличение срока службы стальных штампов.
Для решения поставленной задачи:
1. Пресс для листовой штамповки, содержащий верхнюю платформу, нижнюю платформу с полостью, плунжер, нижняя часть которого расположен в полости нижней платформы, и штамп-матрицу, отличающийся тем, что он снабжен лебедкой с механизмом ее привода, блоками и тросом, связанным с проушинами, выполненными на верхней платформе, стальной плитой, соединенной болтами с верхней платформой с ее нижней стороны и с верхней частью плунжера, и упругим материалом в виде слоя толщиной 1-500 мм, нижняя платформа снабжена стальными пластинами, соединенными болтами, верхней частью нижней платформы, нижняя часть плунжера расположена с опорой с верхней стороны на указанные стальные пластины, а с нижней стороны - на слой сыпучего материала высотой 1-1000 мм, расположенного в полости нижней платформы, с возможностью деформирования в штампе-матрице при перемещении верхней и нижней платформ и штампа-матрицы вниз и удара по слою упругого материала и породе 1-10 листов с размещением между нижним из них и верхней поверхностью штампа-матрицы слоя густой смазки.
2. Пресс для листовой штамповки, содержащий верхнюю платформу, нижнюю платформу с полостью, плунжер и штамп-матрицу, отличающийся тем, что он снабжен лебедкой с механизмом ее привода, блоками и тросом, связанным с проушинами, выполненными на верхней платформе, стальной плитой, соединенной болтами с нижней частью плунжера, и упругим материалом в виде слоя толщиной 1-500 мм, верхняя платформа соединена с нижней стороны посредством болтов со штампом-матрицей и с нижней платформой, в полости которой расположен плунжер с опорой с верхней стороны на размещенный в упомянутой полости слой сыпучего материала толщиной 1-1000 мм с возможностью деформирования в штампе-матрице при перемещении верхней и нижней платформ и штампа-матрицы вниз и удара по слою упругого материала и породе 1-10 листов с размещением между верхним деформируемым листом и нижней поверхностью штампа-матрицы слоя густой смазки.
3. Пресс для листовой штамповки, содержащий верхнюю и нижнюю платформы и штамп-матрицу, отличающийся тем, что он снабжен лебедкой с механизмом ее привода, блоками и тросом, связанным с проушинами, выполненными на верхней платформе, стальными плитами, упругим материалом в виде слоя толщиной 1-500 мм и плунжерами, верхняя платформа соединена с нижней стороны посредством болтов со штампом-матрицей и с нижней платформой, которая с нижней стороны выполнена не более чем с 1000 цилиндрическими полостями, расположенными не более чем в 30 параллельных рядов, а с верхней стороны - с полостью, в которой установлены стальная плита и слой сыпучего материала, например песка, толщиной 1-1000 мм, плунжеры, соединенные нижней частью с другой стальной плитой, расположены в цилиндрических полостях нижней платформы с опорой с верхней стороны на стальную плиту, расположенную в полости нижней платформы, и слой сыпучего материала и с возможностью деформирования в штампе-матрице при перемещении верхней и нижней платформ и штампа-матрицы вниз и удара по слою упругого материала, стальной плите, слою песка или пескогравия толщиной 0,001-10 м и породе 1-10 листов с размещением между деформируемыми листами, а также между верхним из них и поверхностью штампа-матрицы слоя смазки.
4. Пресс для листовой штамповки, содержащий верхнюю платформу, нижнюю платформу с полостью, плунжер и штамп-матрицу, отличающийся тем, что он снабжен лебедкой с механизмом ее привода, блоками и тросом, связанным с проушинами, выполненными на верхней платформе, стальными плитами, одна из которых соединена болтами с нижней частью плунжера, и упругим материалом в виде слоя толщиной 1-500 мм и слоя толщиной 1-1000 мм, верхняя платформа соединена с нижней стороны посредством болтов со штампом-матрицей и с нижней платформой, в полости которой расположен плунжер с опорой с верхней стороны на размещенные в упомянутой полости другую стальную пластину и слой упругого материала толщиной 1-1000 мм и с возможностью деформирования листа в штампе-матрице при перемещении верхней и нижней платформ и штампа-матрицы вниз и удара по слою упругого материала толщиной 1-500 мм и породе.
5. Пресс для листовой штамповки, содержащий верхнюю платформу, нижнюю платформу, плунжеры и штамп-матрицу, отличающийся тем, что он снабжен лебедкой с механизмом ее привода, блоками и тросом, связанным с проушинами, выполненными на верхней платформе, стальными плитами, одна из которых соединена болтами с нижней частью плунжеров, и упругим материалом 8 в виде слоя толщиной 1-500 мм и слоя толщиной 1-1000 мм, верхняя платформа соединена с нижней стороны посредством болтов со штампом-матрицей и с нижней платформой, которая с нижней стороны выполнена с цилиндрическими полостями, а в верхней части - полостью, в которой установлены другая стальная плита и слой упругого материала толщиной 1-1000 мм, а плунжеры расположены в цилиндрических полостях нижней платформы с опорой с верхней стороны на установленные в полости нижней платформы стальную плиту и слой упругого материала толщиной 1-1000 мм и с возможностью деформирования листа в штампе-матрице при перемещении верхней и нижней платформ и штампа-матрицы вниз и удара по слою упругого материала толщиной 1-500 мм, стальной плите и породе.
6. Пресс для листовой штамповки, содержащий верхнюю платформу, нижнюю платформу с цилиндрической полостью, плунжер и штамп-матрицу с полостью, отличающийся тем, что он снабжен лебедкой с механизмом ее привода, блоками и тросом, связанным с проушинами, выполненными на верхней платформе, стальными плитами, одна из которых соединена болтами с нижней частью плунжера, упругим элементом и упругим материалом в виде слоя толщиной 1-500 мм, верхняя платформа выполнена с заполненными жидкостью полостями, имеющими крышки и пробки и связанными между собой посредством канала, и с каналом с вентилем и соединена с нижней стороны болтами со штампом-матрицей и нижней платформой, цилиндрическая полость которой заполнена жидкостью с атмосферным давлением на высоту 1-1000 мм и связана с полостями верхней платформы посредством канала с вентилем, рукава и штуцера с обратным клапаном, а плунжер установлен в упомянутой цилиндрической полости нижней платформы с опорой с верхней стороны на жидкость и упругий элемент с возможностью деформирования 1-10 листов в штампе-матрице при перемещении верхней и нижней платформ и штампа-матрицы вниз и удара стальной плиты, соединенной с нижней частью плунжера, по слою упругого материала толщиной 1-500 мм, стальной плите и породе.
7. Пресс для листовой штамповки, содержащий верхнюю и нижнюю платформы и штамп-матрицу с полостью, отличающийся тем, что он снабжен лебедкой с механизмом ее привода, блоками и тросом, связанным с проушинами, выполненными на верхней платформе, установленными на упомянутой верхней платформе и заполненными жидкостью емкостями с крышками и пробками, связанными между собой рукавом, стальными плитами, упругим материалом в виде слоя толщиной 1-500 мм, плунжерами и упругим элементом, верхняя платформа соединена с нижней стороны посредством болтов со штампом-матрицей и с нижней платформой, которая с нижней стороны выполнена не более чем с 50 цилиндрическими полостями, расположенными не более чем в параллельных рядах, а в верхней части - с полостью, которая заполнена жидкостью с атмосферным давлением на высоту 1-1000 мм и связана с емкостями верхней платформы посредством трубопровода с вентилем, рукава, штуцера с шаровым обратным клапаном и канала, а плунжеры, соединенные нижней частью со стальной плитой 6, расположены в упомянутых цилиндрических полостях нижней платформы с опорой с верхней стороны на жидкость в полости верхней части нижней платформы и упругий элемент с возможностью деформирования в полости штампа-матрицы при перемещении верхней и нижней платформ и штампа-матрицы вниз и удара стальной плиты 6, соединенной с нижними частями плунжеров, по слою упругого материала, стальной плите, слою песка толщиной 0,001-10 м и породе 1-10 листов.
8. Пресс для листовой штамповки, содержащий верхнюю платформу, нижнюю платформу с цилиндрической полостью, плунжер и штамп-матрицу с полостью, отличающийся тем, что он снабжен лебедкой с механизмом ее привода, блоками и тросом, связанным с проушинами, выполненными на верхней платформе, установленным на верхней платформе и заполненным сжатым газом под давлением 10-25 МПа баллоном с вентилем и редуктором, стальной плитой, соединенной болтами с нижней частью плунжера, упругим элементом и упругим материалом в виде слоя толщиной 1-500 мм, верхняя платформа соединена с нижней стороны посредством болтов со штампом-матрицей и с нижней платформой, цилиндрическая полость которой заполнена сжатым газом из баллона верхней платформы посредством вентиля, редуктора, и канала, плунжер расположен в упомянутой цилиндрической полости нижней платформы с опорой с верхней стороны на сжатый газ и упругий элемент и с возможностью деформирования листа в полости штампа-матрицы при перемещении верхней и нижней платформ и штампа-матрицы вниз и удара стальной плиты по слою упругого материала и породе.
9. Пресс для листовой штамповки, содержащий верхнюю и нижнюю платформы и штамп-матрицу с полостью, отличающийся тем, что он снабжен лебедкой с механизмом ее привода, блоками и тросом, связанным с проушинами, выполненными на верхней платформе, установленным на верхней платформе и заполненным сжатым газом под давлением 10-25 МПа баллоном с вентилем и редуктором, плунжерами, стальной плитой, соединенной болтами с нижней частью плунжеров, упругим элементом и упругим материалом в виде слоя толщиной 1-500 мм, верхняя платформа соединена с нижней стороны посредством болтов со штампом-матрицей и с нижней платформой, которая с нижней стороны выполнена не более чем с 50 цилиндрическими полостями, а в верхней части - с полостью, которая заполнена сжатым газом из баллона верхней платформы посредством вентиля, редуктора, рукава, штуцера с обратным шаровым клапаном и канала, плунжеры расположены в упомянутых полостях с нижней стороны нижней платформы с опорой с верхней стороны на сжатый газ и упругий элемент и с возможностью деформирования листа в полости штампа-матрицы при перемещении верхней и нижней платформ и штампа-матрицы вниз и удара стальной плиты по слою упругого материала, слою песка или пескогравия толщиной 0.001-10 м и породе.
