Изобретение относится к строительству, в частности к способу изготовления плоских арматурных каркасов - узких сварных сеток, используемых в массовом производстве железобетонных изделий или их усиления.
Известен способ изготовления арматурного каркаса для железобетонных изделий в виде плоской узкой сварной сетки типа «лесенка» с прямоугольным контуром, в котором располагают продольные и поперечные стержни перпендикулярно; продольные рабочие стержни принимают диаметром d=10÷25 мм, монтажные стержни принимают d1=10÷25 мм, поперечные стержни принимают диаметром d2=6÷12 мм; шаг поперечных стержней принят кратным 50 и 100 мм, максимальный шаг umax=600 мм; каждый поперечный стержень приваривают в 2÷8 точках. Минимальный размер концевых выпусков принимают не менее 20 мм; наименьшее расстояние между осями стержней одного направления umin=50 мм /Руководство по конструированию бетонных и железобетонных конструкций из тяжелого бетона (без преднапряжения). - М.: Стройиздат, 1978, с.14-17, рис.5 (фиг.е, ж) /[1].
К причинам, препятствующим достижению указанного ниже технического результата при использовании известного способа изготовления арматурного каркаса для железобетонных изделий, относится то, что большие объемы резки продольных рабочих и монтажных стержней, а также при резке многочисленных поперечных стержней приводят к значительному расходу энергии и увеличению трудоемкости сварочных работ; при изготовлении арматурных каркасов каждый стержень поперечной арматуры приваривают к продольным стержням не менее чем в двух точках, вследствие этого возрастает расход электроэнергии и выделяются вредно действующие лучистая энергия и газы; при резке стержней малой длины (до 300 мм) возрастает травматизм работающих.
Известен способ изготовления арматурного каркаса для железобетонных изделий в виде плоской узкой товарной (легкой и тяжелой) сетки с прямоугольным контуром, в котором располагают продольные и поперечные стержни взаимно перпендикулярно.
Для легких сеток принимают диаметры продольных и поперечных стержней от 3 до 8 мм; шаг продольных стержней от 50 до 390 мм; шаг поперечных стержней от 100 до 500 мм; число продольных стержней от 2 до 4; на каждый поперечный стержень назначают от 2 до 4 точек сварки. Для тяжелых сеток принимают: диаметры продольных стержней от 10 до 40 мм, поперечных стержней от 4 до 14 мм; шаг продольных стержней от 75 до 1400 мм, шаг поперечных стержней от 100 до 600 мм; число продольных стержней от 2 до 6 (сетки I типа)/ от 2 до 8 (сетки II типа); на каждый стержень поперечной арматуры назначают от 2 до 16 точек сварки / Пособие по проектированию бетонных и железобетонных конструкций из тяжелых и легких бетонов без преднапряжения арматуры. - М.: ЦИТП Госстроя, 1986, с.148-151: Плоские сварные сетки, табл.40) /[2].
К причинам, препятствующим достижению указанного ниже технического результата при использовании известного способа изготовления арматурного каркаса для железобетонных изделий, относится то, что изготовление плоского арматурного каркаса представляет сложный процесс резки поперечной арматуры на большое число отрезков небольшой длины, при этом каждый отрезок - стержень поперечной арматуры - приварен к продольной арматуре не менее чем в двух точках (для узких сеток II типа число точек сварки возрастает от 2 до 8); при большом объеме сварки трудоемкость арматурных работ велика, значительны расходы энергии на резку и сварку стержней арматуры; для повышения сцепления с бетоном гладкой продольной арматуры сеток дополнительно на ее концах предусмотренно устройство крюков или петель.
Известен арматурный каркас для железобетонных изделий, содержащий изогнутый металлический стержень, который при сборке его в арматурный каркас выполняют в форме петель. При сборке множества подобных арматурных элементов в арматурный каркас в их петли установлена продольная арматура; после этого элементы раздвигают по длине продольной арматуры в проектное положение и фиксируют их /Пат. SU 697666, МПК 2 Е04С 5/03. Арматурный элемент. / В.Г.Федоров, А.Н.Ерофеев, заявка: 2596323/29-33 от 27.03.78, опубл. 15.11.79, Бюл. №42/ [3] - принято за прототип.
К причинам, препятствующим достижению указанного ниже технического результата при использовании известного способа изготовления арматурного каркаса для железобетонных изделий, относится то, что совокупность технологического процесса сборки элементов известного каркаса многодельна и сложна, жесткость плоского каркаса снижена из-за неплотной подгонки петель поперечной арматуры с продольными стержнями; резка арматуры на короткие стержни повышает трудоемкость и потенциальную опасность арматурных работ вследствие отлета коротких стержней; при ручной вязке элементов известного арматурного каркаса невозможно применение механизированного изготовления арматуры при больших объемах работ; вязка арматурных каркасов по сравнению с изготовлением их на сварочных машинах требует больших трудовых затрат и увеличение расхода металла на 15-20% за счет изготовления отгибов и крюков на концах стержней, необходимых для анкеровки в бетоне.
Сущность изобретения заключается в следующем.
Задача, на решение которой направлено изобретение состоит в упрощении изготовления и повышения качества арматурного каркаса для железобетонных изделий; в повышении прочности наклонных сечений железобетонных изделий; в сокращении технологических операций по механической обработке арматурной стали, в частности по резке арматурных стержней и последующей их сварки в местах сочленения с продольной арматурой; в снижении трудоемкости при изготовлении арматурного каркаса; в экономии металла и вязальной проволоки; экономии энергии и сварочных материалов.
