Изобретение относится к медицине, а именно к стоматологии, и может быть использовано при изготовлении полных и частичных съемных верхнечелюстных протезов компрессионным способом прессования пластмассы.
Одним из условий фиксации и стабилизации полных съемных протезов является создание разряженного пространства под всем протезом с помощью краевого замыкающего клапана. При изготовлении полных и частичных съемных верхнечелюстных протезов широко используют компрессионный метод замены воска на пластмассу как менее дорогостоящий для пациентов. Более прогрессивные методы требуют приобретения дорогостоящего оборудования, специальных навыков, обучения, что удорожает оплату услуг стоматолога. Однако известно, что компрессионный метод замены воска на пластмассу неизбежно ведет к деформации базиса протеза, в том числе и по его дистальной границе, нарушая краевое прилегание протеза (Тренкеншу Рудольф. «От оттиска до изготовления модели» // Панорама ортопедической стоматологии, №2, 2001, с.21024).
Возникает задача снижения деформации базиса протеза при компрессионном методе замены воска на пластмассу.
Наиболее близким к предлагаемому является способ обеспечения краевого прилегания верхнечелюстных съемных протезов по дистальной границе, в соответствии с которым после примерки и окончательного моделирования воскового аналога верхнечелюстного протеза, вдоль его дистальной границы параллельно линии «А» от крылочелюстной выемки с одной стороны до другой формируют из воска сводчатое ребро жесткости, которое выходит за пределы линии «А» за дорсальную границу модели, заменяют компрессионным методом воск на пластмассу, убирают лишнюю пластмассу с отмоделированной поверхности базиса полученного протеза (Юрген Дапприх и Эрнст Ойтман. «Протезирование при полной адентии», 2007, с.129).
Недостаток известного способа состоит в том, что создаваемый дополнительный объем пластмассового теста вдоль дистальной границы увеличивает усадку в данной области протеза и, как следствие, это ведет к деформации базиса протеза вдоль дистальной границы. При этом поскольку сформированное ребро имеет сводчатую форму его края пологие и податливы на изгиб, что снижает силы противодействия усадке пластмассы при изготовлении базиса протеза компрессионным методом и так же приводит к заметной деформации базиса протеза вдоль дистальной границы. Кроме того, после наложения пластмассового теста по дистальной границе и получения протеза со сводчатым ребром жесткости отсутствует четкий контроль границы расположения линии «А», что искажает дистальный отдел протеза при удалении излишков пластмассы и также ухудшает краевое прилегание готового протеза вдоль его дистальной границы.
Заявляемое изобретение решает задачу создания способа получения краевого прилегания верхнечелюстных съемных протезов по дистальной границе, осуществление которого обеспечивает достижение технического результата, заключающегося в улучшении краевого прилегания протеза по дистальной границе при использовании компрессионного метода замены воска на пластмассу.
Сущность заявленного изобретения заключается в том, что в способе получения краевого прилегания верхнечелюстных съемных протезов по дистальной границе, включающем окончательное моделирование воскового аналога верхнечелюстного протеза, формирование из воска ребра жесткости вдоль его дистальной границы параллельно линии «А» в обе стороны от крылочелюстной выемки, замену воска на пластмассу компрессионным методом, новым является то, что после окончательного моделирования воскового аналога верхнечелюстного протеза предварительно вдоль его дистальной границы параллельно линии «А» в обе стороны от крылочелюстной выемки выполняют в гипсовой модели паз под углом 90° к поверхности неба, шириной 3 мм и глубиной от 4 до 5 мм, паз заполняют разогретым воском, при этом истинный дистальный край протеза удлиняют на ширину паза, моделируя новый край воском под углом 90° к истинному дистальному краю протеза, после чего компрессионным методом заменяют воск на пластмассу, полученное вдоль дистального края протеза ребро жесткости срезают.