10. Пресс для листовой штамповки, содержащий верхнюю платформу, нижнюю платформу с цилиндрической полостью, плунжер и штамп-матрицу с полостью, отличающийся тем, что он снабжен лебедкой с механизмом ее привода, блоками и тросом, связанным с проушинами, выполненными на верхней платформе, установленными на верхней платформе и заполненными взрывчатой смесью кислорода и природного газа под давлением 10-25 МПа баллонами с вентилями и редукторами, свечой зажигания, плунжерами, стальной плитой, закрепленной посредством болтов на нижних частях плунжеров, упругим материалом в виде слоя толщиной 1-500 мм, стальной плитой и оснащенными вентилями, золотниковыми клапанами, которые установлены на фланце, выполненном на нижней платформе, с опорой с верхней стороны на пружины, а с нижней стороны - на стальную плиту, верхняя платформа соединена с нижней стороны посредством болтов со штампом-матрицей и с нижней платформой, которая снабжена свечой зажигания и выполнена с полостью, заполненной взрывчатой смесью кислорода и природного газа из баллонов верхней платформы посредством вентилей и редукторов баллонов, рукавов, вентилей, золотниковых клапанов, каналов в корпусах и золотниках золотниковых клапанов, штуцеров с обратными шаровыми клапанами и каналов, выполненных в нижней платформе, и с цилиндрическими полостями, а плунжеры расположены в упомянутых цилиндрических полостях нижней платформы с опорой с верхней стороны на взрывчатую смесь кислорода и природного газа и с возможностью деформирования в полости штампа-матрицы при перемещении верхней и нижней платформ и штампа-матрицы вниз и удара стальной плиты по слою упругого материала, стальной плите, слою песка или пескогравия толщиной 0.001-10 м и грунту 1-10 листов.
11. Пресс для листовой штамповки, содержащий верхнюю и нижнюю платформы и штамп-матрицу с полостью, отличающийся тем, что он снабжен лебедкой с механизмом ее привода, блоками и тросом, связанным с проушинами, выполненными на верхней платформе, установленными на верхней платформе и заполненными взрывчатой смесью кислорода и природного газа под давлением 10-25 МПа баллонами с вентилями и редукторами, свечой зажигания, плунжерами, стальной плитой, закрепленной посредством болтов на нижних частях плунжеров, упругим материалом в виде слоя толщиной 1-500 мм, стальной плитой и оснащенными вентилями, золотниковыми клапанами, которые установлены на фланце, выполненном на нижней платформе, с опорой с верхней стороны на пружины, а с нижней стороны - на стальную плиту, верхняя платформа соединена с нижней стороны посредством болтов со штампом-матрицей и с нижней платформой, которая снабжена свечой зажигания и выполнена с полостью, заполненной взрывчатой смесью кислорода и природного газа из баллонов верхней платформы посредством вентилей и редукторов баллонов, рукавов, вентилей, золотниковых клапанов, каналов в корпусах и золотниках золотниковых клапанов, штуцеров с обратными шаровыми клапанами и каналов, выполненных в нижней платформе, и с цилиндрическими полостями, а плунжеры расположены в упомянутых цилиндрических полостях нижней платформы с опорой с верхней стороны на взрывчатую смесь кислорода и природного газа и с возможностью деформирования в полости штампа-матрицы при перемещении верхней и нижней платформ и штампа-матрицы вниз и удара стальной плиты по слою упругого материала, стальной плите, слою песка или пескогравия толщиной 0.001-10 м и грунту 1-10 листов с размещением между деформируемыми листами, а также между верхним из них и поверхностью штампа-матрицы слоя смазки.
12. Пресс для листовой штамповки, содержащий верхнюю платформу, отличающийся тем, что он снабжен лебедкой с механизмом ее привода, блоками и тросом, связанным с проушинами, выполненными на верхней платформе, верхним пуансоном, нижней матрицей с полостью и упругим материалом в виде слоя, при этом верхняя платформа с нижней стороны соединена посредством болтов с упомянутыми верхним пуансоном и нижней матрицей с возможностью деформирования 1-10 листов в полости матрицы в результате перемещения верхней платформы, пуансона и матрицы вниз, удара матрицы по слою упругого материала, слою песка или пескогравия толщиной 0,001-10 м и породе, ее остановки и перемещения верхней платформы с пуансоном вниз с обеспечением вдавливания 1-10 деформируемых листов в полость матрицы.
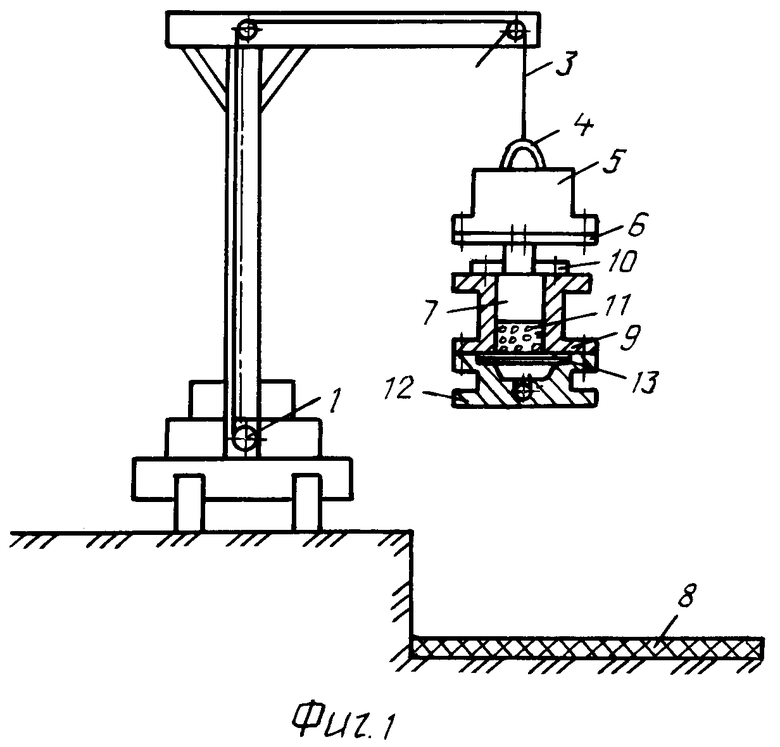
1. Пресс для листовой штамповки поясняется графическим материалом на фиг.1.
Пресс для листовой штамповки снабжен лебедкой 1 с механизмом ее привода, блоками 2 и тросом 3, связанным с проушинами 4, выполненными на верхней платформе 5, стальной плитой 6, соединенной болтами с верхней платформой 5 с ее нижней стороны и с верхней частью плунжера 7, и упругим материалом 8 в виде слоя толщиной 1-500 мм, нижняя платформа 9 снабжена стальными пластинами 10, соединенными болтами, верхней частью нижней платформы, нижняя часть плунжера 7 расположена с опорой с верхней стороны на указанные стальные пластины 10, а с нижней стороны - на слой сыпучего материала высотой 1-1000 мм, расположенного в полости 11 нижней платформы 9, с возможностью деформирования в штампе-матрице 12 при перемещении верхней и нижней платформ 5, 9 и штампа-матрицы вниз и удара по слою упругого материала 8 и породе 1-10 листов 13 с размещением между нижним из них и верхней поверхностью штампа-матрицы слоя густой смазки.
Пресс для листовой штамповки работает следующим образом:
Пресс в собранном виде лебедкой 5 поднимается на определенную высоту. После этого платформы 1, 9, штамп-матрица 13, плунжер 7, плита 6, слой песка и деформируемые листы 12 перемещаются вниз и наносят удар по упругому материалу 15 и породе. Штамп-матрица 13 и нижняя платформа 9 мгновенно останавливаются. За счет силы тяжести и сил инерции платформы 1 и плунжера 7 слой песка и деформируемые листы вдавливаются в полость 14 матрицы 13.
Использование слоя песка в падающем грузе-прессе позволяет получать несколько деталей за один рабочий ход падающего груза из листов с различными механическими свойствами материала больших габаритов в холодном и горячем их состоянии с высокой точностью, упростить технологическую оснастку, увеличить срок работы матрицы, а использование воды и масла в песке увеличивает его текучесть и снижает коэффициент трения между частицами песка и верхним деформируемым листом.
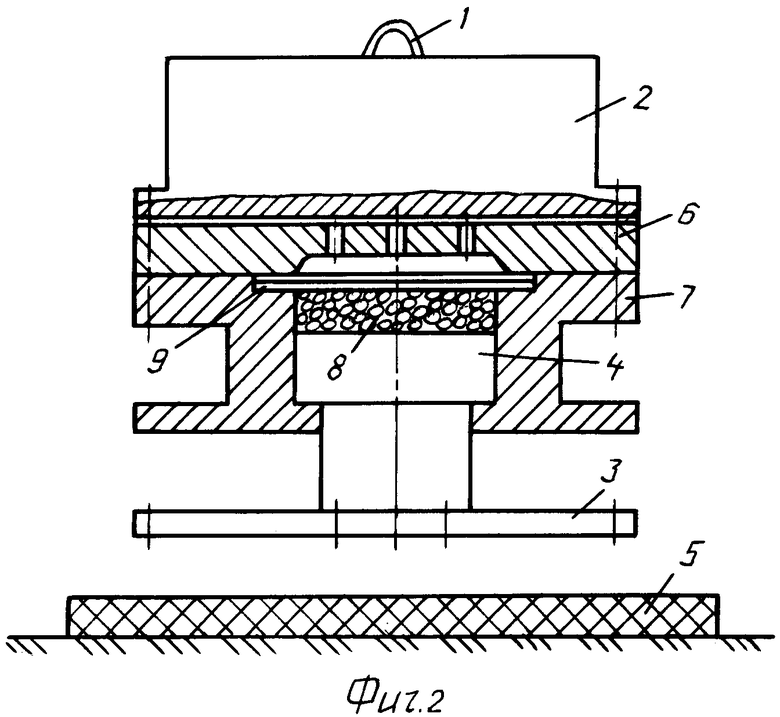
2. Пресс для листовой штамповки поясняется графическим материалом на фиг.2.