Технический результат - упрощение изготовления плоского арматурного каркаса (узкой сварной сетки); повышение жесткости и неизменяемости формы плоского каркаса; повышение надежности анкеровки продольной и поперечной арматуры каркаса; повышение прочности сцепления с бетоном изогнутых стержней арматуры; сокращение объемов резки продольной и поперечной арматуры каркаса; снижение числа одновременно свариваемых пересечений стержней; снижение трудоемкости при изготовлении поперечной арматуры при использовании сетки «зигзаг» и сборки ее в арматурный каркас; снижение расхода металла при его раскрое; улучшение качества изготовления сеток «зигзаг»; сокращение объема сварочных работ; экономия энергии; упрощение изготовления и установки фиксаторов однократного использования; возможность механизации арматурных работ и централизованного изготовления узких сеток «зигзаг»; возможность навивки на стенде непрерывной арматуры для изготовления узких сеток «зигзаг»; снижение травматизма при изготовлении и монтаже арматурного каркаса; снижение усадочных напряжений в бетоне и повышение прочности наклонных сечений железобетонных изделий.
Указанный технический результат при использовании изобретения достигается тем, что в известном способе изготовления арматурного каркаса для железобетонных изделий, путем использования продольной рабочей и монтажной арматуры и поперечной арматуры, особенностью является то, что остов арматурного каркаса выполняют цельным путем загиба концов продольных стержней; поперечную арматуру выполняют в виде узкой сетки «зигзаг» с закруглением при загибе в форме полукруга заданного диаметра, с приваркой или без таковой в точках сочленения с продольной рабочей и/или монтажной арматурой.
Следующая особенность заключается в том, что для изготовления остова каркаса применяют арматурную сталь гладкого профиля класса А240 (A-I) диаметром ⌀ 6÷40 мм и периодического профиля классов A300 (A-II) ⌀ 10÷40 мм и А400 (A-III) ⌀ 6÷40 мм.
Крайний поперечный стержень арматурного каркаса приопорной зоны выполняют в форме гнутого стержня продольной рабочей и/или монтажной арматуры диаметром da≥0,5·d, где d - диаметр продольной рабочей арматуры, мм.
Узкую сетку «зигзаг» выполняют в виде вертикальных ветвей поперечной арматуры с загибами в местах пересечения с продольными стержнями остова каркаса в форме полукруга диаметром, равным величине шага поперечной арматуры в пределах u=(1/3÷3/4)·h, где h - высота поперечного сечения остова каркаса.
Узкую сетку «зигзаг» выполняют в виде вертикальной и наклонной поперечной арматуры с требуемым шагом по длине каркаса в пределах u=(1/3÷3/4)·h, с загибом в местах пересечения с продольными стержнями остова каркаса диаметром D3, мм, не менее диаметра продольных стержней и не менее диаметра оправки, то есть D3≥d≥dоп≥2,5·d2 мм.
Узкую сетку «зигзаг» выполняют с расположением в поперечном сечении каркаса ветвей поперечной арматуры в одной плоскости в форме узкого овала и нанизывают или навивают на продольные стержни остова каркаса.
Узкую сетку «зигзаг» выполняют с пересечением ветвей арматуры в поперечном сечении каркаса в форме «восьмерки» и нанизывают или навивают на продольные стержни остова каркаса.
Узкую сетку «зигзаг» изготовляют в виде накладки на продольные стержни рабочей и/или монтажной арматуры, с применением сварки или вязки в местах соприкосновения с продольными стержнями остова каркаса.
Узкую сетку «зигзаг» изготовляют в виде вставки, укладывая вплотную к продольным стержням остова каркаса, с применением сварки или вязки в местах соприкосновения продольной и поперечной арматуры.
Для изготовления узкой сетки «зигзаг» применяют стали для ненапрягаемой арматуры гладкого профиля ⌀ 6÷18 мм классов B-I, А 240 (A-I) или периодического профиля классов Вр-I, А 300 (A-II).
Узкую сетку «зигзаг» выполняют цельной или составной в виде частей сетки, соединяя их между собой по длине железобетонного изделия.
Наибольшее расстояние u1, мм, между ветвями сетки «зигзаг» принимают кратно 50 мм на приопорных участках u1≤0,5·h≤150 мм; где h - высота поперечного сечения изделия в пределах от 150 до 300 мм.
Наибольшее расстояние u1 и u2, мм, между ветвями сетки «зигзаг» принимают кратно 100 мм на приопорных участках u1≤0,5·h≤150 мм и в средней части u2≤0,75·h≤500 мм, где h - высота поперечного сечения изделия в пределах от 300 до 450 мм.
Наибольшее расстояние u1 и u2, мм, между ветвями сетки «зигзаг» принимают кратно 150 мм на приопорном участке u1≤0,33·h≤500 мм и в средней части u2≤0,75·h≤500 мм; где h - высота поперечного сечения изделия более 450 мм.
Большую часть ветвей поперечной арматуры - 75% и более от общего числа ветвей сетки «зигзаг» - выполняют высотой hom, мм, равной не более половины высоты сечения остова каркаса hк, мм, то есть hom≤0,5·hк.
Длину приопорного участка при равномерно распределенной нагрузке на железобетонное изделие принимают равной lоn=0,257, где l - пролет изделия, мм.
Диаметры стержней поперечной арматуры d2, мм, и расстояние между ними u, мм, принимают по расчету прочности железобетонного изделия.
Причинно-следственная связь между совокупностью признаков и техническим результатом работы заключена в следующем.