Технический результат достигается следующим образом. Окончательное моделирование воскового аналога верхнечелюстного протеза и замена воска на пластмассу компрессионным методом - эти признаки формулы изобретения являются обязательными для его осуществления, а следовательно, для обеспечения заявленного технического результата.
Дистальный край верхнечелюстного протеза имеет почти ровную одноплосткостную поверхность, имеющую наименьшее сопротивление на изгиб. В результате, во время компрессионного метода замены воска на пластмассу по традиционной методике неизбежно происходит деформация базиса протеза. Формирование из воска ребра жесткости вдоль его дистальной границы после окончательного моделирования воскового аналога верхнечелюстного протеза обеспечивает, при замене воска на пластмассу компрессионным методом, формирование в области дистального края протеза напряжений, противостоящих силам деформации пластмассы в процессе ее полимеризации. Поскольку ребро жесткости из воска формируют вдоль его дистальной границы параллельно линии «А» в обе стороны от крылочелюстной выемки, обеспечивается укрепление ребром жесткости полностью всей дистальной границы будущего протеза, что создает одинаковые условия для полимеризации пластмассы.
Формирование ребра жесткости разогретым воском позволяет выполнить эту операцию быстро и качественно благодаря податливости разогретого воска, обеспечивая плотное заполнения паза, что обеспечивает, в свою очередь, прочность ребра жесткости, а следовательно, прочность зацепления дистального края будущего базиса протеза при полимеризации пластмассы и улучшает, в дальнейшем, его краевое прилегание. Выполнение в гипсовой модели паза для формирования ребра жесткости сохраняет четкость границы по линии «А», а также позволяет равномерно распределить воск по всей дистальной границе протеза, надежно фиксируя воск в пазу и предотвращая возможность его расползания. В дальнейшем это обеспечивает требуемую форму укрепляющего ребра и его равномерную жесткость по всей дистальной границе протеза. Выполнение паза под углом 90° к поверхности неба обеспечивает оптимальные условия для жесткого зацепления уступа формируемого в процессе полимеризации пластмассы нового края протеза за сформированный паз в гипсе основания восковой модели. Кроме того, этот угол не препятствует выемке готового протеза из формы. Благодаря тому что истинный дистальный край протеза удлиняют на ширину паза, обеспечивается прочность ребра в месте соединения его с дистальным концом протеза. Кроме того, поскольку моделируют новый край воском под углом 90° к истинному дистальному краю протеза, то сохраняется четкая видимая истинная граница дистального края протеза по линии «А». После замены компрессионным методом воска на пластмассу полученное вдоль дистального края протеза ребро жесткости убирают, восстанавливая тем самым физиологическую форму протеза. При этом, так как истинная граница дистального края протеза по линии «А» четка видна, то обеспечивается максимальная точность восстановления физиологической формы протеза, а следовательно, и оптимальное краевое прилегание дистального края протеза, причем с минимальными затратами времени на его обработку.
Размеры паза для формирования ребра жесткости: шириной 3 мм и глубиной от 4 до 5 мм получены опытным путем и являются оптимальными при выполнении заявленного способа. Отклонения от требуемой ширины паза определяются погрешностью измерительного прибора.
Из вышеизложенного следует. Благодаря тому что в заявленном способе для получения краевого прилегания верхнечелюстных съемных протезов по дистальной границе после окончательного моделирования воскового аналога верхнечелюстного протеза предварительно вдоль его дистальной границы параллельно линии «А» в обе стороны от крылочелюстной выемки выполняют в гипсовой модели паз под углом 90° к поверхности неба, при этом истинный дистальный край протеза удлиняют на ширину паза, моделируя новый край воском под углом 90° к истинному дистальному краю протеза, полученное таким образом ребро жесткости, в процессе полимеризации пластмассы при замене на нее воска компрессионным методом, формирует на дистальном краю будущего протеза напряжения, противодействующие усадке пластмассы, что значительно снижает деформацию протеза по дистальному краю, улучшая его краевое прилегание. При этом выполнение ребра жесткости под углом 90° увеличивает жесткость самого ребра, что, в процессе полимеризации пластмассы, делает еще более заметным эффект от укрепления дистального края протеза, снижает его деформацию и еще более улучшает прилегание дистального края будущего протеза.