Пресс для листовой штамповки снабжен лебедкой с механизмом ее привода, блоками и тросом (на фиг.2 лебедка, механизм с приводом, блоки и трос не показаны), связанным с проушинами 1, выполненными на верхней платформе 2, стальной плитой 3, соединенной болтами с нижней частью плунжера 4, и упругим материалом 5 в виде слоя толщиной 1-500 мм, верхняя платформа 2 соединена с нижней стороны посредством болтов со штампом-матрицей 6 и с нижней платформой 7, в полости 8 которой расположен плунжер 4 с опорой с верхней стороны на размещенный в упомянутой полости слой сыпучего материала толщиной 1-1000 мм с возможностью деформирования в штампе-матрице 6 при перемещении верхней и нижней платформ 2, 7 и штампа-матрицы 6 вниз и удара по слою упругого материала 5 и породе 1-10 листов 9 с размещением между верхним деформируемым листом и нижней поверхностью штампа-матрицы слоя густой смазки.
Пресс для листовой штамповки работает следующим образом:
Пресс в собранном виде лебедкой (на фиг.2 лебедка не показана) поднимается на определенную высоту. Затем платформы 2, 7 штамп-матрица 6, плунжер 4, стальная плита 3, слой песка и деформируемые листы 8 перемещаются вниз и наносят удар по упругому материалу 5 и породе. Плита 3 и плунжер 4 мгновенно останавливаются, а платформы 2, 7 и штамп-матрица 6 продолжают перемещаться вниз, создавая при этом высокое давление на упругий материал 5, стальную плиту 3, плунжер 4, песок и деформируемые листы 9, которые вдавливаются в полость матрицы 6.
В этой конструкции пресса упрощается разборка и сборка штампа при замене деталей на новые деформируемые листы.
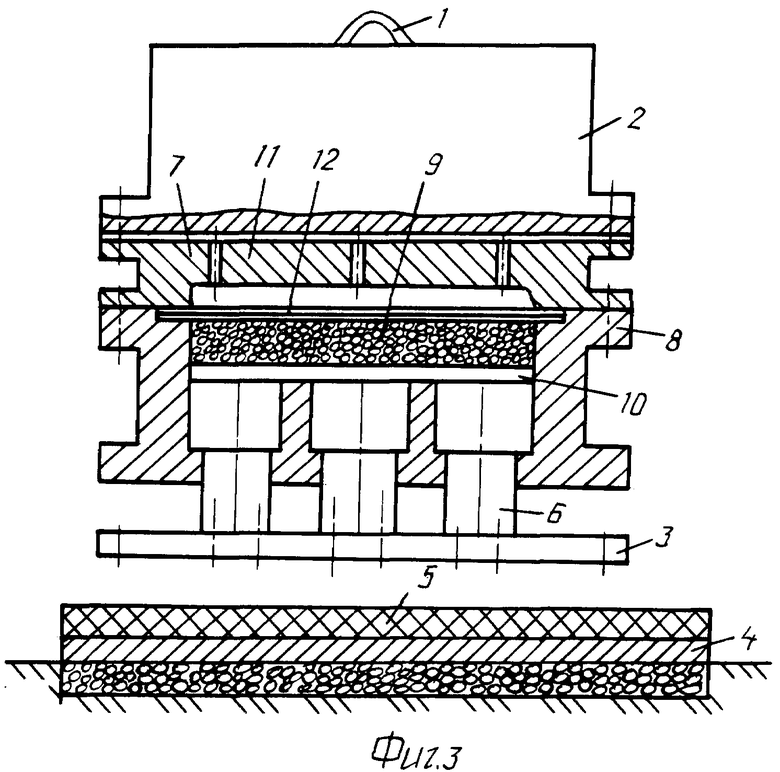
3. Пресс для листовой штамповки поясняется графическим материалом на фиг.3.
Пресс для листовой штамповки снабжен лебедкой с механизмом ее привода, блоками и тросом (на фиг.3 лебедка не показана), связанным с проушинами 1, выполненными на верхней платформе 2, стальными плитами 3, 4, упругим материалом 5 в виде слоя толщиной 1-500 мм и плунжерами 6, верхняя платформа 2 соединена с нижней стороны посредством болтов со штампом-матрицей 7 и с нижней платформой 8, которая с нижней стороны выполнена не более чем с 1000 цилиндрическими полостями, расположенными не более чем в 30 параллельных рядов, а с верхней стороны - с полостью 9, в которой установлены стальная плита 10 и слой сыпучего материала, например песка, толщиной 1-1000 мм, плунжеры 6, соединенные нижней частью с другой стальной плитой 3, расположены в цилиндрических полостях нижней платформы с опорой с верхней стороны на стальную плиту 10, расположенную в полости нижней платформы 8, и слой сыпучего материала и с возможностью деформирования в штампе-матрице 11 при перемещении верхней и нижней платформ 2, 8 и штампа-матрицы 11 вниз и удара по слою упругого материала 5, стальной плите 4, слою песка или пескогравия толщиной 0,001-10 м и породе 1-10 листов 12 с размещением между деформируемыми листами, а также между верхним из них и поверхностью штампа-матрицы слоя смазки.
Пресс для листовой штамповки работает следующим образом.
Пресс в собранном виде лебедкой (на фиг.3 лебедка не показана) поднимается на определенную высоту и сбрасывается вниз. В момент удара стальной плиты 3 по упругому материалу 5, стальной плите 4, слою песка или пескогравия и породе, плунжеры 6 мгновенно останавливаются, а платформы 2, 8 и штамп-матрица 7 продолжают перемещаться вниз, создавая высокое давление на стальную плиту 3, плунжер 6, слой песка и деформируемые листы 12, которые вдавливаются в полость матрицы 11.
В этой конструкции пресса используется большое количество плунжеров, стальная плита и слой песка для прессования деформируемых листов очень больших габаритов.
Пресс для листовой штамповки в собранном виде тяжелый, поэтому, для полного гашения вибрации, предусмотрен защитный слой песка или слой пескогравия 10 м.
Штамп-матрицу и нижнюю платформу в собранном виде можно устанавливать на стол пресс-молота или их подвешивать к падающему грузу указанного пресс-молота, или их можно устанавливать на стол гидравлического пресса и штамповать одновременно несколько деформируемых листов.
Пресс можно использовать как в штамповочном цехе, так и на любом месте территории завода и за его пределами.
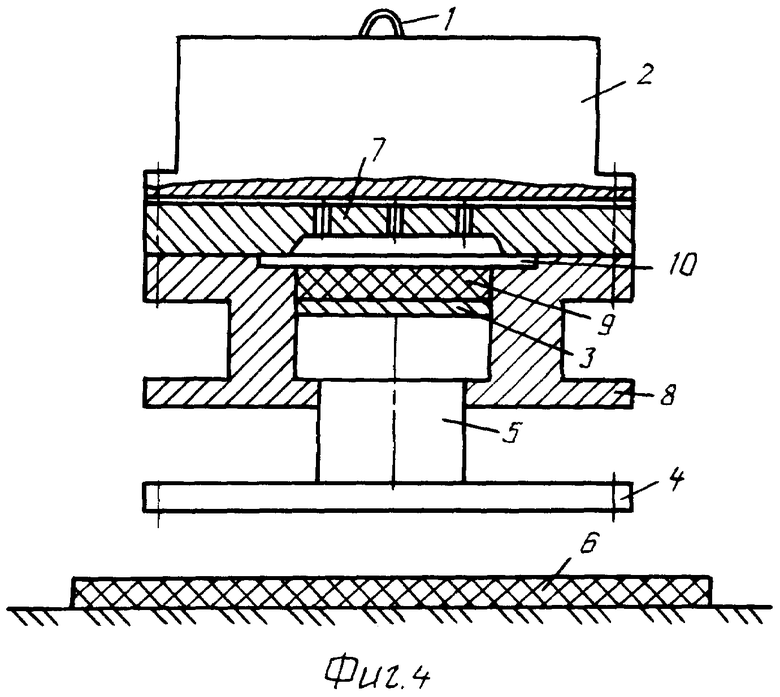
4. Пресс для листовой штамповки поясняется графическим материалом на фиг.4.
Пресс для листовой штамповки снабжен лебедкой с механизмом ее привода, блоками и тросом (на фиг.4 лебедка с механизмом ее привода, блоками и тросом не показана), связанным с проушинами 1, выполненными на верхней платформе 2, стальными плитами 3, 4, одна из которых соединена болтами с нижней частью плунжера 5, и упругим материалом 6 в виде слоя толщиной 1-500 мм и слоя толщиной 1-1000 мм, верхняя платформа 2 соединена с нижней стороны посредством болтов со штампом-матрицей 7 и с нижней платформой 8, в полости которой расположен плунжер 5 с опорой с верхней стороны на размещенные в упомянутой полости другую стальную пластину 3 и слой упругого материала 9 толщиной 1-1000 мм и с возможностью деформирования листа 10 в штампе-матрице 7 при перемещении верхней и нижней платформ 2, 8 и штампа-матрицы 7 вниз и удара по слою упругого материала 6 толщиной 1-500 мм и породе.
Пресс для листовой штамповки работает следующим образом:
Пресс в собранном виде лебедкой (на фиг.4 лебедка не показана) поднимается на определенную высоту и сбрасывается вниз. В момент удара стальной плиты 4 по упругому материалу 6, стальной плите и породе плунжеры 5 и плита мгновенно останавливаются, а платформы 2, 8 и штамп-матрица 7 продолжают перемещаться вниз, создавая давление на стальную плиту 4, плунжеры 5, стальную плиту 3, упругий материал 9 и деформируемый лист 10, вдавливая его в полость матрицы 7.