Применение остова каркаса цельным путем загиба продольных рабочих и/или монтажных стержней, а также неразрезных поперечных стержней в виде сетки «зигзаг» упрощает изготовление плоского арматурного каркаса для железобетонных изделий; повышает жесткость и неизменяемость формы каркаса; повышает надежность анкеровки продольной и поперечной арматуры каркаса за счет неразрезности и плавных загибов ее концов; повышает прочность сцепления изогнутой стержневой арматуры с бетоном; применение неразрезной арматуры для поперечных стержней сокращает объемы резки ее, снижает в 5-8 раз число одновременно свариваемых пересечений стержней; снижает трудоемкость изготовления поперечной арматуры при использовании сетки «зигзаг» и сборки в арматурный каркас; снижение объемов резки стержневой арматуры сокращает расход метала при его раскрое, улучшает качество изготовления сеток «зигзаг», в частности, и арматурного каркаса в целом; сокращение объема сварочных работ на 50÷75% и более дает экономию энергии строительного производства на резку и последующую сварку элементов арматурного каркаса; упрощение изготовления и установки фиксаторов однократного использования надежно обеспечивает требуемую толщину слоя бетона; изготовление узких плоских сеток «зигзаг» позволяет механизировать производство арматурных работ и возможность навивки на стенде непрерывной арматуры для изготовления плоских сеток; отсутствие острых концов арматурных стержней снижает травматизм работающих при изготовлении узких сеток; применение закруглений на концах поперечных стержней арматурного каркаса снижает напряжения усадки в бетоне и повышает прочность наклонных сечений железобетонных изделий по изгибающим моментам и поперечным силам.
На чертежах представлено:
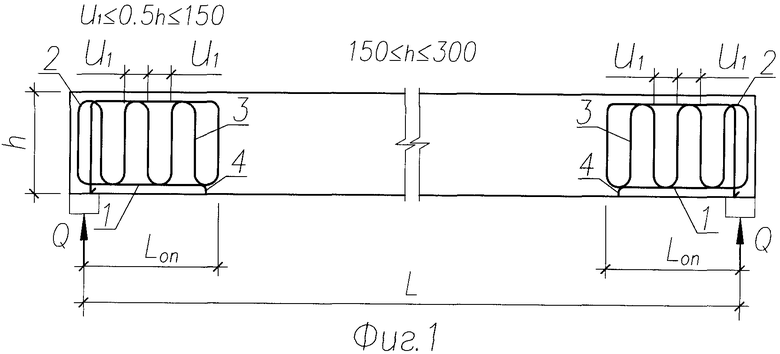
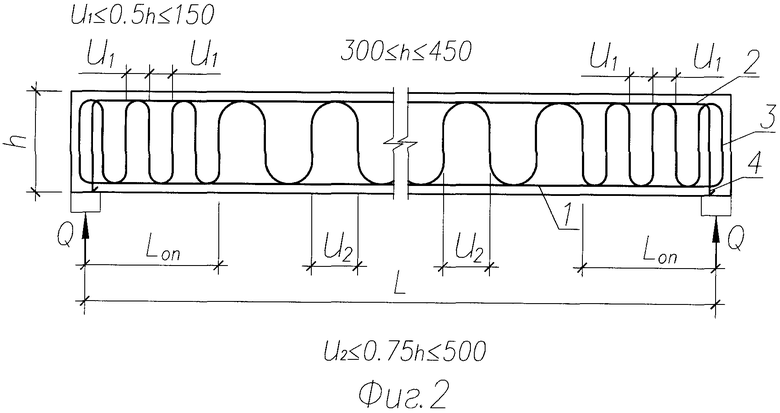
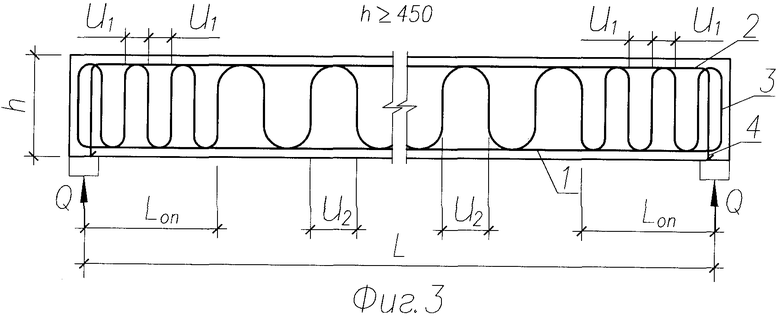
на фиг.1-3 изображено расположение арматурных каркасов по длине изгибаемого железобетонного изделия на участках с обязательным поперечным армированием и наибольшее расстояние u, мм, между ветвями сеток «зигзаг» при отсутствии отгибов в зависимости от высоты поперечного сечения армированного изделия:
- при 150≤h≤300 мм (фиг.1): на приопорном участке u1≤0,5·h≤150 мм, кратно 50 мм;
- при 300≤h≤450 мм (фиг.2): на приопорном участке u1≤0,5·h≤150 мм и в средней части u2≤0,75·h≤500 мм кратно 100 мм;
- при h>450 мм (фиг.3): на приопорном участке u1≤0,33·h≤500 мм и в средней части u2≤0,75·h≤500 мм, кратно 150 мм: 1, 2 и 3 - продольная, монтажная и поперечная арматура; 4 - фиксатор.