Таким образом, из вышеизложенного следует, что заявляемый способ получения краевого прилегания верхнечелюстных съемных протезов по дистальной границе при осуществлении обеспечивает достижение технического результата, заключающегося в улучшении краевого прилегания протеза по дистальной границе при использовании компрессионного метода замены воска на пластмассу.
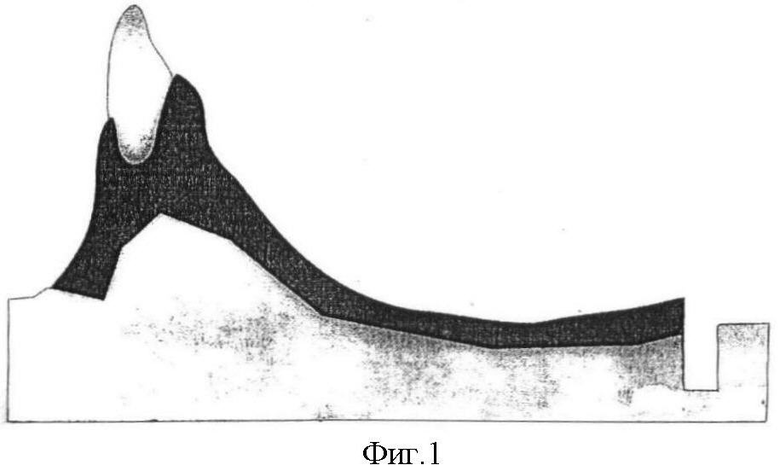
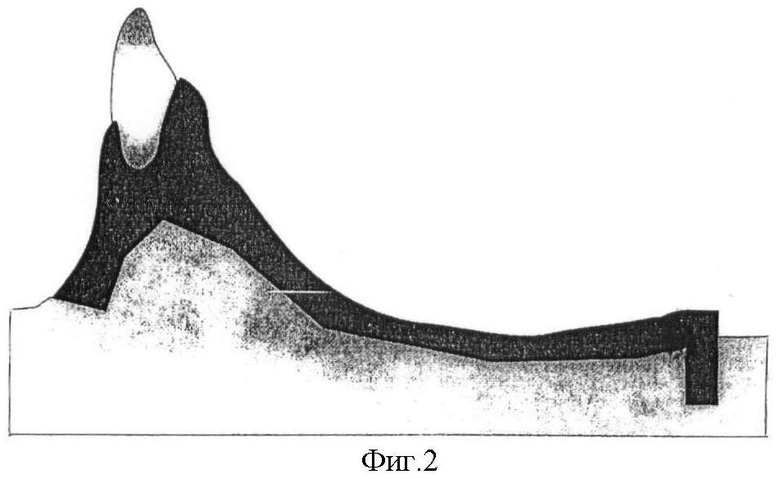
Чертежи поясняют процесс выполнения способа получения краевого прилегания верхнечелюстных съемных протезов по дистальной границе. На фиг.1 изображен слепок верхней челюсти, в гипсовой основе которого вдоль линии «А» выполнен паз под углом 90° к поверхности неба; на фиг.2 изображен слепок верхней челюсти с сформированным из воска под углом 90° ребром жесткости и смоделированным воском новым краем протеза под углом 90° к истинному дистальному краю протеза.