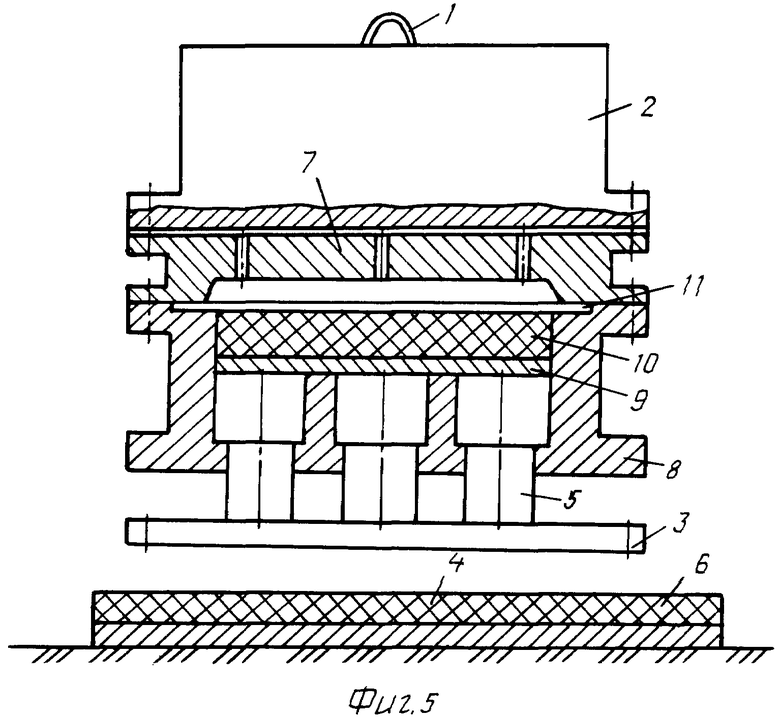
5. Пресс для листовой штамповки поясняется графическим материалом на фиг.5.
Пресс для листовой штамповки снабжен лебедкой с механизмом ее привода, блоками и тросом (на фиг.5 трос, блоки и лебедка не показаны), связанным с проушинами 1, выполненными на верхней платформе 2, стальными плитами 3, 4, одна из которых соединена болтами с нижней частью плунжеров 5, и упругим материалом 6 в виде слоя толщиной 1-500 мм и слоя толщиной 1-1000 мм, верхняя платформа 2 соединена с нижней стороны посредством болтов со штампом-матрицей 7 и с нижней платформой 8, которая с нижней стороны выполнена с цилиндрическими полостями, а в верхней части - полостью, в которой установлены другая стальная плита 9 и слой упругого материала 10 толщиной 1-1000 мм, а плунжеры 5 расположены в цилиндрических полостях нижней платформы с опорой с верхней стороны на установленные в полости нижней платформы 8 стальную плиту 9 и слой упругого материала 10 толщиной 1-1000 мм и с возможностью деформирования листа 11 в штампе-матрице 7 при перемещении верхней и нижней платформ 2, 8 и штампа-матрицы 7 вниз и удара по слою упругого материала толщиной 1-500 мм, стальной плите 4 и породе.
Пресс для листовой штамповки работает следующим образом:
Пресс в собранном виде лебедкой (на фиг.5 лебедка не показана) поднимается на определенную высоту и сбрасывается вниз. В момент удара стальной плиты 3 по упругому материалу 6, стальной плите 4 и породе плунжеры 5 и плита 3 мгновенно останавливаются, а платформы 2, 8 и штамп-матрица 7 продолжают перемещаться вниз, создавая давление на стальную плиту 9, упругий материал 10 и деформируемый лист 11, вдавливая его в полость матрицы 7.
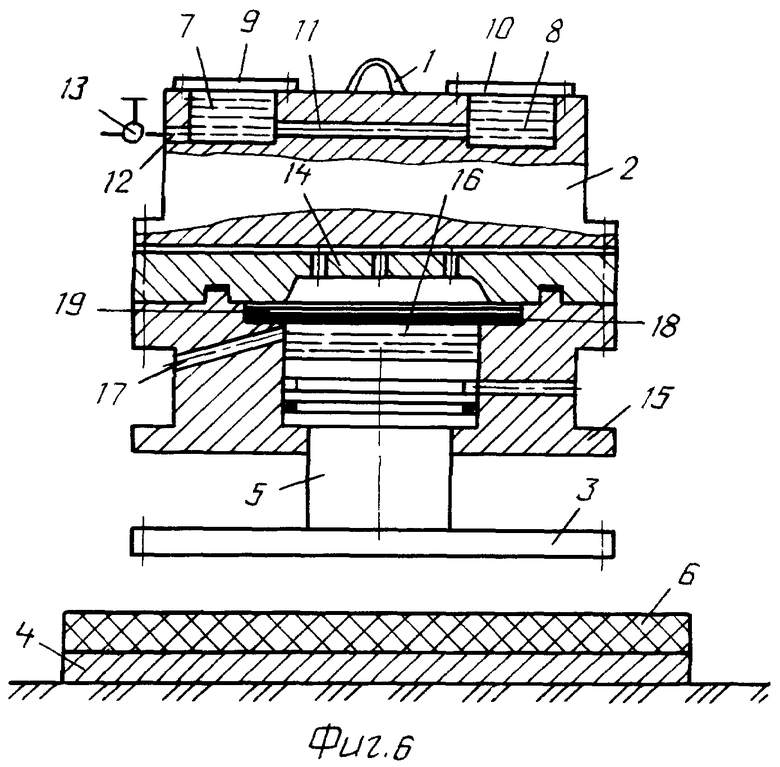
6. Пресс для листовой штамповки поясняется графическим материалом на фиг.6.
Пресс для листовой штамповки снабжен лебедкой с механизмом ее привода, блоками и тросом (на фиг.6 лебедка, механизм с приводом, блоки и трос не показаны), связанным с проушинами 1, выполненными на верхней платформе 2, стальными плитами 3, 4, одна из которых соединена болтами с нижней частью плунжера 5, упругим элементом и упругим материалом 6 в виде слоя толщиной 1-500 мм, верхняя платформа 2 выполнена с заполненными жидкостью полостями 7, 8, имеющими крышки 9, 10 и пробки и связанными между собой посредством канала 11, и с каналом 12 с вентилем 13 и соединена с нижней стороны болтами со штампом-матрицей 14 и нижней платформой 15, цилиндрическая полость 16 которой заполнена жидкостью с атмосферным давлением на высоту 1-1000 мм и связана с полостями 7, 8 верхней платформы 2 посредством канала 17 с вентилем 13, рукава и штуцера с обратным клапаном (на фиг.6 рукава и штуцера с обратным клапаном не показаны), а плунжер 5 установлен в упомянутой цилиндрической полости нижней платформы 15 с опорой с верхней стороны на жидкость и упругий элемент 18 с возможностью деформирования 1-10 листов 19 в штампе-матрице 14 при перемещении верхней и нижней платформ 2, 15 и штампа-матрицы 14 вниз и удара стальной плиты 3, соединенной с нижней частью плунжера 5, по слою упругого материала 6 толщиной 1-500 мм, стальной плите 4 и породе.
Пресс для листовой штамповки работает следующим образом:
Перед началом работы пресса полость 16 нижней платформы 15 заполняется жидкостью с атмосферным давлением из полостей 7, 8 через канал 11, вентиль 13 верхней платформы 2, рукав, штуцер с обратным шаровым клапаном (на фиг.6 рукав и штуцер с обратным шаровым клапаном не показаны) и канал 17 нижней платформы 15.
В момент удара стальной плиты 3 по упругому материалу 6, стальной плите 4 и породе плунжер 5 мгновенно останавливается, а платформы 2, 15 и штамп-матрица 14 продолжают перемещаться вниз, создавая высокое давление на плиту 3, плунжер 5, жидкость, упругий элемент 18 и деформируемые листы 19, которые вдавливаются в полость матрицы 14.
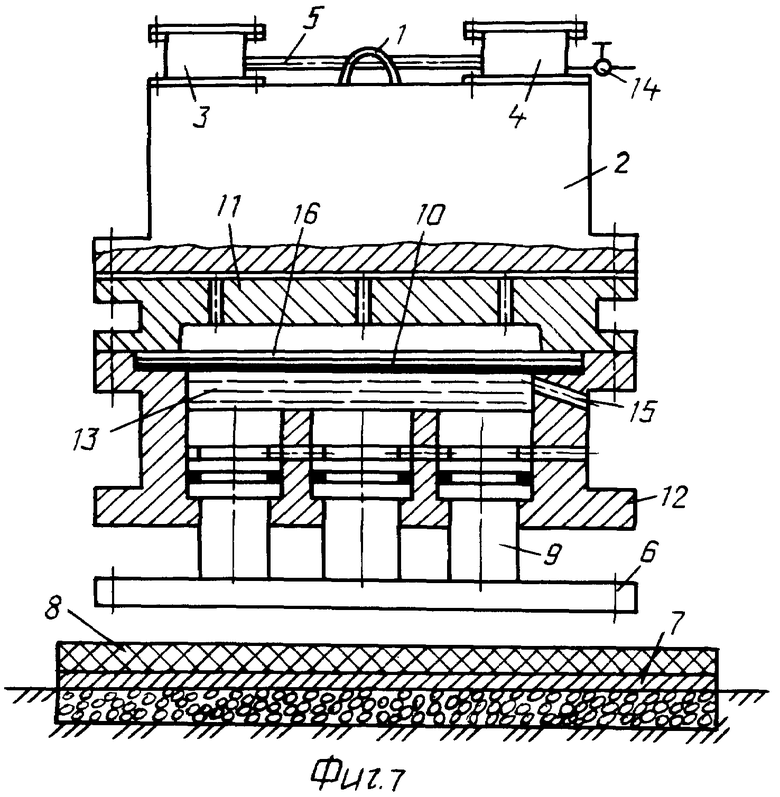
7. Пресс для листовой штамповки поясняется графическим материалом на фиг.7.