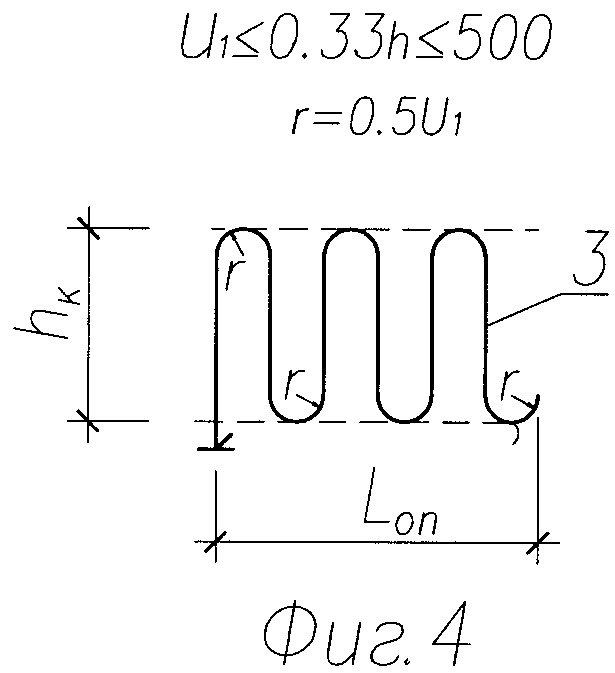
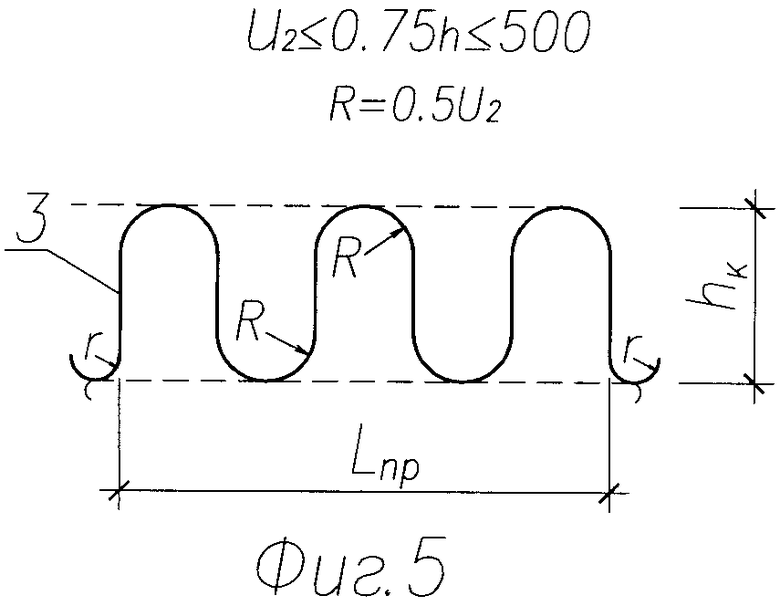
На фиг 4-5 изображены части (блоки) плоских сеток «зигзаг» с различным шагом расположения ветвей сеток, с радиусом загиба арматуры на приопорном участке r=0,5·u1 и в пролете R=0,5·u2, где u1 и u2 - соответственно шаг ветвей сеток «зигзаг» на приопорном участке и в пролете, мм.
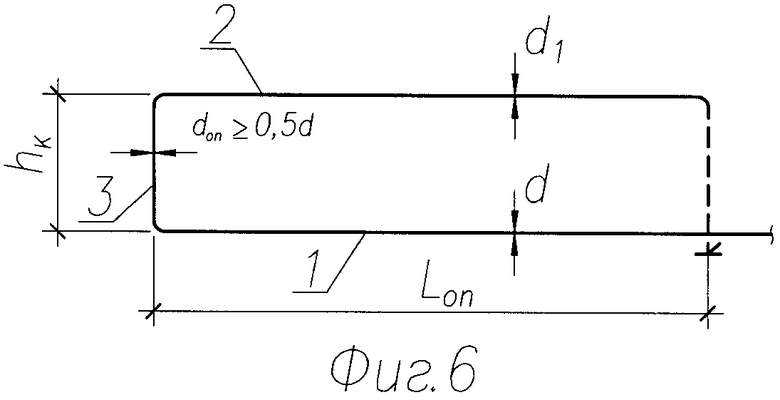
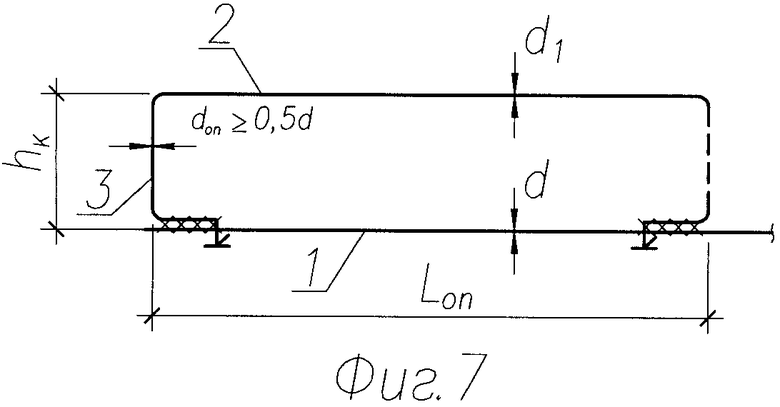
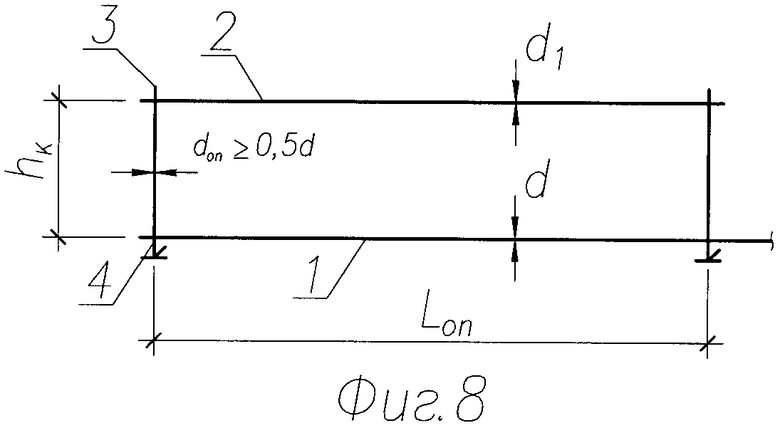
На фиг.6-8 изображены изделия плоского арматурного каркаса (опорный участок изделия) с цельным остовом:
типа I - гнутого по всему периметру каркаса;
типа II - гнутого по трем участкам монтажной арматуры;
типа III - содержащим отдельные, скрепляемые друг с другом продольные и поперечные стержни: 1, 2, 3 - соответственно продольная, монтажная и поперечная арматура остова каркаса; 4 - фиксатор.