Заявленный способ получения краевого прилегания верхнечелюстных съемных протезов по дистальной границе осуществляют следующим образом. Выполняют примерку и окончательное моделирование воскового аналога верхнечелюстного протеза. После окончательного моделирования воскового аналога верхнечелюстного протеза предварительно вдоль его дистальной границы параллельно линии «А» в обе стороны от крылочелюстной выемки выполняют в гипсовой модели паз под углом 90° к поверхности неба, шириной 3 мм и глубиной от 4 до 5 мм. Паз заполняют разогретым воском, при этом истинный дистальный край протеза удлиняют на ширину паза, моделируя новый край воском под углом 90° к истинному дистальному краю протеза. После чего компрессионным методом заменяют воск на пластмассу. Полученное вдоль дистального края протеза ребро жесткости убирают.
Для выполнение паза используют торцевую фрезу. Для заполнения паза и формирования нового края протеза используют одну и ту же полоску воска, разогретого на спиртовке. В этом случае обе части сформированного ребра жесткости: размещенная в пазу и новый край протеза представляют одно целое. Кроме того, использование одной полоски воска позволяет быстро и качественно заполнить паз и смоделировать новый край протеза.
Готовую модель гипсуют в кювету традиционным способом (сначала нижняя, затем - верхняя). После полной структуризации гипса модель раскрывают и воск выплавляют традиционным способом. В нижней половине кюветы по дистальной границе, удлиненной на ширину паза - 3 мм, видна прямоугольная борозда, шириной 3 мм и глубиной 4 мм, проходящая между крыловидными выемками параллельно линии «А». Гипсовую модель сушат. Традиционным способом замешивают пластмассу, выполняют паковку и полимеризацию пластмассы. По окончании полимеризации кювету открывают и высвобождают протез. Благодаря тому что ребро жесткости и новый край протеза сформированы под прямым углом к дистальному краю протеза, на протезе четко видны границы ребра жесткости по линии «А». После того как все остатки гипса убраны, ребро жесткости срезают по линии «А».
Как показала практика, создание ребра жесткости по дистальной границе верхнечелюстного съемного протеза в соответствии с заявленным способом позволяет снизить деформацию базиса верхнечелюстного протеза в процессе полимеризации пластмассы, при замене воска на пластмассу компрессионным методом, обеспечивая высокую степень соответствия протезному ложу и, как следствие, сохранение краевого замыкающего клапана.
Изготовлении базиса протеза в соответствии с предложенным способом обеспечило примерно равномерный зазор по всему дистальному краю от 0,1 до 0,2 мм. При изготовлении базиса протеза традиционным способом зазор был неравномерный и колебался от 0,2 мм в области бугров до 0,8 мм в области серединного шва.
Заявленный способ прост и экономичен, так как не требует применения специального оборудования и инструментария, и может быть рекомендован для использования в любой зуботехнической лаборатории независимо от ее оснащенности и квалификации зубных техников.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ИНДИВИДУАЛЬНОЙ ЛОЖКИ ДЛЯ ФУНКЦИОНАЛЬНЫХ ОТТИСКОВ ПРИ ПОЛНОЙ ПОТЕРЕ ЗУБОВ | 2006 |
|
RU2308905C1 |
| СПОСОБ ПОЛУЧЕНИЯ ДИФФЕРЕНЦИРОВАННОГО ФУНКЦИОНАЛЬНОГО ОТТИСКА ПРИ ПОЛНОМ СЪЕМНОМ ПРОТЕЗИРОВАНИИ | 2004 |
|
RU2271771C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ЦЕНТРАЛЬНОГО СООТНОШЕНИЯ ЧЕЛЮСТЕЙ ПРИ ПРОТЕЗИРОВАНИИ ПАЦИЕНТОВ С ПОЛНЫМИ СЪЕМНЫМИ ПРОТЕЗАМИ | 2009 |