Пресс для листовой штамповки снабжен лебедкой с механизмом ее привода, блоками и тросом (на фиг.7 лебедка, механизм с приводом, блоки и трос не показаны), связанным с проушинами 1, выполненными на верхней платформе 2, установленными на упомянутой верхней платформе и заполненными жидкостью емкостями 3, 4 с крышками и пробками (на фиг.7 пробки и рукава не показаны), связанными между собой рукавом 5, стальными плитами 6, 7, упругим материалом 8 в виде слоя толщиной 1-500 мм, плунжерами 9 и упругим элементом 10, верхняя платформа 2 соединена с нижней стороны посредством болтов со штампом-матрицей 11 и с нижней платформой 12, которая с нижней стороны выполнена не более чем с 50 цилиндрическими полостями, расположенными не более чем в параллельных рядов, а в верхней части - с полостью 13, которая заполнена жидкостью с атмосферным давлением на высоту 1-1000 мм и связана с емкостями 3, 4 верхней платформы 2 посредством трубопровода 5 с вентилем 14, рукава, штуцера с шаровым обратным клапаном и канала (на фиг.7 рукава и штуцера с обратным клапаном не показаны) и канала 15, а плунжеры 9, соединенные нижней частью со стальной плитой 6, расположены в упомянутых цилиндрических полостях нижней платформы с опорой с верхней стороны на жидкость в полости 13 верхней части нижней платформы 12 и упругий элемент 10 с возможностью деформирования в полости штампа-матрицы 11 при перемещении верхней и нижней платформ 2, 12 и штампа-матрицы 11 вниз и удара стальной плиты 6, соединенной с нижними частями плунжеров 9, по слою упругого материала 8, стальной плите 7, слою песка толщиной 0,001-10 м и породе 1-10 листов 16.
Пресс для листовой штамповки работает следующим образом:
Перед началом работы пресса полость 13 нижней платформы 12 заполняется жидкостью с атмосферным давлением из емкостей 3, 4 через рукав, вентиль 13, рукав, штуцер с обратным шаровым клапаном (на фиг.7 рукав и штуцер с обратным клапаном не показаны) и канал 15 нижней платформы 12. Затем пресс в собранном виде лебедкой (на фиг.7 лебедка не показана) поднимается на определенную высоту и сбрасывается вниз.
В момент удара стальной плиты 6 по упругому материалу 7, стальной плите 8, слою песка или пескогравия плунжеры 9 мгновенно останавливаются, а платформы 2, 12 и штамп-матрица 11 продолжают перемещаться вниз, создавая высокое давление на стальную плиту 6, плунжеры 9, жидкость, упругий элемент 10 и деформируемые листы 16, которые вдавливаются в полость матрицы 11.
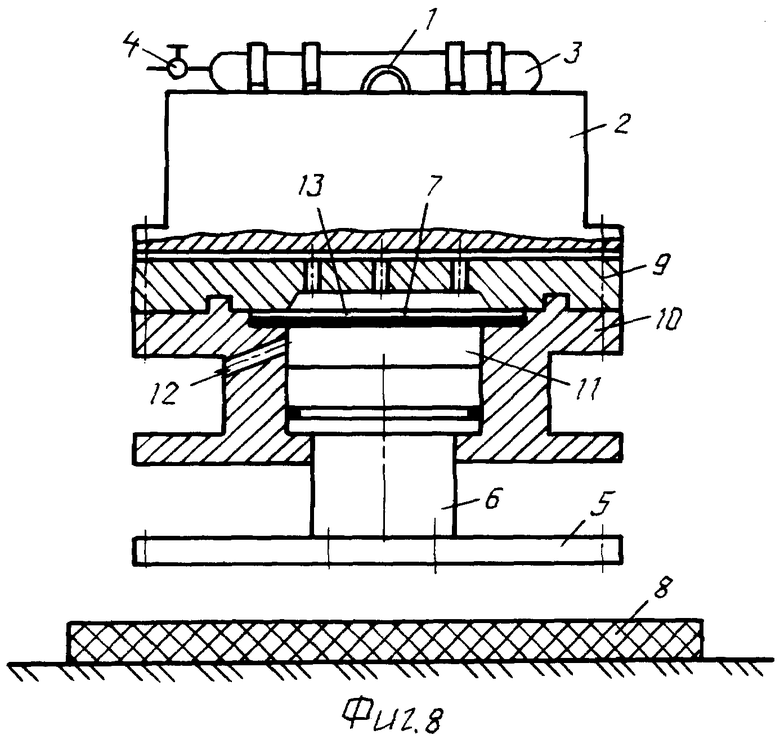
8. Пресс для листовой штамповки поясняется графическим материалом на фиг.8.
Пресс для листовой штамповки снабжен лебедкой с механизмом ее привода, блоками и тросом (на фиг.8 лебедка, механизм с приводом, блоки и трос не показаны), связанным с проушинами 1, выполненными на верхней платформе 2, установленным на верхней платформе и заполненным сжатым газом под давлением 10-25 МПа баллоном 3 с вентилем 4 и редуктором, стальной плитой 5, соединенной болтами с нижней частью плунжера 6, упругим элементом 7 и упругим материалом 8 в виде слоя толщиной 1-500 мм, верхняя платформа 2 соединена с нижней стороны посредством болтов со штампом-матрицей 9 и с нижней платформой 10, цилиндрическая полость 11 которой заполнена сжатым газом из баллона 3 верхней платформы 2 посредством вентиля 4, редуктора, (на фиг.8 рукава, штуцера с обратным шаровым клапаном не показаны) и канала 12, плунжер 6 расположен в упомянутой цилиндрической полости нижней платформы с опорой с верхней стороны на сжатый газ и упругий элемент 7 и с возможностью деформирования листа 3 в полости штампа-матрицы 8 при перемещении верхней и нижней платформ 2, 10 и штампа-матрицы 9 вниз и удара стальной плиты 5 по слою упругого материала 8 и породе.
Пресс для листовой штамповки работает следующим образом:
Перед началом работы пресса полость 11 нижней платформы 10 заполняется сжатым газом из баллона 3, через вентиль 4, рукав, штуцер с обратным шаровым клапаном (на фиг.8 рукав, штуцер с обратным шаровым клапаном не показаны) и канал 12 указанной платформы. Затем пресс лебедкой (на фиг.8 лебедка не показана) поднимается на определенную высоту и сбрасывается вниз.
В момент удара стальной плиты 5 по упругому материалу 8 и породе плунжер 6 мгновенно останавливается, а платформы 2, 10, штамп-матрица 9 и баллон 3 продолжают перемещаться вниз, создавая высокое давление на стальную плиту 5, плунжер 6, сжатый газ, упругий элемент 7 и деформируемый лист 13, вдавливая его в полость матрицы 9.
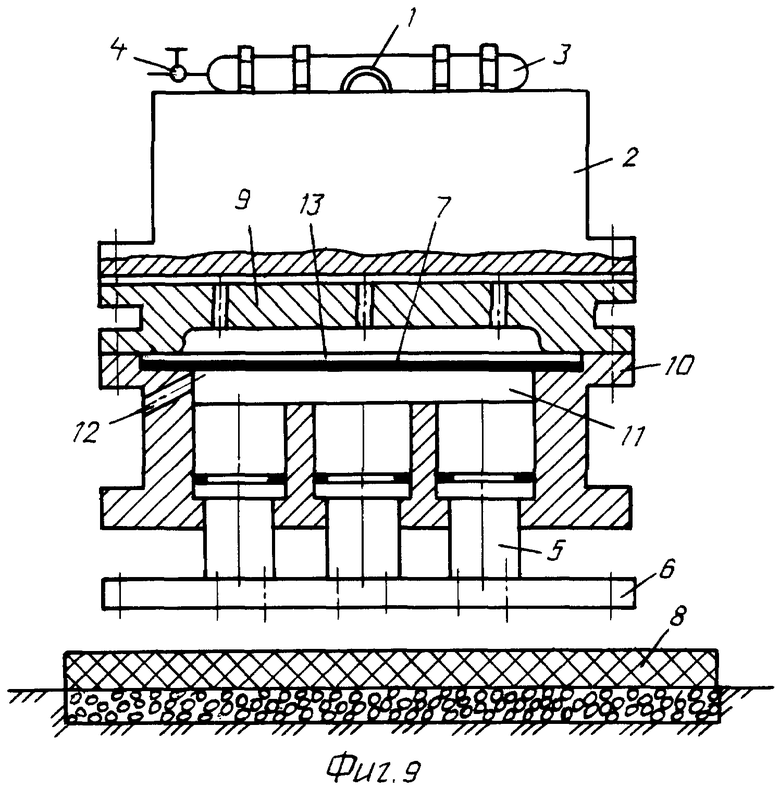
9. Пресс для листовой штамповки поясняется графическим материалом на фиг.9.
Пресс для листовой штамповки снабжен лебедкой с механизмом ее привода, блоками и тросом (на фиг.9 лебедка с механизмом ее привода, блоками и трос не показаны), связанным с проушинами 1, выполненными на верхней платформе 2, установленными на верхней платформе и заполненными сжатым газом под давлением 10-25 МПа баллоном 3 с вентилем 4 и редуктором, плунжерами 5, стальной плитой 6, соединенной болтами с нижней частью плунжеров, упругим элементом 7 и упругим материалом 8 в виде слоя толщиной 1-500 мм, верхняя платформа 2 соединена с нижней стороны посредством болтов со штампом-матрицей 9 и с нижней платформой 10, которая с нижней стороны выполнена не более чем с 50 цилиндрическими полостями, а в верхней части - с полостью 11, которая заполнена сжатым газом из баллона 3 верхней платформы посредством вентиля 4, редуктора, рукава, штуцера с обратным шаровым клапаном (на фиг.9 рукав, штуцера с обратным шаровым клапаном не показаны) и канала 12, плунжеры 5 расположены в упомянутых полостях с нижней стороны нижней платформы 10 с опорой с верхней стороны на сжатый газ и упругий элемент 7 и с возможностью деформирования листа 13 в полости штампа-матрицы 9 при перемещении верхней и нижней платформ 2, 10 и штампа-матрицы 9 вниз и удара стальной плиты 6 по слою упругого материала 8, слою песка или пескогравия толщиной 0.001-10 м и породе.
Пресс для листовой штамповки работает следующим образом:
Перед началом работы пресса полость 11 нижней платформы 10 заполняется сжатым газом из баллона 3, через вентиль 4, рукав, штуцер с обратным шаровым клапаном (на фиг.9 рукав, штуцера с обратным шаровым клапаном не показаны) и канал 12 указанной платформы. Затем пресс лебедкой (на фиг.9 лебедка не показана) поднимается на определенную высоту и сбрасывается вниз.
В момент удара стальной плиты 6 по упругому материалу 8, слою песка и породе плунжеры 5 мгновенно останавливаются, а платформы 2, 10, штамп-матрица 9 и баллон 3 продолжают перемещаться вниз, создавая высокое давление на стальную плиту 6, плунжеры 5, сжатый газ, упругий элемент 7, деформируемый лист 13, вдавливая его в полость матрицы 9.