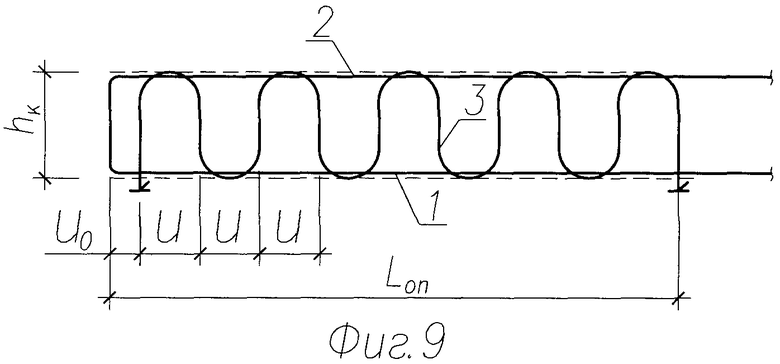
На фиг.9 изображено изделие витое арматурное ИВА-1 в виде плоского каркаса для линейного железобетонного изделия (опорный участок) с сеткой «зигзаг» в качестве поперечной арматуры, которое выполняют в виде вертикальных ветвей поперечной арматуры с загибами в местах пересечения с продольными стержнями арматурного каркаса в форме полукруга диаметром, равным величине шага поперечной арматуры в пределах u=(1/3÷3/4)·h; где h - высота поперечного сечения армированного изделия, мм.
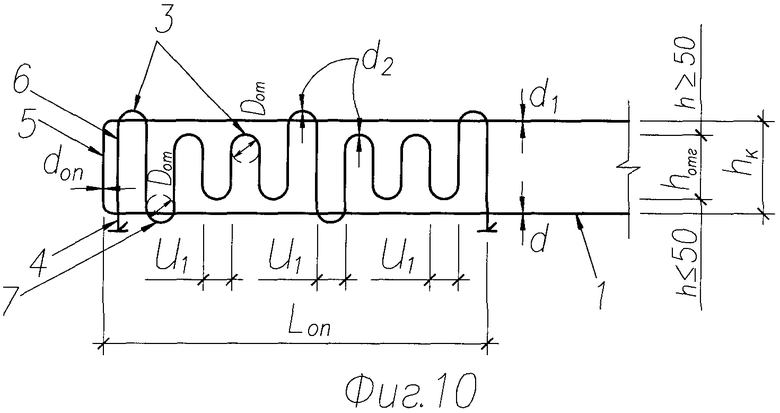
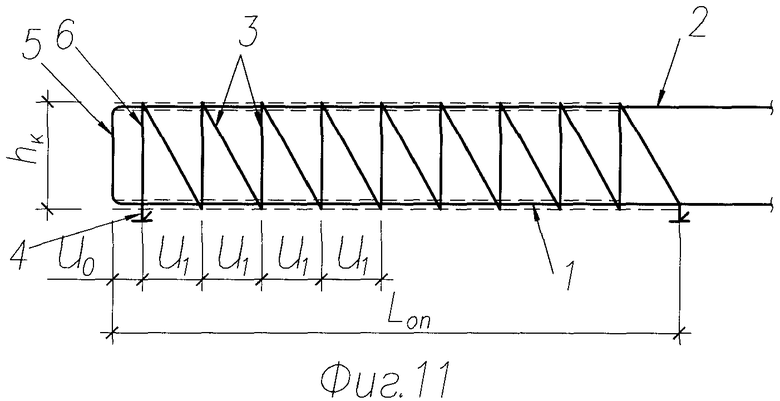
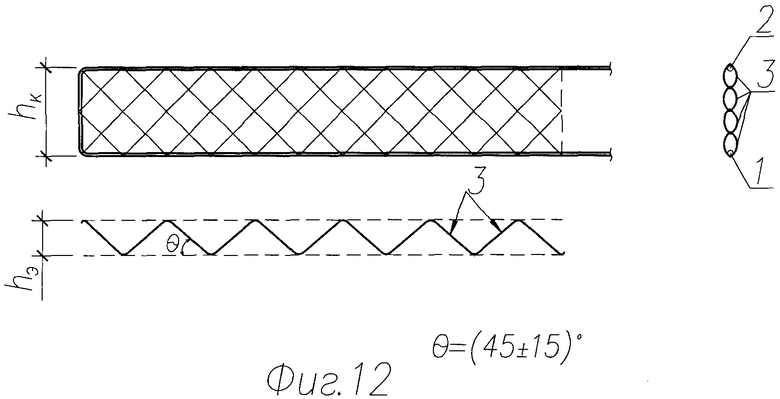
На фиг.10-12 изображены изделия витые арматурные ИВА-2, ИВА-3 и ИВА-4 с плоским каркасом для линейного железобетонного изделия (опорный участок) с сеткой «зигзаг» в качестве поперечной арматуры, которые выполняют в виде вертикальной и/или наклонной поперечной арматуры с требуемым шагом по длине каркаса в пределах u=(1/3÷3/4)·h, с загибами в местах пересечения с продольными рабочими и монтажными стержнями арматурного каркаса диаметром не менее диаметра продольных стержней каркаса: 1, 2 и 3 - продольная, монтажная и поперечная арматура; 4 - фиксатор; 5 и 6 - заопорные поперечные стержни каркаса; 7 - точки сварки (вязки) поперечной арматуры.