|
RU2441622C2 |
| СПОСОБ ФОРМИРОВАНИЯ НАРУЖНОГО КРАЯ ИНДИВИДУАЛЬНОЙ ЛОЖКИ ДЛЯ ФУНКЦИОНАЛЬНЫХ ОТТИСКОВ ПРИ ПОЛНОЙ ПОТЕРЕ ЗУБОВ | 2004 |
|
RU2271770C1 |
| СПОСОБ ШИНИРОВАНИЯ ЗУБОВ ПРИ ПАРОДОНТИТЕ | 2004 |
|
RU2289357C2 |
| СПОСОБ НЕОДНОКРАТНОЙ РЕПРОДУКЦИИ ПРОТЕЗА НОСА | 2007 |
|
RU2352296C1 |
| Способ протезирования при полном отсутствии зубов с использованием имплантатов | 2022 |
|
RU2784297C1 |
| СПОСОБ КОНТРОЛЯ МОДЕЛИРОВАНИЯ ЗУБНОГО РЯДА ОТНОСИТЕЛЬНО СКЕЛЕТНЫХ ОРИЕНТИРОВ ЧЕРЕПА ПАЦИЕНТА | 2012 |
|
RU2504344C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ПОДАТЛИВОСТИ СЛИЗИСТОЙ ОБОЛОЧКИ ПРОТЕЗНОГО ЛОЖА | 2005 |
|
RU2308220C2 |
| Способ изготовления капы на нижнюю челюсть | 2018 |
|
RU2683895C1 |
Изобретение относится к медицине, а именно к стоматологии, и может быть использовано при изготовлении полных и частичных съемных верхнечелюстных протезов компрессионным способом прессования пластмассы. Способ получения краевого прилегания верхнечелюстных съемных протезов по дистальной границе включает окончательное моделирование воскового аналога верхнечелюстного протеза, формирование из воска ребра жесткости вдоль его дистальной границы параллельно линии «А» в обе стороны от крылочелюстной выемки, замену воска на пластмассу компрессионным методом. После окончательного моделирования воскового аналога верхнечелюстного протеза предварительно вдоль его дистальной границы параллельно линии «А» в обе стороны от крылочелюстной выемки выполняют в гипсовой модели паз под углом 90° к поверхности неба, шириной 3 мм и глубиной от 4 до 5 мм, паз заполняют разогретым воском, при этом истинный дистальный край протеза удлиняют на ширину паза, моделируя новый край воском под углом 90° к истинному дистальному краю протеза, после чего компрессионным методом заменяют воск на пластмассу, полученное вдоль дистального края протеза ребро жесткости убирают. Технический результат: улучшение краевого прилегания протеза по дистальной границе при использовании компрессионного метода замены воска на пластмассу. 2 ил.
Способ получения краевого прилегания верхнечелюстных съемных протезов по дистальной границе, включающий окончательное моделирование воскового аналога верхнечелюстного протеза, формирование из воска ребра жесткости вдоль его дистальной границы параллельно линии «А» в обе стороны от крылочелюстной выемки, замену воска на пластмассу компрессионным методом, отличающийся тем, что после окончательного моделирования воскового аналога верхнечелюстного протеза предварительно вдоль его дистальной границы параллельно линии «А» в обе стороны от крылочелюстной выемки выполняют в гипсовой модели паз под углом 90° к поверхности нёба, шириной 3 мм и глубиной от 4 до 5 мм, паз заполняют разогретым воском, при этом истинный дистальный край протеза удлиняют на ширину паза, моделируя новый край воском под углом 90° к истинному дистальному краю протеза, после чего компрессионным методом заменяют воск на пластмассу, полученное вдоль дистального края протеза ребро жесткости убирают.
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ЗУБНЫХ ПРОТЕЗОВ | 1988 |
|
RU2008849C1 |
| Способ изготовления съемных зубных протезов с двухслойным базисом | 1990 |
|
SU1827217A1 |
| Предохранительный клапан с индикацией давления настройки | 1972 |
|
SU486705A1 |
| JP 4357947 A, 10.12.1992 | |||
| JP 7016243 A, 20.01.1995. | |||