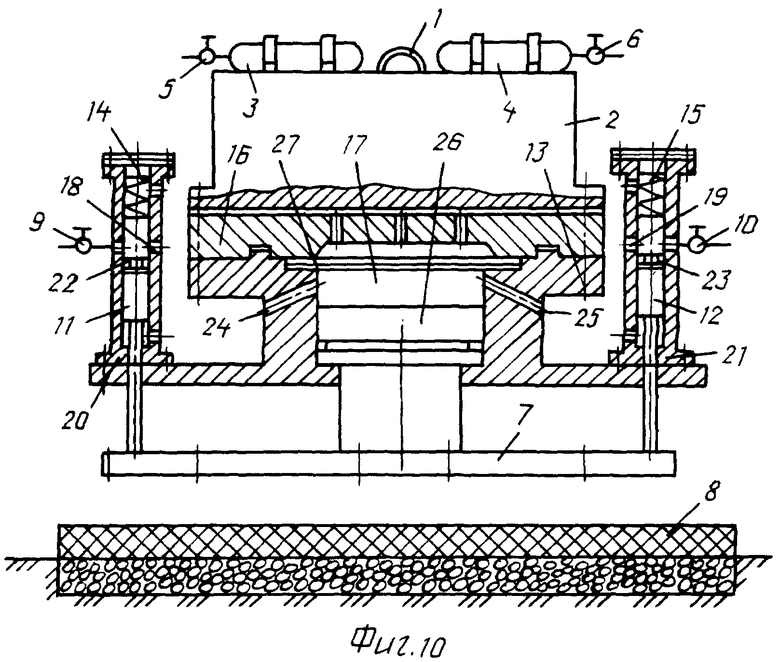
10. Пресс для листовой штамповки поясняется графическим материалом на фиг.10.
Пресс для листовой штамповки снабжен лебедкой с механизмом ее привода, блоками и тросом (на фиг.10 лебедка с механизмом ее привода, блоки и трос не показаны), связанным с проушинами 1, выполненными на верхней платформе 2, установленными на верхней платформе и заполненными взрывчатой смесью кислорода и природного газа под давлением 10-25 МПа баллонами 3, 4 с вентилями 5, 6 и редукторами, стальной плитой 7, упругим материалом 8 в виде слоя толщиной 1-500 мм и оснащенными вентилями 9, 10 золотниковыми клапанами 11, 12 которые установлены на фланце выполненном на нижний платформе 13 с опорой с верхней стороны на пружины 14, 15, а с нижней стороны - на стальную плиту 7, верхняя платформа 2 соединена с нижней стороны посредством болтов со штампом-матрицей 16 и с нижней платформой 13, которая снабжена свечой зажигания (на фиг.10 свеча зажигания не показана), цилиндрическая полость 17 нижней платформы заполнена взрывчатой смесью кислорода и природного газа из баллонов 3, 4 верхней платформы 2 посредством вентилей 5, 6 и редукторов баллонов, рукавов, вентилей (на фиг.10 редуктора и рукава не показаны) золотниковых клапанов 9, 10, каналов 18, 19 в корпусах 20, 21 и золотниках золотниковых клапанов 22, 23, штуцеров с обратными шаровыми клапанами (на фиг.10 штуцера с обратными шаровыми клапанами не показаны) и каналов 24, 25, выполненных в нижней платформе 13, а плунжер 26 расположен в упомянутой цилиндрической полости нижней платформы 13 с опорой с верхней стороны на взрывчатую смесь кислорода и природного газа, а с нижней стороны - на стальную плиту 7, и с возможностью деформирования 1-10 листов 27 в полости штампа-матрицы 16 при перемещении верхней и нижней платформ 2, 13 и штампа-матрицы 16 вниз и удара стальной плиты 7 по слою упругого материала 8, слою песка или пескогравия толщиной 0.001-10 м и грунту.
Пресс для листовой штамповки работает следующим образом:
Пресс в собранном виде лебедкой (на фиг.10 лебедка не показана) поднимается на определенную высоту и сбрасывается вниз. В момент удара стальной плиты 7 по упругому материалу 8, слою песка или пескогравия и грунт, указанная плита, плунжер 26 и золотники 11, 12 мгновенно останавливаются, а платформы 2, 13, штамп-матрица 16, баллоны 3, 4 и золотниковые корпуса 21, 22 продолжают перемещаться вниз, в определенный момент времени каналы 18, 19 золотниковых корпусов 20, 21 и каналы 22, 23 золотников 11, 12 совпадают. В этот момент в полость 17 нижней платформы 13 из баллона 3 под давлением 10-25 МПа подается кислород, а из баллона 4 - природный газ через вентили 5, 6, рукава, вентили 9, 10 золотниковых клапанов 11, 12 и каналы 18, 22 и 19, 23, рукава, штуцеры с обратными шаровыми клапанами (на фиг.10 рукава штуцеры с обратными шаровыми шаровыми клапанами не показаны) и каналы 24, 25 нижней платформы 13. От электрической схемы зажигания в свече зажигания происходит искрение (на фиг.10 электрическая схема зажигания и свеча зажигания не показаны) и взрыв смеси кислорода и природного газа в полости 17. За счет высокого давления газа деформируемые листы 27 вдавливаются в полость матрицы 16. Вентили 5, 6, 9, 10 закрывают специальные автоматические устройства (на фиг.10 специальные автоматические устройства не показаны). После этого производится разборка штампа и вместо готовой детали устанавливают новые деформируемые листы.
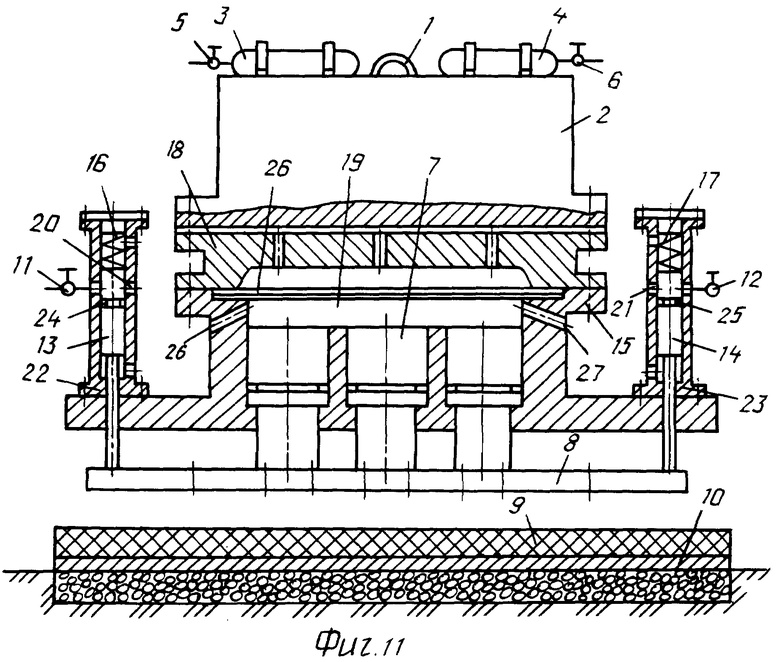
11. Пресс для листовой штамповки поясняется графическим материалом на фиг.11.
Пресс для листовой штамповки снабжен лебедкой с механизмом ее привода, блоками и тросом (на фиг.11 лебедка с механизмом ее привода, блоками и трос не показаны), связанным с проушинами 1, выполненными на верхней платформе 2, установленными на верхней платформе и заполненными взрывчатой смесью кислорода и природного газа под давлением 10-25 МПа баллонами 3, 4 с вентилями 5, 6 и редукторами, свечой зажигания (на фиг.11 редуктор и свеча зажигания не показаны), плунжерами 7, стальной плитой 8, закрепленной посредством болтов на нижних частях плунжеров, упругим материалом 9 в виде слоя толщиной 1-500 мм, стальной плитой и оснащенными вентилями 11, 12, золотниковыми клапанами 13, 14, которые установлены на фланце, выполненном на нижней платформе 15, с опорой с верхней стороны на пружины 16, 17, а с нижней стороны - на стальную плиту 8, верхняя платформа 2 соединена с нижней стороны посредством болтов со штампом-матрицей 18 и с нижней платформой 15, которая снабжена свечой зажигания (на фиг.11 свеча зажигания не показана) и выполнена с полостью 19, заполненной взрывчатой смесью кислорода и природного газа из баллонов 3, 4 верхней платформы 2 посредством вентилей 5, 6 и редукторов баллонов, рукавов, вентилей 11, 12, золотниковых клапанов 13, 14 (на фиг.11 редуктор и рукава не показаны), каналов 20, 21 в корпусах 22, 23 и золотниках 24, 25 золотниковых клапанов, штуцеров с обратными шаровыми клапанами (на фиг.11 штуцера с обратными шаровыми клапанами не показаны) и каналов 26, 27, выполненных в нижней платформе 15, и с цилиндрическими полостями, а плунжеры 7 расположены в упомянутых цилиндрических полостях нижней платформы 15 с опорой с верхней стороны на взрывчатую смесь кислорода и природного газа и с возможностью деформирования в полости штампа-матрицы 18 при перемещении верхней и нижней платформ 2, 15 и штампа-матрицы 18 вниз и удара стальной плиты 8 по слою упругого материала 9, стальной плите 10, слою песка или пескогравия толщиной 0.001-10 м и грунту 1-10 листов 26 с размещением между деформируемыми листами, а также между верхним из них и поверхностью штампа-матрицы слоя смазки.