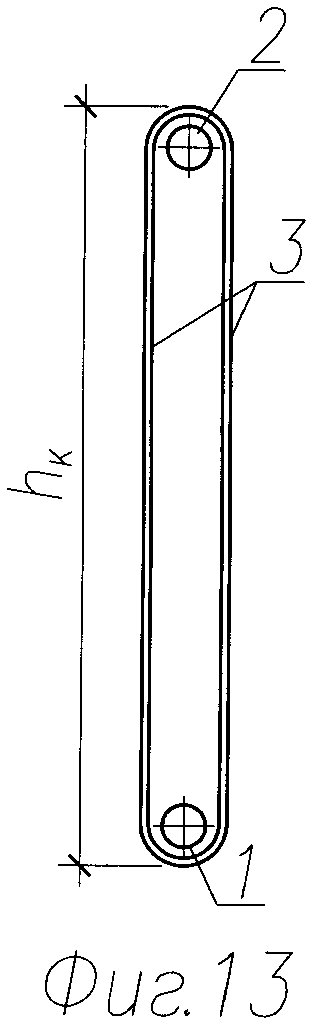
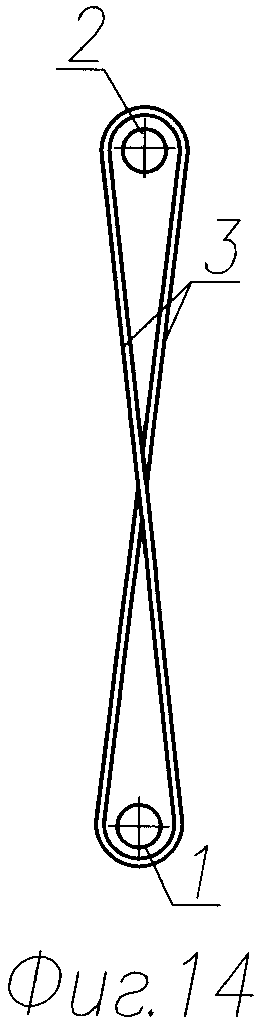
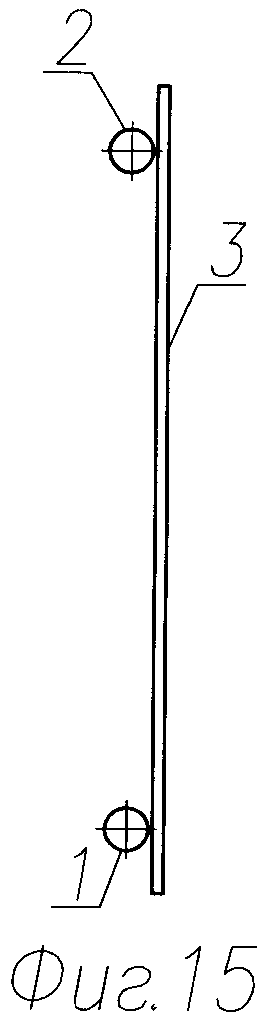
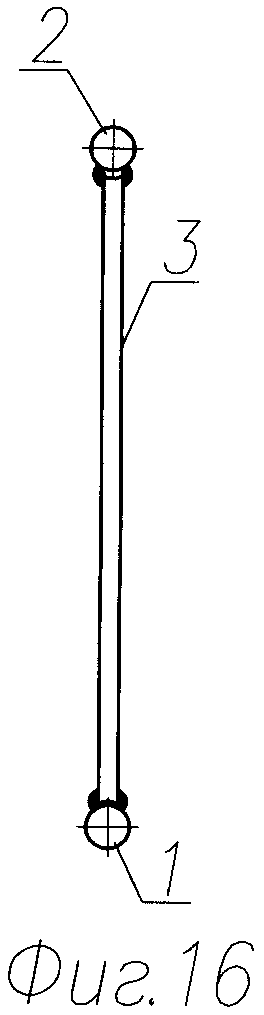
На фиг.13-16 изображены поперечные сечения плоских арматурных каркасов для железобетонных изделий с сеткой «зигзаг» в качестве поперечной арматуры, которые выполняют:
- с расположением ветвей поперечной арматуры в одной плоскости в форме узкого овала, нанизывая или навивая их на продольные стержни остова каркаса (фиг.13);
- с пересечением ветвей арматуры в поперечном сечении каркаса в одной плоскости в форме («восьмерки», нанизывая или навивая на продольные стержни остова каркаса (фиг.14);
- с прикреплением сетки «зигзаг» в виде накладки на продольные стержни остова каркаса с помощью сварки и/или вязки арматурной проволокой (фиг.15);
- с прикреплением узкой сетки «зигзаг» в виде вставки, уложенной вплотную к продольным стержням остова каркаса с помощью сварки и/или вязки арматурной проволокой (фиг.16): 1, 2 и 3 - продольная, монтажная и поперечная арматура каркаса; 4 - фиксатор.