Пресс для листовой штамповки работает следующим образом:
Пресс в собранном виде лебедкой (на фиг.11 лебедка не показана) поднимается на определенную высоту и сбрасывается вниз. В момент удара стальной плиты 8 по упругому материалу 9, стальной плите 10, слою песка или пескогравия и грунту стальная плита 8, плунжеры 7 и золотники 13, 14 мгновенно останавливаются, а платформы 2, 15, штамп-матрица 18, баллоны 3, 4 и золотниковые корпуса 22, 23 продолжают перемещаться вниз, в определенный момент времени каналы 20, 21 золотниковых корпусов и каналы 24, 25 золотников 13, 14 совпадают. В этот момент в полость 19 нижней платформы 15 из баллона 3 под давлением 10-25 МПа подается кислород, а из баллона 4 - природный газ через вентили 5, 6, рукава, вентили 11, 12 золотниковых клапанов 13, 14 и каналы 20, 21 и 24, 25, рукава, штуцеры с обратными шаровыми клапанами (на фиг.11 рукава, штуцеры с обратными шаровыми клапанами не показаны) и каналы 26, 27 нижней платформы 15. От электрической схемы зажигания в свече зажигания происходит искрение (на фиг.11 электрическая схема зажигания и свеча зажигания не показаны) и взрыв смеси кислорода и природного газа в полости 19. За счет высокого давления газа деформируемые листы 26 вдавливаются в полость матрицы 18. Вентили 5, 6, 11, 12 закрывают специальные автоматические устройства (на фиг.11 специальные автоматические устройства не показаны). После этого производится разборка штампа и вместо готовой детали устанавливают новые деформируемые листы.
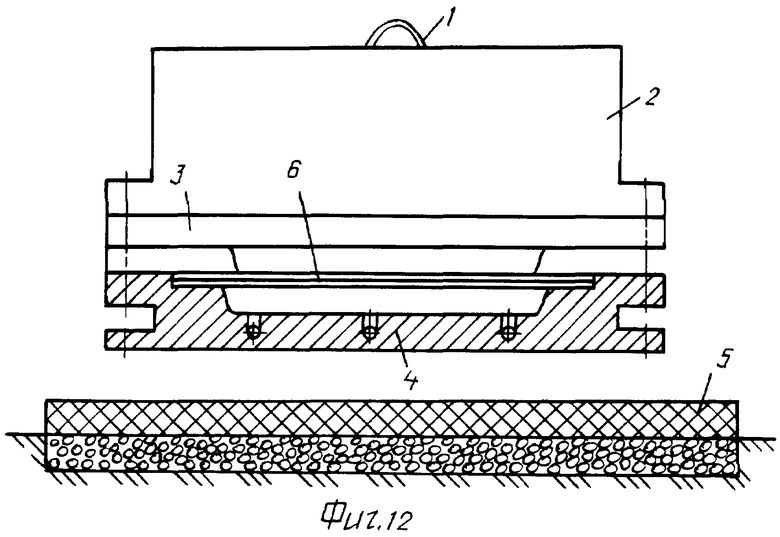
12. Пресс для листовой штамповки поясняется графическим материалом на фиг.12.
Пресс для листовой штамповки снабжен лебедкой с механизмом ее привода, блоками и тросом (на фиг.12 лебедка с механизмом ее привода, блоки и трос не показаны), связанным с проушинами 1, выполненными на верхней платформе 2, верхним пуансоном 3, нижней матрицей 4 с полостью и упругим материалом 5 в виде слоя, при этом верхняя платформа 2 с нижней стороны соединена посредством болтов с упомянутыми верхним пуансоном 3 и нижней матрицей 4 с возможностью деформирования 1-10 листов 6 в полости матрицы в результате перемещения верхней платформы 2, пуансона 3 и матрицы 4 вниз, удара матрицы по слою упругого материала 5, слою песка или пескогравия толщиной 0,001-10 м и породе, ее остановки и перемещения верхней платформы 2 с пуансоном 3 вниз с обеспечением вдавливания 1-10 деформируемых листов 6 в полость матрицы 4.
Пресс для листовой штамповки работает следующим образом:
Пресс в собранном виде лебедкой (на фиг.12 лебедка не показана) поднимается на определенную высоту и сбрасывается вниз. В момент удара штампа-матрицы 4 по упругому материалу 5, слою песка и породе нижний штамп-матрица 4 мгновенно останавливается, а платформа 2 и верхний штамп 3 с пуансоном, перемещаясь вниз, вдавливает деформируемые листы 6 в полость матрицы 4.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРЕСС-МОЛОТ | 2006 |
|
RU2329115C2 |
| ПРЕСС-МОЛОТ ДЛЯ ЛИСТОВОЙ ШТАМПОВКИ | 2006 |
|
RU2388568C2 |
| ПРЕСС-МОЛОТ ДЛЯ ЛИСТОВОЙ ШТАМПОВКИ | 2006 |
|
RU2391173C2 |
| ПРЕСС-МОЛОТ (ВАРИАНТЫ) | 2003 |
|
RU2291023C2 |
| ПРЕСС-МОЛОТ ДЛЯ ЛИСТОВОЙ ШТАМПОВКИ | 2006 |
|
RU2388567C2 |
| ПРЕСС-МОЛОТ | 2006 |
|
RU2319572C2 |
| ПРЕСС-МОЛОТ | 2006 |
|
RU2320445C2 |
| ПРЕСС-МОЛОТ | 2006 |
|
RU2324566C2 |
| ПРЕСС-МОЛОТ | 2007 |
|
RU2378079C2 |
| ПРЕСС-МОЛОТ | 2006 |
|
RU2339482C2 |
Изобретения относятся к обработке металлов давлением и могут быть использованы в технологических машинах для осуществления операций листовой штамповки. В соответствии со всеми вариантами выполнения пресс содержит верхнюю платформу и лебедку с механизмом ее привода, блоками и тросом, связанным с проушинами верхней платформы. Деформирование листов в технологической оснастке обеспечивается при перемещении верхней платформы и удара по слою упругого материала и слою песка или пескогравия, или породе. В качестве технологической оснастки могут быть использованы штамп-матрица или матрица. В результате обеспечивается снижение стоимости пресса и увеличение срока службы технологической оснастки. 12 н.п. ф-лы, 12 ил.
1. Пресс для листовой штамповки, содержащий верхнюю платформу, нижнюю платформу с полостью, плунжер, нижняя часть которого расположена в полости нижней платформы, и штамп-матрицу, отличающийся тем, что он снабжен лебедкой с механизмом ее привода, блоками и тросом, связанным с проушинами, выполненными на верхней платформе, стальной плитой, соединенной болтами с верхней платформой с ее нижней стороны и с верхней частью плунжера, и упругим материалом в виде слоя толщиной 1-500 мм, нижняя платформа снабжена стальными пластинами, соединенными болтами с верхней частью нижней платформы, нижняя часть плунжера расположена с опорой с верхней стороны на указанные стальные пластины, а с нижней стороны - на слой сыпучего материала высотой 1-1000 мм, расположенного в полости нижней платформы, с возможностью деформирования в штампе-матрице при перемещении верхней и нижней платформ и штампа-матрицы вниз и удара по слою упругого материала и породе 1-10 листов с размещением между нижним из них и верхней поверхностью штампа-матрицы слоя густой смазки.
2. Пресс для листовой штамповки, содержащий верхнюю платформу, нижнюю платформу с полостью, плунжер и штамп-матрицу, отличающийся тем, что он снабжен лебедкой с механизмом ее привода, блоками и тросом, связанным с проушинами, выполненными на верхней платформе, стальной плитой, соединенной болтами с нижней частью плунжера, и упругим материалом в виде слоя толщиной 1-500 мм, верхняя платформа соединена с нижней стороны посредством болтов со штампом-матрицей и с нижней платформой, в полости которой расположен плунжер с опорой с верхней стороны на размещенный в упомянутой полости слой сыпучего материала толщиной 1-1000 мм с возможностью деформирования в штампе-матрице при перемещении верхней и нижней платформ и штампа-матрицы вниз и удара по слою упругого материала и породе 1-10 листов с размещением между верхним деформируемым листом и нижней поверхностью штампа-матрицы слоя густой смазки.
3. Пресс для листовой штамповки, содержащий верхнюю и нижнюю платформы и штамп-матрицу, отличающийся тем, что он снабжен лебедкой с механизмом ее привода, блоками и тросом, связанным с проушинами, выполненными на верхней платформе, стальными плитами, упругим материалом в виде слоя толщиной 1-500 мм и плунжерами, верхняя платформа соединена с нижней стороны посредством болтов со штампом-матрицей и с нижней платформой, которая с нижней стороны выполнена не более чем с 1000 цилиндрическими полостями, расположенными не более чем в 30 параллельных рядов, а с верхней стороны - с полостью, в которой установлены стальная плита и слой сыпучего материала, например песка, толщиной 1-1000 мм, плунжеры, соединенные нижней частью с другой стальной плитой, расположены в цилиндрических полостях нижней платформы с опорой с верхней стороны на стальную плиту, расположенную в полости нижней платформы, и слой сыпучего материала и с возможностью деформирования в штампе-матрице при перемещении верхней и нижней платформ и штампа-матрицы вниз и удара по слою упругого материала, стальной плите, слою песка или пескогравия толщиной 0,001-10 м и породе 1-10 листов с размещением между деформируемыми листами, а также между верхним из них и поверхностью штампа-матрицы слоя смазки.
4. Пресс для листовой штамповки, содержащий верхнюю платформу, нижнюю платформу с полостью, плунжер и штамп-матрицу, отличающийся тем, что он снабжен лебедкой с механизмом ее привода, блоками и тросом, связанным с проушинами, выполненными на верхней платформе, стальными плитами, одна из которых соединена болтами с нижней частью плунжера, и упругим материалом в виде слоя толщиной 1-500 мм и слоя толщиной 1-1000 мм, верхняя платформа соединена с нижней стороны посредством болтов со штампом-матрицей и с нижней платформой, в полости которой расположен плунжер с опорой с верхней стороны на размещенные в упомянутой полости другую стальную пластину и слой упругого материала толщиной 1-1000 мм и с возможностью деформирования листа в штампе-матрице при перемещении верхней и нижней платформ и штампа-матрицы вниз и удара по слою упругого материала толщиной 1 -500 мм и породе.
5. Пресс для листовой штамповки, содержащий верхнюю платформу, нижнюю платформу, плунжеры и штамп-матрицу, отличающийся тем, что он снабжен лебедкой с механизмом ее привода, блоками и тросом, связанным с проушинами, выполненными на верхней платформе, стальными плитами, одна из которых соединена болтами с нижней частью плунжеров, и упругим материалом в виде слоя толщиной 1-500 мм и слоя толщиной 1-1000 мм, верхняя платформа соединена с нижней стороны посредством болтов со штампом-матрицей и с нижней платформой, которая с нижней стороны выполнена с цилиндрическими полостями, а в верхней части - с полостью, в которой установлены другая стальная плита и слой упругого материала толщиной 1-1000 мм, а плунжеры расположены в цилиндрических полостях нижней платформы с опорой с верхней стороны на установленные в полости нижней платформы стальную плиту и слой упругого материала толщиной 1-1000 мм и с возможностью деформирования листа в штампе-матрице при перемещении верхней и нижней платформ и штампа-матрицы вниз и удара по слою упругого материала толщиной 1-500 мм, стальной плите и породе.