Сведения, подтверждающие возможность применения изобретения с получением указанного выше технического результата.
Техническим осмотром здания, поврежденного пожаром, установлено, что подлежащее усилению железобетонное перекрытие холла 8-го этажа состоит из железобетонных многопустотных панелей перекрытия с круглыми пустотами D=159 мм; высота сечения 220 мм; размеры панелей в плане 1,2×5,86 м.
В проекте усиления панелей применена арматура класса А 400 (A-III) для продольных стержней рабочей и монтажной арматуры диаметром 14÷18 мм и класса А 240 (A-I) - для поперечных стержней каркаса усиления - плоской сетки «зигзаг» диаметром 8÷10 мм. Плоские арматурные каркасы усиления установлены в четырех (из 6) пустотных каналов через щели в нижней полке панели, прорезанные в средней части панели перекрытия; ширина щели (40±10) мм; длина щели 3000 мм. Плоские арматурные каркасы - сетки «зигзаг» имеют продольные стержни рабочей арматуры длиной 2920 мм; ширина каркаса В=150 мм. Арматурное изделие усиления для плит выполнено в виде плоских каркасов усиления с поперечными стержнями каркаса усиления - узкой сетки «зигзаг» на приопорной части. Арматурные каркасы имеют продольные стержни рабочей арматуры длиной 3520 мм и продольные монтажные стержни длиной 1520 мм; ширина каркаса В=128 мм.
Следовательно, заявленное изобретение соответствует условию «промышленная применимость».
Источники информации
1. Руководство по конструированию бетонных и железобетонных конструкций из тяжелого бетона (без преднапряжения). - М.: Стройиздат, 1978. С.14, рис.5 (фиг.е, ж).
2. Пособие по проектированию бетонных и железобетонных конструкций из тяжелых и легких бетонов без преднапряжения арматуры. - М.: ЦИТП Госстроя, 1986; (с.148-151: Плоские сварные сетки, табл.40).
3. Пат. SU №697666, МПК 2 Е04С 5/03. Арматурный элемент./ В.Г.Федоров, А.Н.Ерофеев, заявка 2596 323/29-33 от 27.03.78, опубл. 15.11.79, Бюл. №42, (фиг.1).
| название | год | авторы | номер документа |
|---|---|---|---|
| АРМАТУРНЫЙ КАРКАС ДЛЯ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 2008 |
|
RU2383695C1 |
| АРМАТУРНЫЙ КАРКАС ДЛЯ ЖЕЛЕЗОБЕТОННЫХ ЭЛЕМЕНТОВ | 2008 |
|
RU2388877C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АРМАТУРНОГО КАРКАСА ДЛЯ ЖЕЛЕЗОБЕТОННЫХ ЭЛЕМЕНТОВ | 2008 |
|
RU2388876C2 |
| АРМАТУРНЫЙ КАРКАС ДЛЯ МНОГОПРОЛЕТНЫХ ЖЕЛЕЗОБЕТОННЫХ БАЛОК | 2016 |
|
RU2637668C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АРМАТУРНОГО КАРКАСА ДЛЯ ЖЕЛЕЗОБЕТОННЫХ БАЛОК | 2016 |
|
RU2638193C1 |
| СПОСОБ УСИЛЕНИЯ КОЛОННЫ И НАВЕСНЫХ ПАНЕЛЕЙ СТЕНЫ | 2011 |
|
RU2486323C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ПАНЕЛЕЙ ПЕРЕКРЫТИЯ ЗДАНИЯ | 2006 |
|
RU2347047C2 |
| УСТРОЙСТВО ДЛЯ УСИЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ ПАНЕЛЕЙ ПЕРЕКРЫТИЯ | 2008 |
|
RU2388882C1 |
| АРМАТУРНОЕ ИЗДЕЛИЕ | 1996 |
|
RU2119023C1 |
| СТРОИТЕЛЬНАЯ МНОГОПУСТОТНАЯ ПАНЕЛЬ | 1996 |
|
RU2109892C1 |
Изобретение относится к строительству, в частности к изготовлению плоских арматурных каркасов - узких сеток «зигзаг» - для армирования железобетонных изделий. Техническим результатом изобретения является упрощение изготовления и повышения качества арматурного каркаса, повышение прочности наклонных сечений железобетонных изделий, сокращение технологических операций по механической обработке арматурной стали, в частности по резке арматурных стержней и последующей их сварки в местах сочленения с продольной арматурой, снижение трудоемкости при изготовлении арматурного каркаса, экономия металла, энергии и сварочного материала, снижение травматизма при изготовлении и монтаже арматурного каркаса. Указанный результат при использовании изобретения достигается тем, что в арматурном каркасе, включающем продольные рабочие, монтажные и поперечные стержни, поперечные стержни выполнены в виде витой сетки «зигзаг», закрепленные на цельном остове арматурного каркаса. 16 з.п. ф-лы, 16 ил.
1. Способ изготовления арматурного каркаса для железобетонных изделий путем использования продольной рабочей и монтажной арматуры и поперечной арматуры, отличающийся тем, что остов арматурного каркаса выполняют цельным путем загиба концов продольных стержней; поперечную арматуру выполняют в виде узкой сетки «зигзаг» с закруглением при загибе в форме полукруга заданного диаметра с приваркой или без таковой в точках сочленения с продольной рабочей и/или монтажной арматурой.
2. Способ по п.1, отличающийся тем, что для изготовления остова каркаса применяют арматурную сталь гладкого профиля класса А240 (A-I) диаметром ⌀ (6÷40)мм и периодического профиля классов A300 (A-II) ⌀ (10÷40) мм и А400 (A-III) ⌀ (6÷40) мм.
3. Способ по п.1, отличающийся тем, что крайний поперечный стержень арматурного каркаса приопорной зоны выполняют в форме гнутого стержня продольной рабочей и/или монтажной арматуры диаметром da≥0,5·d, где d - диаметр продольной рабочей арматуры, мм.
4. Способ по п.1, отличающийся тем, что узкую сетку «зигзаг» выполняют в виде вертикальных ветвей поперечной арматуры с загибами в местах пересечения с продольными стержнями остова каркаса в форме полукруга диаметром, равным величине шага поперечной арматуры в пределах u=(1/3÷3/4)-h, где h - высота поперечного сечения остова каркаса.
5. Способ по п.1, отличающийся тем, что узкую сетку «зигзаг» выполняют в виде вертикальной и наклонной поперечной арматуры с требуемым шагом по длине каркаса в пределах u=(1/3÷3/4)·h, с загибом в местах пересечения с продольными стержнями остова каркаса диаметром D3, мм, не менее диаметра продольных стержней и не менее диаметра оправки, то есть D3≥d≥dоп≥2,5·d2, мм.
6. Способ по п.1, отличающийся тем, что узкую сетку «зигзаг» выполняют с расположением в поперечном сечении каркаса ветвей поперечной арматуры в одной плоскости в форме узкого овала и нанизывают или навивают на продольные стержни остова каркаса.
7. Способ по п.1, отличающийся тем, что узкую сетку «зигзаг» выполняют с пересечением ветвей арматуры в поперечном сечении каркаса в форме «восьмерки» и нанизывают или навивают на продольные стержни остова каркаса.
8. Способ по п.1, отличающийся тем, что узкую сетку «зигзаг» прикрепляют в виде накладки на продольные стержни рабочей и/или монтажной арматуры с применением сварки или вязки арматурной проволокой в местах соприкосновения с продольными стержнями остова каркаса.
9. Способ по п.1, отличающийся тем, что узкую сетку «зигзаг» прикрепляют в виде вставки, укладывая вплотную к продольным стержням остова каркаса, с применением сварки или вязки арматурной проволокой в местах соприкосновения продольной и поперечной арматуры.
10. Способ по п.1, отличающийся тем, что для изготовления узкой сетки «зигзаг» применяют стали для ненапрягаемой арматуры гладкого профиля ⌀ (6÷18) мм классов B-I, A 240 (A-I) или периодического профиля классов Вр-1, А 300 (А-II).
11. Способ по п.1, отличающийся тем, что узкую сетку «зигзаг» выполняют цельной или составной в виде частей сетки, соединяя их между собой по длине железобетонного изделия.
12. Способ по п.1, отличающийся тем, что наибольшее расстояние u1, мм, между ветвями сетки «зигзаг» принимают кратно 50 мм на приопорных участках u1≤0,5·h≤150 мм, где h - высота поперечного сечения изделия в пределах от 150 до 300 мм.
13. Способ по п.1, отличающийся тем, что наибольшее расстояние u1 и u2, мм, между ветвями сетки «зигзаг» принимают кратно 100 мм на приопорных участках u1≤0,5·h≤l50 мм и в средней части u2≤0,75·h≤500 мм, где h -высота поперечного сечения изделия в пределах от 300 до 450 мм.
14. Способ по п.1, отличающийся тем, что наибольшее расстояние u1 и u2 мм между ветвями сетки «зигзаг» принимают кратно 150 мм на приопорном участке u1≤0,33·h≤500 мм и в средней части u2≤0,75·h≤500 мм; где h - высота поперечного сечения изделия более 450 мм.
15. Способ по п.1, отличающийся тем, что большую часть ветвей поперечной арматуры - 75% и более от общего числа ветвей сетки «зигзаг» выполняют высотой hom, мм, равной не более половины высоты сечения остова каркаса hк, мм, то есть hom≤0,5·hk.
16. Способ по п.1, отличающийся тем, что длину приопорного участка при равномерно распределенной нагрузке на железобетонное изделие принимают равной lоп=0,25·1, где l - пролет изделия, мм.
17. Способ по п.1, отличающийся тем, что диаметры стержней поперечной арматуры da, мм, и расстояние между ними u, мм, принимают по расчету прочности железобетонного изделия.
| АРМАТУРНЫЙ КАРКАС | 2006 |
|
RU2313640C1 |
| СПОСОБ ЛЕЧЕНИЯ ОСЕВОЙ ПРОГРЕССИРУЮЩЕЙ МИОПИИ | 1997 |
|
RU2148973C1 |
| Способ сварки полимерных материалов и устройство для его осуществления | 1987 |
|
SU1549775A1 |
| Арматурная сетка для железобетонных изделий | 1990 |
|
SU1761901A1 |
| АРМАТУРНЫЙ КАРКАС | 1991 |
|
RU2020228C1 |
| Арматурный каркас | 1986 |
|
SU1418441A1 |