6. Пресс для листовой штамповки, содержащий верхнюю платформу, нижнюю платформу с цилиндрической полостью, плунжер и штамп-матрицу с полостью, отличающийся тем, что он снабжен лебедкой с механизмом ее привода, блоками и тросом, связанным с проушинами, выполненными на верхней платформе, стальными плитами, одна из которых соединена болтами с нижней частью плунжера, упругим элементом и упругим материалом в виде слоя толщиной 1-500 мм, верхняя платформа выполнена с заполненными жидкостью полостями, имеющими крышки и пробки и связанными между собой посредством канала, и с каналом с вентилем и соединена с нижней стороны болтами со штампом-матрицей и нижней платформой, цилиндрическая полость которой заполнена жидкостью с атмосферным давлением на высоту 1-1000 мм и связана с полостями верхней платформы посредством канала с вентилем, рукава и штуцера с обратным клапаном, а плунжер установлен в упомянутой цилиндрической полости нижней платформы с опорой с верхней стороны на жидкость и упругий элемент с возможностью деформирования 1-10 листов в штампе-матрице при перемещении верхней и нижней платформ и штампа-матрицы вниз и удара стальной плиты, соединенной с нижней частью плунжера, по слою упругого материала толщиной 1-500 мм, стальной плите и породе.
7. Пресс для листовой штамповки, содержащий верхнюю и нижнюю платформы и штамп-матрицу с полостью, отличающийся тем, что он снабжен лебедкой с механизмом ее привода, блоками и тросом, связанным с проушинами, выполненными на верхней платформе, установленными на упомянутой верхней плите и заполненными жидкостью емкостями с крышками и пробками, связанными между собой рукавом, стальными плитами, упругим материалом в виде слоя толщиной 1-500 мм, плунжерами и упругим элементом, верхняя платформа соединена с нижней стороны посредством болтов со штампом-матрицей и с нижней платформой, которая с нижней стороны выполнена не более чем с 50 цилиндрическими полостями, расположенными не более чем в 5 параллельных рядов, а в верхней части - с полостью, которая заполнена жидкостью с атмосферным давлением на высоту 1-1000 мм и связана с емкостями верхней платформы посредством трубопровода с вентилем, рукава, штуцера с шаровым обратным клапаном и канала, а плунжеры, соединенные нижней частью со стальной плитой, расположены в упомянутых цилиндрических полостях нижней платформы с опорой с верхней стороны на жидкость в полости верхней части нижней платформы и упругий элемент с возможностью деформирования в полости штампа-матрицы при перемещении верхней и нижней платформ и штампа-матрицы вниз и удара стальной плиты, соединенной с нижними частями плунжеров, по слою упругого материала, стальной плите, слою песка толщиной 0,001-10 м и породе 1-10 листов.
8. Пресс для листовой штамповки, содержащий верхнюю платформу, нижнюю платформу с цилиндрической полостью, плунжер и штамп-матрицу с полостью, отличающийся тем, что он снабжен лебедкой с механизмом ее привода, блоками и тросом, связанным с проушинами, выполненными на верхней платформе, установленным на верхней платформе и заполненным сжатым газом под давлением 10-25 МПа баллоном с вентилем и редуктором, стальной плитой, соединенной болтами с нижней частью плунжера, упругим элементом и упругим материалом в виде слоя толщиной 1-500 мм, верхняя платформа соединена с нижней стороны посредством болтов со штампом-матрицей и с нижней платформой, цилиндрическая полость которой заполнена сжатым газом из баллона верхней платформы посредством вентиля, редуктора, рукава, штуцера с обратным шаровым клапаном и канала, плунжер расположен в упомянутой цилиндрической полости нижней платформы с опорой с верхней стороны на сжатый газ и упругий элемент и с возможностью деформирования листа в полости штампа-матрицы при перемещении верхней и нижней платформ и штампа-матрицы вниз и удара стальной плиты по слою упругого материала и породе.
9. Пресс для листовой штамповки, содержащий верхнюю и нижнюю платформы и штамп-матрицу с полостью, отличающийся тем, что он снабжен лебедкой с механизмом ее привода, блоками и тросом, связанным с проушинами, выполненными на верхней платформе, установленным на верхней платформе и заполненным сжатым газом под давлением 10-25 МПа баллоном с вентилем и редуктором, плунжерами, стальной плитой, соединенной болтами с нижней частью плунжеров, упругим элементом и упругим материалом в виде слоя толщиной 1-500 мм, верхняя платформа соединена с нижней стороны посредством болтов со штампом-матрицей и с нижней платформой, которая с нижней стороны выполнена не более чем с 50 цилиндрическими полостями, а в верхней части - с полостью, которая заполнена сжатым газом из баллона верхней платформы посредством вентиля, редуктора, рукава, штуцера с обратным шаровым клапаном и канала, плунжеры расположены в упомянутых полостях с нижней стороны нижней платформы с опорой с верхней стороны на сжатый газ и упругий элемент и с возможностью деформирования листа в полости штампа-матрицы при перемещении верхней и нижней платформ и штампа-матрицы вниз и удара стальной плиты по слою упругого материала, слою песка или пескогравия толщиной 0,001-10 м и породе.
10. Пресс для листовой штамповки, содержащий верхнюю платформу, нижнюю платформу с цилиндрической полостью, плунжер и штамп-матрицу с полостью, отличающийся тем, что он снабжен лебедкой с механизмом ее привода, блоками и тросом, связанным с проушинами, выполненными на верхней платформе, установленными на верхней платформе и заполненными взрывчатой смесью кислорода и природного газа под давлением 10-25 МПа баллонами с вентилями и редукторами, стальной плитой, упругим материалом в виде слоя толщиной 1-500 мм и оснащенными вентилями золотниковыми клапанами, которые установлены на фланце, выполненном на нижней платформе, с опорой с верхней стороны на пружины, а с нижней стороны - на стальную плиту, верхняя платформа соединена с нижней стороны посредством болтов со штампом-матрицей и с нижней платформой, которая снабжена свечой зажигания, цилиндрическая полость нижней платформы заполнена взрывчатой смесью кислорода и природного газа из баллонов верхней платформы посредством вентилей и редукторов баллонов, рукавов, вентилей золотниковых клапанов, каналов в корпусах и золотниках золотниковых клапанов, штуцеров с обратными шаровыми клапанами и каналов, выполненных в нижней платформе, а плунжер расположен в упомянутой цилиндрической полости нижней платформы с опорой с верхней стороны на взрывчатую смесь кислорода и природного газа, а с нижней стороны - на стальную плиту, и с возможностью деформирования в полости штампа-матрицы при перемещении верхней и нижней платформ и штампа-матрицы вниз и удара стальной плиты по слою упругого материала, слою песка или пескогравия толщиной 0,001-10 м и грунту 1-10 листов.
11. Пресс для листовой штамповки, содержащий верхнюю и нижнюю платформы и штамп-матрицу с полостью, отличающийся тем, что он снабжен лебедкой с механизмом ее привода, блоками и тросом, связанным с проушинами, выполненными на верхней платформе, установленными на верхней платформе и заполненными взрывчатой смесью кислорода и природного газа под давлением 10-25 МПа баллонами с вентилями и редукторами, свечой зажигания, плунжерами, стальной плитой, закрепленной посредством болтов на нижних частях плунжеров, упругим материалом в виде слоя толщиной 1-500 мм, стальной трубой и оснащенными вентилями золотниковыми клапанами, которые установлены на фланце, выполненном на нижней платформе, с опорой с верхней стороны на пружины, а с нижней стороны - на стальную плиту, верхняя платформа соединена с нижней стороны посредством болтов со штампом-матрицей и с нижней платформой, которая снабжена свечой зажигания и выполнена с полостью, заполненной взрывчатой смесью кислорода и природного газа из баллонов верхней платформы посредством вентилей и редукторов баллонов, рукавов, вентилей золотниковых клапанов, каналов в корпусах и золотниках золотниковых клапанов, штуцеров с обратными шаровыми клапанами и каналов, выполненных в нижней платформе, и с цилиндрическими полостями, а плунжеры расположены в упомянутых цилиндрических полостях нижней платформы с опорой с верхней стороны на взрывчатую смесь кислорода и природного газа и с возможностью деформирования в полости штампа-матрицы при перемещении верхней и нижней платформ и штампа-матрицы вниз и удара стальной плиты по слою упругого материала, стальной плите, слою песка или пескогравия толщиной 0,001-10 м грунту 1-10 листов с размещением между деформируемыми листами, а также между верхним из них и поверхностью штампа-матрицы слоя смазки.
12. Пресс для листовой штамповки, содержащий верхнюю платформу, отличающийся тем, что он снабжен лебедкой с механизмом ее привода, блоками и тросом, связанным с проушинами, выполненными на верхней платформе, верхним пуансоном, нижней матрицей с полостью и упругим материалом в виде слоя, при этом верхняя платформа с нижней стороны соединена посредством болтов с упомянутыми верхним пуансоном и нижней матрицей с возможностью деформирования 1-10 листов в полости матрицы в результате перемещения верхней плиты, пуансона и матрицы вниз, удара матрицы по слою упругого материала, слою песка или пескогравия толщиной 0,001-10 м и породе, ее остановки и перемещения верхней платформы с пуансоном вниз с обеспечением вдавливания 1-10 деформируемых листов в полость матрицы.
| ПРЕСС-МОЛОТ | 2003 |
|
RU2294811C2 |
| ПРЕСС-МОЛОТ (ВАРИАНТЫ) | 2003 |
|
RU2291023C2 |
| ГИДРАВЛИЧЕСКИЙ ВИНТОВОЙ ПРЕСС-МОЛОТ | 0 |
|
SU323181A1 |
| US 4245493 А, 20.01.1981. | |||

